Изобретение относится к металлообработке, а именно к резьбонарезному инструменту.
Известна конструкция резцовой головки для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена резьбовая пластина [1].
К недостаткам известного технического решения относятся ограниченные технологические возможности резцовой головки из-за малой жесткости консольной оправки, что приводит к нежелательной вибрации и поломке инструмента при обработке резьбового отверстия.
Задачей изобретения является повышение качества резьбы путем обеспечения достаточной жесткости резцовой головки в обрабатываемом отверстии при резьбофрезеровании.
Это достигается тем, что резцовая головка для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена резцовая пластина, снабжена направляющим роликом, предназначенным для повышения жесткости при обработки за счет контактирования с деталью, для чего направляющий ролик установлен эксцентрично оси корпуса головки на переднем торце с возможностью вращения. Для уменьшения трения при контактировании с деталью на ролике расположены штифты на окружности, диаметр которой равен диаметру отверстия под резьбу.
Устройство поясняется графическими материалами.
На чертеже изображена схема обработки и конструкция резцовой головки для фрезерования внутренней резьбы.
Устройство содержит:
1 - корпус резцовой головки; 2 - направляющий ролик; 3 - штифты;
4 - резьбовая пластина, 5 - подшипник.
Резцовая головка работает следующим образом.
Обрабатываемое изделие устанавливается на станок, который с помощью программного управления обеспечивает вихревую обработку внутренней резьбы. Корпус (1) устанавливается так, чтобы ось направляющего ролика (2) совпадала с осью обрабатываемого отверстия. Для уменьшения трения с деталью направляющий ролик (2) обеспечен штифтами (3), которые установлены по дуге окружности, равной диаметру отверстия под резьбу. В начальном положении между деталью и направляющим роликом обеспечивается зазор С. Осевым перемещением резцовой головки направляющий ролик (2) вводится в отверстие детали на ширину ролика, затем корпус (1) перемещается в радиальном направлении на величину зазора С до соприкосновения с обрабатываемой деталью. Корпусу (1) дается вращательное движение вокруг своей оси с одновременным перемещением его по кругу формирующего диаметра резьбы и осевое перемещение, равное шагу резьбы.
Таким образом, производится обработка резьбовой поверхности, при которой направляющий ролик (2) гасит радиальную нагрузку и вибрацию от силы резания, скользя по отверстию штифтами (3), при этом контакт с деталью штифтами (3) всегда будет располагаться с противоположной стороны зоны резания. После окончания обработки корпус (1) останавливается так, чтобы резьбовая пластина (4) была повернута внутрь отверстия. В таком положении корпус (1) перемещается в радиальном направлении на величину зазора С. Резцовая головка выводится из отверстия.
Использование предлагаемого устройства обеспечивает достаточную жесткость при обработке внутренней резьбы вихревым способом, что дает возможность обрабатывать более глубокие резьбовые отверстия малых диаметров, обеспечивая при этом требуемое качество резьбы.
Источники информации
1. DE патент №3632296, В23G 5/18, 07.04.1988 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2009 |
|
RU2412028C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ГОЛОВКА ДЛЯ ПЛАНЕТАРНОГО ФОРМООБРАЗОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2011 |
|
RU2453406C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2438834C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ | 2009 |
|
RU2414998C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2012 |
|
RU2492975C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ ВНУТРЕННЕЙ РЕЗЬБЫ | 2008 |
|
RU2373017C1 |
| Резьбонарезная головка | 1981 |
|
SU1021534A1 |
| Способ обработки двух разнонаправленных конических резьб | 1983 |
|
SU1662776A1 |
| ТОРЦОВАЯ ФРЕЗА | 1992 |
|
RU2018419C1 |
Изобретение относится к области металлообработки, к резьбонарезному инструменту. Головка содержит корпус, в пазу которого закреплена резьбовая пластина. Для повышения качества резьбы она снабжена направляющим роликом, предназначенным для контактирования с деталью, установленным эксцентрично оси корпуса головки на переднем торце с возможностью вращения. При этом на ролике расположены штифты на окружности, диаметр которой равен диаметру отверстия под резьбу. 1 ил.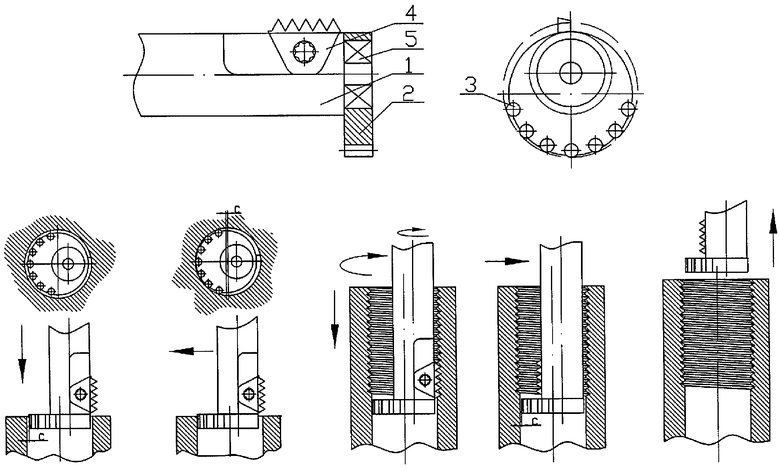
Резцовая головка для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена резьбовая пластина, отличающаяся тем, что она снабжена направляющим роликом, предназначенным для контактирования с деталью, установленным эксцентрично оси корпуса головки на переднем торце с возможностью вращения, при этом на ролике расположены штифты на окружности, диаметр которой равен диаметру отверстия под резьбу.
| DE 3632296 A1, 07.04.1988 | |||
| Цилиндрическая резьбовая фреза | 1948 |
|
SU77863A1 |
| Фасонная фреза | 1988 |
|
SU1701450A1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |

