Изобретение относится к области высокоточной обработки металлов резанием с активным контролем размеров деталей.
Известно устройство прогнозирования и управления точностью токарной обработки деталей с числовым программным управлением, содержащее отметчик угла поворота шпинделя, передней бабки, шпинделя, детали, задней бабки, резцедержательного блока, резца, планшайбы, исполнительных механизмов, усилительного блока, блока клапанов и датчика положения, которым снабжен резцедержательный блок, двух оптических датчиков с цифровым выходом, компьютера, содержащего блок введения возмущающих воздействий, управляющий блок допусков, блок расчета радиуса, блок вычитания, блок записи эталонных размеров, блок введения коэффициента уточнения, блок умножения и сумматор.
Недостаток данного устройства заключается в том, что при расчете корректирующего воздействия не учитывается суммарное значение возмущающих воздействий, что существенно снижает точность обработки детали [Патент РФ №2386519, кл. B23Q 15/00, 2006 (аналог)].
Наиболее близким к изобретению по технической сущности является нечеткий регулятор с лингвистической обратной связью для управления технологическими процессами, который включает фаззификатор с шестью входными каналами, блок нечеткого логического вывода, состоящий из базы правил, базы функций принадлежности и программно реализованного нечеткого сравнивающего устройства, дефазификатор, исполнительный орган и датчик обратной связи.
Недостаток этого нечеткого регулятора заключается в том, что ограничена возможность контроля одновременно нескольких технологических параметров, влияющих на точность обрабатываемой поверхности детали, так как в указанном устройстве возможна обработка информации, поступающей от одного датчика обратной связи [Патент РФ №2309443, кл. G05B 13/02, 2006 (прототип)].
Известен способ выбора параметров режима резания [Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мешерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. 496 с., ил. (аналог)].
Недостаток данного способа заключается в том, что параметры режима резания, управляющие перемещением исполнительных механизмов, оборудования с ЧПУ - подача и скорость резания, приведены в виде диапазона рекомендуемых значений. Это затрудняет выбор одного единственного значения подачи для передачи его на исполнительные механизмы оборудования с ЧПУ для обеспечения постоянной силы резания и компенсации воздействия возмущающих факторов.
Наиболее близким является способ определения допустимой скорости резания при механической обработке детали [Патент РФ №2239522, кл. B23B 1/00, 2004 (прототип)].
Недостатком данного способа является то, что величина подачи задается в пределах допустимого диапазона значений, и выбрать одно единственное значение из этого диапазона с целью передачи его на исполнительные механизмы оборудования с ЧПУ для эксперта затруднительно, что снижает оперативность технологического процесса механической обработки изделий.
Технической задачей изобретения является повышение геометрической точности поверхности деталей, обрабатываемых на станках с ЧПУ путем автоматизированной коррекции подачи с учетом суммарного значения возмущающих воздействий, силы и скорости резания, а также расширение функциональных возможностей устройства.
Поставленная задача решается тем, что в способе управления подачей при токарной обработке деталей на оборудовании с ЧПУ, включающем определение значения силы резания
Р=10Cp·Vn·Sy·tx·Kp,
где Cp - общий коэффициент, зависящий от рода обрабатываемого материала, от вида обработки, инструментального материала и других общих параметров; t, S, V - параметры режима резания: глубина, подача и скорость резания соответственно; x, y, n - показатели степени при параметрах режимов резания; Kp - поправочный коэффициент, и скорости резания
 ,
,
где Сν - общий коэффициент, зависящий от рода обрабатываемого материала, от вида обработки, инструментального материала и других общих параметров, Т, t, S - параметры режима резания - стойкость материала, глубина и подача резания соответственно; m, x, y, - показатели степени при параметрах режимов резания; Ku - поправочный коэффициент,
и суммарного значения возмущающих воздействий
где Py - сила резания; V - скорость резания, S - подача; t - глубина резания; JА - стандартная жесткость передней бабки; JБ - стандартная жесткость задней бабки (значения JА и JБ берутся из паспорта станка); x - расстояние от передней бабки до произвольной точки на детали; L - длина детали; D - диаметр; αt - температурный коэффициент линейного расширения; Co - коэффициент, характеризующий условие обработки; В - вылет резца; Fp - площадь сечения резца; δB - предел прочности обрабатываемого материала; tS - время, затраченное на отвод инструмента; VS - скорость съема припуска; tД - время изменения контролируемого размера; VД - скорость изменения контролируемого размера; tu - время изменения измерительного сигнала; Vu - скорость изменения измерительного сигнала,
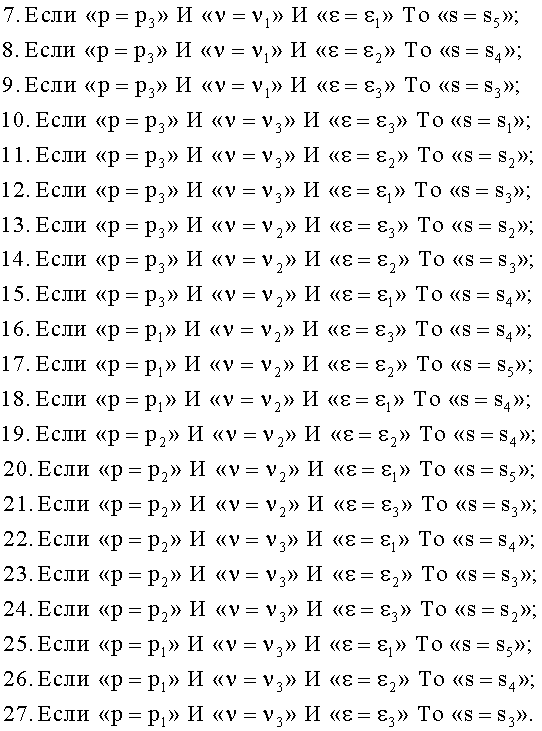
сравнение полученных результатов с текущим значением силы и скорости резания, поступающих от силометрического датчика и датчика скорости, а также суммарного значения возмущающих воздействий, при несовпадении текущего и расчетного значения силы, скорости резания и суммарного значения возмущающих воздействий производится перерасчет подачи в зависимости от нечетких правил управления
1. Если «p=p1» И «ν=ν1» И «ε=ε1» To «s=s7»;
2. Если «p=p1» И «ν=ν1» И «ε=ε2» To «s=s6»;
3. Если «p=p1» И «ν=ν1» И «ε=ε3» То «s=s5»;
4. Если «p=p2» И «ν=ν1» И «ε=ε1» To «s=s6»;
5. Если «p=p2» И «ν=ν1» И «ε=ε2» То «s=s5»;
6. Если «p=p2» И «ν=ν1» И «ε=ε3» To «s=s4»;
7. Если «p=p3» И «ν=ν1» И «ε=ε1» To «s=s5»;
8. Если «p=p3» И «ν=ν1» И «ε=ε2» To «s=s4»;
9. Если «p=p3» И «ν=ν1» И «ε=ε3» То «s=s3»;
10. Если «p=p3» И «ν=ν3» И «ε=ε3» То «s=s1»;
11. Если «p=p3» И «ν=ν3» И «ε=ε2» To «s=s2»;
12. Если «p=p3» И «ν=ν3» И «ε=ε1» То «s=s3»;
13. Если «p=p3» И «ν=ν2» И «ε=ε3» То «s=s2»;
14. Если «p=p3» И «ν=ν2» И «ε=ε2» To «s=s3»;
15. Если «p=p3» И «ν=ν2» И «ε=ε1» To «s=s4»;
16. Если «p=p1» И «ν=ν2» И «ε=ε3» То «s=s4»;
17. Если «p=p1» И «ν=ν2» И «ε=ε2» То «s=s5»;
18. Если «p=p1» И «ν=ν2» И «ε=ε1» То «s=s4;
19. Если «p=p2» И «ν=ν2» И «ε=ε2» To «s=s4»;
20. Если «p=p2» И «ν=ν2» И »ε=ε1» To «s=s5»;
21. Если «p=p2» И «ν=ν2» И »ε=ε3» To «s=s3»;
22. Если «p=p2» И «ν=ν3» И «ε=ε1» To «s=s4»;
23. Если «p=p2» И «ν=ν3» И «ε=ε2» To «s=s3»;
24. Если «p=p2» И «ν=ν3» И «ε=ε3» То «s=s2»;
25. Если «p=p1» И «ν=ν3» И «ε=ε1» То «s=s5»;
26. Если «p=p1» И «ν=ν3» И «ε=ε2» То «s=s4»;
27. Если «p=p1» И «ν=ν3» И «ε=ε3» To «s=s3».
по формуле

где S1..7 - численные значения подачи резания (от минимального до максимального значения); µ′(s)1..7 - новые значения выходной величины подачи резания в виде новых термов функций принадлежности.
Устройство управления подачей при токарной обработке деталей на оборудовании с ЧПУ содержит блок фаззификации, блок дефаззификации, блок формирования функций принадлежности, отличающееся тем, что оно снабжено деталью, резцом, резцедержательным блоком, силометрическим датчиком, датчиком скорости резания, передней и задней бабками, исполнительными механизмами, компьютером с функцией вычисления суммарного значения возмущающих воздействий, а состав нечеткого контроллера дополнен блоками агрегации, композиции и аккумуляции, соединенными последовательно между собой, позволяющими в режиме реального времени вырабатывать управляющие сигналы в зависимости от изменения силы, скорости резания и суммарного значения возмущающих воздействий и взаимодействовать посредством исполнительных механизмов на изменение подачи с целью повышения точности обработки деталей и оперативности технологического процесса.
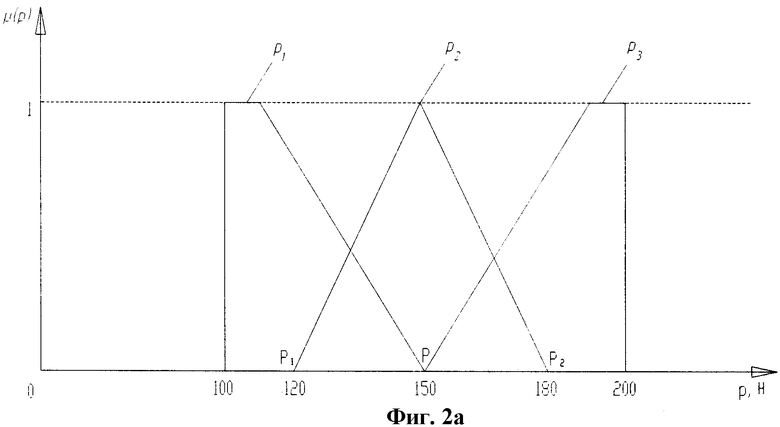
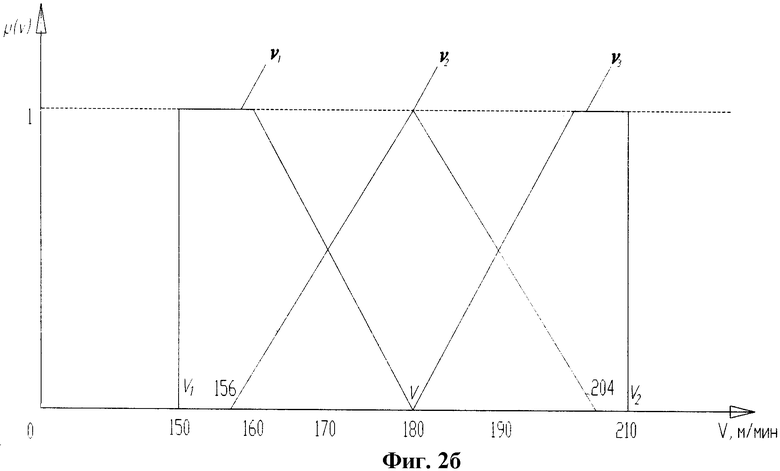
Сущность изобретения поясняется чертежами, где на Фиг.1 приведена схема устройства управления подачей при токарной обработке деталей на оборудовании с ЧПУ, на Фиг.2, а представлен график для входной величины - сила резания, на Фиг.2, б представлен график для входной величины - скорость резания, на Фиг.2, в представлен график для входной величины - суммарное значение возмущающих воздействий, на Фиг.2, г представлен график для выходной величины - подача, на Фиг.3, а фаззифицированный вектор значений для каждого терма входной переменной - сила резания, на Фиг.3, б фаззифицированный вектор значений для каждого терма входной переменной - скорость резания, на Фиг.3, в фаззифицированный вектор значений для каждого терма входной переменной - суммарное значение возмущающих воздействий, на Фиг.4 представлен результат выполнения операции нечеткой композиции.
Устройство управления подачей при токарной обработке деталей на оборудовании с ЧПУ, фиг.1, содержит деталь 1, резец 2, резцедержательный блок 3, силометрический датчик 4, переднюю бабку 5, заднюю бабку 6, датчик скорости 7, нечеткий контроллер 8, включающий блок формирования функций принадлежностей 9, блок фаззификации 10, блок агрегации 11, блок композиции 12, блок аккумуляции 13, блок дефаззификации 14; компьютер с функцией вычисления суммарного значения возмущающих воздействий 15 и исполнительные механизмы 16.
Связи в устройстве управления подачей при токарной обработке деталей на оборудовании с ЧПУ расположены в следующем порядке: обрабатываемая деталь 1 устанавливается в центрах передней 5 и задней 6 бабок. На резцедержательном блоке 3 устанавливается резец 2 и силометрический датчик 4, выход которого подключен к первому входу блока фаззификации 10, ко второму входу блока фаззификации 10 подсоединен датчик скорости 7, третий вход блока фаззификации 10 соединен с компьютером с функцией вычисления суммарного значения возмущающих воздействий 15, первый вход которого соединен с датчиком скорости 7, а ко второму входу подключен силометрический датчик 4, четвертый вход блока фаззификации 10 соединен с выходом блока формирования функций принадлежностей 9. Выход блока фаззификации 10 соединен с входом блока агрегации 11, выход которого подключен к входу блока композиции 12. Выход блока композиции 12 подсоединен к входу блока аккумуляции 13, выход которого подключен к входу блока деффазификации 14. Выходным сигналом нечеткого контроллера 8 является сигнал с выхода блока дефаззификации 14, который подключен к входу исполнительных механизмов 16. Использование этих связей в устройстве позволит управлять подачей при токарной обработке деталей на оборудовании с ЧПУ с целью повышения точности обработки и оперативности технологического процесса.
Устройство управления подачей при токарной обработке деталей на оборудовании с ЧПУ работает следующим образом. С момента включения вращения детали 1 в центрах передней 5 и задней 6 бабок станка с ЧПУ при прохождении резца 2, установленного в резцедержательном блоке 3, по ее поверхности под действием сил резания и возмущающих воздействий в процессе ее обработки передний и задний центры станка смещаются относительно нулевой оси ненагруженного станка, деталь 1 при этом прогибается. Эти деформации проявляются совместно или в отдельности. В результате появляется отклонение формы детали от заданной (появление бочкообразности, седлообразности или конусности, а также различных шероховатостей). Следствием этого становится низкое качество обрабатываемой поверхности детали 1.
Силометрический датчик 4 постоянно контролирует значение силы резания в зоне резания. При этом сигнал текущего значения силы резания p с силометрического датчика 4 поступает на первый вход блока фаззификации 10, входящего в структуру нечеткого контроллера 8, и на вход компьютера с функцией вычисления суммарного значения возмущающих воздействий 15. Датчик скорости 7 постоянно контролирует значение скорости в зоне резания. При этом сигнал текущего значения скорости ν с датчика скорости 7 поступает на второй вход блока фаззификации 10, а также на вход компьютера с функцией вычисления суммарного значения возмущающих воздействий 15.
В нечетком контроллере 8 в зависимости от текущего значения силы и скорости резания, а также суммарного значения возмущающих воздействий по способу, рассмотренному ниже, происходит вычисление нового управляющего сигнала - подачи резания, который передается на исполнительные механизмы 16 с целью изменения подачи резца 2. При этом происходит перемещение резцедержательного блока 3 относительно поверхности детали 1. Если текущее значения силы резания p и скорости резания ν и суммарного значения возмущающих воздействий ε меньше расчетных, то резец 2 должен перемещаться с большим значением подачи, в противном случае резец 2 будет перемещаться с меньшим значением подачи. Следовательно, в режиме реального времени происходит управление подачей при резании. Таким образом, осуществляется автоматизированное управление подачей при токарной обработке деталей на оборудовании с ЧПУ.
Способ управления подачей при токарной обработке деталей на оборудовании с ЧПУ осуществляется следующим образом.
Перед началом токарной обработки для деталей определятся сила резания:

где Cp - общий коэффициент, зависящий от рода обрабатываемого материала, от вида обработки, инструментального материала и других общих параметров; t, S, V - параметры режима резания: глубина, подача и скорость резания, соответственно; x, y, n - показатели степени при параметрах режимов резания; Kp - поправочный коэффициент,
и скорость резания

где Сν - общий коэффициент, зависящий от рода обрабатываемого материала, от вида обработки, инструментального материала и других общих параметров, Т, t, S - параметры режима резания: стойкость материала, глубина и подача резания, соответственно; m, x, у, - показатели степени при параметрах режимов резания; Ku - поправочный коэффициент,
и суммарное значение возмущающих воздействий

где Py - сила резания; V - скорость резания, S - подача; t - глубина резания; JА - стандартная жесткость передней бабки; JБ - стандартная жесткость задней бабки (значения JА и JБ берутся из паспорта станка); x - расстояние от передней бабки до произвольной точки на детали; L - длина детали; D - диаметр; αt - температурный коэффициент линейного расширения; Со - коэффициент, характеризующий условие обработки; В - вылет резца; Fp - площадь сечения резца; δB - предел прочности обрабатываемого материала; tД - время, затраченное на отвод инструмента; VS - скорость съема припуска; tД - время изменения контролируемого размера; VД - скорость изменения контролируемого размера; tu - время изменения измерительного сигнала; Vu - скорость изменения измерительного сигнала.
В блоке формирования функций принадлежностей 9, входящем в состав нечеткого контроллера 8, формируются функции принадлежностей термов входных переменных: сила резания - Р; скорость резания - V, суммарное значение возмущающих воздействий - ε, а также выходной переменной: подача - S:
где p - численные значения силы резания; µ(p)→[0, 1] - соответствующие величинам силы резания значения функции принадлежности (из интервала от 0 до 1); ν - численные значения скорости резания; µ(ν)→[0, 1] - соответствующие величинам скорости резания значения функции принадлежности (из интервала от 0 до 1); ε - численные значения суммарного значения возмущающих воздействий µ(ε)→[0, 1] - соответствующие величинам суммарного значения возмущающих воздействий значения функции принадлежности (из интервала от 0 до 1), s - численные значения подачи; µ(s)→[0, 1] - соответствующие величинам подачи значения функции принадлежности (из интервала от 0 до 1).
Функции принадлежностей входных переменных P, V и ε состоят из трех термов. Для силы резания P=(p1, p2, p3), для скорости резания V=(ν1, ν2, ν3), для суммарного значения возмущающих воздействий ε=(ε1, ε2, ε3). Функция принадлежности для выходной переменной S состоит из семи термов - S=(s1, s2, s3, s4, s5, s6, s7).
В блок фаззификации 10 из блока формирования функций принадлежностей 9 передаются значения функций принадлежностей и в зависимости от текущего значения силы резания p, полученного от силометрического датчика 4, скорости резания ν, полученного от датчика скорости 7 и, соответственно, суммарного значения возмущающих воздействий ε формируется фаззифицированный вектор значений для каждого терма функции принадлежности p′, ν′, и ε′, где текущее значение силы резания p является аргументом µ(p), текущее значение скорости резания ν является аргументом µ(ν), а суммарное значение возмущающих воздействий ε′ является аргументом µ(ε), позволяя найти количественное значение из интервала [0, 1] для p′=µ(p), ν′=µ(ν) и ε′=µ(ε). Этап фаззификации считается законченным, когда будут найдены значения p′, ν′ и ε′ для трех термов функций принадлежностей входных величин Р, V и ε′:
Данные из блока фаззификации 10 передаются в блок агрегации 11, в котором с помощью операции нечеткой логики «И» выбирается минимальное значение из термов входных переменных:
 ,
,
где

В блоке композиции 12 введена система нечетких правил управления, состоящая из 27 нечетких правил управления и имеющая следующий вид:

При этом система нечетных правил управления построена таким образом, чтобы в любой момент времени условная часть истинна только в одном нечетком правиле управления и ложна во всех остальных правилах этой системы. Вследствие этого в каждом цикле сканирования системы нечетких правил управления обрабатывается не вся система, а только та ее часть, которая имеет в формуле (6) значения весовых коэффициентов ( ,
,  , …
, …  ), отличные от нуля.
), отличные от нуля.
Также в блоке композиции 12 каждому нечеткому правилу управления присваиваются весовые коэффициенты: F=(f1, f2, …, fn), где n - количество нечетких правил управления (n=27). Численные значения весовых коэффициентов назначает эксперт. Если они не заданы, то по умолчанию эти коэффициенты равны единице, то есть f1, f2, …, f27=1.
Далее в блоке композиции 12 производится алгебраическое произведение величин фаззифицированного вектора значений для каждого терма функции принадлежности А′ на значения соответствующих весовых коэффициентов F:

После этого методом нечеткой композиции по формуле:

вычисляются новые значения выходной величины скорости резания в виде новых термов функций принадлежности.
В блоке аккумуляции 13 производится логическое объединение новых термов функции принадлежностей, полученных по (9) формуле, и формируется нечеткий вектор функций принадлежностей S′:

В блоке дефаззификации 14 нечеткий вектор функций принадлежностей S′ преобразуется в единственное четкое значение по методу центра тяжести:
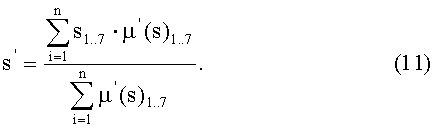
Таким образом, выбор нового значения выходной переменной подачи при изменении входных переменных силы, скорости резания и суммарного значения возмущающих воздействий производится по формулам (1÷11).
В качестве примера разберем управление подачей резания в ходе токарной обработки детали 1 в зависимости от текущего значения силы резания p, полученного от силометрического датчика 4, скорости резания ν, полученного от датчика скорости 7, и суммарного значения возмущающих воздействий ε.
Шаг 1. По формулам (1÷3) необходимо рассчитать значение силы и скорости резания, а также суммарное значение возмущающих воздействий и передать их в блок формирования функций принадлежностей 9. Например, в ходе выполнения расчета получили, что сила резания Р=150 Н, скорость резания V=180 м/мин, а суммарное значение возмущающих воздействий ε=0 мкм.
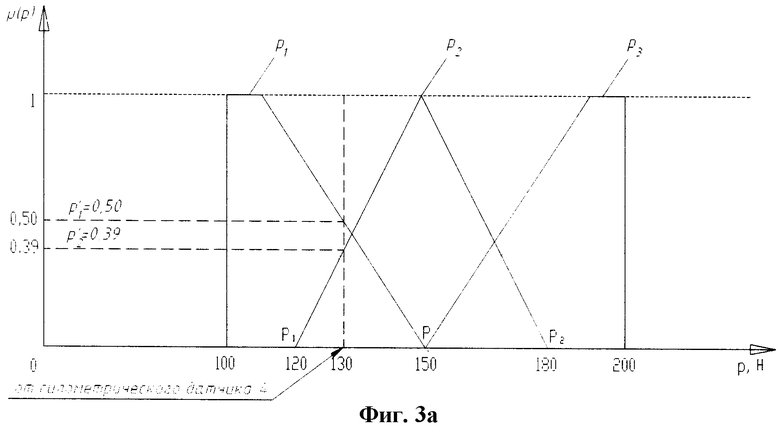
Шаг 2. В блоке формирования функций принадлежностей 9 строим по формуле 5 термы функций принадлежностей для входных и выходной величин. Графики функций принадлежностей приведены на фиг.2. На фиг.2, а представлен график для входной величины - сила резания. При этом крайние точки на графике равны: P1=P-50=150-50=100, Н; Р2=Р+50=150+50=200, Н. Середина графика соответствует рассчитанному значению силы резания по формуле 1, то есть 150 Н. Термы p1 и p3 представлены в виде трапеции и равны: p1=[100, 100, 110, 150], p3=[150, 190, 200, 200]. Терм p2 представлен в виде треугольника и равен: p2=[120, 150, 180]. Данные указаны в Ньютонах.
На фиг.2, б представлен график для входной величины - скорость резания. При этом крайние точки на графике равны: V1=V-30=180-30=150, мм; V2=V+30=180+30=210, м/мин. Середина графика соответствует рассчитанному значению скорости по формуле 2, то есть 180 м/мин. Термы ν1 и ν3 представлены в виде трапеции и равны: ν1=[150, 150, 160, 180], ν3=[180, 200, 210, 210]. Терм ν2 представлен в виде треугольника и равен: ν2=[156, 180, 204]. Данные указаны в метрах в минуту.
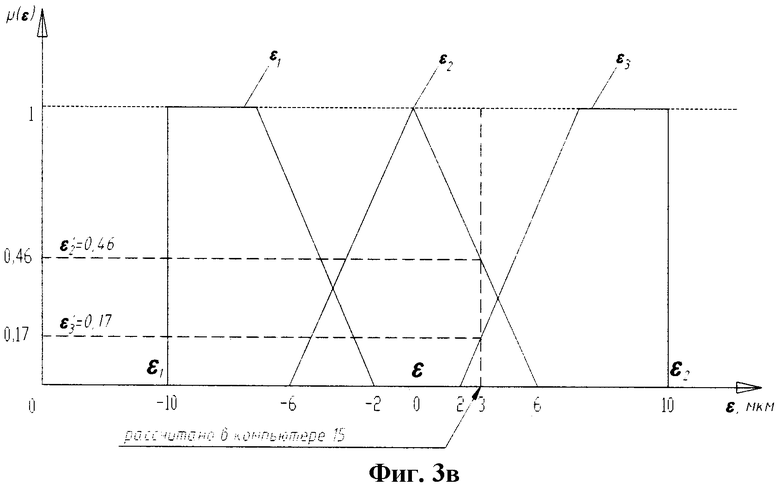
На фиг.2, в представлен график для входной величины - суммарное значение возмущающих воздействий. При этом крайние точки на графике равны: ε1=ε-10=0-10=-10, мкм; ε2=ε+10=0+10=10, мкм. Середина графика соответствует рассчитанному значению суммарного значения возмущающих воздействий по формуле 3, то есть 3 мкм. Термы ε1 и ε3 представлены в виде трапеции и равны: ε1=[-10, -10, -6, -2], ε3=[2, 6, 10, 10]. Терм ε2 представлен в виде треугольника и равен: ε2=[-6, 0, 6]. Данные указаны в микрометрах.
На фиг.2, г представлен график для выходной величины - подача. При этом крайние точки на графике равны: S1=S-0,5=0,5-0,5=0, мм/об; S2=S+0,5=0,5+0,5=1, мм/об. Середина графика соответствует заданному значению подачи, то есть 0,5 мм/об. Термы s1 и s7 представлены в виде трапеции и равны: s1=[0, 0, 0.1, 0.2], s7=[0.8, 0.9, 1, 1]. Термы s2, s3, s4, s5, s6 представлены в виде треугольников и равны: s2=[0.1, 0.2, 0.3], s3=[0.2, 0.35, 0.5], s4=[0.4, 0.5, 0.6], s5=[0.5, 0.65, 0.8], s6=[0.7, 0.8, 0.9]. Данные указаны в оборотах на миллиметр.
Шаг 3. Значения функций принадлежностей из блока 9 поступают в блок фаззификации 10. Также в блок фаззификации передается в режиме реального времени от силометрического датчика 4 текущее значение силы резания и от датчика скорости 7 текущее значение скорости резания. Текущие значения силы и скорости резания подаются в компьютер с функцией расчета суммарного значения возмущающих воздействий 15. Затем текущее суммарное значение возмущающих воздействий, рассчитанное в компьютере 15, передается в блок фаззификации 10. Пусть силометрический датчик 4 определил, что сила резания - 130 Н, данная величина не равна расчетной, то есть 130≠150 Н. Пусть датчик скорости определил значение скорости резания - 165 м/мин, данная величина не равна расчетной, то есть 165≠180 м/мин. А суммарное значение возмущающих воздействий - 3 мкм, данная величина также не равна расчетной, то есть 3≠0 мкм. Поэтому необходим перерасчет.
В блоке фаззификации 10 находится фаззифицированный вектор значений для каждого терма входных переменных: силы резания p′, скорости резания ν′ и суммарного значения возмущающих воздействий ε′ (фиг.3, а, 3, б, 3, в):
 ,
,
 ,
,
 .
.
Для входных параметров сила и скорость резания - третий терм - имеет нулевой результат, а для входного параметра суммарное значение возмущающих воздействий - первый терм - имеет нулевой результат, поэтому в дальнейших расчетах эти термы использоваться не будут. Полученные данные передаются в блок агрегации 11.
Шаг 4. В блоке агрегации по формуле (6) находится вектор значений А′:
А′=(0, 0.46, 0.17, 0, 0.39, 0.17, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0.17, 0.32, 0, 0, 0, 0.17, 0, 0, 0, 0, 0, 0),
где
 ,
,  ,
,
 ,
,  ,
,
 ,
,  ,
,
 .
.
Полученный вектор передается в блок композиции 12.
Шаг 5. В блоке композиции 12 отбираются нечеткие правила управления, которые имеют пересечение. Это нечеткие правила с номерами 2, 3, 5, 6, 16, 17 и 21:
2. Если «p=p1» И «ν=ν1» И ε=ε2 То«s=s6»;
3. Если «p=p1» И «ν=ν1» И «ε=ε3 To «s=s5»;
5. Если «p=p2» И «ν=ν1» И «ε=ε2 То «s=s5»;
6. Если «p=p2» И «ν=ν1»И «ε=ε3 То «s=s4»;
16. Если «p=p1» И «ν=ν2» И «ε=ε3» То «s=s4»;
17. Если «p=p1» И «ν=ν2» И «ε=ε2» To «s=s5»;
21. Если «p=p2» И «ν=ν2» И «ε=ε3» To «s=s3»;
Далее по формуле (8) производится алгебраическое произведение величин вектора значений А′ на значения соответствующих весовых коэффициентов F:
В=(<0.46·1>2, <0.17·1>3, <0.39·1>5, <0.17·1>6, <0.17·1>16, <0.32·1>17, <0.17·1>21)=(<0.46>2, <0.17>3, <0.39>5, <0.17>6, <0.17>16, <0.32>17, <0.17>21).
Затем по формуле (9) нечеткой композиции определяется
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 .
.
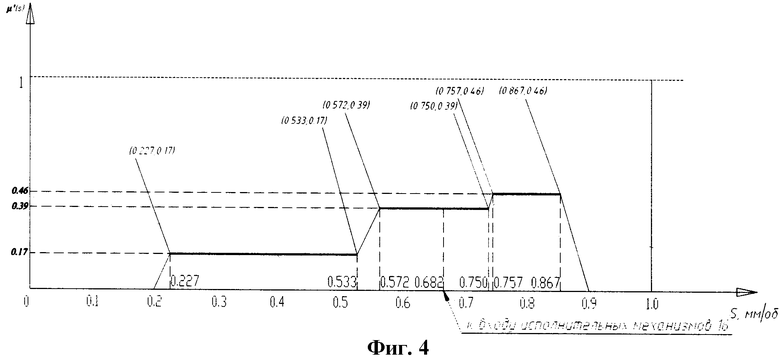
Результат нечеткой композиции приведен на фиг.4. Далее данные поступают в блок аккумуляции 13.
Шаг 6. В блоке аккумуляции 13 по формуле (10) производится логическое объединение всех новых термов и формируется нечеткий вектор функций принадлежностей S′. Результат операции графически показан на фиг.4.
Шаг 7. В блоке дефаззификации 14 согласно формуле (11) вектор функций принадлежностей S′ преобразуется в единственное четкое значение (фиг.4), с целью упрощения вычислительной процедуры для расчета ограничимся шестью точками, для более точного вычисления количество точек нужно увеличить:

С помощью предложенного способа осуществляется расчет нового значения подачи при токарной обработке деталей на оборудовании с ЧПУ.
Таким образом, предлагаемый способ и реализованное на нем устройство позволят в режиме реального времени осуществлять управление подачей при токарной обработке детали на оборудовании с ЧПУ путем перерасчета подачи в случае неравенства заданного значения и значений суммарного значения возмущающих воздействий, силы и скорости резания, полученных с помощью силометрического датчика и датчика скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА | 2014 |
|
RU2586189C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465115C2 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |
| Способ и устройство управления термоэлементом | 2020 |
|
RU2752492C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| Устройство и способ управления температурой в зоне резания | 2017 |
|
RU2676114C1 |
| Способ и устройство для управления охлаждением режущего инструмента при обработке изделий на оборудовании с ЧПУ | 2018 |
|
RU2709125C2 |
| БЕСПЛАТФОРМЕННАЯ ИНЕРЦИАЛЬНАЯ НАВИГАЦИОННАЯ СИСТЕМА, КОРРЕКТИРУЕМАЯ ПО ВНЕШНЕЙ ПОЗИЦИОННОЙ И СКОРОСТНОЙ ИНФОРМАЦИИ | 2017 |
|
RU2668659C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕЧЕТКОЙ ИНФОРМАЦИИ | 1998 |
|
RU2158441C2 |



Устройство содержит силометрический датчик, компьютер и нечеткий контроллер. Для повышения точности обрабатываемых деталей оно снабжено блоком фаззификации, блоком дефаззификации, блоком формирования функций принадлежности и датчиком скорости резания и выполненным с возможностью вычисления суммарного значения возмущающих воздействий компьютером. При этом нечеткий контроллер дополнен блоками агрегации, композиции и аккумуляции, соединенными последовательно между собой, выход силометрического датчика подключен к первому входу блока фаззификации, ко второму входу блока фаззификации подсоединен датчик скорости, третий вход блока фаззификации соединен с компьютером с функцией вычисления суммарного значения возмущающих воздействий, первый и второй входы которого соединены с выходами силометрического датчика и датчика скорости, а четвертый вход блока фаззификации соединен с выходом блока формирования функций принадлежностей, в то же время выход блока фаззификации соединен с входом блока агрегации, выход которого подключен к входу блока композиции, в свою очередь выход блока композиции подсоединен к входу блока аккумуляции, выход которого подключен к входу блока деффазификации. При этом выходным сигналом нечеткого контроллера является сигнал с выхода блока дефаззификации, который подключен к входу исполнительных механизмов. 4 ил.
Устройство управления подачей при токарной обработке деталей на оборудовании с числовым программным управлением (ЧПУ), содержащее силометрический датчик, компьютер и нечеткий контроллер, отличающееся тем, что оно снабжено блоком фаззификации, блоком дефаззификации, блоком формирования функций принадлежности, и датчиком скорости резания, и выполненным с возможностью вычисления суммарного значения возмущающих воздействий компьютером, при этом нечеткий контроллер дополнен блоками агрегации, композиции и аккумуляции, соединенных последовательно между собой, выход силометрического датчика подключен к первому входу блока фаззификации, ко второму входу блока фаззификации подсоединен датчик скорости, третий вход блока фаззификации соединен с компьютером с функцией вычисления суммарного значения возмущающих воздействий, первый и второй входы которого соединены с выходами силометрического датчика и датчика скорости, а четвертый вход блока фаззификации соединен с выходом блока формирования функций принадлежностей, в то же время выход блока фаззификации соединен с входом блока агрегации, выход которого подключен к входу блока композиции, в свою очередь выход блока композиции подсоединен к входу блока аккумуляции, выход которого подключен к входу блока деффазификации, при этом выходным сигналом нечеткого контроллера является сигнал с выхода блока дефаззификации, который подключен к входу исполнительных механизмов.
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
| НЕЧЕТКИЙ РЕГУЛЯТОР С ЛИНГВИСТИЧЕСКОЙ ОБРАТНОЙ СВЯЗЬЮ ДЛЯ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 2006 |
|
RU2309443C1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЁРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239522C1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

