Данное изобретение относится к независимому измерительному устройству, предназначенному для шлифовальных станков.
В частности, данное изобретение относится к измерительному устройству, предназначенному для цилиндров, валков и подобных элементов, измерение характеристик которых необходимо производить во время операции шлифования, и снабженному системами определения геометрических и пространственных характеристик (например, круглости, формы, диаметра и т.д.) и/или структурных характеристик (например, наличия трещин и наклепа, измерения твердости и т.д.) и/или характеристик поверхности (например, шероховатости, состояний поверхностного натяжения и т.д.).
Станки для шлифования валков прокатных станов, предназначенных для производства полос из металла, являются крупногабаритными машинами, которые должны обеспечивать высокие эксплуатационные характеристики в плане повторяемости и точности выполняемых измерений в дополнение к точности определения получаемой геометрической формы.
Обеспечение этих характеристик, относящихся к точности, качеству поверхности и стабильности, в широком диапазоне размеров (в диаметре до 2 м и свыше и по длине до 10 м и свыше) необходимо в целом ряде отраслей промышленности, помимо прокатки плоских металлических и неметаллических изделий, например, в бумажной и полиграфической промышленности, при производстве двигателей и крупногабаритных гидравлических систем, например поршней, приводных и коленчатых валов для судовых двигателей.
Как правило, использование этих станков необходимо всякий раз, когда большие размеры компонентов связаны со сложными и ограничительными геометрическими и поверхностными характеристиками, а также с характеристиками структурной целостности.
Например, в черной металлургии и сталелитейной промышленности для операций восстановления валков прокатных станов обычной практикой является их обработка на производственных участках, смежных с самим прокатным станом, называемых «участками обработки валков», или в мастерских, предназначенных для обслуживания различных прокатных станов. На этих участках собираются изношенные и/или поврежденные валки для обработки шлифованием с целью восстановления расчетных параметров, требуемых при прокатке.
Даже весьма небольшие изменения в расчетном профиле и крутости прокатных валков вызывают волнистость полос, отметины на поверхности и следы, которые снижают рыночную стоимость тонн стали при очевидном ущербе для завода, который их производит и получает соответствующую прибыль. Кроме того, отклонения от требуемой шероховатости создают осложнения на последующих этапах защитной обработки поверхности полосы. В конечном счете, небольшие дефекты поверхности (такие как, например, трещины, наклеп и т.д.) угрожают структурной целостности валка, увеличивая опасность аварий (например, неустранимых повреждений), вызывающих остановки производства и огромные расходы на ремонт, разумеется, в дополнение к наиболее важному аспекту - безопасности обслуживающего персонала.
Для оптимизации процедуры восстановления валка необходимо измерять и последовательно корректировать его геометрию во время процесса шлифования. Одновременно необходимо определять наличие и положение дефектов, чтобы произвести соответствующую обработку шлифованием для их устранения.
В существующем уровне техники существуют два альтернативных решения для измерения параметров таких валков:
- в бумажной промышленности были разработаны системы, построенные на четырех точках и позволяющие получить отличную качественную характеристику для определения параметров крутости валка. Однако это решение ограничено тем, что система расположена на каретке держателя шлифовального круга и, следовательно, функционирует согласованно с ней. Таким образом, что касается качества определения параметров, то результаты измерений геометрических и пространственных характеристик являются удовлетворительными, однако они не могут быть выполнены во время шлифования, тогда как дефекты структуры и поверхности подлежат выборочному контролю. Из различия размеров шлифовального круга и датчиков следует, что ширина измерительного кольца меньше ширины, получаемой посредством шлифовального круга, что не позволяет датчику покрывать всю площадь, которая должна быть проанализирована. Поскольку таким образом измерение является неполным, невозможно обеспечить обнаружение всех дефектов;
- в противоположность этому в черной металлургии и сталелитейной промышленности, наряду с «традиционными» синхронными способами измерений (измерительный прибор смонтирован на каретке держателя шлифовального круга), но с проведением геометрического и пространственного анализа с помощью двух датчиков, которые имеют вышеописанные ограничения, были разработаны решения, основанные на использовании асинхронных способов определения дефектов (независимый измерительный прибор), которые используют две точки для проведения геометрических и пространственных измерений (форма, профиль, диаметр и т.д.).
Нормативные положения (например, стандарт ISO 4292) определяют, что полное и всестороннее измерение крутости должно проводиться посредством двух измерений в трех точках и одного измерения в двух точках, при этом данные измерения должны быть выполнены независимо друг от друга. Таким образом, очевидно, что существующие на рынке в настоящее время технология и оборудование не могут обеспечить проведение всесторонних измерений. С другой стороны, эти устройства прекрасно подходят для определения структурных и поверхностных характеристик, так как асинхронная система соотносит высоту кольца с размером датчиков.
В «традиционном» цикле (синхронном) для выполнения полного анализа всей обрабатываемой площади необходимо три этапа:
- проход шлифовального круга,
- контроль геометрических и пространственных параметров и, как вариант, структурных параметров,
- определение параметров для новой обработки.
Эти операции должны быть выполнены последовательно, увеличивая время, необходимое для проведения цикла.
Кроме того, тот факт, что работа выполняется в разное время, вызывает возможные ошибки, обусловленные изменением конфигурации системы в результате случайных событий между двумя проходами.
Основной целью данного изобретения является таким образом создание измерительного устройства для шлифовальных станков, обеспечивающего устранение вышеприведенных недостатков существующего уровня техники путем выполнения измерения геометрических характеристик для четырех точек, которое работает совместно со «структурными» и/или «поверхностными» датчиками в системе с асинхронным перемещением и которое, среди прочего, отвечает требованиям, определенным в нормативных положениях ISO.
Таким образом, эта система также может работать одновременно с выполнением шлифования валка.
Принимая во внимание вышеуказанные цели, в соответствии с данным изобретением предложено независимое измерительное устройство для использования на шлифовальных станках, в частности измерительное устройство для шлифуемых цилиндров, валков и подобных элементов, снабженное средствами контроля геометрических, и/или пространственных, и/или структурных, и/или поверхностных параметров, имеющее характеристики, определенные в приложенной формуле изобретения.
Морфологические и функциональные характеристики данного изобретения, а также его преимущества по сравнению с существующим уровнем техники будут более очевидны из последующего описания со ссылками на прилагаемый чертеж, на котором показан неограничивающий пример данного изобретения и который схематически иллюстрирует независимое измерительное устройство для шлифовальных станков, созданное в соответствии с инновационными принципами самого изобретения.
В соответствии с данным чертежом шлифовальный станок 10 для валков 11, цилиндров и подобных элементов содержит по меньшей мере одно основание 12, на котором с возможностью перемещения расположены каретка 20, перемещающая шлифовальный узел 21, снабженный шлифовальный кругом 22, и опорная каретка 40 независимого средства измерений, перемещающая измерительное устройство 50.
Устройство 50 измерения и определения геометрических характеристик валка 11 используется не только с валками от прокатного стана, предназначенного для получения полосового металлопроката, но также и в других отраслях промышленности, в которых есть процессы шлифования цилиндров, валков и других подобных элементов - в бумажной промышленности и, в более общем случае, при производстве плоских неметаллических катаных заготовок и/или в таких областях, как производство судовых двигателей и/или крупногабаритных гидравлических систем.
Таким образом, устройство 50 установлено на независимой системе - измерительной каретке 40 и, в качестве первой особенности, имеет клещеобразную конструкцию 51, снабженную по меньшей мере одним верхним кронштейном 52, на котором расположены верхние датчики 54, и нижним кронштейном 53, на котором расположен по меньшей мере один нижний датчик 55.
Данная клещеобразная конструкция выполнена с возможностью размыкания/смыкания путем поступательного перемещения и/или вращения по меньшей мере одного из кронштейнов 52, 53 в направлении, показанном стрелкой F, с обеспечением вхождения в контакт с валком 11 на этапе измерения и в то же время с обеспечением возможности загрузки и выгрузки валка по окончании обработки.
Измерительное устройство 50 также содержит датчики 54, 55, расположенные с обеспечением одновременного выполнения измерения по меньшей мере в четырех точках, не создавая никаких помех для элементов шлифовального узла.
В частности, верхние датчики 54 расположены вдоль соответствующего держателя 56 в радиальном направлении в плоскости, перпендикулярной оси обрабатываемого валка 11.
Один из датчиков 55 нижних точек измерения, расположенный также в радиальном направлении, может быть расположен диаметрально противоположно одному из верхних датчиков 54 на держателе 56 и, соответственно, также в плоскости, перпендикулярной оси обрабатываемого валка 11 для обеспечения непосредственного определения его диаметра.
Другими словами, предлагаемая измерительная система, работающая на станке для шлифования указанных валков с автономным перемещением, т.е. с перемещением, независимым от поступательного перемещения шлифовального круга или других деталей, содержит по меньшей мере четыре датчика 54, 55, расположенные в плоскости, ортогональной относительно цилиндра или валка 11, при этом два из указанных датчиков могут быть расположены диаметрально противоположно друг другу.
Таким образом, датчики расположены по меньшей мере на двух кронштейнах 52, 53, снабженных средствами автоматического перемещения, которые обеспечивают приближение датчиков 54, 55 к поверхности валка 11 и их примерное расположение на ней.
Затем выполняется точная регулировка путем непосредственного использования сигналов от датчиков.
Кроме того, в дополнение к вышеуказанным датчикам 54, 55 возможно добавление системы обнаружения структурных дефектов, например, с использованием измерителей паразитных токов, и/или ультразвука, и/или дюрометров, и/или измерителей шероховатости и аналогичных систем, предназначенных для определения характеристик поверхности.
Предусмотрена установка данной системы анализа структуры и/или поверхности на конструкцию 51 независимого средства измерений или другую предназначенную для этого конструкцию, также расположенную на опоре независимого средства измерений.
Также на основании 12 предусмотрено расположение соответствующих опорных конструкций 60, на которых расположены салазки 61, предназначенные для опоры обрабатываемого валка.
Очевидно, что данная система функционирует, даже если цилиндр поддерживается между точками шлифования (центрами) без каких-либо опор.
Наличие датчиков 54, 55 преимущественно обеспечивает возможность полного определения параметров круглости при помощи специального алгоритма, реализованного в системе автоматического управления шлифовального станка 10, и соответствующей методики измерения.
Все это делает возможным полное считывание геометрических характеристик валка 11, на основании чего посредством соответствующей системы обработки информации с обратной связью можно оптимизировать последующие операции шлифования по параметрам обработки для шлифовального круга, регулируя крутость, профиль, диаметр и конусность шлифуемых валков.
Изобретение относится к измерительному устройству для проведения измерений характеристик цилиндров, валков и подобных элементов во время операции шлифования, снабженному системами определения геометрических и пространственных характеристик. Сущность изобретения: устройство работает с возможностью автономного перемещения независимо от перемещения шлифовального круга или других частей шлифовального станка. Устройство содержит по меньшей мере три верхних датчика, расположенные на верхнем кронштейне вдоль соответствующего держателя, и по меньшей мере один нижний датчик, расположенный на нижнем кронштейне. При этом по меньшей мере два из указанных (верхний и нижний) датчиков диаметрально противоположны друг другу. Измерение геометрических параметров выполняется в четырех точках измерения. Технический результат: возможность одновременного выполнения измерения геометрических параметров в четырех точках совместно со структурными или поверхностными измерениями при одновременном выполнении шлифования изделия. 3 н. и 3 з.п. ф-лы, 1 ил.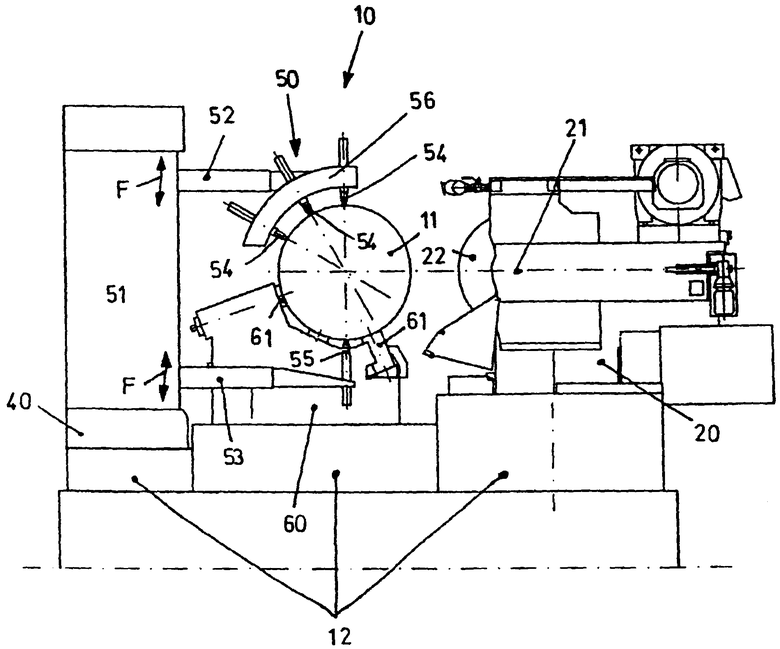
1. Измерительное устройство (50) для измерения геометрических параметров цилиндров или валков (11), работающее с возможностью автономного перемещения на станке для шлифования указанных цилиндров или валков, в котором указанное автономное перемещение независимо от поступательного перемещения шлифовального круга или других частей указанного шлифовального станка, причем указанное измерительное устройство (50) расположено на опорной или измерительной каретке (40) и содержит клещеобразную конструкцию (51), которая снабжена одним верхним кронштейном (52), на котором расположены верхние датчики (54), и нижним кронштейном (53), на котором расположен по меньшей мере один нижний датчик (55), причем указанная клещеобразная конструкция (51) выполнена с возможностью размыкания/смыкания путем поступательного перемещения и/или вращения по меньшей мере одного из указанных верхнего и нижнего кронштейнов (52, 53) с обеспечением вхождения в контакт с цилиндром или валком на этапе измерения и для обеспечения возможности загрузки и/или выгрузки цилиндров и валков, отличающееся тем, что на указанном верхнем кронштейне (52) расположены по меньшей мере три верхних датчика, которые расположены вдоль соответствующего держателя, причем указанные по меньшей мере три верхних датчика (54) и указанный по меньшей мере один нижний датчик (55) расположены в радиальном направлении в плоскости, перпендикулярной обрабатываемого цилиндра или валка (11), с обеспечением возможности ортогонального относительно его поверхности расположения для всех форм и размеров обрабатываемых элементов, и с обеспечением одновременного выполнения измерения по меньшей мере в четырех точках, не создавая никаких помех для элементов указанного шлифовального станка, и тем, что по меньшей мере два из указанных датчиков (54, 55) расположены в противоположных положениях, которые диаметрально противоположны друг другу.
2. Устройство по п.1, отличающееся тем, что указанный по меньшей мере один нижний датчик (55) расположен диаметрально противоположно по меньшей мере одному из указанных верхних датчиков (54).
3. Устройство по п.2, отличающееся тем, что дополнительно содержит систему обнаружения структурных дефектов и/или дефектов поверхности цилиндров, валков (с использованием паразитных токов, и/или ультразвука, и/или дюрометров, и/или измерителей шероховатости), расположенную на указанной клещеобразной конструкции (51), выполненную за одно целое с опорной или измерительной кареткой (40).
4. Шлифовальный станок (10) для цилиндров или валков, отличающийся тем, что он содержит измерительное устройство, выполненное в соответствии с любым из пп.1-3.
5. Шлифовальный станок (10) для цилиндров или валков, отличающийся тем, что он содержит по меньшей мере одно основание (12), на котором с возможностью перемещения расположены каретка (20), перемещающая шлифовальный узел (21), снабженный шлифовальным кругом (22), и опорная каретка (40), перемещающая измерительное устройство (50), выполненное в соответствии с любым из пп.1-3.
6. Шлифовальный станок по п.4 или 5, отличающийся тем, что он дополнительно содержит систему автоматического управления, которая выполняет процедуру измерения для полного считывания геометрических характеристик и полных характеристик круглости цилиндра или валка.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4811524 А, 14.03.1989 | |||
| US 4437239 А, 20.03.1984 | |||
| US 5551906 A, 03.09.1996 | |||
| ПРОИЗВОДНЫЕ АДАМАНТАНА, СПОСОБ ИХ ПОЛУЧЕНИЯ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ НА ИХ ОСНОВЕ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ВОЗДЕЙСТВИЯ НА ИММУНОСУПРЕССИЮ | 1998 |
|
RU2197477C2 |

