Настоящее изобретение относится к области производства высокооктановых добавок к бензинам, а именно к получению алкил-трет-алкиловых эфиров или их смесей.
Известны способы получения алкил-трет-алкиловых эфиров [пат. SU №1793683, 1995.11.10; пат. РФ №2083547, 1997.07.10] взаимодействием изоолефинов и алифатических спиртов при повышенной температуре и давлении в реакторе реакционно-ректификационного типа или с предварительным контактированием в прямоточных зонах, а затем в реакционно-ректификационном аппарате. В процессе используют формованный сульфокатионитный катализатор. Основным недостатком способов является сложность аппаратурного оформления и процессы не позволяют использовать в качестве катализатора активные мелкозернистые сильнокислотные катализаторы.
Известен способ получения высокооктанового продукта, содержащего алкил-трет-алкиловый эфир, путем взаимодействия трет-алкена(ов) и спирта(ов) в присутствии гетерогенного(ых) катализатора(ов) с последующим отделением части непрореагировавших углеводородов от высокооктанового продукта ректификацией [пат. РФ 2178403, 2002.01.20]. Способ включает рециркуляцию в реакционную(ые) зону(ы) охлажденного(ых) потока(ов), содержащего(их) алкил-трет-алкиловый эфир(ы) от 5 до 60 мол.% и спирт(ы) от 7 до 25 мол.% на входе в первую реакционную зону. Количество спирта, вводимое в реакционную зону с исходным и рециркулируемым потоками не превышает более чем на 5%, предпочтительнее не более чем на 1,0% суммарное количество спирта, расходуемое на реакцию и выводимое при ректификации в составе дистиллята. Способ предусматривает рециркуляцию в реакционную зону потоков реакционной смеси, погона дистиллята и бокового отбора ректификационной колонны.
К недостаткам способа относится подача в зону реакции целевого продукта алкил-трет-алкилового эфира, что приводит к снижению скорости реакции в начале синтеза и снижению производительности установки в целом, а также сложность управления процессом при множестве рецикловых потоков.
Известен и наиболее близок к предлагаемому нами способ получения алкил-трет-алкиловых эфиров и их смесей с углеводородами путем контактирования смесей углеводородов, содержащих третичные олефины, и спиртов с кислыми гетерогенными катализаторами в двух или нескольких последовательных прямоточных зонах с последующим разделением реакционной смеси, выходящей из последней реакционной зоны, ректификацией, при которой снизу выводят целевой эфир или его смесь с углеводородами, а сверху - поток, практически не содержащий алкил-трет-алкиловый эфир [пат. РФ №2102375, 1998.01.20].
Основным недостатком способа является низкая скорость реакции этерификации в заявленных условиях, особенно при применении спиртов С3-С5, что ведет к низкой степени превращения изобутилена и спиртов в соответствующие эфиры. Это связано с тем, что в способе предусматривается испарение части реакционной массы в первой реакционной зоне (п.2 формулы изобретения), при этом в испаренный поток переходят не прореагировавшие трет-алкены, в особенности, изобутен, который выводится из зоны реакции, и, соответственно, снижается конверсия изобутена и выход алкил-трет-алкилового эфира.
Согласно примеру 5, при использовании в качестве сырья фракции С4, содержащей 45% изобутена, и н-пропанола в отработанной фракции С4 остается до 16,2% изобутена, что отрицательно влияет на дальнейшую переработку отходящей фракции С4 в связи с потерями изобутена. Выделенный готовый продукт н-пропил-трет-бутиловый эфир содержит до 18% н-пропанола.
В примере 6 в случае применения смеси спиртов этанола, пропанола, бутанола и пентанола содержание эфиров в готовом продукте не превышает 62,0%.
Задачей данного изобретения является упрощение технологии синтеза, получение продукта, содержащего преимущественно алкил-трет-алкиловые эфиры или их смеси, и увеличение производительности установки за счет повышения скорости реакции этерификации, а также снижение энергоемкости процесса за счет выделения в ректификационной системе отработанной фракции углеводородов С4, не содержащих остаточного количества спирта(ов) и алкил-трет-алкиловых(ых) эфира(ов).
Поставленная цель достигается заявляемым способом получения алкил-трет-алкиловых эфиров или их смесей путем контактирования смесей углеводородов С4, содержащих изобутен, и спирта(ов) С4 с кислыми гетерогенными катализаторами в последовательных прямоточных реакционных зонах при температуре 30÷110°С, меньшей в последующей за первой реакционной зоне, с последующим разделением реакционной смеси в ректификационной системе и получением потока, содержащего отработанную фракцию углеводородов С4 в виде дистиллята и целевого продукта в виде кубового продукта, отличающимся тем, что процесс проводят при давлении 0,5÷2,5 МПа, обеспечивающем нахождение компонентов в жидкой фазе, мольном соотношении реагентов на входе в первую реакционную зону спирт С4: изобутилен, равном (0,9÷1,05):1,0, и объемной скорости подачи сырья не менее 2,5 час-1 (2,5÷10 час-1), целевой продукт содержит преимущественно алкил-трет-алкиловый(ые) эфир(ы), дистиллят ректификационной системы не содержит в своем составе спирта(ов) С4 и алкил-трет-алкилового(ых) эфира(ов).
Как вариант предлагается способ, в котором в качестве спирта С4 используют н-бутанол, изобутанол, втор-бутанол или их смеси.
Как вариант предлагается способ, в котором на входе в первую реакционную зону подается смесь спиртов С4 при мольном соотношении реагентов н-бутиловый спирт: изобутиловый спирт:втор-бутиловый спирт:изобутен, равном (0,5÷0,9):(0,1÷0,4):(0,00÷0,1):1,0.
Технический результат предлагаемого способа заключается:
- в упрощении технологии синтеза;
- в увеличении скорости реакции этерификации изобутилена со спиртами С4;
- в проведении селективного процесса и увеличении выхода алкил-трет-бутилового(ых) эфира(ов) или их смесей;
- в улучшении физико-химических свойств получаемых эфиров или их смесей как октаноповышающих добавок;
- в снижении энергозатрат при выделении отработанной фракции С4, так как нет необходимости проводить ее очистку от спирта(ов) (отмывка от спиртов, регенерация спиртов).
Данный результат обеспечивается за счет выдерживания выбранных условий проведения способа получения по соотношению исходных компонентов и объемной скорости подачи сырья. Снижение объемной скорости менее 2,5 час-1 приводит к уменьшению селективности процесса, увеличивается выход побочных продуктов, димеров и тримеров изобутилена. Повышение объемной скорости выше 10,0 час-1 снижает скорость реакции и увеличивает содержание изобутена и спирта в реакционной смеси.
При реализации способа возможно использование прямоточных реакторов различной конструкции с различными системами удаления реакционной теплоты (через стенки трубок, путем вывода, охлаждения и возвращения части потока, путем использования двух последовательных реакторов с промежуточным охлаждением).
Возможно использование различных кислых гетерогенных катализаторов, катализирующих реакцию взаимодействия изобутена со спиртами С4, например кислых катионитов, предпочтительно сульфокатионитов в Н+-форме различных марок (Пьюролайт, Амберлист, Леватит).
Способ иллюстрируется фиг.1 и примерами. Приводимые иллюстрации и примеры не исчерпывают возможных вариантов использования способа и возможно применение иных технических решений при соблюдении сути, изложенной в формуле изобретения.
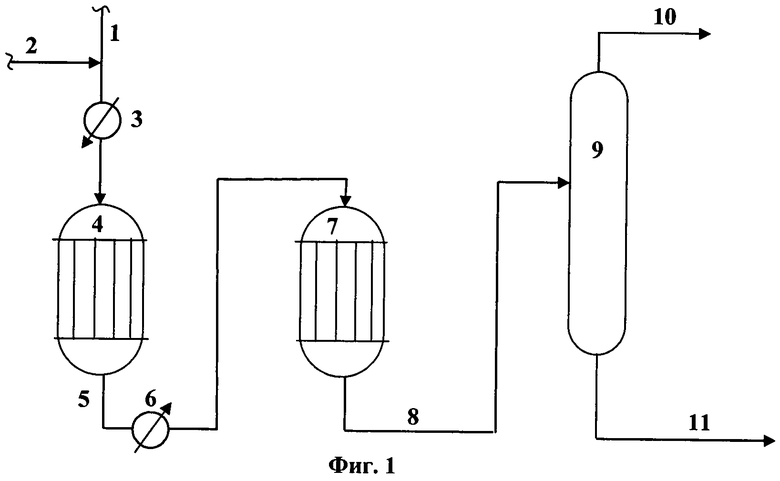
Согласно фиг.1 процесс осуществляют на установке непрерывного действия. В поток 1 фракции С4 по линии 2 дозируют спирт С4 при заданном мольном соотношении. Полученную смесь предварительно подогревают в теплообменнике 3 и направляют в первую реакционную зону - реактор 4, в которой поддерживают температуру 30÷110°С. Реакционную массу выводят из реактора 4 по линии 5, охлаждают в теплообменнике 6 и подают во вторую реакционную зону - реактор 7. Выходящую из реактора 7 реакционную массу по линии 8 подают в ректификационную колонну 9, по верху которой по линии 10 отгоняют отработанные углеводороды, а из куба по линии 11 выводят товарный эфир.
Пример 1 (по прототипу)
Смесь углеводородов С4, содержавшую 45% изобутилена и 55% изобутана, в количестве 400 г/час смешивали с н-пропанолом, нагревали до 45°С и направляли снизу в кожухотрубчатый реактор I с трубками диаметром 50 мм, содержавший 240 мл сульфоионитного катализатора КИФ и снабженный рубашкой. Температура во внутреннем сечении аппарата вблизи входа составляла 47°С.
В рубашку подавали в качестве охлаждающей жидкости воду в количестве, обеспечивавшем отвод через стенку трубки 50% выделившейся теплоты реакции.
Сверху реактора I при температуре 65°С выводили 60 г/час смеси в паровой фазе и 604 г/час смеси в жидкой фазе. Паровую смесь конденсировали и возвращали на вход в реактор I. Жидкую смесь охлаждали до 40°С и направляли в реактор II. Из реактора II при температуре 45°С выводили 40 г/час смеси в паровой фазе, которую конденсировали и возвращали на вход в реактор II, и 604 г/час смеси в жидкой фазе, которую направляли в ректификационную колонну III.
Снизу колонны III выводили в количестве 341 г/час поток, содержавший преимущественно н-пропил-трет-бутиловый эфир и 18% н-пропанола. Сверху колонны после дефлегмирования выводили 263 г/час смеси углеводородов С4, содержавшей 16,2% изобутилена и практически не содержавшей н-пропанола.
Количество н-пропанола, подаваемого в реактор I, поддерживали в количестве:

Пример 2 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 50% изобутилена и 50% изобутана (поток 1), в количестве 1000 г/час смешивали с н-бутанолом (поток 2), нагревали до 50°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, заполненный 390 мл сульфоионитного катализатора «Амберлист 35 WET». Мольное соотношение н-бутиловый спирт:изобутилен на входе в реактор 4 составляло 1,0:1,0.
Температура в реакционной зоне реактора 4 составляла 60°С. Давление в реакторе 4 составляло 1,0 МПа, что обеспечивало протекание реакции в жидкой фазе.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли вверх трубчатого реактора 7, заполненного 550 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 7 составляла 40°С. Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 0,6 МПа. Из реактора 7 выводили 1661 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 1153 г/час поток, содержавший 98,64% н-бутил-трет-бутилового эфира, 1,11% н-бутанола и 0,25 трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 508 г/час (поток 10) смеси углеводородов С4, содержавшей 1,57% изобутилена. Поток не содержал алкил-трет-бутиловые эфиры и спирты С4.
Пример 3 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 25% изобутилена и 75% изобутана (поток 1), в количестве 1000 г/час смешивали с н-бутанолом (поток 2), нагревали до 40°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, содержавший 380 мл сульфоионитного катализатора «Амберлист 35 WET». Мольное соотношение н-бутиловый спирт:изобутилен на входе в реактор 4 составляло 0,9:1,0. Температура в реакционной зоне реактора 4 составляла 50°С, давление 0,9 МПа.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли вверх трубчатого реактора 7, содержавшего 450 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 7 составляла 40°С. Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 0,6 МПа. Из реактора 7 выводили 1299 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 525 г/час поток, содержавший 98,0% н-бутил-трет-бутилового эфира, 0,83% н-бутанола и 1,17% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 774 г/час (поток 10) смеси углеводородов С4, содержавшей 3,05% непрореагировавшего изобутилена. В составе углеводородов С4 алкил-трет-бутиловые эфиры и спирты С4 отсутствовали.
Пример 4 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 40% изобутилена и 60% изобутана (поток 1), в количестве 1000 г/час смешивали с изобутанолом (поток 2), нагревали до 60°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, содержавший 260 мл катализатора «Амберлист 35 WET». Мольное соотношение изобутиловый спирт:изобутилен на входе в реактор выдерживали 1,0:1,0. Температура в реакционной зоне реактора 4 составляла 70°С и давление 1,2 МПа, что обеспечивало протекание реакции в жидкой фазе.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли вверх трубчатого реактора 7, содержавшего 320 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 7 составляла 50°С. Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 0,8 МПа. Из реактора 7 выводили 1521 г/час реакционной массы (поток 8), которую направляли ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 908 г/час поток, содержавший 98,12% изобутил-трет-бутилового эфира, 1,43% изобутанола и 0,45% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 613 г/час (поток 10) смеси углеводородов С4, содержавшей 2,15% непрореагировавшего изобутилена и не содержавшей алкил-трет-бутиловые эфиры и спирты С4.
Пример 5 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 25% изобутилена и 75% изобутана (поток 1), в количестве 1000 г/час смешивали с втор-бутанолом (поток 2), нагревали до 75°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, заполненный 780 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 4 составляла 85°С. Давление в реакторе 4 составляло 1,5 МПа, что обеспечивало протекание реакции в жидкой фазе. Мольное соотношение втор-бутиловый спирт:изобутилен на входе в реактор 4 выдерживали 0,9:1,0.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли вверх трубчатого реактора 7, содержавшего 780 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 7 составляла 65°С. Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 1,0 МПа. Из реактора 7 выводили 1305 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 531 г/час поток, содержавший 98,34% втор-бутил-трет-бутилового эфира, 1,43% втор-бутанола и 0,23% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 774 г/час (поток 10) смеси углеводородов С4, содержавшей 3,10% непрореагировавшего изобутилена. В составе углеводородов С4 алкил-трет-бутиловые эфиры и спирты С4 отсутствовали.
Пример 6 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 40% изобутилена и 60% изобутана (поток 1), в количестве 1000 г/час и смесь спиртов, содержащую 61,4% н-бутанола, 38,4% изобутанола и 0,2% мас. воды (поток 2), нагревали до 70°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, заполненный 270 мл сульфоионитного катализатора «Леватит К 2640». Температура в реакционной зоне реактора 4 составляла 80°С. Мольное соотношение н-бутиловый спирт:изобутиловый спирт: изобутилен на входе в реактор 4 выдерживали 0,6:0,4:1,0. Давление в реакторе 4 на уровне 1,3 МПа обеспечивало протекание реакции в жидкой фазе.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли в верх трубчатого реактора 7, содержавшего 370 мл сульфоионитного катализатора «Леватит К 2640». Температура в реакционной зоне реактора 7 составляла 60°С.
Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 1,0 МПа. Из реактора 7 выводили 1521 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 910 г/час поток, содержавший 98,47% алкил-трет-бутиловых эфиров (сумма н-бутил-трет-бутилового и изобутил-трет-бутилового эфиров), 0,53% н-бутанола, 0,45% изобутанола и 0,55% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 611 г/час (поток 10) смеси углеводородов С4, содержавшей 1,77% непрореагировавшего изобутилена. В составе углеводородов С4 алкил-трет-бутиловые эфиры и спирты С4 отсутствовали.
Пример 7 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 10% изобутилена и 90% изобутана (поток 1), в количестве 1000 г/час и смесь спиртов, содержащую 90,1% н-бутанола, 9,8% изобутанола и 0,1% мас. воды (поток 2), нагревали до 50°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, заполненный 540 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 4 составляла 65°С. Давление в реакторе 4 составляло 1,0 МПа, что обеспечивало протекание реакции в жидкой фазе. Мольное соотношение н-бутиловый спирт: изобутиловый спирт:изобутилен на входе в реактор 4 выдерживали 0,9:0,1:1,0.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли в верх трубчатого реактора 7, содержавшего 620 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 7 составляла 45°С.
Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 0,6 МПа.
Из реактора 7 выводили 1132 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 230 г/час поток, содержавший 98,65% алкил-трет-бутиловых эфиров (сумма н-бутил-трет-бутилового и изобутил-трет-бутилового эфиров), 0,78% н-бутанола, 0,43% изобутанола и 0,14% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 902 г/час (поток 10) смеси углеводородов С4, содержавшей 0,22% непрореагировавшего изобутилена. В составе углеводородов С4 алкил-трет-бутиловые эфиры и спирты С4 отсутствовали.
Пример 8 (по настоящему техническому решению)
Смесь углеводородов С4,содержавшую 41% изобутилена и 59% изобутана (поток 1), в количестве 1000 г/час и смесь спиртов, содержащую 56,9% н-бутанола, 32,5% изобутанола, 10,6% втор-бутанола (поток 2) нагревали до 65°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, заполненный 510 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 4 составляла 75°С. Давление в реакторе 4 составляло 1,2 МПа и обеспечивало протекание реакции в жидкой фазе. Мольное соотношение н-бутиловый спирт: изобутиловый спирт:втор-бутиловый спирт:изобутилен на входе в реактор 4 выдерживали 0,5:0,3:0,1:1,0.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли вверх трубчатого реактора 7, содержавшего 730 мл сульфоионитного катализатора «Амберлист 35 WET». Температура в реакционной зоне реактора 7 составляла 55°С. Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2. Давление в реакторе 7 составляло 0,8 МПа.
Из реактора 7 выводили 1505 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 879 г/час поток, содержавший 98,44% алкил-трет-бутиловых эфиров (сумма н-бутил-трет-бутилового, изобутил-трет-бутилового и втор-бутил-трет-бутилового эфиров), 0,33% н-бутанола, 0,30% изобутанола, 0,69% втор-бутанола и 0,24% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 626 г/час (поток 10) смеси углеводородов С4, содержавшей 5,68% непрореагировавшего изобутилена. В составе углеводородов С4 алкил-трет-бутиловые эфиры и спирты С4 отсутствовали.
Пример 9 (по настоящему техническому решению)
Смесь углеводородов С4, содержавшую 25% изобутилена и 75% изобутана (поток 1), в количестве 1000 г/час и смесь спиртов, содержащую 46,7% н-бутанола, 46,7% изобутанола, 6,6% втор-бутанола (поток 2) нагревали до 80°С в теплообменнике 3 и подавали сверху в трубчатый реактор 4, содержавший 460 мл сульфоионитного катализатора «Пьюролайт Ст-175». Температура в реакционной зоне реактора 4 составляла 90°С. Давление в реакторе 4 составляло 2,0 МПа и обеспечивало протекание реакции в жидкой фазе. Мольное соотношение н-бутиловый спирт:изобутиловый спирт:втор-бутиловый спирт:изобутилен на входе в реактор 4 выдерживали 0,5:0,4:0,05:1,0.
Выходящую снизу реактора 4 реакционную массу (поток 5) предварительно охлаждали в теплообменнике 6 и направляли в верх трубчатого реактора 7, содержавшего 660 мл сульфоионитного катализатора «Пьюролайт Ст-175». Температура в реакционной зоне реактора 7 составляла 70°С. Давление в реакторе 7 составляло 1,2 МПа. Теплосъем в реакторах 4 и 7 осуществляли аналогично примеру 2.
Из реактора 7 выводили 1268 г/час реакционной массы (поток 8), которую направляли в ректификационную колонну 9.
Из куба колонны 9 выводили в количестве 465 г/час поток, содержавший 98,09% алкил-трет-бутиловых эфиров (сумма н-бутил-трет-бутилового, изобутил-трет-бутилового и втор-бутил-трет-бутилового эфиров), 0,41% н-бутанола, 0,67% изобутанола, 0,58% втор-бутанола и 0,25% трет-бутанола (поток 11). Сверху колонны после дефлегмирования выводили 803 г/час (поток 10) смеси углеводородов С4, содержавшей 6,54% непрореагировавшего изобутилена. В составе углеводородов С4 алкил-трет-бутиловые эфиры и спирты С4 отсутствовали.
Как видно из приведенных примеров и таблицы 1, использование предлагаемого способа позволяет повысить скорость реакции этерификации и обеспечить высокую степень превращения изобутилена и бутиловых спиртов.
Полученные эфиры: н-бутил-трет-бутиловый эфир (н-БТБЭ), изо-бутил-трет-бутиловый эфир (изо-БТБЭ), втор-бутил-трет-бутиловый эфир (втор-БТБЭ) (примеры 3, 4) или их смеси (примеры 6, 8) компаундировали с эталонной смесью, состоящей из 70% об. изооктана и 30% об. н-гептана (О.Ч. 70 ед.). Представленные в таблице 2 результаты показывают, что синтезированные эфиры как индивидуально, так и в смеси в качестве октаноповышающих добавок превосходят МТБЭ - классическую добавку - по приросту октанового числа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1999 |
|
RU2167142C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ ИЛИ ИХ СМЕСЕЙ | 1998 |
|
RU2131866C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНА В УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2271349C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ.АЛКИЛОВЫХ ЭФИРОВ И ИХ СМЕСЕЙ С УГЛЕВОДОРОДАМИ | 1995 |
|
RU2102375C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОЙ СМЕСИ | 2003 |
|
RU2252931C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ И ВЫСОКООКТАНОВОГО БЕНЗИНА | 2002 |
|
RU2209811C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТИЧНОГО БУТАНОЛА И C-C-АЛКИЛ ТРЕТ.БУТИЛОВЫХ ЭФИРОВ | 1995 |
|
RU2114096C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ ИЛИ ЭФИРСОДЕРЖАЩИХ СМЕСЕЙ | 1995 |
|
RU2100342C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА | 2000 |
|
RU2178403C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1995 |
|
RU2103255C1 |
Настоящее изобретение относится к способу получения алкил-трет-алкиловых эфиров или их смесей, которые могут быть использованы в качестве высокооктановых добавок к бензинам. Способ заключается в контактировании смесей углеводородов С4, содержащих изобутен, и спирта(ов) С4 с кислыми гетерогенными катализаторами в последовательных прямоточных реакционных зонах при температуре 30÷110°С, меньшей в последующей за первой реакционной зоне, с последующим разделением реакционной смеси в ректификационной системе и получением потока, содержащего отработанную фракцию углеводородов С4 в виде дистиллята и целевого продукта в виде кубового потока. При этом процесс проводят при давлении 0,5÷2,5 МПа, обеспечивающем нахождение компонентов в жидкой фазе, мольном соотношении реагентов на входе в первую реакционную зону спирт С4: изобутилен, равном (0,9÷1,05):1,0, и объемной скорости подачи сырья не менее 2,5 час-1 (2,5÷10 час-1), целевой продукт содержит преимущественно алкил-трет-алкиловый(ые) эфир(ы), дистиллят ректификационной системы не содержит в своем составе спирта(ов) С4 и алкил-трет-алкилового(ых) эфира(ов). Способ позволяет увеличить скорость реакции этерификации, провести процесс селективно и увеличить выход алкил-трет-бутиловых эфиров и/или их смесей, а также снизить энергозатраты при выделении отработанной фракции С4. 2 з.п. ф-лы, 9 пр., 2 табл., 1 ил.
1. Способ получения алкил-трет-алкиловых эфиров или их смесей путем контактирования смесей углеводородов С4, содержащих изобутен, и спирта(ов) С4 с кислыми гетерогенными катализаторами в последовательных прямоточных реакционных зонах при температуре 30÷110°С, меньшей в последующей за первой реакционной зоне, с последующим разделением реакционной смеси в ректификационной системе и получением потока, содержащего отработанную фракцию углеводородов С4 в виде дистиллята и целевого продукта в виде кубового потока, отличающийся тем, что процесс проводят при давлении 0,5÷2,5 МПа, обеспечивающем нахождение компонентов в жидкой фазе, мольном соотношении реагентов на входе в первую реакционную зону спирт С4:изобутилен, равном (0,9÷1,05):1,0, и объемной скорости подачи сырья не менее 2,5 ч-1 (2,5÷10 ч-1), целевой продукт содержит преимущественно алкил-трет-алкиловый(ые) эфир(ы), дистиллят ректификационной системы не содержит в своем составе спирта(ов) С4 и алкил-трет-алкилового(ых) эфира(ов).
2. Способ по п.1, отличающийся тем, что в качестве спирта С4 используют н-бутанол, изобутанол, вторбутанол или их смеси.
3. Способ по п.1 или 2, отличающийся тем, что процесс проводят на смеси спиртов С4 при мольном соотношении реагентов н-бутиловый спирт:изобутиловый спирт:вторбутиловый спирт:изобутен в исходной смеси, поступающей на синтез в первую реакционную зону, равном (0,5÷0,9):(0,1÷0,4):(0,00÷0,1):1,0.
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2032657C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА | 2000 |
|
RU2178403C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ.АЛКИЛОВЫХ ЭФИРОВ И ИХ СМЕСЕЙ С УГЛЕВОДОРОДАМИ | 1995 |
|
RU2102375C1 |
| Способ отливки радиаторов отопления без стержней | 1947 |
|
SU75838A2 |

