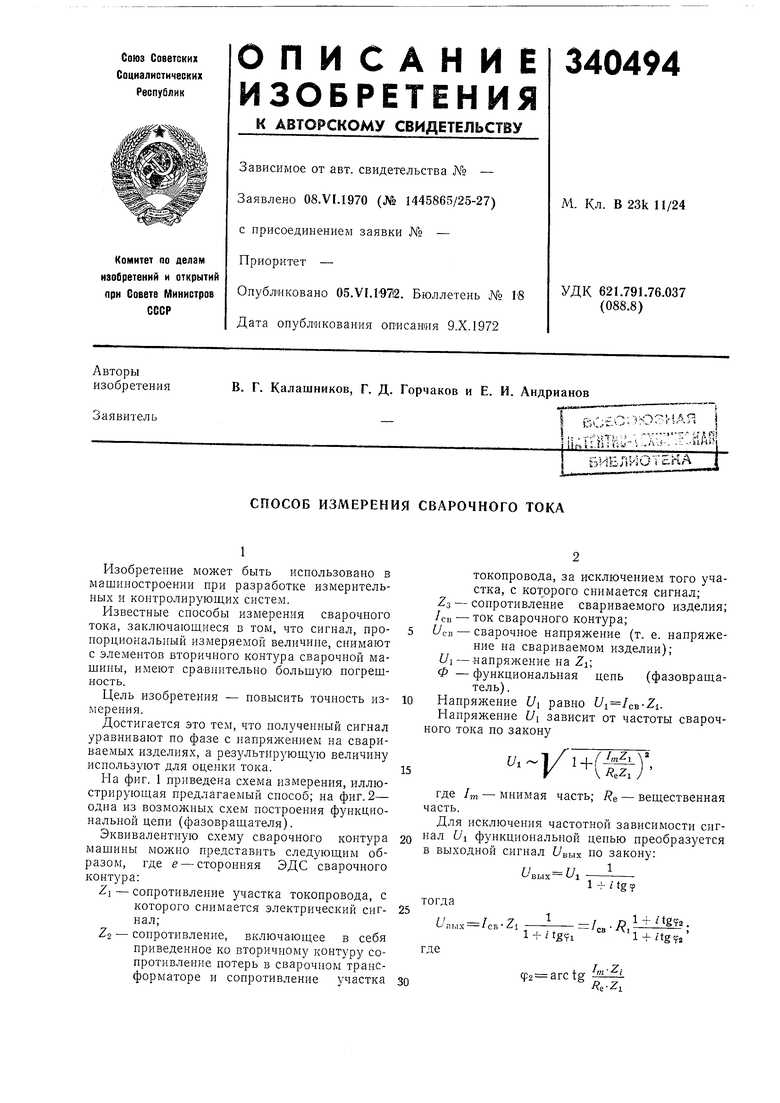
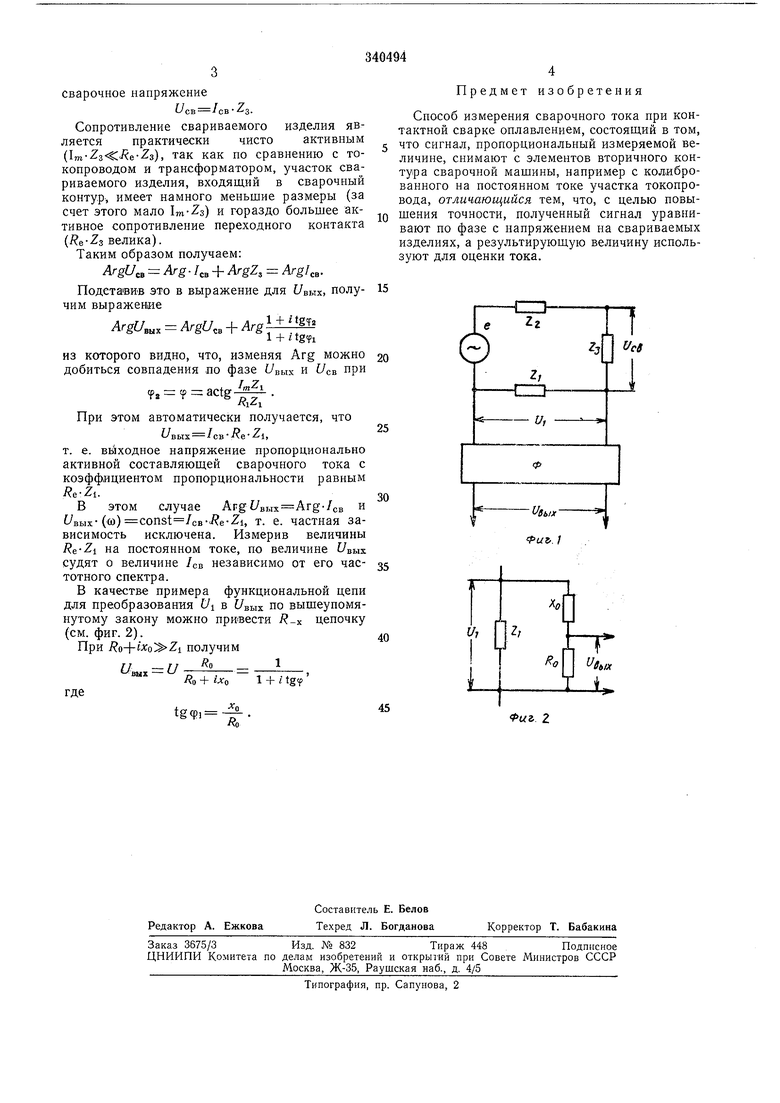
Изобретение может быть использовано в машиностроении при разработке измерительных и контролирующих систем. Известные способы измерения сварочного тока, заключаюш.иеся в том, что сигнал, про- 5 порциоиальный измеряемой величине, снимают с элементов вторичного контура сварочной машины, имеют сравнительно большую погрешность. Цель изобретения - повысить точность из- ю мерения. Достигается это тем, что полученный сигнал уравнивают по фазе с напряжением на свариваемых изделиях, а результирующую величину используют для оценки тока.15 На фиг. 1 приведена схема измерения, иллюстрирующая предлагаемый способ; на фиг. 2- одна из возможных схем построения функциональной цепи (фазовращателя). Эквивалентную схему сварочного контура машины можно представить следующим образом, где е - сторонняя ЭДС сварочного контура: Zi - сопротивление участка токопровода, с которого снимается электрический сиг- 25 нал; Zz - сопротивление, включающее в себя приведенное ко вторичному контуру сопротивление потерь в сварочном трансформаторе и сопротивление участка зо 20 токопровода, за исключением того участка, с которого снимается сигнал; 2з - сопротивление свариваемого изделия; ев - ток сварочного контура; св - сварочное напряжение (т. е. напряжение на свариваемом изделии); Ui - нанряжение на Zi; Ф - функциональная цепь (фазовращатель) . Напряжение L/i равно t/i /cB-Zi. Напряжение Ui зависит от частоты сварочго тока по закону где /те - мнимая часть; Re - вещественная сть. Для исключения частотной зависимости сигл fyi функциональной цепью преобразуется выходной сигнал 6вых по закону: 1 -г / tg tf 1 -г /tgtps. l + сварочное напряжение /св /СВ2з. Сопротивление свариваемого изделия является практически чисто активным (1т-2з е-2з), так как по сравнению с токопроводом и трансформатором, участок свариваемого изделия, входящий в сварочный контур, имеет намного меньшие размеры (за счет этого мало 1т-Zs) и гораздо больщее активное сопротивление переходного контакта (Re-Zs велика). Таким образом получаем: rgf/cB Arg-I + ArgZ, Arg/ев. Подставив это в выражение для 7вых, полу- 15 чим выражение Argf/e«, ArgU,, + Arg ± 1 +1 из которого видно, что, изменяя Arg можно 2о добиться совпадения по фазе /вых и f/св при cp, p actg. При этом автоматически получается, что I ев Ае Ь Т. е. Выходное напряжение пропорционально активной составляющей сварочного тока с коэффициентом пропорциональности равным В этом случае Argt/Bbix Arg-/cB и вых-(co)const /cB- e-2i, Т. е. частная зависимость исключена. Измерив величины Re-Zi на постоянном токе, по величине f/вых судят о величине /ев независимо от его час- 35 тотного спектра. В качестве примера функциональной цепи для преобразования t/i в t/вых по выщеупомянутому закону можно привести х цепочку (см. фиг. 2). При Ro-{-ixo: Zi получим о1 f/вых + гл-о 1 + / tg(f
fuz Z Предмет изобретения Способ измерения сварочного тока при контактной сварке оплавлением, состоящий в том, что сигнал, пропорциональный измеряемой величине, снимают с элементов вторичного контура сварочной мащины, например с колиброванного на постоянном токе участка токопровода, отличающийся тем, что, с целью повыщения точности, полученный сигнал уравнивают по фазе с напряжением на свариваемых изделиях, а результирующую величину используют для оценки тока.