По настоящей заявке испрашивается приоритет в отношении заявки США № 11/970270, зарегистрированной 7 января 2008 года под названием «ПОЛУЧЕНИЕ ТРИАЦИЛГЛИЦЕРОЛОВ ИЗ КАМЕДЕЙ» на имя Christopher L.G. Dayton.
Уровень техники изобретения
Настоящее изобретение относится к способу получения триацилглицеролов из камедей, которые восстанавливаются в процессе рафинации масел. Более конкретно настоящее изобретение относится к ферментативному процессу обработки различных фосфолипидов и лецитинов (известных под общим названием «камеди») из растительных масел для получения или «генерации» триацилглицеролов (триглицериды или масла). Изобретение, описанное в данном тексте, является дальнейшим этапом работы на основании изобретений, описанных в заявке на патент США № 11/668921, зарегистрированной 30 января 2007 года, и заявке на патент США № 11/853339, зарегистрированной 11 сентября 2007 года, которые принадлежат общему заявителю и введены в данный текст в виде ссылки.
Необработанные растительные масла, полученные методами прессования или экстрагирования растворителями, представляют собой сложную смесь триацилглицеролов, фосфолипидов, стеролов, токоферолов, свободных жирных кислот, следовых металлов и других минорных соединений. Для получения качественного салатного масла длительного хранения, обладающего светлым цветом и мягким вкусом, необходимо удаление фосфолипидов, свободных жирных кислот и следовых металлов. В предшествующем уровне техники было усовершенствовано подобное удаление фосфолипидов, известных как «камеди», с помощью различных методик, включая водное дегуммирование, кислотное дегуммирование, щелочное дегуммирование и ферментативное дегуммирование. Большинство из этих способов дегуммирования характеризуются значительными потерями масла вместе с отделяемыми камедями.
Вышеуказанные патентные заявки описывают способы удаления фосфолипидов из масляных композиций путем совместной обработки масляных композиций ферментами PLA (фосфолипаза А) и PLC (фосфолипаза С). Обработка двумя ферментами может быть последовательной или одновременной. Неожиданно оказалось, что кинетика ферментативных реакций ускоряется в большей степени, чем ожидалось, когда два фермента применяются вместе, чем в случаях, когда используется только какой-либо один фермент. Дополнительно было обнаружено, что реакции протекают быстрее ожидаемого при совместном использовании ферментов, даже если условия реакции не были подобраны хотя бы для одного из ферментов. Также было установлено, что при совместном использовании ферментов реакция может протекать менее чем за приблизительно 1 час, и даже может протекать за 30 мин.
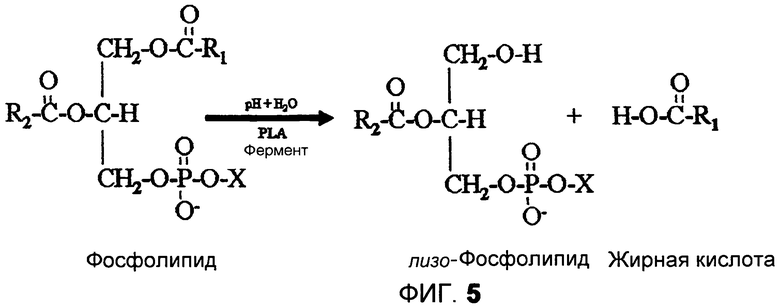
Ожидается, что в результате обработки масляных композиций ферментами PLA и PLC будут получены определенные сопутствующие продукты реакции, которые должны быть удалены из обработанного масла. Эти сопутствующие продукты включают фосфатсодержащие остатки, отщепленные от фосфолипидов ферментами PLC, свободные жирные кислоты, отщепленные от фосфолипидов ферментами PLA, и лизо-фосфолипиды, полученные в результате отщепления свободной жирной кислоты от фосфолипида. Лизо-фосфолипиды и любые фосфатсодержащие сопутствующие продукты должны быть удалены из обработанной масляной композиции, и ожидается, что другие вышеперечисленные сопутствующие продукты реакции будут удалены вместе с лизо-фосфолипидами в составе тяжелой фракции, известной как «камеди».
Патент США 5061498 относится к способу преобразования жиров и масел, который включает обработку жиров и масел, содержащих неполные глицериды, липазами двух или более типов, отличающихся специфичностью в отношении жирных кислот и/или специфичностью в отношении положения этерификации в присутствии малых количеств воды, для получения жиров и масел с низким содержанием неполных глицеридов. В раскрытом примере осуществления используется липаза P, так как она будет осуществлять реакцию в любом из трех положений остова глицерина. К композиции, содержащей неполные глицериды, может быть добавлена целевая жирная кислота, такая как олеиновая кислота, в присутствии липазы, специфичной к целевой жирной кислоте, такой как липаза F. Наличие липазы F способствует преимущественному прохождению реакции с участием предпочтительной жирной кислоты по сравнению с другими жирными кислотами, которые могут присутствовать, и наличие липазы P способствует этерификации предпочтительной жирной кислоты в любом положении на остове неполных глицеридов. Концентрация воды предпочтительно составляет менее 1500 м.д. (миллионных долей), более конкретно от 10 до 200 м.д.
Задача настоящего изобретения состоит в обеспечении способа обработки отделенных камедей для получения пригодных к употреблению масляных продуктов, которые в ином случае были бы утеряны.
Сущность изобретения
В дополнение к работе, описанной в двух вышеуказанных патентных заявках, были проведены исследования камедей, которые были отделены от масел, обработанных PLA/PLC. Ожидалось, что камеди будут содержать свободные жирные кислоты и диацилглицеролы, присутствующие в количествах, пропорциональных количеству фосфолипидов, присутствовавших в исходной масляной композиции, которые подверглись действию ферментов. Вместо этого количество свободных жирных кислот и диацилглицеролов оказалось значительно меньшим, чем ожидалось теоретически. Исходя из столь неожиданного результата был сделан вывод, что свободные жирные кислоты и диацилглицеролы, которые являлись побочными продуктами реакций фосфолипидов с PLA и PLC соответственно, реагировали друг с другом в присутствии ферментов PLA и PLC с образованием полезных триацилглицеролов, таким образом, в сущности, генерируя новые молекулы масел, которые не существовали до начала процесса обработки PLA/PLC. Благодаря этому было сделано открытие, что комбинация ферментов PLA и PLC может применяться для обработки отделенных фосфолипидов, независимо от способа отделения этих фосфолипидов, для генерации новых молекул триацилглицеролов.
Соответственно, настоящее изобретение относится к способу генерации триацилглицеролов из камеди масел, способу, включающему (a) обеспечение масляной композиции, содержащей некоторое количество масляных камедей, где указанные камеди содержат фосфолипиды, (b) отделение указанных масляных камедей от указанной масляной композиции для получения первой фракции, практически не содержащей масляных камедей, и второй фракции, содержащей указанные отделенные масляные камеди, (c) обработку указанной второй фракции одним или более ферментами с активностью PLA для образования свободных жирных кислот, (d) обработку указанной второй фракции одним или более ферментами с активностью PLC для образования диацилглицеролов, таким образом, что указанные жирные кислоты и указанные диацилглицеролы взаимодействуют друг с другом в присутствии не менее одного из указанных ферментов, образуя триацилглицеролы.
Описание фигур
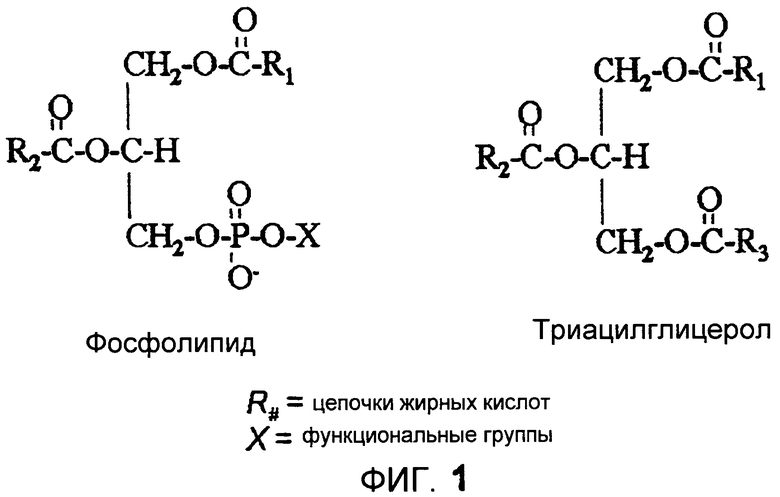
На фиг.1 приведены структурные формулы фосфолипида и триацилглицерола.
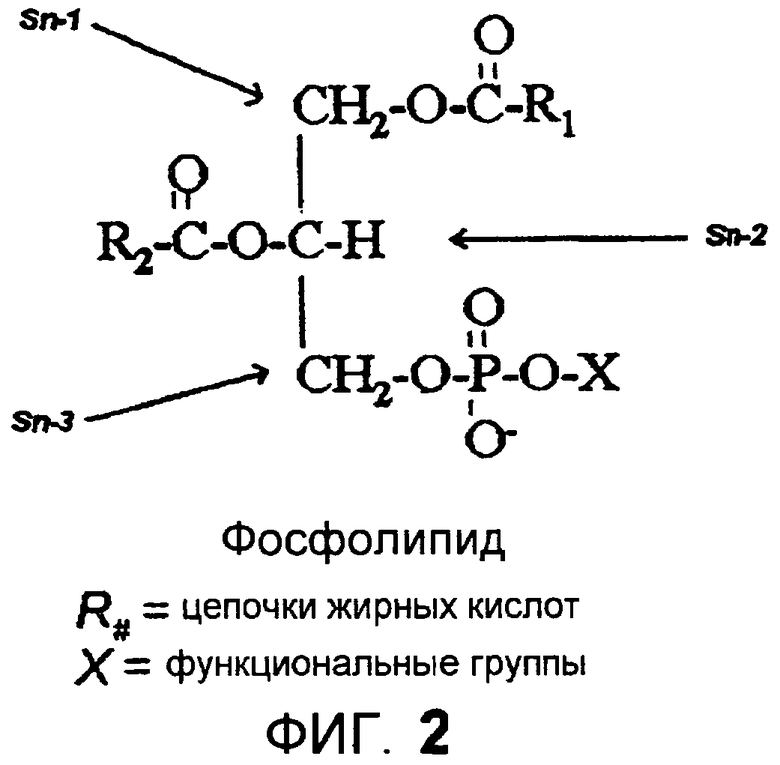
На фиг.2 показаны три стереоспецифических положения фосфолипида.
На фиг.3 приведены структуры четырех распространенных функциональных групп, которые могут быть присоединены к фосфатной группе фосфолипида.
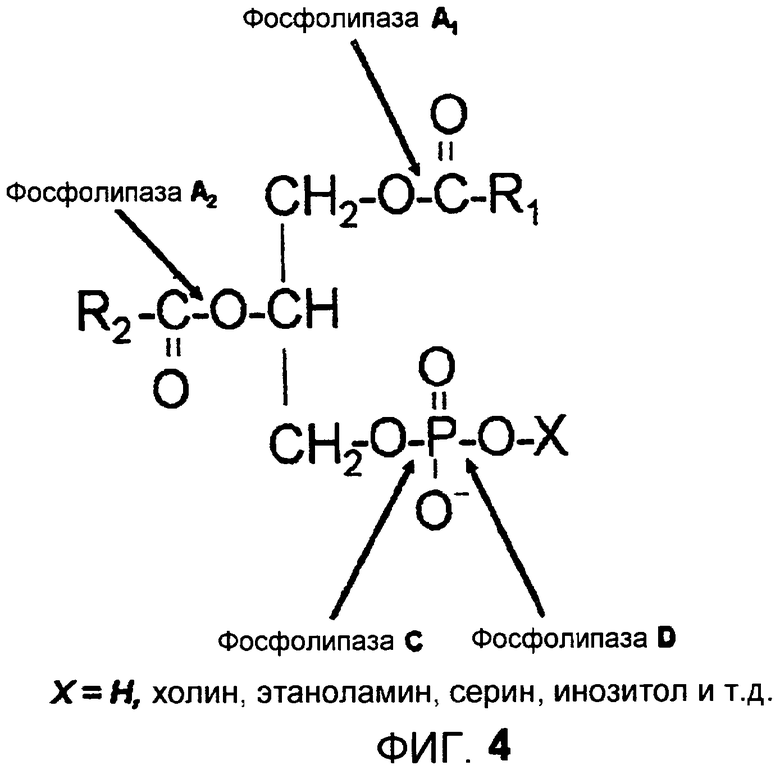
На фиг.4 показаны четыре различных сайта ферментативного воздействия в молекуле фосфолипида.
На фиг.5 показана реакция фосфолипида в присутствии фермента PLA и воды, приводящая к образованию лизо-фосфолипида и жирной кислоты.
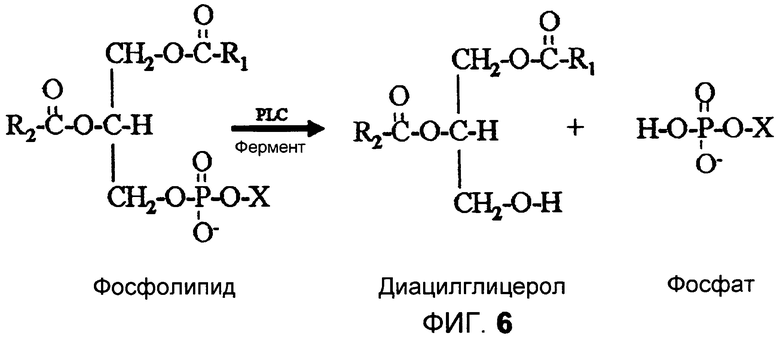
На фиг.6 показана реакция фосфолипида в присутствии фермента PLC и воды, приводящая к образованию диацилглицерола и фосфата.
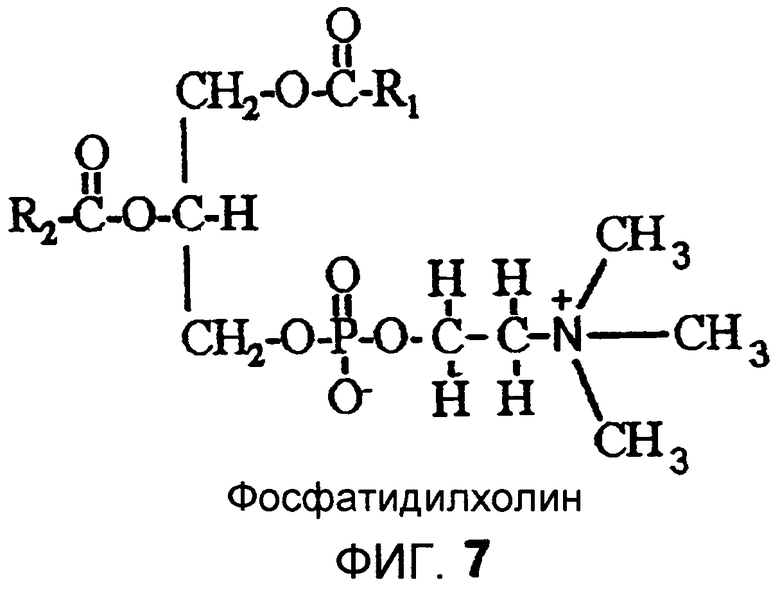
На фиг.7 приведена структурная формула фосфатидилхолина.
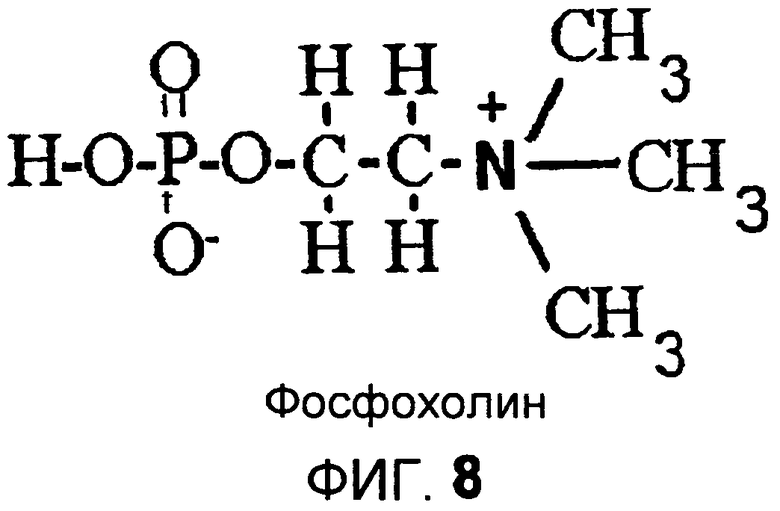
На фиг.8 приведена структурная формула фосфохолина.
Подробное описание изобретения
Почти все потери, связанные с процессом рафинации растительных масел, имеют место при удалении фосфолипидов. Как показано на фиг.1, фосфолипиды содержат фосфатную группу на одном из двух концов глицеринового остова, тогда как триацилглицерол содержит три жирных кислоты. Чтобы различить производные, используется система стереоспецифической нумерации («Sn»). На фиг.2 изображены три стереоспецифических положения фосфолипида.
Фосфатная группа фосфолипида является «гидрофильной», или «водолюбивой», что означает, что и фосфат, и функциональная группа X притягиваются к воде. Цепочки жирных кислот фосфолипида R1 и R2 являются «липофильными», или «жиролюбивыми», что означает, что они притягиваются к липидам. Так как молекула фосфолипида обладает и гидрофильной функциональной группой, и липофильными цепочками жирных кислот, то представляет собой прекрасный природный эмульгатор. Эмульгирующие свойства фосфолипидов будут приводить к удалению двух молекул фосфолипида и одной молекулы триацилглицерола при удалении фосфолипидов из растительных масел.
Фосфатсодержащая функциональная группа фосфолипида, обозначенная на фиг.1 как «X», обусловливает степень гидрофильности. Функциональная группа X на фиг.1 может быть группой любого из нескольких различных известных типов, малая часть которых приведена на фиг.3.
Фосфолипиды, содержащие в качестве функциональных групп холин и этаноламин, имеют наибольшее сродство к воде, тогда как кислоты, соли кислот (кальциевые, магниевые и соли железа) и инозитол имеют гораздо более низкое сродство к воде. Фосфатидная кислота и соли фосфатидной кислоты широко известны как «негидратируемые фосфолипиды», или NHP. Содержание фосфолипидов в масле обычно определяется как «содержание фосфора» в миллионных долях. Таблица 1 описывает обычные количества фосфолипидов, присутствующие в большинстве культур для производства растительного масла, и распределение различных функциональных групп, в процентных долях, фосфолипидов в маслах. Таблица 2 описывает обычное распределение фосфолипидов, присутствующих в лецитине (соевые камеди). В таблице 2 «как таковая» обозначает обычный фосфолипидный состав, отделяемый от растительного масла с увлеченным маслом (2 молекулы фосфолипида и 1 молекула масла), дающий нерастворимое в ацетоне содержимое в 67%. «Нормализованный» обозначает фосфолипидный состав без примеси масла, дающий нерастворимое в ацетоне содержимое в 100%. Таблица 3 описывает молекулярные веса основных типов фосфолипидов, лизо-фосфолипидов и соответствующих нелипидных соединений фосфора. Термин «лизо-фосфолипид», при использовании в таблице 3 и повсеместно в настоящей заявке обозначает фосфолипид, от которого одна из групп жирных кислот была отщеплена липазой. Молекулярный вес олеиновой кислоты составляет 282,48, а молекулярный вес диацилглицерола, в котором жирные кислоты являются олеиновой кислотой (C18:1), составляет 620,99.
Фосфолипиды могут быть частично или полностью удалены из растительных масел с помощью нескольких различных технологий; наиболее распространенными являются водное дегуммирование, кислотное дегуммирование, щелочная рафинация и ферментативное дегуммирование. Настоящее изобретение, описывающее получение масел из камедей, может применяться в отношении камедей, полученных в результате любого из этих процессов; с целью иллюстрации подробно будет объяснено ферментативное дегуммирование.
Ферментативное дегуммирование, также известное как «ферментативная рафинация», используется, когда целью является полное удаление фосфолипидов из масла. В основном, согласно предшествующему уровню техники ферментативное дегуммирование применяется в отношении масел, которые предварительно были дегуммированы каким-то другим способом, обычно водным дегуммированием. Для применения в качестве пищевой добавки дегуммированное ферментативным способом масло может затем подвергаться осветлению и дезодорации, технологии, известной в производстве как «физическая рафинация». Ферментативное дегуммирование обеспечивает лучший выход масла, чем водное, кислотное или щелочное дегуммирование, с улучшенными экономическими показателями.
Ферментативная реакция изменяет природу фосфолипида, отщепляя различные функциональные группы молекулы. Функциональные группы и продукты распада в основном могут рассматриваться как «жировые вещества» и «фосфорсодержащие вещества». Ферментативная реакция уменьшает эмульгирующие свойства полученных фосфолипидов таким образом, что при отделении камеди от масла сокращаются потери и сохраняется масло. Ферменты, проявляющие активность в отношении фосфолипидов, обычно называют «фосфолипазами». Классификация фосфолипаз основана на положении в молекуле фосфолипида, с которым реагирует фермент, и известны типы фосфолипаз PLA1, PLA2, PLC и PLD. Положения в молекуле фосфолипида, с которыми взаимодействуют различные типы фосфолипаз, показаны на фиг.4. Фосфолипаза B представляет собой дополнительный фермент, известный в данной области техники. Этот фермент отщепляет последнюю жирную кислоту в положении Sn-1 или Sn-2 (фиг.2) лизо-фосфолипида. Краткие сведения о различных фосфолипазах и продуктах осуществляемых ими реакций изложены в таблице 4.
Фосфолипаза каждого типа имеет собственную скорость реакции и требует собственных оптимальных условий реакции по параметрам pH, содержания воды и температуры. PLA, применяемая сама по себе, требует времени реакции не менее 4 час, в то время как PLC, применяемая сама по себе, требует времени реакции около одного часа. Известно, что ферментативная обработка должна происходить при pH меньше или равном 8 для уменьшения нежелательного омыления масла, но PLA имеет оптимальный для реакции pH 4,5, тогда как PLC имеет оптимальный для реакции pH 7,0. Также каждый из ферментов имеет различную термоустойчивость. Ферменты PLA денатурируют примерно при 50°C, а ферменты PLC денатурируют примерно при 65°C.
Аминокислотные последовательности с активностью фосфолипаз широко освещены в литературе и описаны в патентах, и некоторые из них известны как обладающие активностью в отношении фосфолипидов, присутствующих в растительных маслах. Все это известно в данной области техники.
Одним из коммерческих продуктов PLA1 с ферментативной активностью фосфолипазы является фосфолипаза A1 фирмы Novozymes (Lecitase® Ultra). Как описано в инструкции по применению Novozymes «Oils & Fats» № 2002-185255-01 и 2002-05894-03, этот продукт может смешиваться с дегуммированым маслом в 1-1,5% водном цитрат-NaOH буфере при 4,5<pH<7,0 и 40°C<T<55°C. При указанных условиях PLA1 избирательно гидролизует жирную кислоту в положении напротив фосфатной функциональной группы на остове глицерина и дает на выходе полярные лизо-фосфолипиды и полярные жирные кислоты. Как показано на фиг.4, молекула фосфолипида теряет одну гидрофобную функциональную группу, т.е. жирную кислоту, оставляя лизо-фосфолипид, который теперь несет гидрофильную фосфатную группу и гидрофильную спиртовую группу. Имея два гидрофильных сайта, молекула лизо-фосфолипида становится водорастворимой и теряет эмульгаторные свойства. Таким образом, при отделении водной фазы от масляной фазы лизо-фосфолипид удаляется с водной фазой и не увлекает за собой масло, тогда как отщепленная от фосфолипида молекула жирной кислоты остается в масле. В технологиях известного уровня техники эта молекула жирной кислоты должна быть удалена при следующей процедуре дезодорации. Таким образом, методика дегуммирования с помощью PLA1 уменьшает потери при рафинации, так как вместе с лизо-фосфолипидами в водной фазе не происходит удаления каких-либо нейтральных масел, так что единственным удаляемым компонентом является нежелательный лизо-фосфолипид, полученный из исходной молекулы фосфолипида.
Теоретическое количество жирных кислот, которые могут быть получены при взаимодействии камедей с ферментом типа PLA, может быть подсчитано путем определения общего количества фосфолипидов в камедях, количества каждого типа фосфолипида и, наконец, изменения молекулярного веса, которое имеет место при преобразовании фосфолипида в лизо-фосфолипид, для каждого типа присутствующих фосфолипидов. Процентное содержание фосфолипида может быть подсчитано путем умножения количества элементарного фосфора, измеренного в миллионных долях, на 31 (молекулярный вес фосфора составляет 30,97) и деления на 10000. Количества фосфолипидов каждого типа могут быть подсчитаны путем умножения общего количества камедей на нормальное распределение фосфолипида каждого типа, известное для конкретного вида масла. И, наконец, количество высвободившейся жирной кислоты может быть определено исходя из каждого типа фосфолипида.
Например, для нерафинированного соевого масла, содержащего 800 м.д. фосфора с «нормализованным» распределением фосфолипида (таблица 2), принимая, что жирными кислотами, присоединенными к фосфолипидам, является олеиновая кислота (C18:1), ожидаемое количество высвободившихся жирных кислот может быть вычислено следующим образом.
Сначала подсчитывается общее содержание присутствующего фосфолипида.
Общее количество фосфолипидов = (800 м.д./1000000)×31×100=2,48%.
Затем подсчитывается количество фосфолипида каждого типа.
Фосфатидилхолин = (2,48×47,21)/100=1,17%
Фосфатидилэтаноламин = (2,48×19,92)/100=0,49%
Фосфатидилсерин = (2,48×0,56)/100=0,01%
Фосфатидилинозитол = (2,48×23,40)/100=0,58%
Фосфатидная кислота = (2,48×8,91)/100=0,22%
Наконец, количество жирных кислот, высвободившихся при реакции каждого типа фосфолипидов в камедях с PLA, определяется умножением количества фосфолипида каждого типа на процентное содержание свободной жирной кислоты (FFA), процентное содержание жирной кислоты вычисляется как остаток после удаления количества лизо-фосфолипида (см. таблицу 3), следующим образом:
FFA из PC = 1,17×(1-(521,67/786,15))=0,39%
FFA из PE = 0,49×(1-(479,52/744,00))=0,18%
FFA из PS = 0,01×(1-(522,56/787,03))=0,00%
FFA из PI = 0,58×(1-(599,50/863,98))=0,18%
FFA из PA = (0,22×(1-(457,22/721,90)=0,08%
Ожидаемое общее количество образующихся свободных жирных кислот = 0,83%
Несмотря на то что ферментативное дегуммирование предлагает значительные преимущества для маслоперерабатывающих предприятий, оно также имеет определенные недостатки. Одним недостатком является то, что реакция фермента с фосфолипидами может оказаться медленной и занимать много времени. В частности, реакция ферментов фосфолипазы A с фосфолипидами может проходить несколько часов в зависимости от таких параметров реакции, как pH, температура, относительные концентрации и условия перемешивания. Настолько продолжительное время реакции может оказать существенное негативное влияние на суммарную экономическую выгоду технологии ферментативного дегуммирования. Из-за медлительности реакции PLA ферментативное дегуммирование обычно проводится в отношении композиций масел, которые предварительно подверглись водному дегуммированию. Таким образом, для получения продукта с достаточно низким для предусмотренного назначения содержанием фосфора масло может подвергаться дегуммированию дважды.
В данной области техники известно, что ферменты PLC взаимодействуют с фосфолипидом путем избирательного гидролиза фосфатной функциональной группы, как показано на фиг.6. На выходе реакции получаются диацилглицерол («DAG») и фосфатидная группа. Молекула диациглицерола уже не несет фосфатной функциональной группы и не нуждается в удалении из масла. Например, реакция Фосфатидилхолина (PC), фиг.7, с PLC приводит к образованию DAG и фосфатной функциональной группы, показанной на фиг.8, более широко известной как фосфохолин или «C». Методика дегуммирования с участием PLC уменьшает потери масла в процессе рафинации путем удержания растворимого в масле DAG и одновременного удаления водорастворимой фосфатной функциональной группы. В процессе удаления водной фазы не теряются нейтральные масла, так как фосфолипид был разрушен. Однако фермент PLC не взаимодействует ни с одним из липидов, присутствующих в масле. Обычно PLC не взаимодействует с фосфатидной кислотой (PA) или фосфатидилинозитолом (PI), изображенными на фиг.3, хотя PI-специфичные PLC, именуемые PI-PLC, известны. Кроме того, и PA, и PI являются негидратируемыми фосфолипидами, которые остаются в масле после водного дегуммирования. Следовательно, масло, обработанное только ферментом PLC, должно подвергаться дополнительной обработке щелочью или другими ферментами для удаления оставшихся камедей.
Теоретическое количество диацилглицеролов, полученных в результате реакции камедей с ферментом типа PLC, может быть подсчитано путем определения процентного содержания фосфолипидов в масле, количества фосфолипидов каждого типа в масле конкретного вида и, наконец, изменения молекулярного веса, которое имеет место при преобразовании фосфолипида в DAG для фосфолипидов каждого типа, присутствующих в неочищенном масле. Процентное содержание фосфолипида в масле может быть подсчитано умножением количества элементарного фосфора, измеренного в миллионных долях, на 31 (молекулярный вес фосфора составляет 30,97) и делением на 10000. Количество индивидуальных фосфолипидов может быть подсчитано умножением общего количества камеди на нормальное распределение фосфолипида каждого типа. Наконец, количество диацилглицерола может быть определено как количество продукта реакции фосфолипида каждого типа.
Например, для нерафинированного соевого масла, содержащего 800 м.д. фосфора с «нормализованным» распределением фосфолипида (таблица 2), принимая, что жирными кислотами, присоединенными к фосфолипидам, является олеиновая кислота (C18:1), ожидаемое количество высвободившихся диацилглицеролов может быть вычислено следующим образом.
Сначала подсчитывается процентное содержание фосфолипида каждого типа, как описано выше.
Затем процентное содержание диацилглицеролов (DAG) каждого типа, высвобождаемых при реакции PLC с камедями, может быть определено умножением количества фосфолипида каждого типа на процентное содержание диацилглицеролов (таблица 3), количество DAG вычисляется как остаток после удаления количества фосфатных групп, следующим образом:
DAG из PC = 1,17×(1-(165,10/786,15))=0,93%
DAG из PE = (0,49×(1-(123,10/744,00)=0,41%
DAG из PS = (0,01×(1-(166,08/787,03)=0,01%
DAG из PI = (0,58×(1-(243,00/863,98)=0,42%
DAG из PA = (0,22×(1-(100,92/721,90)=0,19%
Общее количество полученных диацилглицеролов = 1,96%
Настоящее изобретение относится к ферментативной обработке фосфолипидов и фосфорсодержащих масляных композиций с целью получения новых молекул триацилглицерола. Авторы изобретения неожиданно обнаружили, что применение комбинации фосфолипаз с активностями PLA и PLC не только приводит к отщеплению специфических «групп», но также рекомбинирует отщепленную в реакции с PLA жирную кислоту (FA) и диацилглицерол (DAG), полученный в результате реакции с PLC, с выходом триглицерида, или масла. В частности, фосфолипаза A (PLA) взаимодействует с молекулой фосфолипида с образованием FA и лизо-лецитина, тогда как Фосфолипаза C (PLC) взаимодействует с другой молекулой фосфолипида с образованием DAG и фосфолецитина. Полученная в реакции с PLA жирная кислота и DAG, полученный в результате реакции с PLC, затем воссоединяются этерификацией в присутствии одного или более ферментов для получения новой молекулы триацилглицерола (TAG).
Настоящее изобретение особенно полезно для применения в дальнейшей обработке камедей, которые были отделены из неочищенного масла такими способами, как водная рафинация, кислотная рафинация или щелочная рафинация или ферментативная рафинация, за исключением рафинации с совместным использованием ферментов PLA и PLC. Считается, что будет предпочтительно довести pH камедей, отделенных щелочной рафинацией, до 8 или менее перед тем, как приступить к этапам получения масла согласно настоящему изобретению.
Масла, которые могут обрабатываться в соответствии с настоящим изобретением, могут включать, но не ограничиваются, следующие масла: масло канолы, касторовое масло, кокосовое масло, кориандровое масло, кукурузное масло, хлопковое масло, масло лесного ореха, конопляное масло, льняное масло, масло из косточек манго, масло пенника лугового, копытное масло, оливковое масло, пальмовое масло, пальмоядровое масло, пальмовый олеин, арахисовое масло, рапсовое масло, масло из рисовых отрубей, сафлоровое масло, масло камелии (Camelia sasanqua), соевое масло, подсолнечное масло, таловое масло, масло камелии (Camelia tzubaki) и растительное масло, и любая комбинация вышеперечисленных масел.
Фермент фосфолипаза A, применяемый согласно способу настоящего изобретения, может представлять собой и фермент фосфолипазу A1, и фермент фосфолипазу A2. Фермент фосфолипаза C, используемый в настоящем изобретении, может представлять собой фермент фосфолипазу C и/или инозитол-специфичную фосфолипазу C. Множество ферментов семейств фосфолипаз A и фосфолипаз C доступны коммерчески; и предполагается, что такие ферменты и их эквиваленты окажутся подходящими для применения согласно настоящему изобретению.
Согласно способу изобретения различные фосфолипазы, используемые совместно в способе ферментативного дегуммирования настоящего изобретения, могут смешиваться друг с другом перед добавлением к обрабатываемому маслу. Альтернативно, они могут добавляться к маслу по отдельности как последовательно, так и одновременно.
Способ дегуммирования настоящего изобретения осуществляется при pH ниже примерно 8, предпочтительно примерно между 3 и 7 и наиболее предпочтительно примерно между 4 и 5. Значение pH реакции ферментативного дегуммирования может быть достигнуто путем добавления известных буферов. Хорошо известно, что для этой цели подходят лимонная кислота и гидроксид натрия. По мере необходимости могут применяться другие буферные вещества для доведения pH при специфических условиях реакции.
Согласно настоящему изобретению температура процесса ферментативного дегуммирования может быть в интервале примерно 40-80°C, предпочтительно в интервале примерно 40-60°C и более предпочтительно в интервале примерно 45-55°C. Неожиданно было обнаружено, что при способе дегуммирования настоящего изобретения PLA может работать при температуре, превышающей собственный оптимум фермента в 45°C, и близкой к оптимальной рабочей температуре PLC, без чрезмерной денатурации.
По окончании процесса образования масла в камедях и отделения вновь образованного масла от камедей вновь образованное масло может подвергаться таким дальнейшим этапам обработки, известным в данной области техники, как осветление или дезодорация, что может быть необходимо или желательно в зависимости от конечного применения, для которого вновь образованное масло предназначено.
Различные предпочтительные варианты осуществления изобретения ниже изложены в примерах наряду с контрольными примерами, использующими условия известного уровня техники. В каждом из нижеперечисленных примеров верхнеприводной мешалкой являлась мешалка Heidolph, модель Elector KG с плоскими лопастями; использовалась при 90 об/мин для нормального перемешивания и 350 об/мин для интенсивного перемешивания. Для непрерывного разделения использовалась осадительная центрифуга De Laval Gyro - Tester с «ротором». Ротор центрифуги закрывался установленной резьбовой пробкой. Сдвиговое перемешивание выполнялось с помощью гомогенизатора Ultra-Turrax SD-45 с ротором-статором G450 при 10000 об/мин. Использовался фермент PLA1 Lecitase® Ultra (номер партии LYN05007), поставляемый фирмой Novozymes A/S (Дания). Использовался фермент PLC Purifine™ (PLC номер партии 90BU002A1 или 90BU004A1), поставляемый фирмой Verenium Corporation (San Diego, California). Количество фосфолипидов, остающихся в обработанном масле, измерялось в м.д. P в соответствии со способом, одобренным Американским обществом нефтехимиков, Ca 20-99, «Анализ содержания фосфора в масле с помощью оптической эмиссионной спектроскопии с индуктивно-сопряженной плазмой». Свободная жирная кислота (FFA) измерялась способом Ca 5a-40, одобренным Американским обществом нефтехимиков. Содержание влаги измерялось способом Ca 2c-25, одобренным Американским обществом нефтехимиков. Нейтральное масло определялось способом, изложенным в нижеследующем приложении. Нерастворимый в ацетоне материал, включающий фосфолипид, определялся способом Ja 4-46, одобренным Американским обществом нефтехимиков. Кислотность определялась способом Ja 6-55, одобренным Американским обществом нефтехимиков. Методики измерений P-31 (фосфора-31) ЯМР и диацилглицерола (DAG) высокоэффективной жидкостной хроматографией с испарительным детектором светорассеяния (HPLC-ELSD) осуществлялись, следуя протоколам, доложенным корпорацией Verenium (далее известной как корпорация Diversa), «Аналитическое профилирование лабораторных испытаний дегуммирования растительных масел, опосредованного фосфолипазой C», на конференции Американского общества нефтехимиков 2007 года.
Среди следующих примеров примеры 1-10 прямо соотносятся с примерами 13, 14, 18, 23, 24, 27, 29, 31, 33 и 36 вышеуказанной патентной заявки США № 11/853339, зарегистрированной 11 сентября 2007 года за исключением того, что значения свободных жирных кислот (FFA) и диацилглицеролов, присутствующих в ферментативно дегуммированном масле, были измерены способами, изложенными выше, и включены в данный документ.
Пример 1
1999,1 г необработанного соевого масла, содержащего 769,5 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали (сдвиговой деформацией) 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 40°C, затем добавляли 2,4 мл 4-молярного раствора гидроксида натрия и смесь перемешивали 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 5,0. При поддерживающейся температуре 40°C добавляли 1,5008 г Verenium Purifine™ (PLC липаза, номер партии 90BU002A1) с последующим добавлением 30 г деионизованной воды и всю смесь размешивали 120 с. Смесь масла перемешивали с нормальной скоростью в течение 60 мин. При поддерживающейся температуре 40°C добавляли 0,2132 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) и всю смесь размешивали в течение 120 с. Масляную смесь перемешивали с нормальной скоростью 60 мин при температуре 40°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, последовательно дегуммированном PLC, а затем PLA1, составила 6,5 м.д., доля FFA составила 0,56% и DAG 0,69%.
Пример 2
2010,5 г необработанного соевого масла, содержащего 785,1 м.д. соединений фосфора, охлаждали до 60°C при нормальном перемешивании с применением верхнеприводной мешалки. При поддерживающейся температуре 60°C добавляли 1,5316 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) и 0,2073 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) с последующим добавлением 30 г деионизованной воды и всю смесь размешивали в течение 45 с. Масляную смесь перемешивали с нормальной скоростью в течение 60 мин при температуре 60°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в дегуммированном масле, совместно обработанном смесью ферментов PLC и PLA1 при нейтральном pH, составила 109,6 м.д. Доля FFA составила 0,61% и DAG 0,74%.
Пример 3
2005,3 г необработанного соевого масла, содержащего 742,9 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 60°C, затем добавляли 2,4 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 5,0. При поддерживающейся температуре 60°C добавляли 0,7491 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) с последующим добавлением 60 г деионизованной воды и всю смесь размешивали в течение 45 с. Масляную смесь перемешивали с нормальной скоростью в течение 60 мин. При поддерживающейся температуре 60°C добавляли 0,1220 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) и всю смесь размешивали в течение 45 с. Масляную смесь перемешивали с нормальной скоростью в течение 60 мин при температуре 60°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, последовательно обработанном PLC, затем PLA1, составила 2,2 м.д. Доля FFA оказалась равной 0,58% и DAG 0,42%.
Пример 4
2002,0 г необработанного соевого масла, содержащего 747,3 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 60°C, затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. При поддерживающейся температуре 60°C добавляли 2,2194 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) с последующим добавлением 60 г деионизованной воды и всю смесь размешивали в течение 120 с. Масляную смесь перемешивали с нормальной скоростью в течение 15 мин. При поддерживающейся температуре 60°C добавляли 0,2198 г Lecitase® Ultra фирмы Novozymes(PLA1 липаза, номер партии LYN05007) и всю смесь размешивали в течение 120 с. Масляную смесь перемешивали с нормальной скоростью в течение 15 мин при температуре 60°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, последовательно дегуммированном PLC и PLA1, составила 4,6 м.д. Доля FFA составила 0,37% и DAG 0,42%.
Пример 5
2000,8 г необработанного соевого масла, содержащего 747,3 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 50°C, затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. При поддерживающейся температуре 50°C добавляли 2,2500 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) и 0,2216 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007), с последующим добавлением 90 г деионизованной воды и всю смесь размешивали в течение 45 с. Масляную смесь перемешивали с нормальной скоростью в течение 120 мин при температуре 50°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, совместно обработанном ферментами PLC и PLA1, составила 1,8 м.д. Доля FFA составила 0,67% и DAG 0,40%.
Пример 6
2010,0 г необработанного соевого масла, содержащего 810,8 м.д. соединений фосфора, охлаждали до 50°C при нормальном перемешивании с применением верхнеприводной мешалки. При поддерживающейся температуре 50°C добавляли 2,2608 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) с последующим добавлением 30 г деионизованной воды и всю смесь размешивали в течение 60 с. Масляную смесь перемешивали с нормальной скоростью в течение 60 мин. При поддерживающейся температуре 50°C добавляли 0,1172 г Lecitase® Ultra фирмы Novozymes(PLA1 липаза, номер партии LYN05007) и всю смесь размешивали в течение 60 с. Масляную смесь перемешивали с нормальной скоростью в течение 60 мин при температуре 50°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, последовательно дегуммированном PLC и PLA1 при нейтральном pH, составила 72,6 м.д. Доля FFA составила 0,53% и DAG 1,03%.
Пример 7
2006,3 г необработанного соевого масла, содержащего 795,3 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 50°C затем добавляли 2,4 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 5,0. При поддерживающейся температуре 50°C добавляли 1,5373 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) и 0,1168 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) с последующим добавлением 90 г деионизованной воды и всю смесь размешивали в течение 120 с. Масляную смесь перемешивали с нормальной скоростью в течение 30 мин при температуре 50°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, совместно обработанных ферментами PLC и PLA1 при pH 5,0, составила 1,9 м.д. Доля FFA составила 0,17% и DAG 0,42%.
Пример 8
2003,6 г необработанного соевого масла, содержащего 784,8 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 40°C, затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. При поддерживающейся температуре 40°C добавляли 1,4603 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) и 0,1021 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) с последующим добавлением 40 г деионизованной воды и всю смесь размешивали в течение 120 с. Масляную смесь перемешивали с нормальной скоростью в течение 120 мин при температуре 40°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, совместно обработанных ферментами PLC и PLA1 при pH 4,5, составила 10,7 м.д. Доля FFA оказалась равной 0,48% и DAG 0,83%.
Пример 9
2000,4 г необработанного соевого масла, содержащего 697,7 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию в течение 1 час с помощью верхнеприводной мешалки. Масло остужали при перемешивании с нормальной скоростью до температуры 40°C, затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. При поддерживающейся температуре 40°C добавляли 1,508 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) и 0,1022 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) с последующим добавлением 90 г деионизованной воды и всю смесь размешивали в течение 120 с. Масляная смесь перемешивали с нормальной скоростью в течение 30 мин при температуре 40°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, дегуммированном совместно ферментами PLC и PLA1 при pH 4,5, составила 2,2 м.д. Доля FFA составила 0,20% и DAG 0,41%.
Пример 10
1999 г необработанного соевого масла, содержащего 695,1 м.д. соединений фосфора, нагревали до 75-80°C при нормальном перемешивании с применением верхнеприводной мешалки. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 1 мин. Масло подвергали нормальному перемешиванию с помощью верхнеприводной мешалки в течение 1 час. Масло остужали при перемешивании с нормальной скоростью до температуры 60°C, затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь размешивали в течение 10 с. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. При поддерживающейся температуре 60°C добавляли 1,5296 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU002A1) и 0,1241 г Lecitase® Ultra фирмы Novozymes (PLA1 липаза, номер партии LYN05007) с последующим добавлением 90 г деионизованной воды и всю смесь размешивали в течение 120 с. Масляную смесь перемешивали с нормальной скоростью в течение 30 мин при температуре 60°C. Затем обработанное ферментами масло центрифугировали и отдельно собирали фракции отделенного масла и сырых камедей. Доля остаточных фосфорсодержащих веществ в масле, дегуммированном совместно ферментами PLC и PLA1 при pH 4,5, составила 5,2 м.д. Доля FFA оказалась равной 0,36% и DAG 0,44%.
Изобретения, описанные в цитированных выше патентных заявках, были сосредоточены на развитии способа ферментативного дегуммирования, где условия реакции подобраны для выхода наименьших возможных количеств остаточного фосфора с наименьшими количествами технологических добавок, требованиями к оборудованию и времени. По завершении исследований и всех последующих аналитических испытаний, к удивлению, было обнаружено, что количество жирных кислот и диацилглицеролов, образующихся в маслах, не соответствовало теоретическому количеству, которое должно быть получено. Исходя из того что PC и PE взаимодействовали с PLC, ожидается, что содержание DAG будет увеличиваться приблизительно на 1,16-1,35% в зависимости от содержания исходных фосфолипидов. Так как фермент PLA1 взаимодействует со всеми фосфолипидами, ожидается, что содержание FFA увеличится приблизительно на 0,77-0,83%, опять же в зависимости от содержания исходных фосфолипидов. Кроме того, если PLC взаимодействует со всеми PC и PE, то ожидаемое увеличение содержания FFA благодаря взаимодействию оставшихся фосфолипидов с PLA примерно составит 0,53-0,59% для вышеописанных примеров. Наибольшее увеличение содержания DAG составило 0,63% и жирной кислоты 0,12 (пример 6); оба значения ниже ожидаемых.
Анализ отделенной тяжелой фазы, или «камедей», осуществлялся в вышеописанных примерах 1-10 с целью определения, были ли камеди гидратированы и удалены физически; какова протяженность реакции каждого фермента и преобладают ли реакции одного фермента над реакциями другого. Таблица 5 обобщает анализ фосфолипидного состава/распределения, проводимый для отделенной тяжелой фазы методами P-31 ЯМР, показывая количество не вступившего в реакцию фосфолипида, количество лизо-фосфолипидов и количество свободных фосфатов, где все количества выражены в весовых процентах образца. (Примечание: отсутствуют данные по фосфолипидам для примера 6 из-за микробного загрязнения образца).
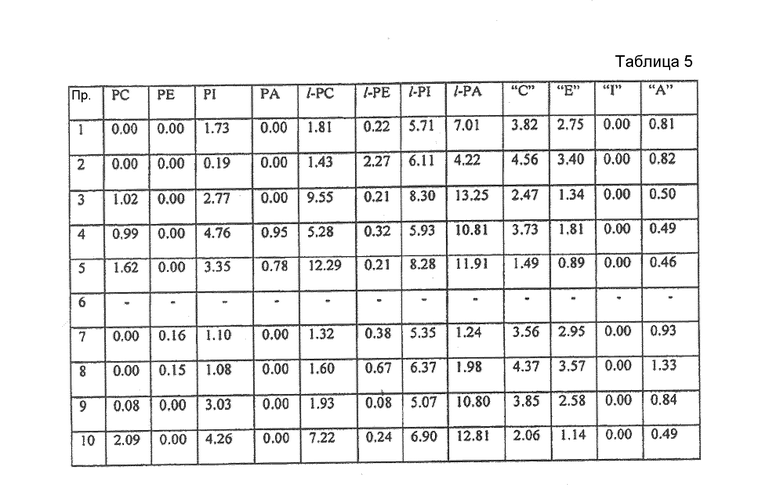
В примере 1 описано последовательное добавление ферментов при pH 5, позволяющее PC и PE сначала взаимодействовать с ферментом PLC и затем позволяющее PI, PA и оставшимся PC и PE взаимодействовать с ферментом PLA1. Фермент PLC контактировал с маслом в течение 60 мин при 40°C перед тем, как был добавлен фермент PLA, таким образом, допускалось взаимодействие фермента со всеми присутствующими в масле PC и PE без конкуренции с ферментом PLA. После первичной обработки PLC добавляли фермент PLA, таким образом, PLA мог гидролизовать оставшиеся в масле фосфолипиды. Содержание оставшихся соединений фосфора, как замечено выше, было успешно снижено до 6,5 м.д. Исходное масло содержало 0,40% DAG и 0,41% FFA в сравнении с полученным маслом, где содержание DAG было 0,69% и FFA 0,56%. Если бы оба фермента взаимодействовали со специфическими фосфолипидами, то содержание DAG должно было увеличиться на 1,29 до 1,69% и содержание FFA должно было увеличиться на 0,55 до 0,96%. Оказалось, что в действительности содержание DAG повышается только на 0,29% и FA на 0,15%. Анализ камедей методом P-31 ЯМР показал, что гидролизованы были все исходные фосфолипиды, кроме PI. Присутствовали значительные количества лизо-PI и лизо-PA и малые количества лизо-PC и лизо-PE. Соединения фосфора «C», «E» также присутствовали в восстановленных камедях, равно как и соединения фосфора «A», что явилось неожиданностью, так как было опубликовано, что PLC не взаимодействует с PA. Кроме того, не был обнаружен фосфоинозитол. При сравнении распределений в камедях и исходном масле оказалось, что 1,0% DAG и 0,40% FA теряются.
В примере 2 описано единовременное добавление ферментов при pH 7 с 1,5% воды и 45-секундным размешиванием. Оба фермента контактировали с маслом в течение 60 мин при 60°C, таким образом, ферменты конкурировали друг с другом. Центрифугированное масло содержало остаточные соединения фосфора 109,6 м.д.; содержание DAG увеличилось на 0,34% и FFA на 0,20%. Анализ собранных камедей методом P-31 ЯМР показал наличие лишь малых количеств PI и отсутствие PC, PE или PA. Следовательно, все исходные фосфолипиды вступили в реакцию. В камедях были детектированы значительные количества лизо- и фосфорсодержащих соединений за исключением «I». Неожиданным оказалось открытие, что содержание DAG слабо увеличилось по сравнению с примером 1, а количества «C» и «E» оказались выше, чем в примере 1.
В примере 3 описано последовательное добавление ферментов при pH 5 с 3% воды и проведение размешивания в течение 45 с после добавления каждого фермента при 60°C. Фермент PLC контактировал с маслом 60 мин перед тем, как был добавлен фермент PLA, и оба фермента имели возможность вступать в реакцию дополнительные 60 мин. Центрифугированное масло содержало 2,2 м.д. соединений фосфора; содержание DAG практически не увеличилось (от 0,40 до 0,42%), и содержание FFA увеличилось лишь на 0,17%. Если сравнивать камеди, собранные в примере 3, с таковыми из примера 2, имело место сильное повышение содержания лизо-соединений, тогда как содержание всех соединений фосфора снизилось. Данные указывают на то, что при этих условиях реакции с участием PLA преобладают над реакциями с PLC, даже если PLC был добавлен первым. Количество DAG и FFA должно было быть много больше, чем присутствовало в обработанном масле исходя из перевариваемости исходных фосфолипидов и получения продуктов реакции.
В примере 4 описано последовательное добавление ферментов при pH 4,5, 3% воды и размешивании в течение 120 с после добавления каждого фермента при 60°C. Фермент PLC контактировал с маслом 15 мин перед тем, как был добавлен фермент PLA, и оба фермента имели возможность вступать в реакцию дополнительные 15 мин. Центрифугированное масло содержало всего 4,6 м.д. соединений фосфора, содержание DAG повысилось лишь на 0,02%, тогда как FFA снизилось на 0,04%. Анализ собранных камедей показал, что некоторые PC, PA и PI не были гидролизованы. Содержание лизо-соединений и соединений фосфора не было столь высоким, как в примере 3, но все-таки повышенным, учитывая ограничения во взаимодействии с ферментами.
В примере 5 описано единовременное добавление ферментов при pH 4,5 с 4,5% воды и 45-секундным размешиванием. Оба фермента контактировали с маслом в течение 120 мин при 50°C, следовательно, ферменты конкурировали друг с другом на всем протяжении реакции. Центрифугированное масло содержало 1,8 м.д. остаточных соединений фосфора; содержание DAG совсем не увеличилось, и содержание FFA увеличилось на 0,26%. В исследованных камедях сильно увеличилось количество лизо-соединений и уменьшилось количество соединений фосфора по сравнению с предыдущими 4 примерами, указывая на преобладание реакций PLA над реакциями PLC в реакционной смеси.
В примере 6 описано последовательное добавление ферментов при pH 7. Фермент PLC контактировал с маслом 60 мин при 50°C перед тем, как был добавлен фермент PLA, следовательно, фермент имел возможность взаимодействовать со всеми PC и PE, присутствующими в масле, без конкуренции с ферментом PLA. После начальной реакции с PLC был добавлен PLA так, что PLA мог гидролизовать оставшиеся в масле фосфолипиды. Содержание остаточных соединений фосфора, как изложено ранее, снизилось только до 72,6 м.д. Исходное масло содержало 0,40% DAG и 0,41% FFA, тогда как обработанное масло содержало 1,03% DAG и 0,53% FFA. Если оба фермента взаимодействовали со специфическими фосфолипидами, то содержание DAG должно было увеличиться на 1,36% до 1,76% и FFA должно было увеличиться на 0,57% до суммарного содержания 0,98. В действительности содержание DAG возросло на 0,63% и FFA только на 0,12%. Анализ камедей методом P-31 ЯМР был невозможен из-за микробного загрязнения образца.
В примере 7 описано единовременное добавление ферментов. Ферменты контактировали с образцом масла всего 30 мин в общей сложности при pH 5 с 4,5% воды и при температуре 50°C. Доля остаточных фосфорсодержащих веществ в масле составила только 1,9 м.д. Количество всех лизо-соединений снизилось, особенно лизо-PC. Количество соединений фосфора оказалось в два раза выше, чем при анализе камеди в примере 5, указывая на то, что при данных условиях реакции PLC преобладают над реакциями PLA. Однако содержание DAG практически не повысилось (от 0,40 до 0,41%) по сравнению с исходным маслом и содержание FFA не возросло до ожидаемых суммарных 0,98%, а в действительности снизилось на 0,24% до суммарного содержания FFA 0,17%.
В примере 8 описано единовременное добавление ферментов при pH 4,5 с 2% воды и 120-секундным размешиванием. Оба фермента контактировали с маслом 120 мин при 40°C, следовательно, ферменты конкурировали друг с другом на всем протяжении реакции. Центрифугированное масло содержало 13,3 м.д. остаточных соединений фосфора; содержание DAG увеличилось на 0,43, а FFA на 0,07%. Содержание лизо-соединений снизилось, тогда как содержание соединений фосфора было все еще выше, чем в примере 7.
В примере 9 описана реакция, схожая с реакцией в примере 8, но вместо 2% воды добавлялось 4,5% воды в реакцию с одновременным действием ферментов, а время ферментативного воздействия составило 30 мин вместо 120 мин. Доля остаточных фосфорсодержащих веществ в масле составила 2,2 м.д. Количество DAG в масле осталась практически тем же, что и в исходном масле, тогда как содержание FFA снизилось на 0,21%. Низкое содержание остаточных соединений фосфора и повышенное количество всех лизо-соединений, особенно лизо-PA, указывает на высокую ферментативную активность PLA. Исходя из этого ожидалось, что в процессе реакции должно образоваться очень большое количество FFA. Содержание соединений фосфора слабо снизилось по сравнению с примером 8, но содержание DAG должно было быть значительно выше, согласно количествам соединений фосфора в камедях.
Пример 10 осуществляли с одновременным добавлением ферментов при pH 4,5 с 4,5% воды и размешиванием в течение 120 с. Ферменты контактировали с маслом 30 мин при 60°C. Доля остаточных фосфорсодержащих веществ в масле составила 5,2 м.д. Количество DAG в масле осталось практически таким же, как было в исходном масле (изменение от 0,40 до 0,44), тогда как содержание FFA снизилось на 0,05%; в то же время количество сопутствующих продуктов реакции сохранилось примерно таким же, как в камедях в примере 3. Условия реакций в примерах 3 и 10 отличались, однако выход по показателям оставшихся соединений фосфора, DAG и FFA оказался примерно таким же, указывая на то, что реакция очень устойчива в смысле образования TAG.
Ниже, в таблице 6, кратко изложены начальные количества соединений фосфора, DAG и FFA в исходных маслах для каждого из вышеописанных примеров 1-10, теоретическое количество DAG и FFA, которое должно было бы присутствовать в обработанном масле, если все фосфолипиды в исходном масле будут подвергнуты ферментативному воздействию, и полученные в результате измерений количества соединений фосфора, DAG и FFA в обработанном масле.
(м.д.)
(%)
(%)
(%)
(%)
(м.д.)
(%)
(%)
** Теоретическое количество FFA включает только образовавшееся из фосфатидилсерина, фосфатидилинозитола и фосфатидной кислоты.
Анализ камедей методом P-31 ЯМР подтвердил, что камеди не были гидратированы и физически отделены от масла, как в «нормальных» процессах водного и/или кислотного дегуммирования, а были гидролизованы ферментами PLC и PLA. Анализ подтвердил образование расщепленных соединений фосфора и формирование лизо-лецитинов (таблица 5). Однако это не объясняет, почему уровни содержания DAG и FFA были снижены в обработанных маслах. На известном уровне техники не может быть найдено информации для описания того, почему значительные количества DAG и FFA оказываются утерянными.
Патентная заявка США № 11/668921 и патентная заявка США № 11/853339, принадлежащие Dayton et al., описывают ферментативный способ удаления различных фосфолипидов из растительного масла для получения дегуммированного (очищенного от камедей) масла с помощью комбинации ферментов, согласно которому время реакции составляет один час или меньше. Авторы изобретения выявили синергетический эффект ферментов PLC и PLA, улучшающий кинетику реакции от 2-6 часов при использовании ферментов по отдельности до одного или даже менее часа при совместном применении двух ферментов.
Настоящее изобретение основано на неожиданно низком уровне содержания DAG и FFA, что было обнаружено последующими анализами обработанных таким образом масел. Исходя из этих данных изобретение, описанное в данном документе, заключается в открытии, что PLA и PLC, по-видимому, взаимодействуют синергетически на матриксе липидов, содержащем фосфолипиды и их сопутствующие продукты гидролиза ферментами PLA/PLC, для образования триацилглицеролов. Без намерений ограничиваться определенной теорией, считается, что отщепленный диацилглицерол, продукт гидролиза ферментом PLC, и отщепленная жирная кислоты, продукт гидролиза ферментом PLA, воссоединяются в условиях реакции ферментативного дегуммирования до образования новых триацилглицеролов. Существует теория, что сближение или ориентация, либо и то и другое, двух ферментов, обеспечивает возможность образования триацилглицеролов во время высвобождения диацилглицеролов и жирных кислот в водной фазе реакции.
Была проведена дополнительная серия экспериментов с камедями, полученными из необработанного соевого масла традиционным способом водного дегуммирования, описанным ранее на известном уровне техники. Сырые камеди были получены непосредственно технологией промышленного водного дегуммирования. Сырые камеди использовались в качестве сырья для исключения из анализа большей части триацилглицеролов, присутствующих в масле, и в то же время сохранения всех остальных минорных компонентов, которые могут присутствовать в «обычном» матриксе при дегуммировании. Анализ камедей методом P-31 ЯМР выявил только фосфатидилсодержащие соединения и не обнаружил лизо-соединений или соединений фосфора. Данные по фосфолипидному составу перечислены ниже в таблице 7. Содержание диацилглицерола в камедях, полученных технологией промышленного водного дегуммирования, составило 1,5%.
Было проведено два контрольных эксперимента с условиями реакции, оптимальными для каждого из ферментов, для определения базовых параметров для дальнейшего анализа экспериментов. Первый контрольный опыт проводился при нейтральном pH для фермента фосфолипазы C, а второй опыт проводился при pH 4,5, оптимальном для фермента фосфолипазы A.
Пример 11
Контроль: Фосфолипаза C (PLC) при нейтральном pH - 50 г сырых соевых камедей вносили в круглодонную колбу объемом 500 мл. Добавляли 10 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU004A1). Материал перемешивали с помощью верхнеприводной лопастной мешалки, оснащенной округлой лопастью из нержавеющей стали, подогнанной к изгибу колбы, со скоростью приблизительно 150 об/мин. Отверстие колбы покрывали пленкой Parafilm® во избежание испарения воды. Сырые камеди и фермент нагревали до 45°C при непрерывном перемешивании. Систему поддерживали в течение восьми часов. Затем установку разбирали и были собраны гидролизованные камеди. Камеди переносили в центрифужную пробирку и центрифугировали 15 мин при 5000 об/мин для отделения легкой фазы («масло») от тяжелой фазы («камеди»).
Содержание DAG в восстановленном масле оказалось равным 32,6%, по сравнению с исходным содержанием DAG в 1,5% отличалось на 31,1%. Большое увеличение содержания DAG закономерно при реакции PLC, при которой DAG далее не вступает в реакции. Фосфолипидный профиль, полученный анализом тяжелой фазы методом P31-ЯМР, подтвердил, что фосфатидильные группы были гидролизованы до фосфатных групп. Неожиданно было обнаружено малое количество «I», равно как и малые количества всех лизо-групп. Таким образом, PLC обладает некоторой активностью PLA в условиях реакции этого примера.
Пример 12
Контроль: Фосфолипаза A (PLA) при pH 4,5 - 50 г сырых соевых камедей вносили в круглодонную колбу объемом 500 мл. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и перемешивали 5 мин. Затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь перемешивали еще 5 мин. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. Добавляли 2 г Lecitase® фирмы Novozymes (PLA1 липаза, номер партии LYN05007). Материал перемешивали с помощью верхнеприводной лопастной мешалки, оснащенной округлой лопастью из нержавеющей стали, подогнанной к изгибу колбы, со скоростью приблизительно 150 об/мин. Отверстие колбы покрывали пленкой Parafilm® во избежание испарения воды. Сырые камеди и фермент нагревали до 45°C при непрерывном перемешивании. Систему поддерживали в течение восьми часов. Затем установку разбирали и были собраны гидролизованные камеди. Камеди переносили в центрифужную пробирку и центрифугировали 15 мин при 5000 об/мин для отделения легкой фазы («масло») от тяжелой фазы («камеди»).
Измеренное содержание DAG в восстановленном масле составило 3,8%, с повышением на 2,3%. Фосфолипидный профиль, полученный анализом тяжелой фазы методом P31-ЯМР, подтвердил, что фосфатидильные группы были гидролизованы до соответствующих лизо-групп, что закономерно при реакции PLA. Были обнаружены очень малые количества «C» и «E», равно как и «A». PLA не обладает значимой активностью PLC.
Пример 13
PLA при нейтральном pH - 50 г сырых соевых камедей, отделенных с помощью промышленной центрифуги для дегуммирования, вносили в круглодонную колбу объемом 500 мл. Добавляли 2 г Lecitase® фирмы Novozymes (PLA1 липаза, номер партии LYN05007). Материал перемешивали с помощью верхнеприводной лопастной мешалки, оснащенной округлой лопастью из нержавеющей стали, подогнанной к изгибу колбы, со скоростью приблизительно 150 об/мин. Отверстие колбы покрывали пленкой Parafilm® во избежание испарения воды. Сырые камеди и фермент нагревали до 45°C при непрерывном перемешивании. Систему поддерживали в течение восьми часов. Затем установку разбирали и были собраны гидролизованные камеди. Камеди переносили в центрифужную пробирку и центрифугировали 15 мин при 5000 об/мин для отделения легкой фазы («масло») от тяжелой фазы («камеди»). Содержание DAG в восстановленном масле составило 2,6%, с повышением всего на 1,1% DAG. Фосфолипидный профиль показал, что все «исходные» камеди были гидролизованы, но было обнаружено снижение количества лизо- и фосфо-производных по сравнению с контрольными условиями в примере 12. Результаты предполагают, что при условиях реакции данного примера фермент PLA не образует DAG, масла или соединений фосфора, но образует лизо-соединения и жирные кислоты.
Пример 14
PLC и PLA при нейтральном pH - 50 г сырых соевых камедей, отделенных с помощью промышленной центрифуги для дегуммирования, вносили в круглодонную колбу объемом 500 мл. Добавляли 10 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU004A1) и 2 г Lecitase® фирмы Novozymes (PLA1 липаза, номер партии LYN05007). Материал перемешивали с помощью верхнеприводной лопастной мешалки, оснащенной округлой лопастью из нержавеющей стали, подогнанной к изгибу колбы, со скоростью приблизительно 150 об/мин. Отверстие колбы покрывали пленкой Parafilm® во избежание испарения воды. Сырые камеди и фермент нагревали до 45°C при непрерывном перемешивании. Систему поддерживали в течение восьми часов. Затем установку разбирали и были собраны гидролизованные камеди. Камеди переносили в центрифужную пробирку и центрифугировали 15 мин при 5000 об/мин для отделения легкой фазы («масло») от тяжелой фазы («камеди»).
Содержание DAG в восстановленном масле составило всего 7,8% в сравнении с 32,6% DAG, полученными при использовании PLC в качестве единственного фермента. Фосфолипидный профиль подтвердил, что все фосфатидильные группы были гидролизованы до лизо- и фосфатных групп. Фосфатные соединения «C», «E» и «A» обнаруживали примерно в тех же количествах, что и в примере 11, за исключением того, что количество «I» оказалось значительно сниженным. Количество лизо-PE было слабо снижено, тогда как количества лизо-PC и лизо-PA оказались примерно в два раза выше, чем в примере 11, но не возросли сильно. Количество лизо-PI и лизо-PA были значительно выше, чем в примере 11, так как в «реакционном матриксе» также присутствовал фермент PLA и преобразовывал PI и PA в лизо-формы.
Анализ методом P-31 ЯМР не только подтвердил, что PLC превращает примерно то же количество фосфолипидов до фосфатных групп, как в контрольном примере 11, но также подтвердил, что оставшиеся фосфатидильные группы были преобразованы в лизо-формы, указывая на преобразование с помощью PLA. Этот результат удивителен, поскольку условия pH не были оптимальны для реакции с участием PLA. Количество DAG, присутствующих в масле, должно было составить около 33%, а не 7,8%, как было определено анализом ВЭЖХ.
Пример 15
PLC и PLA при pH 4,5 - 50 г сырых соевых камедей, отделенных с помощью промышленной центрифуги для дегуммирования, вносили в круглодонную колбу объемом 500 мл. Добавляли 2,0 г 50% вес./вес. раствора лимонной кислоты и перемешивали 5 мин. Затем добавляли 1,8 мл 4-молярного раствора гидроксида натрия и смесь перемешивали еще 5 мин. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. Добавляли 10 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU004A1) и 2 г Lecitase® фирмы Novozymes (PLA1 липаза, номер партии LYN05007). Материал перемешивали с помощью верхнеприводной лопастной мешалки, оснащенной округлой лопастью из нержавеющей стали, подогнанной к изгибу колбы, со скоростью приблизительно 150 об/мин. Отверстие колбы покрывали пленкой Parafilm® во избежание испарения воды. Сырые камеди и фермент нагревали до 45°C при непрерывном перемешивании. Систему поддерживали в течение восьми часов. Затем установку разбирали и были собраны гидролизованные камеди. Камеди переносили в центрифужную пробирку и центрифугировали 15 мин при 5000 об/мин для отделения легкой фазы («масло») от тяжелой фазы («камеди»).
Содержание DAG в восстановленном масле оказалось таким же, как в примере 14, 7,8%. Анализ фосфолипидного профиля подтвердил, что все фосфатидильные группы были полностью гидролизованы до фосфатных и лизо-групп, как в примерах 12-14. Фосфатные группы «C», «E», «I» и «A» обнаруживали примерно в тех же количествах, что и в примере 11. Содержание лизо-PC и лизо-PE оказалось значительно выше, чем в примере 11. Как и в примере 13, количества лизо-PI и лизо-PA были существенно выше, чем в примере 11, так как фермент PLA также присутствовал в «реакционном матриксе» и преобразовывал PI и PA в лизо-формы. Как и в примерах дегуммирования 1-10, количество DAG, обнаруженное в действительности, было меньшим, чем ожидалось исходя из данных P-31 ЯМР анализа; предполагается, что образующиеся DAG и FFA использовали в последующей реакции образования TAG.
Анализ методом P-31 ЯМР не только подтвердил, что PLC превращает примерно то же количество фосфолипидов до фосфатных групп, как в контрольном примере 11, но также подтвердил, что оставшиеся фосфатидильные группы были преобразованы в их лизо-формы с участием фермента PLA. Количество DAG, присутствующих в масле, должно было составить около 33%, а не 7,8%, как было определено анализом ВЭЖХ.
В таблице 7 кратко показаны фосфолипидные профили, полученные методом P31 ЯМР, где все числа выражают значения в процентах по весу от тяжелых фаз, отделенных от реакционных смесей примеров 11-15, показывая не вступившие в реакцию фосфатидильные остатки, лизо-группы, образующиеся в реакции с участием PLA, и фосфатные группы, полученные в реакции с PLC.
В таблице 8 кратко изложены начальные количества DAG и кислотность растворов (AV) исходных камедей для каждого из вышеописанных примеров 11-15, теоретическое количество DAG и FFA, которое должно было бы присутствовать в полученном масле, если все фосфолипиды в исходном масле вступили в реакцию с ферментами, и действительные количества DAG, присутствующие в полученном масле. Конечное содержание FFA не измерялось, так как процедура измерения FFA требует больше масла, чем было доступно из данных экспериментов. В каждом из этих примеров в восстановленном масле было обнаружено меньше DAG, чем ожидалось теоретически, дополнительно поддерживая вывод, что DAG участвует в образовании TAG в ходе реакции DAG с FFA.
**Теоретическое количество FFA включает количество, образующееся при реакции всех фосфолипидов с PLA. Если PLC и PLA участвуют в реакции совместно, то учитывается только FFA из фосфатидилсерина, фосфатидилинозитола и фосфатидной кислоты.
***Кислотность (AV) представляет собой количество миллиграммов гидроксида калия, необходимое для нейтрализации кислот в одном грамме образца (1). AV представляет собой титруемую кислотность, обусловленную фосфолипидами и свободными жирными кислотами. (2).
****Долю FFA не измеряли из-за нехватки количества образца для проведения титрования.
Следующий пример 16 идентичен по процедурным этапам примеру 15 за исключением того, что пример выполнен в удвоенном масштабе. Целью этого примера явилось подведение материального баланса всего образца до и после ферментативной реакции с участием PLA/PLC для подтверждения факта образования триацилглицеролов из сопутствующих продуктов реакции гидролиза фосфолипидов ферментами PLA/PLC.
Пример 16
PLC и PLA при pH 4,5 - 100 г сырых соевых камедей, отделенных с помощью промышленной центрифуги для дегуммирования, вносили в круглодонную колбу объемом 500 мл. Добавляли 4,0 г 50% вес./вес. раствора лимонной кислоты и размешивали 5 мин. Затем добавляли 3,6 мл 4-молярного раствора гидроксида натрия и смесь перемешивали еще 5 мин. Лимонная кислота и щелочь формировали слабый буфер с pH 4,5. Добавляли 20 г Purifine™ фирмы Verenium (PLC липаза, номер партии 90BU004A1) и 4 г Lecitase® фирмы Novozymes (PLA1 липаза, номер партии LYN05007). Материал перемешивали с помощью верхнеприводной лопастной мешалки, оснащенной округлой лопастью из нержавеющей стали, подогнанной к изгибу колбы, со скоростью приблизительно 150 об/мин. Отверстие колбы покрывали пленкой Parafilm® во избежание испарения воды. Сырые камеди и фермент нагревали до 45°C при непрерывном перемешивании. Систему поддерживали в течение восьми часов. Образцы исходных камедей и ферментативно обработанной смеси были исследованы «как есть» на содержание влаги, процентное содержание камедей и содержание нейтральных масел. Содержание нейтральных масел измеряли согласно способу, изложенному ниже в Приложении. Затем был проведен анализ отделенных нейтральных масел на содержание диацилглицерола. Результаты приведены в таблице 9.
Результат анализа исходных сырых камедей характерен для сырых камедей, полученных в процессе промышленного водного дегуммирования соевого масла. Камеди составили примерно 73%, а нейтральное масло примерно 27% от сухого вещества образца. Анализ «ферментативно обработанных камедей» в примере 16 показывает, что существенная часть присутствующих фосфолипидов подверглась гидролизу ферментами PLA/PLC, на что указывает снижение содержания камедей от 73 до 41%, тогда как количество триацилглицеролов возросло с 26,5% до 58,6%. Теоретически ожидаемое количество образующихся в данном процессе диацилглицеролов должно было составить 40,2%, но оказалось равным всего 13,2%. Был сделан вывод о том, что комбинация ферментов PLC и PLA, использованная для дегуммирования масла, очистка или модификация лецитинов образует триацилглицеролы, или масло.
Был описан способ образования триацилглицеролов из фосфатидилсодержащих камедей масла путем обработки камедей комбинацией ферментов PLA и PLC, в соответствии с которым DAG, продукт реакции PLC, и FFA, сопутствующий продукт реакции PLA, соединяются друг с другом в присутствии ферментов, образуя молекулы TAG. Эти два различных фермента могут взаимодействовать с камедями одновременно либо последовательно; в случае последовательного способа ферменты могут добавляться в любом порядке. Время реакции ферментов с камедями может занимать порядка четырех часов или меньше и может быть таким коротким, как около 30 мин. Ферменты, обладающие активностью PLA, могут быть выбраны из группы, состоящей из фермента фосфолипазы A1 и фермента фосфолипазы A2. Фермент PLA может присутствовать в реакционной смеси в концентрации примерно 2 м.д. активного фермента или меньше; или 1 м.д. активного фермента или меньше; или даже такой малой, как 0,5 м.д. активного фермента или меньше. Ферменты, обладающие активностью PLC, могут быть выбраны из группы, состоящей из фермента фосфолипазы C и фермента фосфатидилинозитолспецифичной фосфолипазы C. Фермент PLC может присутствовать в реакционной смеси в концентрации примерно 30 м.д. активного фермента или меньше; или 20 м.д. активного фермента или меньше; или даже такой малой, как 10 м.д. активного фермента или меньше.
Ферментативные реакции могут проводиться при температуре в интервале около 40-80°C, предпочтительно в интервале около 40-60°C. pH может иметь значение в интервале около 3-7. Ферментативной реакции может способствовать перемешивание, предпочтительно в течение 45 с или дольше, когда реакция осуществляется в лабораторном масштабе. Ожидается, что время, потраченное на размешивание, будет увеличено при переходе к промышленным масштабам, как должно быть известно специалистам в данной области техники. Также осаждение ацетоном фосфорсодержащих веществ позволит восстановить полученное масло; подобная процедура известна в данной области техники при получении обезжиренных лецитинов.
Несмотря на то что предпочтительные варианты осуществления изобретения были изложены в настоящем документе как известные на момент подачи заявки, другие варианты осуществления, включающие способ изобретения, будут очевидны для специалистов в данной области техники и все подобные варианты осуществления и их эквиваленты определены как попадающие под действие настоящей заявки, которая заключена в формуле изобретения настоящего документа.
ПРИЛОЖЕНИЕ
Для измерения нейтральных масел в примерах настоящей заявки применялся следующий способ.
Определение
Настоящий способ измеряет суммарное нейтральное масло, обнаруживаемое в сырых камедях, лизо-камедях или соапстоке необработанного масла.
Диапазон применения
Применение в отношении камедей, лизо-камеди и соапстоков.
Ссылки
Способы, одобренные Американским обществом нефтехимиков (A.O.C.S.):
A.O.C.S. способ G 5-40
A.O.C.S. способ Ca 2c-55
A.O.C.S. способ Ja 4-46
Оборудование
1. Мерный цилиндр - 100 мл
2. Мерный цилиндр - 50 мл
3. Мерный цилиндр - 25 мл
4. Одноразовые пробирки для центрифугирования - 50 мл (полипропилен)
5. Делительная воронка - 500 мл
6. Лабораторный стакан - 500 мл
7. Лабораторный стакан - 400 мл
8. Лабораторный стакан - 250 мл
9. Стеклянные палочки для перемешивания
10. Центрифуга
11. Эксикатор
12. Паровая баня
13. Печь - 105°C
Реактивы
1. Водный гидроксид калия (KOH) - 14% по весу.
2. Хлорид натрия (NaCl) - чистый для анализа.
3. Этиловый спирт - разрешены рецептуры специально денатурированного спирта 30 и 3A, 50% по объему. Смешивают 10 объемов 95% спирта и 9 объемов дистиллированной воды.
4. Этиловый спирт - разрешены рецептуры специально денатурированного спирта 30 и 3A, 10% по объему. Смешивают 2 объема 95% спирта и 17 объемов дистиллированной воды.
5. Петролейный эфир - степень чистоты соответствует стандарту Американского Химического Общества (ACS).
6. Ацетон - степень чистоты соответствует стандарту Американского Химического Общества (ACS).
7. Деионизованная или дистиллированная вода.
8. Азот - чистый и сухой.
Методика
1. Измерение % влажности образца проводите немедленно после осаждения образца. Примечание: AOCS 2c-55, температура снижена до 105°C из-за вспенивания мыльных образцов при 130°C. Время увеличено до 4 час.
2. Тщательно размешивайте образец и немедленно взвесьте.
3. Взвесьте 5 г (с точностью до 0,0001 г) образца в предварительно взвешенной одноразовой пробирке для центрифугирования объемом 50 мл. (Примечание: включая крышку и стакан (для того, чтобы центрифуга была в равновесии)).
4. Добавьте к образцу 35 мл холодного ацетона (держать в ванне со льдом) и очень хорошо перемешайте с помощью стеклянной палочки. Разрушьте осадок лецитина с помощью стеклянной палочки. Примечание: Ацетон становится ярко-желтым.
5. Закройте центрифужную пробирку.
6. Центрифугируйте ацетон 5 мин для отделения камедей от ацетона.
7. Перелейте ацетон в лабораторный стакан на 250 мл.
8. Повторите этапы с 4 по 7 четыре раза.
a. После последней экстракции извлеките камеди и перенесите в предварительно взвешенную ванночку для сушки. Дождитесь испарения излишков ацетона.
b. Поместите образец на ночь в сушильный шкаф с тягой на 105°C.
c. Охладите до комнатной температуры в эксикаторе и взвесьте содержимое ванночки для сушки и замерьте.
d. Вычислите процентную долю камеди в исходном образце и на основе сухого вещества.
9. Влейте слой ацетона в делительную воронку на 500 мл («A»).
10. Добавьте 50 мл воды в делительную воронку. Перемешайте.
11. Добавьте 50 мл петролейного эфира (P.E.). Перемешайте.
12. Добавьте в делительную воронку щепотку NaCl (~1/4 столовой ложки поваренной соли). Перемешайте.
13. Дождитесь разделения двух слоев. Извлеките нижний слой (ацетон/вода), включая возможную эмульсию, и перенесите в новую делительную воронку («B-1»). НЕ ВЫБРАСЫВАТЬ СЛОЙ P.E.
14. Добавьте 50 мл петролейного эфира (P.E.) к ацетон/водному слою из этапа 13. Перемешайте.
15. Дождитесь разделения двух слоев. Извлеките нижний слой (ацетон/вода) включая возможную эмульсию и перенесите в новую делительную воронку («B-2»).
16. Добавьте слой петролейного эфира к исходному экстракту P.E. из этапа 13 (делительной воронки «A»).
17. Повторите этапы с 14 по 16 два раза. Ацетон/водный слой может быть добавлен в уже использованную делительную воронку «B-1», указанную выше. По завершении последней экстракции можете выбросить ацетон/водный слой.
18. Добавьте 100 мл 50% этанола в делительную воронку, содержащую P.E. Перемешайте.
19. Добавьте 10 мл 14% KOH. Осторожно перемешайте.
20. Добавьте 50 мл 50% этанола в делительную воронку. Перемешайте.
21. Дождитесь полного разделения слоев. Не допускайте, чтобы слой P.E. контактировал со слоем спирт/KOH дольше 30 мин. НЕ ВЫБРАСЫВАТЬ СЛОЙ P.E.
22. Извлеките слой спирт/KOH и перенесите в новую делительную воронку.
23. Добавьте 50 мл P.E. в делительную воронку, содержащую слой спирт/KOH. Перемешайте.
24. Дождитесь разделения слоев. Соберите слой спирт/KOH и перенесите в новую делительную воронку. Добавьте слой P.E. к P.E. этапа 21.
25. Повторите этапы 23 и 24.
26. В делительную воронку, содержащую слои P.E., добавьте 25 мл 10% спирта, тщательно встряхните. Дождитесь разделения слоев. Удалите слой спирта. Выбросьте слой спирта.
27. Повторите этап 26 дважды. К третьей «промывке» (слой спирта), добавьте две капли фенолфталеина, чтобы убедиться, что слой нейтрален. Если слой становится розовым, повторите этап 26.
28. Аккуратно перенесите слой P.E. в тарированный стакан, который был предварительно высушен и охлажден в эксикаторе. Испарите P.E. на паровой бане под слабым потоком азота.
29. Как только P.E. удален, поместите стакан в печь на 30 мин при 105°C.
30. Охладите в эксикаторе до комнатной температуры и взвесьте.
31. Повторяйте процедуру, пока вес не перестанет меняться. (Постоянный вес достигнут, когда потери (или избыток) по весу не превышает 0,1% при периодической 30-минутной сушке).
Подсчет
Нейтральное масло, % (как есть) = масса нейтрального масла/масса образца × 100
Нейтральное масло, % (сухой вес) = {масса нейтрального масла/масса образца}/{100% влажности} × 100
Камеди, % (как есть) = масса сухих камедей/масса образца × 100
Камеди, % (сухой вес) = {масса сухих камедей/масса образца}/{100% влажности} × 100
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕРМЕНТАТИВНОЕ ОБЕССМОЛИВАНИЕ С ИСПОЛЬЗОВАНИЕМ СМЕСИ ФОСФОЛИПАЗ PLA И PLC | 2008 |
|
RU2477746C2 |
| СПОСОБЫ РАФИНИРОВАНИЯ МАСЛА | 2010 |
|
RU2573916C2 |
| КОМПОЗИЦИЯ ДЛЯ ФЕРМЕНТАТИВНОГО ДЕГУММИРОВАНИЯ МАСЛА | 2015 |
|
RU2680690C2 |
| СПОСОБ ДЕГУММИРОВАНИЯ КОМПОЗИЦИЙ, СОДЕРЖАЩИХ ТРИГЛИЦЕРИД | 2015 |
|
RU2680688C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ВОДНО-ФЕРМЕНТАТИВНОГО ДЕГУММИРОВАНИЯ РАСТИТЕЛЬНЫХ МАСЕЛ | 2014 |
|
RU2637134C2 |
| Полипептид, обладающий активностью фосфолипазы С, и его применение | 2019 |
|
RU2819269C2 |
| КЛОНИРОВАНИЕ, ЭКСПРЕССИЯ И ПРИМЕНЕНИЕ КИСЛЫХ ФОСФОЛИПАЗ | 2010 |
|
RU2567659C2 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОНАСЫЩЕННЫХ МАСЕЛ | 2013 |
|
RU2646057C2 |
| СПОСОБ УДАЛЕНИЯ СМОЛИСТЫХ ВЕЩЕСТВ ИЗ РАСТИТЕЛЬНОГО МАСЛА И ЕГО РАФИНИРОВАНИЯ | 2018 |
|
RU2772452C2 |
| Мутант фосфолипазы С с высокой ферментативной активностью | 2019 |
|
RU2818353C2 |

Изобретение относится к способу получения триацилглицеролов из камедей, отделенных от маслосодержащих продуктов. Камеди обрабатываются одним или более ферментами, обладающим активностью PLA при температуре около 40-60°C и при pH около 3-7 в течение не более чем 4 часов, что приводит к образованию лизо-фосфолипидов и свободных жирных кислот. Камеди обрабатываются одним или более ферментами, обладающими активностью PLC при температуре около 40-80°C и при pH около 8 или менее в течение не более чем 30 мин для образования диацилглицеролов и фосфатов. Полученные в результате самостоятельных реакций диацилглицеролы и свободные жирные кислоты воссоединяются в присутствии не менее одного из указанных ферментов, образуя новые молекулы триацилглицеролов. 20 з.п. ф-лы, 8 ил., 9 табл., 16 пр.
1. Способ получения триацилглицеролов из камедей масла, включающий
(a) обеспечение масляной композицией, содержащей некоторое количество камедей масла, где указанные камеди содержат фосфолипиды,
(b) отделение камедей масла от масляной композиции для получения первой фракции, практически не содержащей примесей камеди, и второй фракции, содержащей отделенные камеди масла,
(c) обработку второй фракции одним или более ферментами, обладающими активностью PLA при температуре около 40-60°C и при pH около 3-7 в течение не более чем примерно 4 ч, для образования свободных жирных кислот,
(d) обработку второй фракции одним или более ферментами, обладающими активностью PLC при температуре около 40-80°C и при pH около 8 или менее в течение не более чем примерно 30 мин, для образования диацилглицеролов,
таким образом, что указанные жирные кислоты и указанные диацилглицеролы взаимодействуют друг с другом в присутствии не менее одного из указанных ферментов, образуя триацилглицеролы.
2. Способ по п.1, где этапы (c) и (d) осуществляют практически одновременно.
3. Способ по п.1, где этап (c) осуществляют перед этапом (d).
4. Способ по п.1, где этап (d) осуществляют перед этапом (c).
5. Способ по п.1, где один или более ферментов с активностью PLA выбраны из группы, состоящей из фермента фосфолипазы А1 и фермента фосфолипазы А2.
6. Способ по п.1, где один или более ферментов с активностью PLC выбраны из группы, состоящей из фермента фосфолипазы С и фермента фосфатидилинозитол - специфичной фосфолипазы С.
7. Способ по п.1, где масляная композиция включает необработанное масло.
8. Способ по п.1, где этап отделения камедей от масляной композиции проводят способом, выбранным из группы, состоящей из водного дегуммирования, кислотного дегуммирования, щелочного рафинирования и ферментативного дегуммирования, за исключением дегуммирования с помощью комбинации PLA и PLC.
9. Способ по п.8, где этап отделения камедей от масляной композиции проводят щелочным рафинированием и pH отделенных камедей доводят до примерно 8 или менее перед обработкой указанными ферментами.
10. Способ по п.1, где указанный фермент PLC присутствует в количестве около 30 м.д. активного фермента или меньше.
11. Способ по п.10, где указанный фермент PLC присутствует в количестве около 20 м.д. активного фермента или меньше.
12. Способ по п.11, где указанный фермент PLC присутствует в количестве около 10 м.д. активного фермента или меньше.
13. Способ по п.1, где указанный фермент PLA присутствует в количестве около 2 м.д. активного фермента или меньше.
14. Способ по п.13, где указанный фермент PLA присутствует в количестве около 1 м.д. активного фермента или меньше.
15. Способ по п.14, где указанный фермент PLA присутствует в количестве около 0,5 м.д. активного фермента или меньше.
16. Способ по п.1, где смесь второй фракции и ферментов сначала перемешивают.
17. Способ по п.16, где продолжительность перемешивания составляет по меньшей мере примерно 45 с.
18. Способ по п.1, включающий этап добавления некоторого количества воды.
19. Способ по п.18, где некоторое количество воды составляет по меньшей мере примерно 1,5 мас.% в расчете на общую смесь.
20. Способ по п.19, где некоторое количество воды составляет по меньшей мере примерно 3,0 мас.% в расчете на общую смесь.
21. Способ по п.20, где некоторое количество воды составляет по меньшей мере примерно 4,5 мас.% в расчете на общую смесь.
| Литейная жаростойкая сталь | 1989 |
|
SU1624047A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| P.О'Брайен "Жиры и масла" | |||
| - СПб.: Издательство "Профессия", 2007. | |||

