Данное изобретение относится к устройству и способу позиционирования и блокирования люнетов, предназначенных для валков прокатного стана, в шлифовальных станках, а также к шлифовальным станкам, в которых применяются данные устройство и способ.
Шлифовальные станки для валков прокатного стана являются крупногабаритным оборудованием и применяются на сталелитейных заводах для восстановления особенностей поверхностного рельефа и структурной целостности валков, используемых в клетях прокатного стана, с обеспечением продолжительного срока службы и высокого качества производимой листовой стали.
Зачастую такие станки снабжены неразрушающей системой контроля для определения и обнаружения дефектов, таких как, например, поверхностные и/или внутренние трещины, пережоги, царапины различной формы и т.д., которые влияют как на качество прокатного изделия, так и на срок службы валка.
Основной производственный процесс, в особенности выполняемый на цилиндрических валках очень малого диаметра, предусматривает поддержку валка с помощью устройств, так называемых люнетов, которые обеспечивают достаточно прочную опору валка, не вызывающую дефекта формы профиля.
При необходимости люнеты должны быть расположены идеальным образом для каждой конфигурации валка. Их расположение и закрепление, как правило, выполняют вручную или с помощью гидравлических систем, которые функционируют на подвижных блокирующих элементах оснований люнетов.
Существующие на сегодняшний день технологии предусматривают автоматическую работу люнетов только в случае их применения в условиях шлифования, но до сих пор ничего не было предпринято в отношении их исходного позиционирования.
При условии значительных отличий в форме и размерах шлифуемых валков, диаметр которых на сегодняшний день обычно определяют уже после расположения валка на станке, необходимо, чтобы позиционирование выполняли опытные операторы.
Кроме того, операцию позиционирования выполняют в присутствии смазочных веществ, охлаждающих материалов и отходов, оставшихся после выполнения предыдущих операций по обработке, например, в присутствии абразивов и металлических частиц, которые имеют тенденцию к осаждению и отложению в зонах перемещения люнетов.
Таким образом, при работе в условиях повышенной загрязненности вмешательства оператора занимают много времени, идущего на выполнение регулировки люнетов, что существенно влияет на общие производственные затраты, связанные со станком.
Кроме того, такие условия дополнительно ограничивают применение автоматического позиционирования люнетов тем, что люнеты подвергаются чрезмерному износу, а следовательно, существует необходимость в их частой чистке и техническом обслуживании, обусловленная средой, в которой они должны работать.
Для уменьшения остатков и отложений в зонах перемещения люнетов можно использовать защитные и/или очищающие устройства, но их стоимость такова, что выгоднее выполнять ручное позиционирование.
Основной целью данного изобретения является преодоление вышеупомянутых недостатков известного уровня техники чрезвычайно простым, недорогим и технически целесообразным способом.
Другой целью данного изобретения является предложение технического решения, позволяющего выполнять операции позиционирования люнетов легко, быстро, без загрязнений и износа.
Еще одной целью данного изобретения является создание устройства и способа для позиционирования и блокирования люнетов, которые могут обеспечить высокий уровень автоматизации всей операции шлифовки, выполняемой на шлифовальном станке.
Принимая во внимание вышеупомянутые цели, в данном изобретении предложена идея создания устройства и способа для позиционирования и блокирования люнетов, отличительные особенности которых описаны в прилагаемой формуле изобретения.
Кроме того, было признано целесообразным изготовление шлифовальных станков, в частности, для валков прокатного стана, в которых используется предложенное позиционирующее и блокирующее устройство.
Конструктивные и функциональные особенности и преимущества данного изобретения по сравнению с известным уровнем техники более понятны и очевидны из описания, приведенного ниже со ссылкой на прилагаемые чертежи, на которых изображено позиционирующее и блокирующее устройство люнета, выполненное в соответствии с инновационными принципами данного изобретения, и на которых:
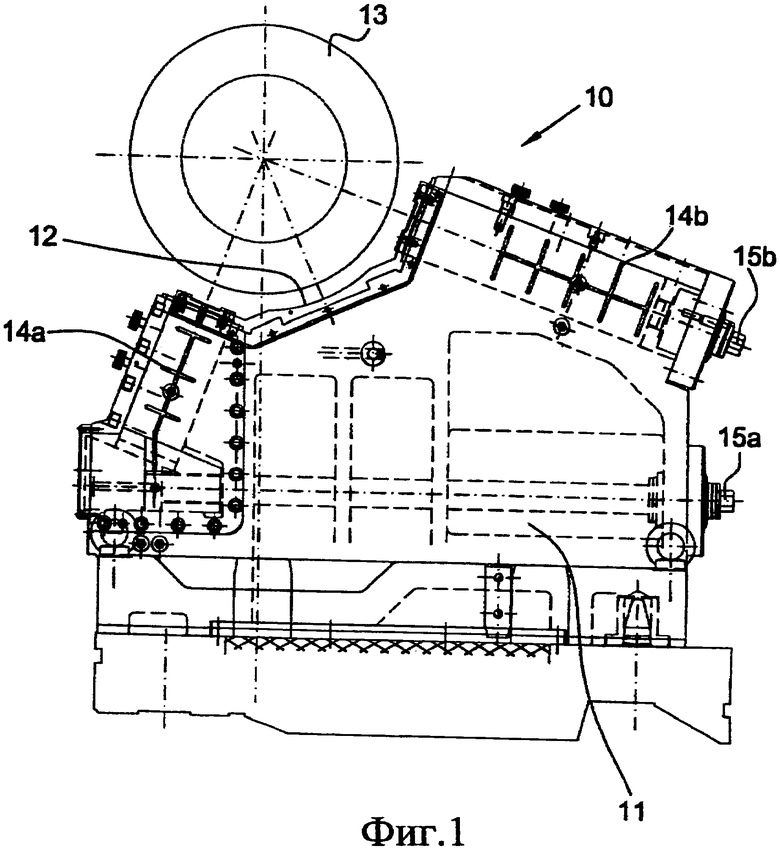
фиг.1 изображает увеличенный вид сбоку люнета, в котором используется предложенное позиционирующее и блокирующее устройство,
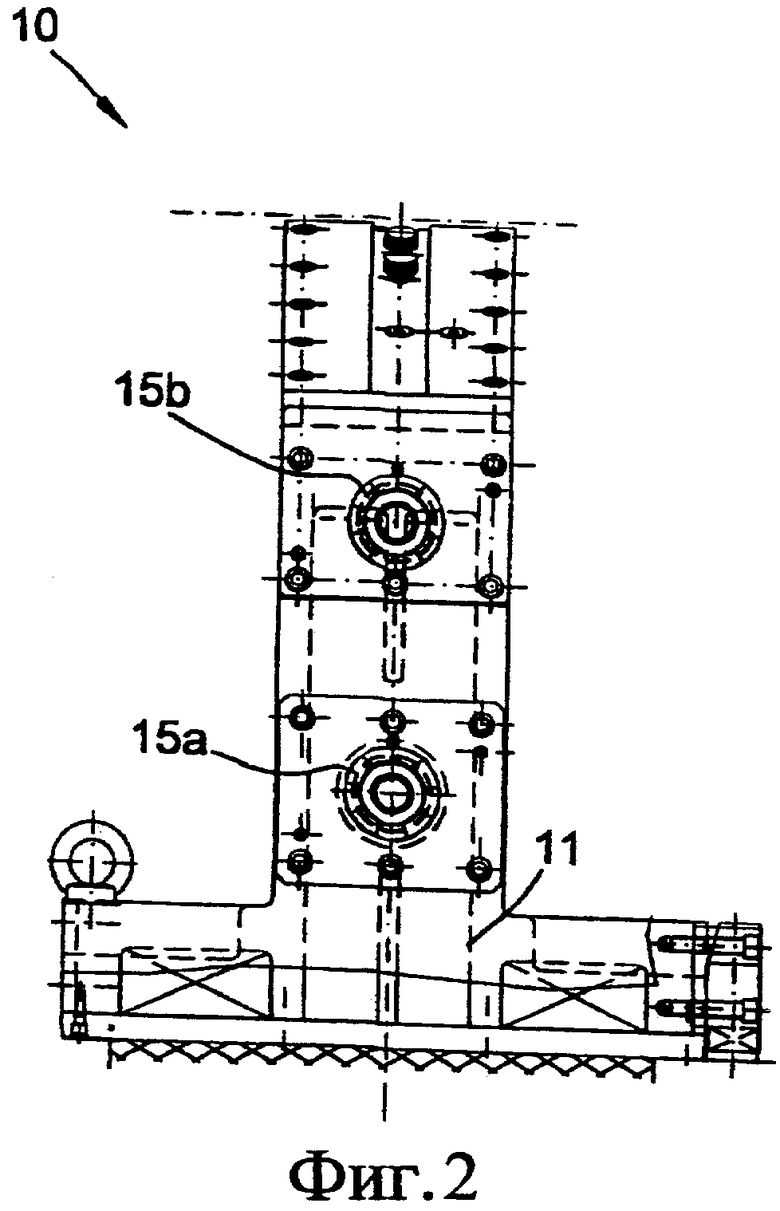
фиг.2 изображает вид люнета, показанного на фиг.1, по стрелке F,
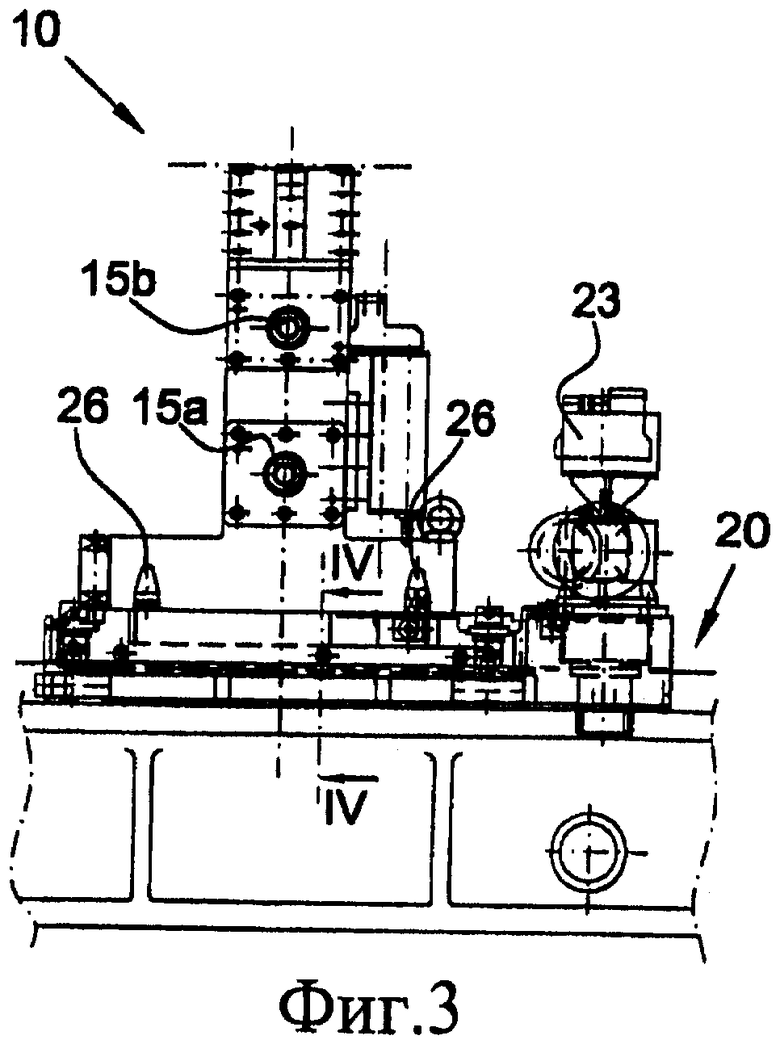
фиг.3 изображает вид люнета, установленного на предложенном устройстве, со стороны, показанной на фиг.2,
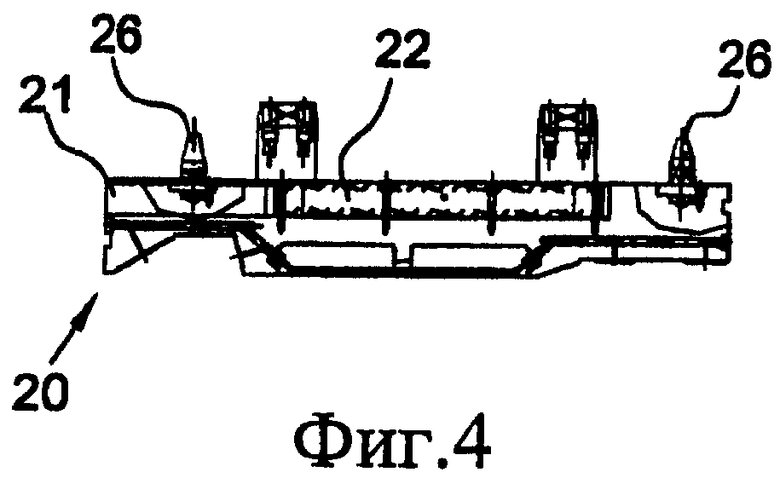
фиг.4 изображает разрез предложенного устройства по линии IV-IV на фиг.3,
фиг.5 изображает вид сверху предложенного устройства.
В соответствии с чертежами люнет, в которым используется позиционирующее и блокирующее устройство 20, являющееся предметом данного изобретения, обозначен в целом номером 10 позиции и в изображенном варианте выполнения изобретения содержит несущий корпус 11 с опорной поверхностью 12, предназначенной для прокатного валка 13.
Кроме того, из опорной поверхности 12 выступают по меньшей мере два контактных средства 14а, 14b, выполненных с возможностью регулировки в радиальном направлении, предназначенных для взаимодействия со шлифуемым валком 13 и управляемых с помощью соответствующих регулировочных средств 15а, 15b.
Люнет 10 размещен с возможностью снятия на указанном устройстве 20, которое содержит плоскую каретку 21, снабженную моторизованным перемещающим средством 23, предназначенным для перемещения люнета 10 в нужное положение. Кроме того, устройство 20 содержит центрирующие штыри 26, предназначенные для точного позиционирования корпуса 11 люнета 10 на указанном устройстве, которое также преимущественно содержит магнитное блокирующее средство 22, выполненное предпочтительно в виде магнитного основания 22, действующего на плоской каретке 21 и установленного в ней у установочной поверхности люнета 10.
Применение магнитного основания 22 обеспечивает преимущество, позволяющее исключить использование направляющих, отверстий или иных решений, обеспечивающих надежную блокировку корпуса 11 люнета 10 относительно каретки 21.
Для обеспечения такой надежной блокировки между корпусом 11 люнета 10 и кареткой 21 магнитное основание 22 содержит по меньшей мере один магнит соответствующего размера.
Кроме того, исключительно в случае поперечного давления могут потребоваться конические блокирующие направляющие, имеющие, однако, небольшой размер, обеспечивающий их полное покрытие корпусом 11 люнета и постоянную защиту от попадания на них рабочей жидкости.
Плоская каретка 21 предпочтительно имеет идеально гладкую контактную поверхность 24 без каких-либо шероховатостей. Требование гладкой контактной поверхности 24 каретки 21 обусловлено тем, что устройство 20 работает в загрязненной среде, и в противном случае смесь ферромагнитного и керамического материалов под действием магнитной силы основания 22 может проникать в любой имеющийся промежуток.
Таким образом, при отсутствии гладкой поверхности осажденные остатки могут нарушить работу управляющих устройств магнита и, следовательно, повысить необходимость проведения работ по техническому обслуживанию.
Наряду с износом и нарушением работы систем магнитного взаимодействия значительный налет материала обычно усложняет и делает невоспроизводимыми как операции позиционирования, так и операции выравнивания люнетов 10.
Идеально гладкая поверхность 24 каретки 21 снижает накопление отложений остатков, образовавшихся при шлифовании.
Поверхность 24 получают путем разработки покрытия зоны 22 магнитов, которое проходит по их периметру и покрывает всю контактную поверхность каретки 21.
Такое покрытие 24 предпочтительно выполняют сплошным из ферромагнитного материала для обеспечения уменьшения рассеиваний магнитного поля, проявляющихся в виде увеличения зазора магнитной цепи.
Как вариант, возможно использование покрытий, выполненных из диамагнитного или немагнитного материала, даже несмотря на то, что в случае материалов такого типа требуется уменьшение толщины стенок для обеспечения предотвращения рассеиваний магнитного поля.
Указанное водонепроницаемое покрытие 24 отделяет магниты от рабочей зоны и предотвращает проход загрязняющих жидкостей к системам контактного взаимодействия, которые при любых обстоятельствах могут вызвать выход из строя или нарушение работы. Кроме того, отсутствие шероховатостей наряду с уменьшением количества осаждающегося материала значительно облегчает проведение работ по техническому обслуживанию. Фактически, отпадает необходимость в удалении отходов, попавших в промежутки, которые имеются также в блокирующих устройствах, работающих без применения магнитных элементов.
Систему генерации поля предпочтительно образуют из постоянных магнитов с более высокими показателями накопления энергии.
В частности, постоянные магниты удерживаются в зафиксированном положении, а для создания противодействующего поля, которое компенсирует собственное поле корпуса 11 люнета 10, имеется устройство 25.
Такая конфигурация уменьшает проблему магнитного гистерезиса, вызванного любым промежуточным средством, находящимся между магнитом и люнетом.
Фактически, при использовании соленоидов или накладных/съемных магнитов материал, окружающий зону блокирования корпуса 11 люнета 10, в свою очередь в незначительной степени намагничивается, еще больше повышая накопление отложений.
Обеспечиваемая в соответствии с данным изобретением возможность установки величины поля, создаваемого соленоидами, позволяет также учесть влияние собственной поляризации промежуточного ферромагнитного материала, что облегчает проведение операций по отсоединению корпуса 11 от люнета 10 и очистки его опорной поверхности 24.
Кроме того, с точки зрения технического обслуживания корпус люнета 10, выполненный из ферромагнитного материала, полностью покрывает зону 22 максимального поля с образованием замкнутой магнитной цепи. Это обеспечивает повышенную силу сцепления наряду с уменьшением вероятности возникновения более существенных осаждений в результате действия неконтролируемых магнитных полей.
Чаще всего при выполнении операций по очистке и техническому обслуживанию в условиях отсутствия поля снижается эффект блокирования магнитного поля, дополнительно увеличивающий продолжительность и стоимость работ.
В частности, позиционирующее и блокирующее устройство работает следующим образом.
Включают устройство 25, которое создает противодействующее поле, направленное противоположно собственному магнитному полю, генерируемому магнитами, установленными в магнитном основании 22. Таким образом, корпус 11 люнета находится в разблокированном состоянии с обеспечением возможности его удаления и замены.
Кроме того, противодействующее поле можно установить таким образом, чтобы оно оказывало противодействие любым эффектам гистерезиса, возникающим в металлическом покрытии магнитного основания 22.
Таким образом, имеется возможность замены люнета 10 на другой люнет, необходимый для валка другого типа.
Непосредственно перед позиционированием нового люнета 10 на поверхности 21 оператор с помощью распылительной насадки или других подобных средств выполняет очистку зоны 21 плоской каретки, где происходит блокирование корпуса 11 люнета 10 относительно магнитного основания 22.
Такие операции по очистке также выполняют в отсутствие магнитного поля, то есть при наличии противодействующего поля, которое компенсирует собственное поле магнитов. Таким образом, облегчается извлечение и удаление отходов, образовавшихся в результате выполнения предыдущей операции.
После установки корпуса 11 люнета 10 на поверхности 22 противодействующее поле отключают. Отключение противодействующего поля, создаваемого соответствующим устройством 25, обеспечивает возможность притягивания корпуса 11 люнета 10, расположенного на центрирующих штырях 26, собственным полем постоянных магнитов магнитного основания 22 вследствие воздействия силы, достигающей нескольких тонн, независимо от магнитного промежутка, величина которого изменяется от 0 до 1 мм.
Такая магнитная сила действует в центральной зоне плоской каретки 21, предотвращая влияние побочных магнитных полей на нормальную работу механизмов перемещения люнетов 10.
Устройство 20 остается в условиях контактного взаимодействия на протяжении всего периода выполнения операций по шлифовке валка 13.
В конце цикла общее магнитное поле снова сводят к нулю с обеспечением возможности удаления и замены люнета 10 в случае необходимости.
Дополнительная операция по очистке позволяет легко удалить всю накопившуюся грязь с гладких стенок плоских притягивающих зон магнитов.
В отсутствие блокирующего поля или существенных механических затруднений проведение подобных операций по очистке может занимать примерно на 25% меньше времени по сравнению со временем восстановления при использовании инструментов обычной конфигурации.
Кроме того, экспериментальные оценочные испытания, проведенные с учетом указанных решений, показали, что все операции, связанные с люнетами (перемещение, блокирование, разблокирование, очистка и восстановление конфигурации), могут быть легко выполнены за общее время, сниженное на 20% по сравнению со временем при использовании обычных механизмов.
Таким образом, магнитная система блокирования люнетов предоставляет возможность уменьшения времени, необходимого для замены люнетов, принимая во внимание операции, выполняемые во время обычного производственного процесса, что, таким образом, обеспечивает существенное промышленное преимущество шлифовальных станков, в которых используется данная система.
Кроме того, указанные позиционирующие и блокирующие устройства люнетов требуют не более одного вмешательства опытного оператора, в частности, выполняемого для обеспечения блокирования люнетов, что, таким образом, обеспечивает возможность более высокого уровня автоматизации всего процесса шлифования.
Из описаний, приведенных выше со ссылкой на чертежи, понятно, что предложенное позиционирующее и блокирующее устройство обладает практической пользой и преимуществами.
Следовательно, оно обеспечивает достижение цели, указанной во вводной части описания.
Очевидно, что формы предложенного устройства могут отличаться от форм, изображенных на чертежах, которые приведены исключительно в качестве примера и не являются ограничивающими. То же относится и к используемым материалам.
Таким образом, объем правовой охраны изобретения ограничен прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕЩЕНИЯ РАБОЧИХ ЦИЛИНДРОВ НА ШЛИФОВАЛЬНОМ СТАНКЕ И ШЛИФОВАЛЬНЫЙ СТАНОК, В КОТОРОМ РЕАЛИЗУЕТСЯ ЭТОТ СПОСОБ | 2011 |
|
RU2580966C2 |
| НЕЗАВИСИМОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАЛЬНЫХ СТАНКОВ | 2006 |
|
RU2411446C2 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| ШЛИФОВАЛЬНО-ОПОРНОЕ УСТРОЙСТВО | 2010 |
|
RU2538443C2 |
| ПОЗИЦИОНИРОВАНИЕ ШПИНДЕЛЯ С РЕГУЛИРОВКОЙ МИКРОМЕТРИЧЕСКОЙ ПОДАЧИ И НАКЛОНА ОСИ ЕГО ВРАЩЕНИЯ | 2016 |
|
RU2699693C1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ С ИЗНОШЕННЫМИ ТРЕФАМИ | 2001 |
|
RU2202423C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| СПОСОБ ШЛИФОВАНИЯ ВАЛКОВ И ЛЮНЕТ | 2004 |
|
RU2270084C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СПОСОБ ШЛИФОВАНИЯ ПРОКАТНЫХ ВАЛКОВ (ВАРИАНТЫ) | 2003 |
|
RU2281849C2 |
Изобретение относится к машиностроению и может быть использовано при шлифовании валков прокатного стана на шлифовальных станках. Устройство для позиционирования и блокирования люнета содержит плоскую каретку, которая снабжена перемещающим средством и магнитным блокирующим средством. Предусмотрен шлифовальный станок, в котором использован люнет, размещенный на упомянутом устройстве. А также раскрыта последовательность действий по установке люнета на шлифовальном станке. В результате уменьшается время на проведение операций, связанных с люнетами, при использовании простых средств и обеспечивается высокий уровень автоматизации процесса шлифования прокатных валков. 3 н. и 13 з.п. ф-лы, 5 ил.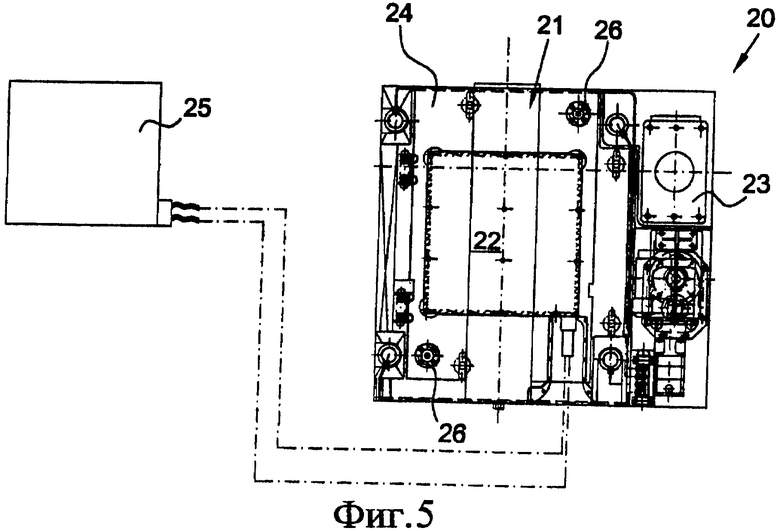
1. Устройство (20) для позиционирования и блокирования люнета (10) шлифовального станка для валков прокатного стана, отличающееся тем, что оно содержит, по существу, плоскую каретку (21), которая снабжена перемещающим средством (23) и блокирующим средством (22), причем блокирующее средство является магнитным.
2. Устройство (20) по п.1, отличающееся тем, что магнитное блокирующее средство (22) генерирует в целом заранее устанавливаемое магнитное поле.
3. Устройство (20) по п.2, отличающееся тем, что оно содержит устройство (25) для создания противодействующего поля, предназначенное для противодействия собственному магнитному полю, генерируемому магнитным блокирующим средством (22).
4. Устройство (20) по п.1, отличающееся тем, что магнитное блокирующее средство (22) содержит по меньшей мере один постоянный магнит.
5. Устройство (20) по п.1, отличающееся тем, что плоская каретка (21) имеет контактную поверхность, по существу, не имеющую шероховатостей.
6. Устройство (20) по п.5, отличающееся тем, что магнитное блокирующее средство (22) имеет водонепроницаемое покрытие (24).
7. Устройство (20) по п.6, отличающееся тем, что указанное покрытие (24) проходит по периметру магнитного блокирующего средства (22).
8. Устройство (20) по п.6, отличающееся тем, что указанное покрытие (24) выполнено из ферромагнитного материала.
9. Устройство (20) по п.6, отличающееся тем, что указанное покрытие (24) выполнено из диамагнитного материала.
10. Устройство (20) по п.6, отличающееся тем, что указанное покрытие (24) выполнено из немагнитного материала.
11. Устройство (20) по п.6, отличающееся тем, что указанная поверхность не имеет шероховатостей и образована с помощью указанного покрытия (24).
12. Устройство (20) по любому из пп.1-11, отличающееся тем, что плоская каретка (21) содержит центрирующие штыри (26).
13. Устройство (20) по любому из пп.1-11, отличающееся тем, что плоская каретка (21) содержит блокирующие конические направляющие.
14. Шлифовальный станок для валков прокатного стана, содержащий по меньшей мере один люнет (10), который содержит корпус (11), имеющий по меньшей мере одну опорную поверхность (12), и контактные средства (14а, 14b), выполненные с возможностью регулировки в радиальном направлении, отличающийся тем, что люнет (10) размещен с возможностью снятия на осевом позиционирующем и блокирующем устройстве (20) по любому из пп.1-13.
15. Способ позиционирования и блокирования люнета (10) в шлифовальном станке для валков прокатного стана по п.14, включающий установку валка (13) прокатного стана в шлифовальный станок,
включение устройства (25) для создания противодействующего поля, которое уменьшает собственное магнитное поле, генерируемое магнитным блокирующим средством (22),
перемещение люнета (10) в положение соединения с валком (13) прокатного стана,
отключение устройства (25) для создания противодействующего поля с блокированием люнета (10) относительно плоской каретки (21) посредством магнита,
выполнение шлифования валка (13) прокатного стана.
16. Способ по п.15, отличающийся тем, что выполняют операции по очистке указанного покрытия (24) при включенном устройстве (25) для создания противодействующего поля.
| РЕГУЛЯТОР ДАВЛЕНИЯ ГАЗА ПРЯМОГО ДЕЙСТВИЯ | 0 |
|
SU262039A1 |
| JP 2003266258 А, 24.09.2003 | |||
| US 3145613 А, 25.08.1964 | |||
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ С ИЗНОШЕННЫМИ ТРЕФАМИ | 2001 |
|
RU2202423C1 |
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |

