Изобретение относится к металлообработке, а именно к расточному и резьбовому инструменту.
Известна конструкция резцовой головки для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена резьбовая пластина (патент DE №3632296, B23G 5/18, 1988 г.).
К недостаткам известного технического решения относятся ограниченные технологические возможности резцовой головки из-за малой жесткости консольной оправки, что приводит к нежелательной вибрации и поломке инструмента при обработке резьбового отверстия.
Известна конструкция резцовой головки для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена резцовая пластина, снабжена направляющим роликом, предназначенным для повышения жесткости при обработке за счет контактирования с деталью, для чего направляющий ролик установлен эксцентрично оси корпуса головки на переднем торце с возможностью вращения. Для уменьшения трения при контактировании с деталью на ролике расположены штифты на окружности, диаметр которой равен диаметру отверстия под резьбу (патент RU №2300449, B23G 5/18, 2005 г.)
Недостатком данного технического решения является то, что для обработки каждой поверхности требуется свой направляющий ролик, что значительно ограничивает технологические возможности и технологическую гибкость и, как следствие, приводит к низкой производительности.
В основу заявленного изобретения была положена задача обеспечения достаточной виброустойчивости резцовой головки в обрабатываемом отверстии, что в конечном итоге влияет на повышение качества обрабатываемой поверхности и на расширение технологических возможностей.
Поставленная задача достигается тем, что в резцовой головке для фрезерования внутренней резьбы, содержащей корпус с резцовой пластиной и средство виброгашения, расположенное в торцевой части корпуса, согласно изобретению корпус выполнен с отверстием вдоль его продольной оси, функционально обеспечивающим подачу через сопло смазочно-охлаждающей жидкости на внутреннюю поверхность обрабатываемой детали, выходная зона которого расположена с противоположной стороны от зоны расположения резцовой пластины, а средство виброгашения установлено в зоне расположения резцовой пластины и выполнено в виде подпружиненного штока с роликом с возможностью возвратно-поступательного перемещения вдоль поперечной оси корпуса, при этом ролик установлен с возможностью вращения и контакта с внутренней поверхностью обрабатываемой детали.
Изобретение поясняется графическими материалами.
Фиг.1 - конструкция резцовой головки;
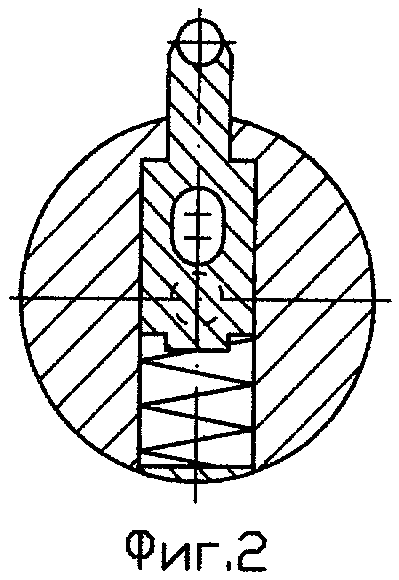
фиг.2 - поперечный разрез резцовой головки в месте установки средства виброгашния;
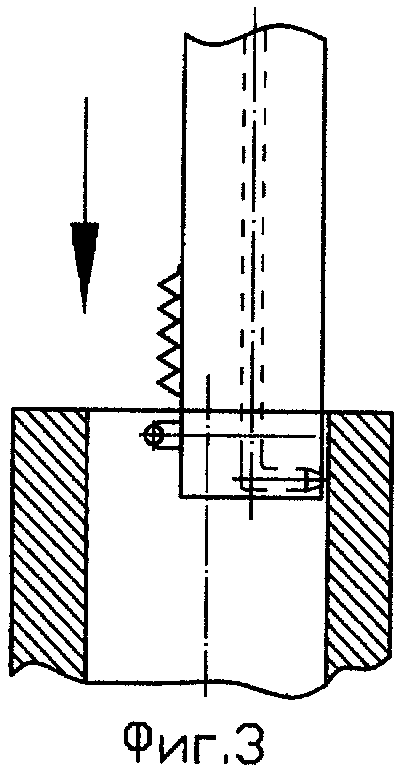
фиг.3 - схема обработки отверстия (ввод инструмента в отверстие);
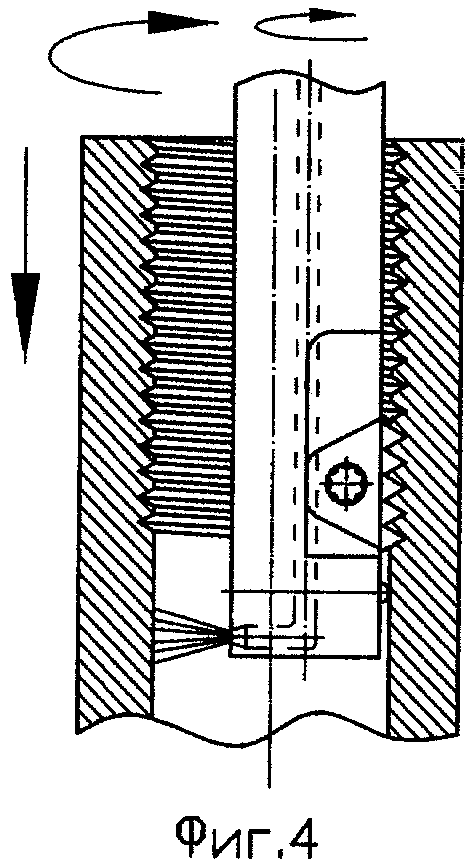
фиг.4 - схема обработки отверстия (подача жидкости);
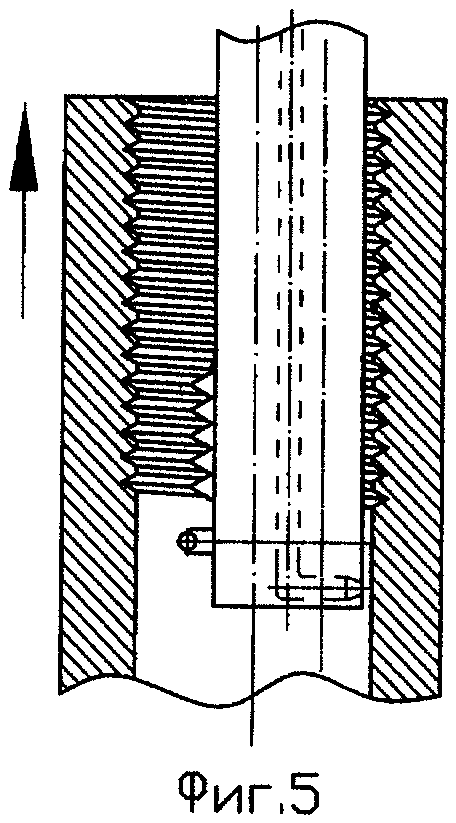
фиг.5 - вывод резцовой головки.
Резцовая головка содержит корпус 1 с каналом подачи смазочно-охлаждающей жидкости, подпружиненный шток 2 с поперечным отверстием и упорным роликом, сопло 3 и пружину 4.
Резцовая головка для фрезерования внутренней резьбы работает следующим образом.
Корпус 1 резцовой головки устанавливается в отверстие так, чтобы упорный ролик на штоке 2 находился с противоположной стороны обрабатываемой поверхности. Для обработки инструменту дается вращение вокруг своей оси. Одновременно обеспечивается ему движение подачи по окружности и вдоль оси отверстия. Упорный ролик на штоке 2, периодически контактирует с обрабатываемой поверхностью детали, одновременно посредством совместного смещения со штоком 2 и совмещения отверстия штока 2 с каналом корпуса 1 происходит открытие канала через сопло 3 для подачи смазочно-охлаждающей жидкости в тот момент, когда оно находится с противоположной стороны зоны резания. Тем самым создается на корпусе 1 демпфирующая нагрузка, которая обеспечивает виброустойчивость инструмента. В момент, когда упорный ролик штока 2 выходит из контакта с деталью под действием пружины 4, подача жидкости прерывается. Предложенная совокупность конструктивных элементов позволяет исключить возможность возникновения резонансных колебаний. После окончания обработки корпус 1 останавливается так, чтобы наконечник штока 3 был повернут внутрь отверстия. В таком положении резцовая головка выводится из отверстия.
Использование предлагаемого устройства обеспечивает демпфирующую нагрузку на корпус инструмента при обработке отверстий вышеуказанным методом, тем самым повышает его виброустойчивость от сил резания. Это обеспечивает повышение качества обрабатываемой поверхности и расширение технологических возможностей данного способа металлообработки.
Указанные в независимом пункте формулы изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого технического результата.
Также следует отметить, что заявленная совокупность существенных признаков обеспечивает в соединении синергетический (сверхсуммарный) результат.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в металлообработке и относится к расточному и резьбовому инструменту;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованию условиям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2012 |
|
RU2492975C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2005 |
|
RU2300449C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2438834C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ГОЛОВКА ДЛЯ ПЛАНЕТАРНОГО ФОРМООБРАЗОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2011 |
|
RU2453406C1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Резьбонакатная головка | 1987 |
|
SU1500425A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
Головка содержит корпус с резцовой пластиной и средство виброгашения, расположенное в торцевой части корпуса. Для повышения виброустойчивости корпус выполнен с каналом вдоль его продольной оси, функционально обеспечивающим подачу через сопло смазочно-охлаждающей жидкости на внутреннюю поверхность обрабатываемой детали, выходная зона которого расположена с противоположной стороны от зоны расположения резцовой пластины. Средство виброгашения установлено в зоне расположения резцовой пластины и выполнено в виде запорного клапана в форме подпружиненного штока с поперечным отверстием и упорным роликом с возможностью возвратно-поступательного перемещения вдоль поперечной оси корпуса. При этом ролик установлен с возможностью вращения и периодического контакта с внутренней поверхностью обрабатываемой детали с одновременным обеспечением посредством совместного смещения со штоком и совмещения отверстия штока с каналом корпуса открытия канала для подачи смазочно-охлаждающей жидкости. 5 ил.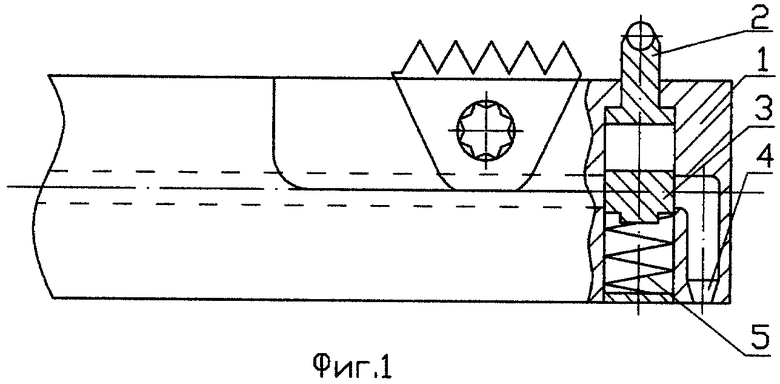
Резцовая головка для фрезерования внутренней резьбы, содержащая корпус с резцовой пластиной и средство виброгашения, расположенное в торцевой части корпуса, отличающаяся тем, что корпус выполнен с каналом вдоль его продольной оси, функционально обеспечивающим подачу через сопло смазочно-охлаждающей жидкости на внутреннюю поверхность обрабатываемой детали, выходная зона которого расположена с противоположной стороны от зоны расположения резцовой пластины, а средство виброгашения установлено в зоне расположения резцовой пластины и выполнено в виде запорного клапана в форме подпружиненного штока с поперечным отверстием и упорным роликом с возможностью возвратно-поступательного перемещения вдоль поперечной оси корпуса, при этом ролик установлен с возможностью вращения и периодического контакта с внутренней поверхностью обрабатываемой детали с одновременным обеспечением посредством совместного смещения со штоком и совмещения отверстия штока с каналом корпуса открытия канала для подачи смазочно-охлаждающей жидкости.
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2005 |
|
RU2300449C2 |
| Цилиндрическая резьбовая фреза | 1948 |
|
SU77863A1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| DE 3632296 A1, 07.04.1988. | |||

