Изобретение относится к области электролитно-плазменной обработки поверхности токопроводящего проката и может найти применение при осуществлении технологических операций очистки и травления металлов и сплавов.
Известен способ обработки поверхности, включающий воздействие на поверхность изделия-катода электроразрядной плазмой при принудительной подаче электролита в межэлектродное пространство между катодом и анодом, причем анод устанавливают эквидистантно обрабатываемой поверхности. (RU 96104583 A, C25D 5/00, опубликовано 27.02.1998 г.)
Недостатком известного способа является образование дефектов поверхности на стадии подъема напряжения до величины зажигания плазменных разрядов UKP на поверхности изделия, поскольку подъем напряжения идет при высоких плотностях тока с выделением значительной энергии. При повышенных температурах и возникновении плазменных разрядов формируется вспененный электролит, обладающий значительным сопротивлением, что обеспечивает возникновение плазменных разрядов на поверхности изделия при более низких плотностях тока. Это резко снижает вероятность образования прожогов и других дефектов на поверхности изделия, снижающих качество обработки.
Наиболее близким по сущности и достигаемому техническому результату является способ электролитно-плазменной обработки поверхности токопроводящего проката на катоде, включающий протягивание изделия через реактор электролитно-плазменной обработки, корпус которого выполнен из токонепроводящего материала с образованием верхней и нижней симметричных зон реактора, прокачивание потока электролита через верхнюю и нижнюю зоны реактора и затем через отверстия в его анодах, запуск плазменного процесса путем повышения напряжения на анодах и обработку поверхности изделия в прокачиваемом электролите. По известному способу электролит получают в отдельных секциях подготовки в виде пены и затем принудительно прокачивают через анод с отверстиями через реакционную камеру (реактор). Формирование вспененного электролита ведут при пропускании через электролит постоянного электрического тока при напряжении 150±20 В. (RU 2149930, C25F 1/00, опубликовано 27.05.2000 г.)
Недостатком известного способа являются значительные затраты электроэнергии и сложность формирования горячего электролита с температурой, по меньшей мере, 75-80°С. Кроме того, при прекращении стационарного хода известного способа по самым различным причинам (резкое увеличение потока электролита, падение напряжения на анодах, вынужденная остановка технологической линии по производственным причинам с отключением реактора от источника электропитания и т.д.) сложно за минимальное время вновь запустить процесс зажигания плазменных разрядов. Возобновление обработки поверхности токопроводящего проката занимает достаточно большое время, что снижает производительность способа, приводит к увеличению расхода электроэнергии на подогрев электролита.
Задачей и техническим результатом изобретения является снижение потерь времени, расхода электроэнергии и дефектов поверхности из-за локального тепловыделения при обработке токопроводящих изделий. Кроме того, обработку поверхности изделий можно осуществить без предварительного нагрева электролита.
Технический результат достигается тем, что способ управления электролитно-плазменной обработкой поверхности токопроводящих изделий включает протягивание изделия через реактор электролитно-плазменной обработки, корпус которого выполнен из токонепроводящего материала с образованием верхней и нижней симметричных зон реактора, прокачивание потока электролита через верхнюю и нижнюю зоны реактора и затем через отверстия в его анодах, запуск плазменного процесса путем повышения напряжения на анодах и обработку поверхности изделия в прокачиваемом электролите, при этом при повышении напряжения в пространство между анодами и изделием через форсунки подают под давлением газ, подачу которого при достижении устойчивого плазменного процесса снижают до полного прекращения подачи и увеличивают расход электролита до рабочего уровня.
Технический результат также достигается тем, что в качестве газа используют углекислый газ, инертные газы или азот.
Осуществление способа по изобретению можно проиллюстрировать на примере с использованием установки электролитно-плазменной обработки, представленной на фиг.1, где:
1 - реактор;
2 - токонепроводящие трубы подачи электролита;
3 - аноды с отверстиями;
4 - запорные ролики;
5 - провода;
6 - входы системы сопел форсунок;
7 - обрабатываемое токопроводящее изделие;
8 - нижняя и верхняя зоны реактора 1;
9 - пространство между анодами 3 и поверхностью изделия 7;
10 - трубопровод;
11 - заземляющие ролики.
Через реактор 1 установки электролитно-плазменной обработки, корпус которого состоит из верхней и нижней симметричных зон, выполненных из токонепроводящего материала, в направлении D протягивают обрабатываемое токопроводящее изделие 7: стальной лист, пруток, проволока, сортовой стальной прокат и т.д. Из внешней гидравлической сети на вход А токонепроводящих труб 2 подают электролит, который прокачивают через реактор 1, подавая электролит сначала в верхнюю и нижнюю симметричную зоны 8 реактора, а затем через отверстия в анодах 3 реактора - в пространство 9 между анодами 3 и соответствующими поверхностями изделия 7. Потери электролита, а также непредусмотренный выход газов и паров, образующихся при осуществлении способа, предотвращают запорными роликами 4. Выход отработанного электролита, паров и газов осуществляют через отверстия в торце корпуса реактора 1 и трубопровод 10, который выходом С соединен с преемниками и баком отработанного электролита. Для обеспечения функционирования электролитно-плазменной обработки поверхности изделия 7 через реактор 1 непрерывно прокачивают электролит.
Аноды 3 подключают к положительному полюсу постоянного или однополярного импульсного источника тока с помощью проводов 5. Электрическую цепь замыкают через токопроводящий электролит, находящийся в реакторе 1, токопроводящее изделие 7, заземляющие ролики 11 и заземление отрицательного полюса источника тока.
При повышении напряжения, подаваемого на аноды от внешнего источника электрического тока, через входы В системы сопел 6 форсунок из внешней сети в пространство 9 между анодами 3 и изделием 7 подают под давлением газ, который вспенивает электролит, тем самым увеличивая электрическое сопротивление электролита между анодами 3 и соответствующими поверхностями обрабатываемого изделия 7. Поэтому достижение напряжения зажигания микроплазменных разрядов UKP и запуск плазменного процесса на поверхности обрабатываемого изделия 7 происходит при более низких плотностях тока и при любой температуре вспененного электролита, в том числе и при температуре менее 80°С. Возобновление плазменного процесса также легко происходит после внезапных остановок протягивания изделия 7, а также при резких увеличениях скорости протягивания изделия 7, отключении тока, т.е. в ситуациях, требующих повторных запусков плазменного процесса.
Запуск плазменного процесса осуществляют путем ручного управления подачей газа в реактор 1 через систему сопел 6 форсунок с одновременным управлением величиной напряжения на аноде или с использованием автоматической системой управления всем процессом электролитно-плазменной обработки изделий.
При достижении устойчивого плазменного процесса обработки изделия подачу газа снижают до полного прекращения подачи и увеличивают расход электролита через реактор 1 до рабочего уровня.
В случае обработки поверхности токопроводящих изделий с целью удаления окалины, оксидных пленок или технологической смазки эффективнее использовать в качестве электролита водный раствор бикарбоната натрия, а в качестве газа - углекислый газ СО2. В случае обработки поверхности изделий с использованием водных растворов солей цинка, алюминия, никеля (ZnSO4, Al2(SO4)3, NiSO4) и т.д. с образованием защитных покрытий эффективнее использовать в качестве газа азот или инертные газы.
Для обработки стальной ленты из стали 08КП толщиной 1 мм и шириной 200 мм в 10% растворе бикарбоната натрия с температурой 65-70°С в реакторе с межэлектродным зазором 10 мм напряжение устойчивого плазменного процесса составило 125-135 В при скорости его повышения 25-30 В/мин, а расходы электролита и углекислого газа составили 5-8 л/мин и 4-7 л/мин соответственно. Скорость движения ленты обеспечивала время обработки поверхности 0,2-0,5 сек. При этом давление углекислого газа в магистрали форсунки диаметром 0,2-0,3 мм составило 3-4 атм., а давление вспененного электролита внутри реактора - 1,1-1,2 атм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2009 |
|
RU2439212C2 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ПУТЕМ ЕЕ ЭЛЕКТРОХИМИЧЕСКОЙ ГЕНЕРАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2443041C2 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| Способ обработки стальных изделий, содержащих удлиненные и искривленные полости | 2020 |
|
RU2757449C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее | 2019 |
|
RU2699137C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Способ снятия защитных покрытий с проводящих поверхностей | 2023 |
|
RU2811297C1 |
Изобретение относится к области электролитно-плазменной обработки поверхности токопроводящего проката и может найти применение при осуществлении технологических операций очистки и травления металлов и сплавов. Способ включает протягивание изделия через реактор электролитно-плазменной обработки, корпус которого выполнен из токонепроводящего материала, с образованием верхней и нижней симметричных зон реактора, прокачивание потока электролита через верхнюю и нижнюю зоны реактора и затем через отверстия в его анодах, запуск плазменного процесса путем повышения напряжения на анодах и обработку поверхности изделия в прокачиваемом электролите. При повышении напряжения в пространство между анодами и изделием через форсунки подают под давлением газ, расход которого при достижении устойчивого плазменного процесса снижают до полного прекращения подачи и увеличивают расход электролита до рабочего уровня. Технический результат: снижение потерь времени, расхода электроэнергии и дефектов поверхности, кроме того, обработку можно производить без предварительного нагрева электролита. 1 з.п. ф-лы, 1 ил.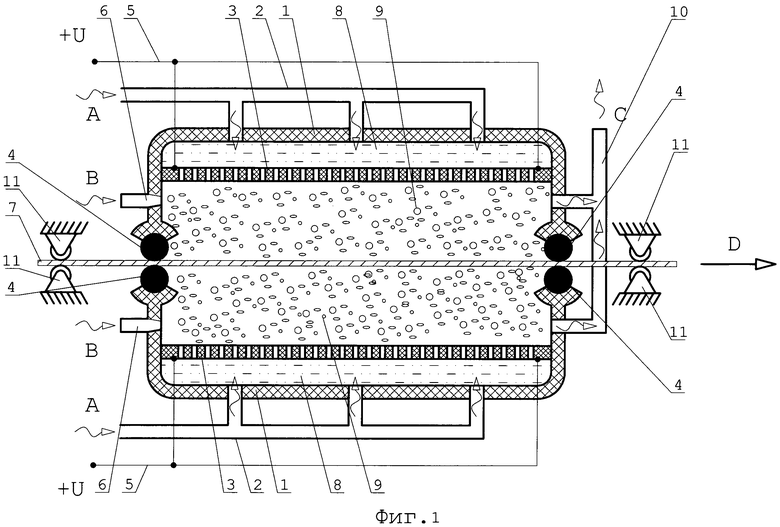
1. Способ управления электролитно-плазменной обработкой поверхности токопроводящих изделий, включающий протягивание изделия через реактор электролитно-плазменной обработки, корпус которого выполнен из токонепроводящего материала, с образованием верхней и нижней симметричных зон реактора, прокачивание потока электролита через верхнюю и нижнюю зоны реактора и затем через отверстия в его анодах, запуск плазменного процесса путем повышения напряжения на анодах и обработку поверхности изделия в прокачиваемом электролите, отличающийся тем, что при повышении напряжения в пространство между анодами и изделием через форсунки подают под давлением газ, расход которого при достижении устойчивого плазменного процесса снижают до полного прекращения подачи и увеличивают расход электролита до рабочего уровня.
2. Способ по п.1, отличающийся тем, что в качестве газа используют углекислый газ, инертные газы или азот.
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1999 |
|
RU2149930C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ПРОЦЕСС И АППАРАТ ДЛЯ ОЧИСТКИ И/ИЛИ ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ТЕХНОЛОГИИ ЭЛЕКТРОПЛАЗМЫ | 2000 |
|
RU2213811C1 |
| Столярный рабочий стол | 1928 |
|
SU11808A1 |
| Способ получения 2- @ -(2-аминобензил)- @ -метиламино @ -1-фенилэтанола | 1985 |
|
SU1249012A1 |

