Изобретение относится к области получения высокооктановых продуктов. Более конкретно изобретение относится к области получения высокооктановых продуктов, содержащих алкил-трет-алкиловые эфиры.
Известен способ [патент Ru N 2102375 от 20.01.98, бюлл. изобр. N 2] получения метил-трет-алкиловых эфиров и их смесей с углеводородами путем контактирования углеводородных смесей, содержащих трет-алкены, и спиртов с кислыми гетерогенными катализаторами при температуре от 30 до 100oC с последующим отделением как минимум непрореагировавших углеводородов C4 от целевого продукта ректификацией, в котором поддерживают разность температур при входе и на выходе реакционной(ых) зон(ы) не более 25oС путем вывода из реакционной(ых) зон(ы) части реакционной массы в виде испаренного потока, который конденсируют и возвращают на вход в нижнюю часть реакционной зоны, возможно после предварительного охлаждения [п. 2 формулы изобретения указанного патента] .
В том же патенте предложено возвращать на вход в реактор поток, содержащий углеводороды и спирт(ы), который выводят из ректификационной колонны сверху или в качестве бокового отбора из точки, расположенной выше точки ввода реакционной массы в ректификационную колонну [п. 3 формулы изобретения] .
Недостатком способа, включающего испарение части реакционной массы, является невозможность применения в реакционной(ых) зоне(ах) мелкозернистых катализаторов из-за высокого динамического сопротивления движению парового потока. При испарении части реакционной массы в реакционной(ых) зоне(ах) непрореагировавший(ые) трет-алкен(ы), в особенности изобутен, переходит(ят) преимущественно в испаренный поток, что ведет к снижению их конверсии. Способ недостаточно эффективен для подавления излишне интенсивного взаимодействия реагентов на начальном участке реакционной зоны, что может приводить к перегреву катализатора и снижению его активности при использовании исходных углеводородных смесей с высокой концентрацией трет-алкенов.
Патент Ru N 2102375 допускает вывод на рециркуляцию в реакционную зону потока из любой точки укрепляющей части ректификационной зоны (колонны), в том числе существенно выше точки ввода в колонну разделяемой реакционной смеси и даже сверху колонны, что ведет к повышенному расходу энергосредств.
Известен и наиболее близок к предлагаемому нами изобретению способ [патент Ru N 2131866 от 20.06.99, бюлл. изобр. N 17] получения алкил-трет-алкиловых эфиров или их смесей с углеводородами и/или спиртами путем взаимодействия смесей углеводородов, содержащих трет-алкены, и нетретичного(ых) спирта(ов) в присутствии кислых катализаторов с последующей отгонкой непрореагировавших углеводородов, в котором (см. п. 5 формулы изобретения) ограничение прироста температуры в реакционной зоне не более 40oC обеспечивают путем рециркуляции на вход в реактор части охлаждаемой жидкой реакционной массы.
Недостатком указанного способа по патенту Ru N 2131866 является то, что количество и качество рециркулируемого в реакционную зону потока регулируется исходя только из его теплосъемной (теплопоглощающей) функции. При этом в единственном приведенном примере с использованием этого способа (пример 8) достигнута низкая конверсия изобутена (72%) в реакторе 1, где прием рециркуляции охлаждаемой реакционной массы был использован. При характерной для указанного патента (п. 5) неопределенности (необозначенности требуемого интервала концентрации эфира и спирта на входе в реакционную зону) способ не исключает чрезмерно высокого разогрева на начальном участке реакционной зоны, перегрева и снижения активности катализатора.
Нами неожиданно найдено решение, которое позволяет достичь высокую конверсию изобутена и других трет-алкенов в алкил-трет-алкиловые эфиры в реакционной зоне без чрезмерного перегрева на ее начальном участке.
Нами предлагается способ получения высокооктанового продукта, содержащего алкил-трет-алкиловый(е) эфир(ы), путем взаимодействия трет-алкена(ов) и спирта(ов) в присутствии гетерогенного(ых) катализатора(ов) и последующего отделения как минимум части непрореагировавшего(их) углеводорода(ов) от высокооктанового продукта ректификацией, включающий рециркуляцию в реакционную(ые) зону(ы) охлажденного(ых) потока(ов), содержащего(их) алкил-трет-алкиловый(е) эфир(ы) и спирт(ы), заключающийся в том, что количество и состав указанных исходных и рециркулируемого(ых) потоков регулируют таким образом, что на входе в первую или единственную реакционную зону концентрация алкил-трет-алкилового(ых) эфира(ов) составляет от 5 до 60 мол. %, но не превосходит более чем в 3 раза концентрацию трет-алкена(ов), и концентрация спирта(ов) составляет от 7 до 25 мол. %, причем количество спирта(ов), вводимое в реакционную(ые) зону(ы) с исходными и рециркулируемым(и) из последующей зоны ректификации потоками, не превышает более чем на 5%, предпочтительно не более чем на 1% суммарное количество спирта(ов), расходуемое на реакцию(и) и выводимое при ректификации в составе дистиллата(ов) и/или бокового(ых) потока(ов).
Как один из вариантов предлагается способ, заключающийся в том, что в реакционную(ые) зону(ы) рециркулируют поток(и) реакционной смеси и/или боковой отбор из ректификационной зоны и/или отгоняемую от целевого продукта смесь, включающую спирт(ы) и алкил-трет-алкиловый(е) эфир(ы).
Как один из вариантов предлагается способ, заключающийся в том, что рециркулируемый(ые) поток(и) подают в таком количестве и при такой(их) температуре(ах), что температура на выходе из реакционной(ых) зон(ы) не превышает 85oC, предпочтительно не превышает 70oC.
Как один из вариантов предлагается способ, заключающийся в том, что вывод бокового потока, рециркулируемого в реакционную(ые) зону(ы), из ректификационной зоны осуществляют в жидком состоянии выше нижней пятой части ее исчерпывающей секции, но не выше нижней трети укрепляющей секции.
Как один из вариантов предлагается способ, заключающийся в том, что химическое взаимодействие трет-алкена(ов) и спирта(ов) проводят как минимум в двух последовательных прямоточных реакционных зонах и в последней реакционной зоне на выходе поддерживают температуру как минимум на 15oC ниже, чем на выходе из первой реакционной зоны.
Как один из вариантов предлагается способ, заключающийся в том, что в качестве катализатора(ов) используют кислый(е) сульфокатионит(ы).
Как один из вариантов предлагается способ, заключающийся в том, что в качестве одного из исходных потоков используют смесь трет-алкена(ов) с другими углеводородами.
Как один из вариантов предлагается способ, заключающийся в том, что снизу ректификационной зоны, следующей за реакционной(ыми) зоной(ами), выводят поток высокооктанового продукта в смеси с частью непрореагировавших углеводородов и спирта(ов), направляют его в дополнительную ректификационную зону, снизу которой выводят товарный высокооктановый продукт, а сверху выводят смесь, содержащую как минимум спирт(ы), углеводороды и возможно эфиры, которую рециркулируют в первую или единственную реакционную зону.
Как один из вариантов предлагается способ, заключающийся в том, что в качестве одного из исходных потоков используют концентрированный изобутен или углеводородную смесь, содержащую более 40% изобутена, и в реакционную зону вводят углеводородный разбавитель, предпочтительно алкан(ы) и/или нетретичный(е) алкен(ы) с температурой кипения не ниже +12oC, концентрацию которого на входе в первую или единственную реакционную зону поддерживают так, чтобы концентрация изобутена не превышала 40%.
Как один из вариантов предлагается способ, заключающийся в том, что в качестве одного из исходных потоков используют концентрированный изобутен и в качестве углеводородного разбавителя в реакционной(ых) зоне(ах) используют изобутан и/или н-бутан, сверху ректификационной зоны, следующей за реакционной(ыми) зоной(ами), выводят поток, содержащий преимущественно бутан(ы) и изобутен с примесью спирта(ов), который полностью или частично рециркулируют в первую или единственную реакционную зону.
Как один из вариантов предлагается способ, заключающийся в том, что в составе исходного потока и/или дополнительно в реакционную(ые) зону(ы) вводят углеводород(ы) C5, который(е) как минимум частично выводят совместно со спиртом(ами) и возможно алкил-трет-алкиловым(и) эфиром(ами) в составе бокового отбора из ректификационной зоны, следующей за реакционной(ыми) зоной(ами), и/или в составе дистиллата дополнительной ректификационной зоны и рециркулируют в первую или единственную реакционную зону.
Как один из вариантов предлагается способ, заключающийся в том, что поток дистиллата и/или боковой поток, выводимый(е) из верхней части ректификационной зоны, следующей за указанной(ыми) реакционной(ыми) зоной(ами), подвергают контактированию с кислотным гетерогенным катализатором в дополнительной реакционной зоне, возможно с подачей дополнительного количества спирта(ов).
Как один из вариантов предлагается способ, заключающийся в том, что реакционную смесь из дополнительной реакционной зоны рециркулируют в предшествующую ректификационную зону и/или подвергают ректификации в отдельной ректификационной зоне с выводом сверху как минимум части непрореагировавших углеводородов и снизу - высокооктанового продукта.
Как один из вариантов предлагается способ, заключающийся в том, что из потока отделенных непрореагировавших углеводородов рекуперируют спирт(ы), например, путем отмывки водой и последующей отгонки от водного потока, и возвращают в реакционную(ые) зону(ы) в составе исходного концентрированного потока спирта(ов).
Применение изобретения иллюстрируется фиг. 1-3 и примерами.
Указанные фигуры и примеры не исчерпывают возможных вариантов использования изобретения и возможны иные технические решения при соблюдении сути, изложенной в формуле изобретения.
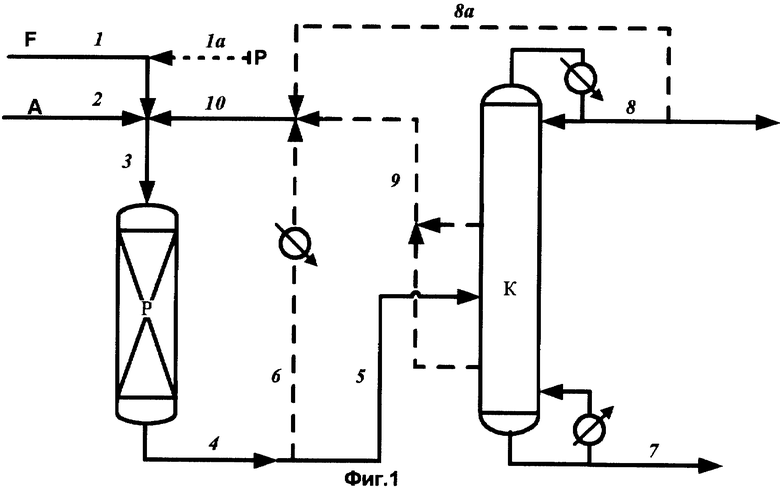
Согласно фиг. 1, исходную углеводородную смесь (или концентрированный трет-алкен) F (поток 1), исходный(е) спирт(ы) (поток 2), рециркулируемый поток (поток 10) и возможно поток разбавителя 1а подают в реактор P по линии 3.
Выводимую из реактора P реакционную смесь (поток 4) частично или полностью направляют в ректификационную колону K (поток 5). Другую часть потока 4 возможно охлаждают и рециркулируют на вход в реактор P (поток 6).
Снизу колонны K выводят целевой высокооктановый продукт (поток 7), а сверху - поток 8, содержащий преимущественно непрореагировавшие углеводороды и примесь спирта(ов). Спирт(ы) может(могут) быть далее рекуперирован(ы) из потока 8 и возвращен(ы) в реактор P.
Сбоку колонны К (из исчерпывающей и/или нижней части укрепляющей секции) возможно выводят поток 9, рециркулируемый на вход в реактор P (в составе потока 10).
Возможно поток 8, выводимый сверху колонны K частично (или полностью, если в качестве сырья используют концентрированный(е) трет-алкен(ы)) рециркулируют в реактор P (поток 8а, далее в составе потока 10).
Рециркуляция как минимум одного из потоков 6 и/или 9 на вход в реактор P является обязательной.
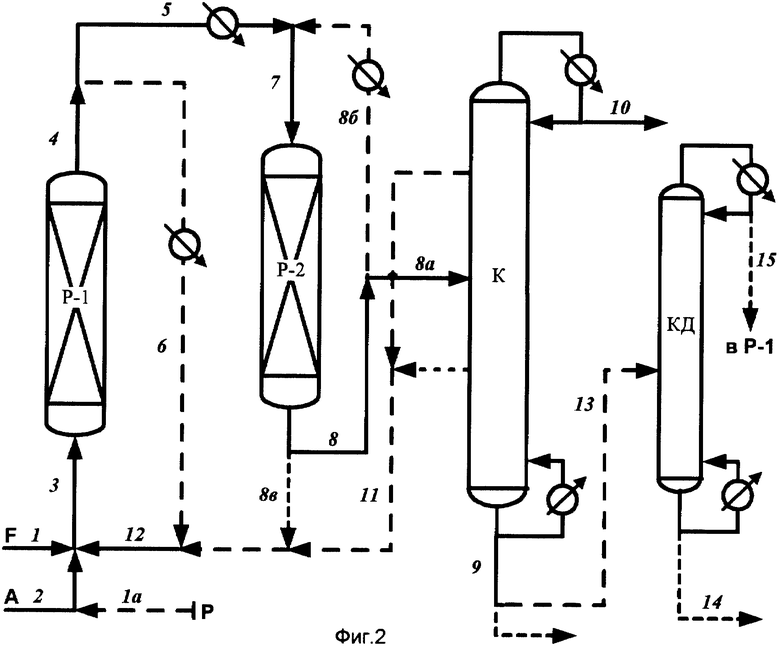
Согласно фиг. 2, используют два последовательных прямоточных реактора P-1 и P-2, причем P-2 предпочтительно работает при меньшей температуре. В реактор P-1 совместно по линии 3 подают исходную углеводородную смесь (поток 1), исходный(е) спирт(ы) (поток 2), рециркулируемый поток (поток 12) и возможно поток разбавителя (поток 1а).
Выводимый из реактора Р-1 поток 4 частично или полностью подают в реактор Р-2 (поток 5, далее по линии 7). Другая часть потока 4 (поток 6) может быть охлаждена и рециркулирована на вход в реактор Р-1 (по линии 12 и далее линии 3).
Выводимый из реактора Р-2 поток полностью или частично подают в ректификационную колонну К по линии 8 и далее по линии 8а. Часть потока 8 может быть охлаждена и рециркулирована по линии 8б на вход в реактор Р-2. Часть выводимого из реактора Р-2 потока может быть направлена по линии 8в (и далее по линиям 12 и 3) на вход в реактор Р-1.
Снизу колонны К выводят поток 9, содержащий целевой(ые) высокооктановый(е) продукт(ы), как вариант - с избыточным количеством спирта(ов) и/или углеводородов, а сверху выводят поток 10, содержащий преимущественно непрореагировавшие углеводороды с примесью спирта(ов). Спирт(ы) может(могут) быть далее рекуперирован(ы) из потока 10 и возвращен(ы) в Р-1.
Часть потока 10 может быть рециркулирована на вход в реактор Р-1. При использовании в качестве углеводородного сырья концентрированного(ых) трет-алкена(ов), например изобутена, поток 10 может быть рециркулирован на вход в реактор Р-1 практически полностью.
Сбоку колонны К возможно выводят поток 11 (предпочтительно ниже точки питания), который охлаждают и рециркулируют в Р-1.
Поток 9 при содержании в нем значительного количества спирта(ов) и/или легкокипящих (легче целевого эфира) углеводородов может быть направлен в дополнительную ректификационную колонну КД по линии 13. В этом случае снизу колонны КД выводят целевой высокооктановый продукт (поток 14), а сверху выводят поток 15, содержащий спирт(ы) и легкие углеводороды и/или алкил-трет-алкиловый(е) эфир(ы), который рециркулируют в реактор Р-1.
Схема, приведенная на фиг. 3, отличается тем, что поток дистиллата 8 и/или боковой поток 11 из верхней секции ректификационной колонны К направляют в дополнительную реакционную зону РД, куда может подаваться дополнительное количество спирта(ов) (поток 12). Выводимую из РД реакционную смесь (поток 13) возвращают в колонну К (поток 14) и/или выводят по линии 15. Поток 15 может быть подвергнут разделению в дополнительной ректификационной зоне (не показана), где отгоняют как минимум часть непрореагировавших углеводородов и в качестве кубового остатка выводят высокооктановый продукт.
Возможно сбоку колонны К выводят поток 9, рециркулируемый на вход в реактор Р. Снизу колонны К выводят все или основное количество высокооктанового продукта (поток 7).
Примеры
В примерах использованы следующие катализаторы: мелкозернистые (размер частиц 0,4-1,3 мм), крупнопористые кислые сульфокатиониты, являющиеся сульфированными сополимерами стирола и дивинилбензола: Амберлист-15 (статическая обменная емкость СОЕ = 4,7 мг. экв. H+ на 1 г сухого катализатора), Амберлист-38 (СОЕ= 5,3), КУ-23 (СОЕ= 4,1), Байер К-2611 (СОЕ= 4,8); формованный сульфокатионитный катализатор КИФ (сульфированная пористая смесь сополимера стирола с дивинилбензолом и полиэтиленом) в форме цилиндрических частиц диаметром 5-6 мм и длиной 6-8 мм (СОЕ= 3,6), и катализатор "фосфорная кислота на силикагеле" (35 мас. % кислоты). Концентрации везде (если не указано иное) даны в мол. %.
В примерах в качестве спиртов для получения алкил-трет-алкиловых эфиров используют метанол, этанол и н-бутанол, что не исключает возможности применения других спиртов, в частности н-пропилового, изопропилового, изопентилового спиртов.
Пример 1
Используют исходную углеводородную смесь, содержащую 55% изобутана и 45% изобутена, и метанол.
Переработку осуществляют согласно фиг. 1 с рециркуляцией на вход в реактор Р охлаждаемой реакционной массы (поток 6). Рециркуляцию ни бокового отбора, ни дистиллата ректификационной колонны К не производят.
В реакторе Р используют сульфокатионит Амберлист-15.
На 1 кг углеводородной смеси F (поток 1) подают 0,25 кг концентрированного метанола.
Количество метанола, поступающее в реактор с исходным потоком 2, превышает на 1% его суммарное количество, расходуемое на реакцию и выводимое с дистиллатом ректификационной колонны К (поток 8).
После смешивания с рецикловым потоком 10 в реактор Р подают поток 3, включающий 58,1% углеводородов C4 (в т. ч. 7,5% изобутена), 35,0% метил-трет-бутилового эфира (МТБЭ) и 7,0% метанола.
Температура в начале реакционной зоны 55oC, на выходе - 70oC. Нигде внутри реактора температура не превышает 70oC.
Общая нагрузка реактора 1,0 л/л кат•ч. Конверсия изобутена составляет 90%. Соотношение потоков 5 и 6 составляет 1: 10.
Сверху выводят в количестве 0,61 кг/кг F дистиллат (поток 8), содержащий преимущественно углеводороды C4 (в том числе 7,1% изобутена) и 5,3% метанола.
Метанол затем рекуперируют из смеси путем водной отмывки и отгонки от воды и направляют с потоком 2 в реактор Р (узел рекуперации на фиг. 1 не показан).
Снизу ректификационной колонны К выводят потоком 7 в количестве 0,64 кг/кг F продукт, включающий 98,7% МТБЭ.
Пример 2
Смесь, содержащую 40% изобутана, 40% н-бутенов, 10% н-бутана и 10% изобутена, и метанол перерабатывают согласно фиг. 2 в варианте, включающем рециркуляцию в реактор потоков 6 и 9. Из колонны К на уровне середины исчерпывающей части выводят боковой поток 9 в количестве 0,08 кг/кг F, включающий 10,6% углеводородов C4, 64,2% метанола и 24,8% МТБЭ, который рециркулируют на вход в реактор Р.
В реактор Р загружен кислый сульфокатионит КУ-23.
Подача концентрированного метанола (поток 2) составляет 0,081 кг/кг F. Суммарная подача в реактор Р метанола с потоками 2 и 9 равна его количеству, расходуемому на реакции, и выводимому из колонны К с дистиллатом (поток 8) и боковым потоком 9.
Поток 3, подаваемый в реактор, включает 81,3% углеводородов C4 (в том числе 5,3% изобутена), 13,6% метанола и 5,0% МТБЭ.
Температура в начале реакционной зоны 55oC, на выходе - 70oC. Общая нагрузка реактора 0,5 л/л кат•ч. Конверсия изобутена составляет 93%. Соотношение потоков 5 и 6 составляет 2: 1.
Снизу колонны К выводят в количестве 0,15 кг/кг F продукт, включающий 99,6% МТБЭ.
Сверху выводят в количестве 0,93 кг/кг F поток, содержащий преимущественно непрореагировавшие углеводороды C4 (в том числе 0,8% изобутена) и 5,3% метанола.
Пример 3
Углеводородную смесь, содержащую 45% изобутена, 40% н-бутенов и 15% бутанов, и метанол перерабатывают согласно схеме на фиг. 2, включающей два последовательных реактора Р-1 и Р-2. При этом применяют вариант с рециркуляцией на вход в реактор Р-1 части реакционной массы после Р-1 (поток 6) без бокового отбора из ректификационной колонны К и без включения дополнительной ректификационной колонны КД.
В реактор Р-1 загружен формованный сульфоионитный катализатор КИФ, в реактор Р-2 загружен кислый сульфокатионит Байер К-2611.
На 1 кг углеводородной смеси F подают 0,26 кг исходного концентрированного метанола (поток 2).
Подача в реактор метанола с потоком 2 на 1% превосходит его суммарное количество, расходуемое на реакции и выводимое с дистиллатом колонны К (поток 10).
После смешивания потоков 1, 2 и рециклового потока 10 в реактор Р-1 подают поток 3, включающий 62,2% углеводородов C4 (в т. ч. 17,1% изобутена), 20,2% метил-трет-бутилового эфира (МТБЭ) и 17,6% метанола.
Температура в реакторе Р-1 в начале реакционной зоны 50oC, на выходе - 80oC. Нигде внутри реактора температура не превышает 80oC. Температура в реакторе Р-2 в начале реакционной зоны 55oC, на выходе -65oC.
Общая нагрузка реактора Р-1 составляет 1,0 л/л кат•ч, реактора Р-2 - 1,2 л/л кат•ч. Конверсия изобутена составляет в Р-1- 80%, суммарно в реакторах - 92%.
Соотношение потоков 5 и 6 составляет 1: 2.
Снизу ректификационной колонны К выводят потоком 9 в количестве 0,60 кг/кг F продукт, включающий 99,0% МТБЭ.
Сверху выводят в количестве 0,66 кг/кг F поток 10, содержащий преимущественно непрореагировавшие углеводороды C4 (в том числе 5,8% изобутена) и 5,4% метанола.
Пример 4
Углеводородную смесь, аналогичную указанной в примере 3, и метанол перерабатывают согласно фиг. 2. Используемые катализаторы, температуры в реакторах и нагрузки реакторов аналогичны примеру 3.
В отличие от примера 3, снизу колонны К выводят по линии 9 поток с содержанием спирта и углеводородов C4, превышающим допустимое для высокооктанового продукта. Поток 9 направляют по линии 13 в дополнительную ректификационную зону КД, снизу которой выводят целевой высокооктановый продукт (поток 14), а сверху выводят поток 15, содержащий метанол, метил-трет-бутиловый эфир, а также углеводороды C4, который рециркулируют в реактор Р-1.
Подача концентрированного метанола (поток 2) составляет 0,34 кг на 1 кг углеводородной смеси F. Суммарная подача метанола в реактор Р-1 в составе потоков 2 и 15 равна его суммарному количеству, расходуемому на реакцию и выводимому при ректификации в составе дистиллатов колонн К и КД с потоками 10 и 15.
В реактор Р-1 подают поток 3, включающий 43,3% углеводородов C4 (в т. ч. 10,3% изобутена), 31,6% метил-трет-бутилового эфира (МТБЭ) и 25,0% метанола.
Общая нагрузка реактора Р-1 составляет 1,0 л/л кат•ч, реактора Р-2-1,0 л/л кат•ч. Конверсия изобутена составляет в Р-1 - 83%, суммарно в реакторах Р-1 и Р-2 - 94%.
Температура в реакторе Р-1 на входе составляет 55oC, на выходе -85oC. Температура в реакторе Р-2 - на входе 55oC, на выходе 65oC.
Соотношение потоков 5 и 6 составляет 1: 2,5.
Снизу ректификационной колонны К выводят в количестве 1,27 кг/кг F поток 9, содержащий 6,0% углеводородов C4, 79,8% метил-трет-бутилового эфира (МТБЭ) и 14,0% метанола.
Сверху колонны К выводят в количестве 0,59 кг/кг F поток 10, содержащий преимущественно непрореагировавшие углеводороды C4 (в том числе 4,2% изобутена) и 5,3% метанола.
Снизу дополнительной ректификационной колонны КД выводят в количестве 0,66 кг/кг F высокооктановый продукт, содержащий 99,7% метил-трет-бутилового эфира.
Сверху колонны КД выводят и направляют в реактор Р-1 в количестве 0,60 кг/кг F поток 15, содержащий 11,4% углеводородов C4, 62,1% метил-трет-бутилового эфира (МТБЭ) и 26,4% метанола.
Пример 5
Используют исходную углеводородную смесь, содержащую 45% изобутена, 40% н-бутенов и 15% бутанов, и этанол.
Переработку осуществляют согласно фиг. 1 в варианте с рециркуляцией в реактор Р потоков 6 и 9.
Из ректификационной колонны К в точке, расположенной на одну тарелку выше нижней одной пятой исчерпывающей секции колонны, выводят в количестве 0,16 кг/кг F поток, включающий 18,4% углеводородов C4, 49,2% этанола и 17,2% ЭТБЭ, который рециркулируют на вход в реактор Р.
В реактор Р загружена в соотношении 2: 1 смесь катализатора Амберлист-15 и катализатора "фосфорная кислота на силикагеле".
На 1 кг углеводородной смеси F подают 0,35 кг концентрированного этанола. Суммарная подача в реактор Р этанола с исходным потоком 2 и рецикловым потоком 9 на 5% превышает его суммарное количество, расходуемое на реакцию и выводимое с дистиллатом колонны К (поток 8) и боковым потоком 9.
После смешивания потоков 1 и 2 с рецикловыми потоками в реактор Р подают поток 3, включающий 59,2% углеводородов C4, (в том числе 16,2% изобутена), 21,5% ЭТБЭ и 19,2% этанола.
Температура в реакторе в начале реакционной зоны 45oC, на выходе - 70oC. Нигде внутри реактора температура не превышает 77oC.
Общая нагрузка реактора Р составляет 1,1 л/л кат•ч. Конверсия изобутена составляет 88%.
Соотношение потоков 5 и 6 составляет 1: 2.
Снизу ректификационной колонны К потоком 7 выводят в количестве 0,74 кг/кг F продукт, включающий 95,0% ЭТБЭ и 4,8% этанола.
Сверху выводят в количестве 0,61 кг/кг F поток 8, содержащий преимущественно непрореагировавшие углеводороды C4 (в том числе 8,8% изобутена) и 1,2% этанола.
Пример 6
Смесь, аналогичную указанной в примере 3, и этанол перерабатывают согласно фиг. 2.
Схема включает два реактора Р-1 и Р-2. Используется вариант с рециркуляцией охлаждаемой части реакционной массы после реактора Р-1 (поток 6) на вход реактора Р-1 и рециркуляцией охлаждаемой части реакционной массы после реактора Р-2 на вход реактора Р-2 (поток 8б) без вывода на рециркуляцию бокового потока из ректификационной колонны К.
В реакторы Р-1 и Р-2 загружен катализатор Амберлист-15. Реактор Р-1 является охлаждаемым кожухотрубчатым аппаратом, реактор Р-2 - засыпанный катализатором полый аппарат адиабатического типа.
На 1 кг углеводородной смеси F подают 0,35 кг концентрированного этанола. Подача этанола с потоком 2 на 3% превышает его суммарное количество, расходуемое на реакции, и выводимое с дистиллатом колонны К (поток 10).
После смешивания потоков 1 и 2 с рецикловыми потоками в реактор Р-1 подают поток 3, включающий 65,6% углеводородов С4 (в том числе 22,2% изобутена, 13,6% ЭТБЭ и 20,7% этанола.
Температура в реакторе Р-1 55-70oC. Нигде внутри реактора температура не превышает 75oC.
Общая нагрузка реактора Р составляет 3,0 л/л кат•ч. Конверсия изобутена в нем составляет 74%.
Соотношение потоков 5 и 6 составляет 1: 1.
Температура в реакторе Р-2 в начале реакционной зоны 34oC, на выходе - 40oC. Общая нагрузка реактора Р-2 составляет 1,2 л/л кат. час. Суммарная конверсия изобутена в реакторах Р-1 и Р-2 составляет 90%.
Соотношение потоков 8а и 8б составляет 2: 1.
Снизу ректификационной колонны К выводят потоком 9 в количестве 0,75 кг/кг F продукт, содержащий 96,9% ЭТБЭ и 2,8% этанола. Сверху выводят в количестве 0,60 кг/кг F поток 10, содержащий преимущественно непрореагировавшие углеводороды C4 (в том числе 7,3% изобутена) и 1,2% этанола.
Пример 7
Используют исходную углеводородную смесь, содержащую 45% изобутена, 39,3% н-бутенов, 15% бутанов и 0,7% изопентана, и этанол.
Переработку осуществляют согласно фиг. 2.
Схема включает два реактора Р-1 и Р-2, ректификационные колонны К и КД.
В реакторы Р-1 и Р-2 загружен катализатор Амберлист-15.
Реактор Р-1 является охлаждаемым кожухотрубчатым аппаратом, реактор Р-2 - засыпанный катализатором полый аппарат адиабатического типа.
На 1 кг углеводородной смеси F подают 0,35 кг концентрированного этанола. Подача этанола с потоком 2 равна его суммарному количеству, расходуемому на реакции, и выводимому с дистиллатом колонны К (поток 10).
После смешивания потоков 1 и 2 с рецикловым потоком 15 в реактор Р-1 подают поток 3, включающий 34,5% углеводородов C4 (в т. ч. 15,2% изобутена), 35,0% изопентана, 5,4% этил-трет-бутилового эфира (ЭТБЭ) и 25,0% этанола).
Температура в реакторе Р-1 55-70oC. Нигде внутри реактора температура не превышает 75oC.
Общая нагрузка реактора Р-1 составляет 2,4 л/л кат•ч. Конверсия изобутена в нем составляет 80%.
Температура в реакторе Р-2 в начале реакционной зоны 34oC, на выходе - 42oC. Общая нагрузка реактора Р-2 составляет 1,1 л/л кат•ч. Суммарная конверсия изобутена в реакторах Р-1 и Р-2 составляет 94%.
Снизу ректификационной колонны К выводят потоком 9 в количестве 2,63 кг/кг F продукт, содержащий 1,2% углеводородов C4, 52,8% изопентана, 30,2% ЭТБЭ и 15,5% этанола.
Сверху колонны К выводят в количестве 0,58 кг/кг F поток 10, содержащий преимущественно непрореагировавшие углеводороды C4 (в том числе 4,6% изобутена) и 1,2% этанола.
Снизу дополнительной ректификационной колонны КД выводят в количестве 0,78 кг/кг F высокооктановый продукт, содержащий 98,6% этил-трет-бутилового эфира.
Сверху колонны КД выводят и направляют в реактор Р-1 в количестве 1,86 кг/кг F поток 15, содержащий 1,6% углеводородов C4, 67,8% углеводородов C5, 10,5% этил-трет-бутилового эфира (ЭТБЭ) и 20,0% этанола.
Пример 8
Углеводородную C4 фракцию, содержащую 95% изобутена и 5% изобутана, и метанол перерабатывают согласно фиг. 2.
Схема включает два реактора Р-1 и Р-2. Используется вариант с рециркуляцией охлаждаемой части реакционной массы после реактора Р-1 (поток 6) на вход реактора Р-1 и рециркуляцией охлаждаемой части реакционной массы после реактора Р-2 на вход реактора Р-2 (поток 8б) без вывода на рециркуляцию бокового потока из ректификационной колонны К.
В реакторы Р-1 и Р-2 загружен катализатор Амберлист-15.
Реактор Р-1 является охлаждаемым кожухотрубчатым аппаратом, реактор Р-2 - засыпанный катализатором полый аппарат адиабатического типа.
На 1 кг углеводородной смеси F подают 0,50 кг концентрированного метанола. Подача метанола с потоком 2 на 1% превышает его суммарное количество, расходуемое на реакции и выводимое с дистиллатом колонны К (поток 10).
После смешивания потоков 1 и 2 с рецикловыми потоками в реактор Р-1 подают поток 3, включающий 24,5% углеводородов C4 (в том числе 21,4% изобутена), 60,0% метил-трет-бутилового эфира (МТБЭ) и 15,4% метанола.
Температура в реакторе Р-1 составляет на входе 50oC, на выходе 80oC. Нигде внутри реактора температура не превышает 85oC.
Общая нагрузка реактора Р-1 составляет 2,0 л/л кат•ч. Конверсия изобутена в нем составляет 82%.
Соотношение потоков 5 и 6 составляет 1: 10.
Температура в реакторе Р-2 в начале реакционной зоны 38oC, на выходе -45oC.
Общая нагрузка реактора Р-2 составляет 1,2 л/л кат. час.
Суммарная конверсия изобутена в реакторах Р-1 и Р-2 составляет 92%.
Соотношение потоков 8а и 8б составляет 1: 2,5.
Снизу ректификационной колонны К выводят потоком 9 в количестве 1,38 кг/кг F продукт, содержащий 99,0% МТБЭ и 0,9% метанола.
Сверху колонны К выводят в количестве 0,13 кг/кг F поток 10, содержащий преимущественно (94,1%) непрореагировавшие углеводороды C4 (в том числе 56,5% изобутена) и 5,7% метанола.
Пример 9
Концентрированный изобутен, содержащий 0,1% изобутана и метанол, перерабатывают согласно фиг. 2.
Схема переработки аналогична использованной в примере 9, с тем дополнением, что 95% от количества потока 10, отбираемого с верха ректификационной колонны К, возвращают в качестве рециклового потока в реактор Р-1 в составе сырьевого потока F (поток 1).
На 1 кг углеводородной смеси F подают 0,57 кг концентрированного метанола. Подача метанола с потоком 2 на 1% превышает его суммарное количество, расходуемое на реакции и отбираемое в составе выводимой из схемы части дистиллата колонны К (потока 10).
После смешивания потоков 1 и 2 с рецикловыми потоками в реактор Р-1 подают поток 3, включающий 23,8% углеводородов C4 (в том числе 22,3% изобутена), 60,0% метил-трет-бутилового эфира (МТБЭ) и 16,1% метанола.
Температура в реакторе Р-1 составляет на входе 50oC, на выходе 80oC. Нигде внутри реактора температура не превышает 85oC.
Общая нагрузка реактора Р-1 составляет 2,1 л/л кат•ч. Конверсия изобутена в нем составляет 80%.
Соотношение потоков 5 и 6 составляет 1: 10.
Температура в реакторе Р-2 в начале реакционной зоны 40oC, на выходе - 48oC.
Общая нагрузка реактора Р-2 составляет 1,3 л/л кат•ч. Суммарная конверсия изобутена в реакторах Р-1 и Р-2 составляет 91%.
Соотношение потоков 8а и 8б составляет 1: 3.
Снизу ректификационной колонны К выводят потоком 9 в количестве 1,57 кг/кг F продукт, содержащий 99,3% МТБЭ и 0,6% метанола.
Сверху колонны К выводят в количестве 0,11 кг/кг F поток 10, содержащий преимущественно (97,5%) непрореагировавшие углеводороды C4 (в том числе 80,0% изобутена и 17,5% изобутена) и 2,4% метанола. Основную часть (95%) указанного потока направляют на смешение с сырьевым потоком изобутена (поток 1) в качестве рециклового потока, а остальную часть выводят из системы.
Пример 10
Используют метанол и углеводородную смесь, содержащую 65% углеводородов C5 (в том числе 24% отн. трет-пентенов) и 35% углеводородов C6 (в том числе 17% трет-гексенов).
Переработку осуществляют согласно фиг. 3 в варианте, включающем подачу на вход в реактор Р рециркуляционных потоков 6 и 9 и вывод из верхней части колонны К бокового потока 11, который направляют в дополнительный реактор РД (с подачей в него дополнительного количества метанола потоком 12) и реакционную смесь из РД возвращают в колонну К по линии 14.
Рециркулируемый боковой поток 9 выводят из колонны К выше питания на 1/3 от общей высоты укрепляющей части колонны. Боковой поток 11, подаваемый в РД, выводят из колонны К в точке ниже верха колонны на 1/3 от общей высоты укрепляющей части колонны.
Соотношение потоков 5 и 6 составляет 1: 1.
Величины потоков 9 и 11 составляют соответственно 0,20 кг/кг F и 0,40 кг/кг F.
В реакторы Р и РД загружен кислый сульфокатионитный катализатор Амберлист-38.
На 1 кг углеводородной смеси F подают 0,13 кг исходного концентрированного метанола (поток 2). Суммарная подача в реактор Р метанола с потоками 2 и 9 превосходит на 1% его суммарное количество, расходуемое на реакции и выводимое из колонны К с боковыми потоками 9 и 11.
После смешивания потоков 1, 2 и рециклового потока 10 в реактор Р подают поток 3, включающий 76,0% углеводородов C5-C6 (в т. ч. 11,1% трет-алкенов), 5,5% метил-трет-алкиловых эфиров и 18,4% метанола.
Температура в реакторе Р в начале реакционной зоны 65oC, на выходе - 80oC, нагрузка 1,6 л/л кат•ч.
В реакторе РД температура 70-75oC, нагрузка 1,1 л/л кат•ч. Конверсия трет-пентенов в реакторе Р составляет 74%, общая - 84%. Конверсия трет-гексенов в реакторе Р составляет 52%.
Снизу ректификационной колонны К выводят в количестве 0,57 кг/кг F поток 7, содержащий высокооктановый продукт, включающий 5,8% углеводородов C5, 58,0% углеводородов C6, 35,5% метил-трет-алкиловых эфиров (метил-трет-пентилового и метил-трет-гексиловых), 0,4% метанола и 0,3% других компонентов.
Сверху колонны К выводят в количестве 0,56 кг/кг F поток 8, содержащий преимущественно (79,8%) непрореагировавшие углеводороды C5 (в том числе 4,0% трет-пентенов) и 19,1% метанола. Поток направляют в систему рекуперации метанола.
Пример 11
Исходные потоки, катализатор, температуры и нагрузка реакторов аналогичны указанным в примере 10.
Переработку осуществляют согласно фиг. 3.
В отличие от примера 9 в дополнительный реактор РД направляют не боковой поток 11, а дистиллат колонны К (поток 8). Поток реакционной смеси 13 из РД по линии 15 направляют в дополнительную ректификационную колонну (не показана). Сверху дополнительной колонны выводят поток, содержащий преимущественно (79,4%) непрореагировавшие углеводороды C5 (в том числе 6,0% трет-пентенов) и 19,5% метанола, а снизу выводят поток высокооктанового продукта.
Снизу ректификационной колонны К выводят в количестве 0,53 кг/кг F поток 7, содержащий высокооктановый продукт, включающий 1,2% углеводородов C5, 62,9% углеводородов C6, 35,0% метил-трет-алкиловых эфиров (метил-трет-пентилового и метил-трет-гексиловых), 0,6% метанола и 0,3% других компонентов.
Снизу дополнительной ректификационной колонны КД выводят в количестве 0,04 кг/кг F поток высокооктанового продукта, содержащий 1,4% углеводородов C5, 2,6% углеводородов C6 и 95,5% метил-трет-пентилового эфира.
Пример 12
Углеводородную смесь, содержащую 45% изобутена, 40% н-бутенов и 15% бутанов, и н-бутанол перерабатывают согласно фиг. 2.
Схема включает два реактора Р-1 и Р-2. Применяют вариант с рециркуляцией на вход в реактор Р-1 части охлаждаемой реакционной массы после Р-1 (поток 6) и бокового отбора из ректификационной колонны К, выводимого из середины исчерпывающей части колонны (поток 9).
В реакторы Р-1 и Р-2 загружен катализатор Амберлист-15.
Реактор Р-1 является охлаждаемым кожухотрубчатым аппаратом, реактор Р-2 - засыпанный катализатором полый аппарат адиабатического типа.
На 1 кг углеводородной смеси F подают 0,56 кг концентрированного н-бутанола. Подача н-бутанола с потоком 2 на 5% превышает его суммарное количество, расходуемое на реакции.
После смешивания потоков 1 и 2 с рецикловыми потоками в реактор Р-1 подают поток 3, включающий 62,1% углеводородов C4 (в том числе 20,0% изобутена), 16,0% бутил-трет-бутилового эфира (БТБЭ) и 21,8% н-бутанола.
Температура в реакторе Р-1 45-67oC. Нигде внутри реактора температура не превышает 75oC.
Общая нагрузка реактора Р-1 составляет 1,4 л/л кат•ч. Конверсия изобутена в нем составляет 68%.
Соотношение потоков 5 и 6 составляет 1: 1,5.
Температура в реакторе Р-2 в начале реакционной зоны 31oC, на выходе -41oC.
Общая нагрузка реактора Р-2 составляет 0,7 л/л кат•ч. Суммарная конверсия изобутена в реакторах Р-1 и Р-2 составляет 90%.
Сверху выводят в количестве 0,59 кг/кг F поток 10, содержащий непрореагировавшие углеводороды C4 (в том числе 7,4% изобутена).
Снизу ректификационной колонны К выводят потоком 9 в количестве 0,98 кг/кг F продукт, содержащий 95,1% БТБЭ и 4,8% н-бутанола.
Из колонны также выводят в точке, расположенной на уровне середины исчерпывающей секции, в количестве 0,12 кг/кг F боковой поток, включающий 12,5% углеводородов C4, 54,7% н-бутанола и 32,7% БТБЭ, который рециркулируют на вход в реактор Р-1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2178404C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ, СОДЕРЖАЩИХ ЭТИЛ-ТРЕТ-БУТИЛОВЫЙ ЭФИР | 1999 |
|
RU2173312C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2177933C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОЙ ДОБАВКИ, СОДЕРЖАЩЕЙ МЕТИЛ-ТРЕТ-БУТИЛОВЫЙ ЭФИР | 1999 |
|
RU2167143C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ | 2000 |
|
RU2180652C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ ДИМЕРИЗАЦИИ И ОЛИГОМЕРИЗАЦИИ | 1998 |
|
RU2137808C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА | 2001 |
|
RU2200148C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КОМПОНЕНТОВ И СМЕСЕЙ | 1998 |
|
RU2137807C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНА В УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2271349C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1999 |
|
RU2167142C2 |

Использование: нефтехимия. Трет-алкен(ы) и спирт(ы) взаимодействуют в присутствии гетерогенного(ых) катализатора(ов). Затем отделяют как минимум часть непрореагировавшего(ых) углеводорода(ов) от высокооктанового продукта ректификацией, рециркулируют в реакционную(ые) зону(ы) охлажденный(ые) потока(и), содержащий(ие) алкил-трет-алкиловый(е) эфир(ы) и спирт(ы). При этом, что количество и состав указанных исходных и рециркулируемого(ых) протока(ов) регулируют таким образом, что на входе в первую или единственную реакционную зону концентрация алкил-трет-алкилового(ых) эфира(ов) составляет от 5 до 60%, но не превосходит более чем в 3 раза концентрацию трет-алкена(ов), и концентрация спирта(ов) составляет от 7 до 25%. Количество спирта(ов), вводимое в реакционную(ые) зону(ы) с исходными и рециркулируемым(и) из последующей зоны ректификации потоками, не превышает более чем на 5%, предпочтительно не более чем на 1%, суммарное количество спирта(ов), расходуемое на реакцию(и) и выводимое при ректификации в составе дистиллята(ов) и/или бокового(ых) потока(ов). Технический результат - повышение конверсии трет-алкенов. 13 з. п. ф-лы, 3 ил.