Изобретение относится к области обработки металлов резанием, к расточному инструменту.
Наиболее близким решением по технической сути из уровня техники является резцовая головка для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена режущая пластинка. Для повышения качества резьбы головка снабжена направляющим роликом, установленным на переднем торце с возможностью вращения (патент РФ №2300449, B23G 5/18, 2006 г.).
К недостаткам известного технического решения относятся ограниченные технологические возможности резцовой головки из-за необходимости принудительной подачи по окружности, формирующей диаметр отверстия. Для получения этого сложного движения требуется станок с ЧПУ или сложные приспособления.
В основу заявленного изобретения была положена задача расширения технологических возможностей, путем создания такого устройства, конструкция которого позволяет преобразовать простое движение вращения корпуса резцовой головки в сложное планетарное движение инструмента, тем самым дает возможность обрабатывать отверстия без принудительной круговой подачи.
Поставленная цель достигается тем, что резцовая головка для обработки внутренних цилиндрических поверхностей, содержащая корпус и последовательно установленные на нем направляющий ролик с опорными элементами, установленный со стороны торца корпуса эксцентрично и с возможностью вращения относительно его продольной оси, и резцовый элемент, при этом опорные элементы установлены равномерно по скользящей посадке на цилиндрической поверхности направляющего ролика, каждый из которых выполнен с возможностью взаимодействия своей внешней цилиндрической поверхностью с внутренней необработанной поверхностью изделия, согласно изобретению дополнительно снабжена опорным роликом, выполненным конструктивно идентичным направляющему ролику с возможностью взаимодействия своими опорными элементами с обработанной поверхностью, а направляющий ролик оснащен, по меньшей мере, одним средством торможения, выполненным в виде подпружиненного фрикционного элемента из материала с высоким коэффициентом трения, расположенным с его внешней стороны с возможностью взаимодействия с внутренней поверхностью изделия.
Оптимально в резцовой головке каждый из опорных элементов выполнять в виде шара.
Целесообразно в резцовой головке каждый из опорных элементов выполнять в виде ролика.
Устройство поясняется чертежами
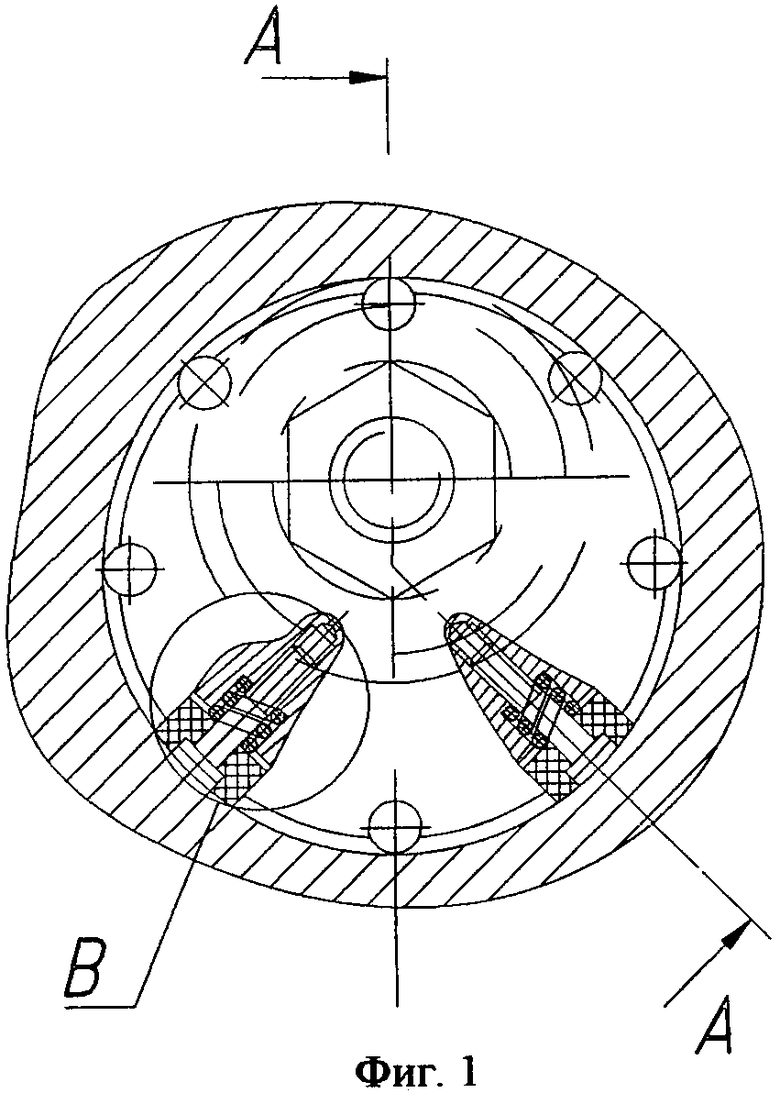
На фиг.1 изображена конструкция резцовой головки для обработки внутренних поверхностей, с планетарным движением инструмента, без жесткого привода круговой подачи.
На фиг.2 изображен вид А-А по фиг.1.
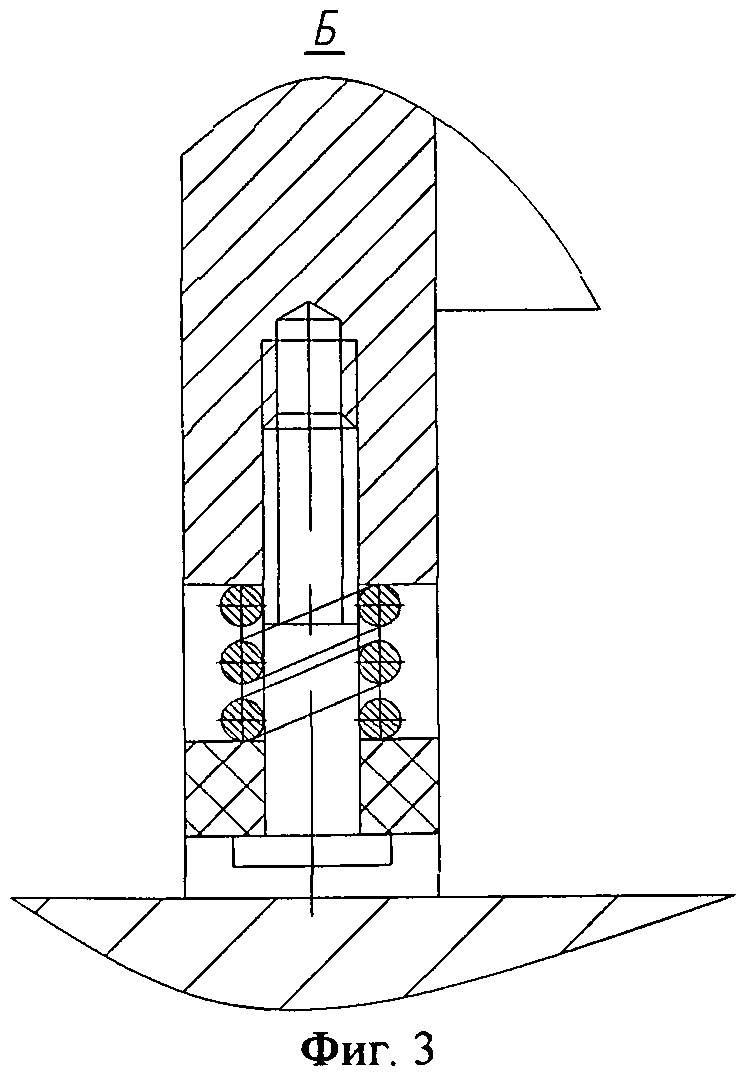
На фиг.3 изображен вид Б по фиг.2.
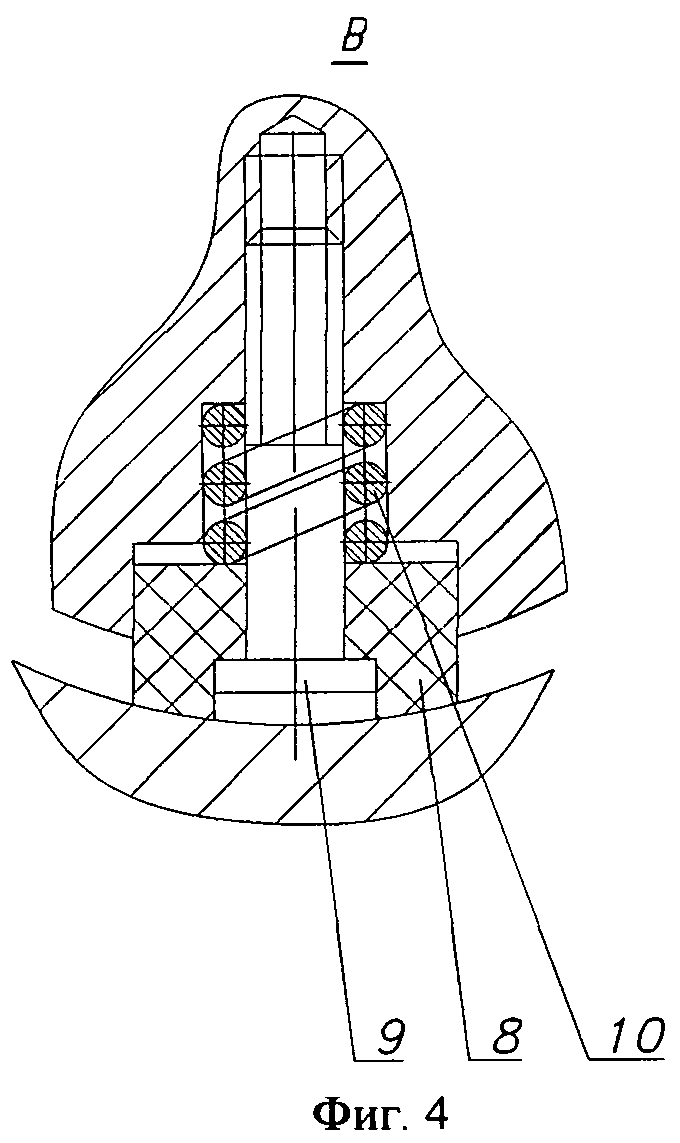
На фиг.4 изображен вид В по фиг.1.
Резцовая головка для обработки внутренних цилиндрических поверхностей включает корпус 1, на который установлены опорный ролик 2, резцовая вставка 3 с режущей пластинкой 4, а также направляющий ролик 5, ограниченные в осевом перемещении гайкой 6. В направляющем и опорном роликах равномерно по наружному диаметру по скользящей посадке установлены опорные элементы 7, причем направляющий ролик 5 дополнительно содержит, по меньшей мере, один регулируемый фрикционный элемент 8, регулировка которого осуществляется с помощью крепежного винта 9 и пружины 10. Для уменьшения трения направляющий и опорный ролики установлены на корпусе с помощью подшипников 11, контакт которых с основными элементами конструкции ограничивается с помощью прокладок 12.
Резцовая головка работает следующим образом.
Обрабатываемое изделие устанавливается на станок, который обеспечивает обработку отверстия. Корпус 1 устанавливается так, чтобы ось направляющего ролика 5 совпадала с осью обрабатываемого отверстия. Осевым перемещением резцовой головки направляющий ролик 5 вводится в отверстие детали до соприкосновения вершины режущей пластинки 4, установленной на резцовой вставке 3, с обрабатываемой деталью. Корпусу 1 придается вращательное движение вокруг своей оси и осевое перемещение. Как только режущая пластинка 4 коснется обрабатываемой поверхности детали, под действием сил резания корпус 1 головки будет стремиться перемещаться по окружности, формирующей диаметр обрабатываемого отверстия. Для ограничения данного движения, тем самым обеспечивая допустимую круговую подачу, в конструкции предусмотрены регулируемые в радиальном направлении фрикционные элементы 8. Регулировка данных элементов производится так, чтобы с одной стороны не допустить проворота головки от сил резания, а с другой стороны обеспечить необходимое круговое перемещение, которое и будет являться круговой подачей при каждом обороте резцовой головки. Для обеспечения достаточной жесткости предусмотрен опорный ролик 2, на торце которого, для уменьшения трения, установлены опорные элементы 7.
После окончания обработки корпус 1 отстанавливается так, чтобы режущая пластинка 4 была повернута внутрь отверстия. В таком положении резцовая головка выводится из отверстия.
Для того чтобы регулировать силу трения, на направляющем ролике 5 фрикционный элемент 8 снабжен винтом 9, устанавливающим максимальный вылет фрикционного элемента, а также пружиной 10 с необходимой жесткостью, для создания необходимой силы трения. Также по всему диаметру направляющего ролика 5 расположены штифты 7, предназначенные для более точного позиционирования ролика 5 в отверстии без избыточного трения.
Указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении, отдельными признаками общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области обработки металлов резанием и может быть реализован в качестве резцовой головки для обработки внутренних цилиндрических поверхностей;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Устройство для удаления оболочек с длинномерных изделий | 1985 |
|
SU1564703A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ( ВАРИАНТЫ) | 2005 |
|
RU2288807C1 |
| Комбинированный инструмент дляОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU837809A1 |
Резцовая головка содержит корпус и последовательно установленные на нем направляющий ролик с опорными элементами, установленный со стороны торца корпуса эксцентрично и с возможностью вращения относительно его продольной оси, и резцовый элемент. При этом опорные элементы установлены равномерно по скользящей посадке на цилиндрической поверхности направляющего ролика, каждый из которых выполнен с возможностью взаимодействия своей внешней цилиндрической поверхностью с внутренней необработанной поверхностью изделия. Для расширения технологических возможностей за счет преобразования вращения корпуса в планетарное движение инструмента она дополнительно снабжена опорным роликом, выполненным конструктивно идентичным направляющему ролику с возможностью взаимодействия своими опорными элементами с обработанной поверхностью, а направляющий ролик оснащен, по меньшей мере, одним средством торможения, выполненным в виде подпружиненного фрикционного элемента из материала с высоким коэффициентом трения, расположенным с его внешней стороны с возможностью взаимодействия с внутренней поверхностью изделия. Каждый из опорных элементов выполнен в виде шара или ролика. 2 з.п. ф-лы, 4 ил.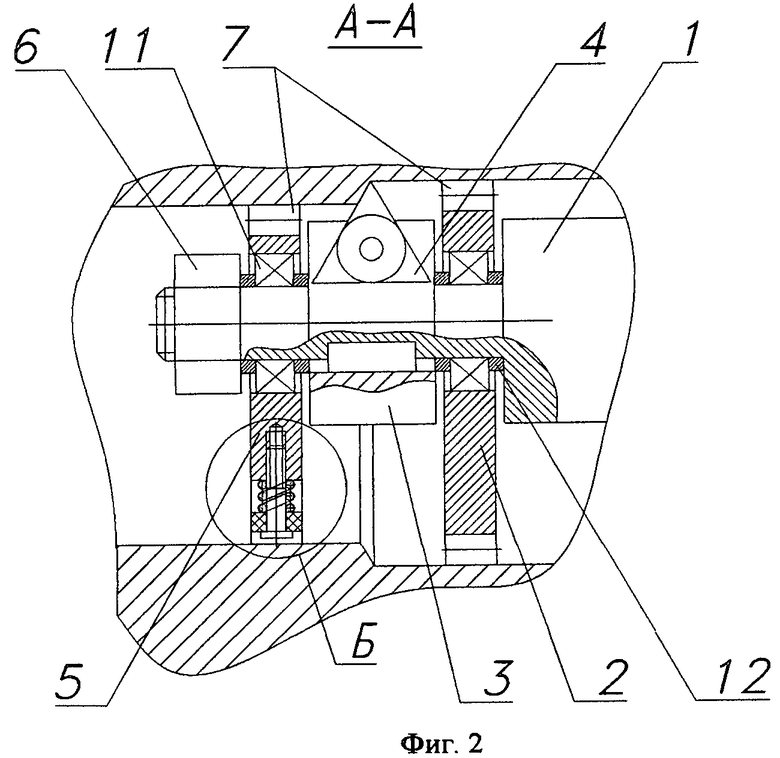
1. Резцовая головка для обработки внутренних цилиндрических поверхностей, содержащая корпус и последовательно установленные на нем направляющий ролик с опорными элементами, установленный со стороны торца корпуса эксцентрично и с возможностью вращения относительно его продольной оси, и резцовый элемент, при этом опорные элементы установлены равномерно по скользящей посадке на цилиндрической поверхности направляющего ролика, каждый из которых выполнен с возможностью взаимодействия своей внешней цилиндрической поверхностью с внутренней необработанной поверхностью изделия, отличающаяся тем, что она дополнительно снабжена опорным роликом, выполненным конструктивно идентичным направляющему ролику с возможностью взаимодействия своими опорными элементами с обработанной поверхностью, а направляющий ролик оснащен, по меньшей мере, одним средством торможения, выполненным в виде подпружиненного фрикционного элемента из материала с высоким коэффициентом трения, расположенным с его внешней стороны с возможностью взаимодействия с внутренней поверхностью изделия.
2. Резцовая головка по п.1, отличающаяся тем, что каждый из опорных элементов выполнен в виде шара.
3. Резцовая головка по п.1, отличающаяся тем, что каждый из опорных элементов выполнен в виде ролика.
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2005 |
|
RU2300449C2 |
| Цилиндрическая резьбовая фреза | 1948 |
|
SU77863A1 |
| Головка для вихревого растачивания отверстий большого диаметра | 1949 |
|
SU86480A1 |
| Способ ультразвуковой обработки сварных швов | 1977 |
|
SU683873A1 |
| DE 3632296 A1, 07.04.1988. | |||

