Изобретение относится к области высокоскоростной обработки деталей на оборудовании с ЧПУ, в частности к системам повышения точности при механической обработке изделий, которое обеспечивается уменьшением температуры в зоне резания, путем перерасчета напряжения передаваемого на полевой транзистор.
Наиболее близким к изобретению по технической сущности является устройство охлаждения режущего инструмента [Патент РФ № 2470757, кл. В23Q 11/10, 2006 (аналог)].
Недостатком данного устройства является отсутствие режима управления скоростью охлаждения режущего инструмента.
Известно устройство охлаждения режущего инструмента для повышения точности при обработке деталей на оборудование с ЧПУ [Патент РФ № 2486992, кл. B23Q 11/14, 2006 (прототип)].
Недостатком данного устройство является отсутствие возможности управления силой тока для более эффективного управления скоростью охлаждения режущего инструмента.
Известен способ охлаждения режущей части инструмента [Патент РФ №1255384, кл.B23Q11/10, 2006(аналог)].
Недостатком данного способа является применение инструмента сложной конструкции с внутренними полостями для смазочно-охлаждающей жидкости.
Известен способ охлаждения режущего инструмента для повышения точности при обработке деталей на оборудование с ЧПУ [Патент РФ № 2486992, кл. B23Q 11/14, 2006 (прототип)].
Недостатком данного способа является то, что в нём не предусмотрен режим регулировки силой тока.
Технической задачей изобретения является повышение точности при механической обработке изделий на оборудованиях с ЧПУ за счет уменьшения температуры в зоне резания, путем перерасчета напряжения передаваемого на полевой транзистор.
Поставленная задача изобретения решается тем, что в устройство управления температурой в зоне резания содержащие, деталь, датчик температуры, режущий инструмент, термоэлемент, исполнительные механизмы, токопровод, введены полевой транзистор и микроконтроллер для перерасчета значения напряжения в зависимости от нечетких правил управления.
Сущность изобретения поясняется чертежами, где на Фиг. 1 приведена схема устройства управления температурой в зоне резания, на Фиг.2 представлен график для входной величины - температура в зоне резания, на Фиг.3 представлен график для выходной величины - напряжения, на Фиг.4 представлен график усеченных выходных функций принадлежности, на Фиг.5 представлен график после агрегации выходного вектора.
Устройство управления температурой в зоне резания содержит микроконтроллер 1, полевой транзистор 2, фрезерный 3-х осевой станок 3, шаговый двигатель 4, опора оси Z 5, суппорт оси Z 6, трап вал 7, термоэлемент 8, фреза 9, датчик температуры 10, патрон 11, резистор 12, деталь 13, стол 14, источник питания 15.
Связи в устройстве управления температурой в зоне резания расположены следующим образом: вход A0 микроконтроллера 1 соединен с выходом датчика температуры 10. Выход A1 микроконтроллера 1 подключен к входу шагового двигателя 4. На шпинделе шагового двигателя 4 установлен трап вал 7, на котором закреплен суппорт оси Z 6. На суппорте 6 установлен патрон 11, в котором фиксируется фреза 9. Выход A2 микроконтроллера 1 соединен с затвором полевого транзистора 2. К затвору также подключен выход резистора 12. Вход резистора 12 и исток полевого транзистора 2 заземлены. Сток полевого транзистора 2 соединен с входом термоэлемента 8, ко второму входу термоэлемента 8 подключен источник питания 15 (+12 V). Шаговый двигатель 4 закреплен на опоре оси Z 5, которая входит в составе фрезерного 3-х осевого станка 3. Рабочий стол 14 соединен с фрезерным 3-х осевым станком 3, на рабочем столе 14 установлена деталь 13.
Устройство управления температурой в зоне резания работает следующим образом. Фрезерный 3-х осевой станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется путем загрузки ее в микроконтроллер 1.
Контроль за изменением температуры в зоне резания осуществляется с помощью датчика температуры 10. При нагреве фрезы 9 датчик температуры 10 сообщает об изменениях по токопроводу в микроконтроллер 1. В микроконтроллере полученная температура от датчика температуры 10 сравнивается с заданным значением. В случае если температура превышает заданное значение происходит перерасчет (по способу, указанному ниже) напряжения передаваемого на вход затвора полевого транзистора 2 в зависимости от нечетких правил управления. Напряжение, передаваемое на затвор полевого транзистора 2 изменяет ток стока полевого транзистора 2. Ток стока передается на термоэлемент 8. При увеличении силы тока стока полевого транзистора 2 холодная сторона термоэлемента 8 с большей интенсивностью начинает охлаждать фрезу 9. Увеличение интенсивности охлаждении фрезы 9 происходит до тех пор, пока сигнал передаваемый от датчика температуры 10 не будет равняться заданному значению. Тем самым осуществляется управление температурой в зоне резания.
Способ управления температурой в зоне резания заключается в следующем.
Первым шагом способа является формирование функции принадлежности термов входной переменной: температуры в зоне резания T (фиг.2), а также выходной переменной напряжения U (фиг. 3).
Входной и выходной параметр описываются формулами:


где t - численные значения температуры в зоне резания полученное от датчика температуры 10; μ(t)→[0, 1] – соответствующие величинам температуры значения функции принадлежности (из интервала от 0 до 1); u– численные значения напряжения передаваемое от микроконтроллера 1 на затвор полевого транзистора 2; μ(u)→[0, 1] – соответствующие величинам напряжения значения функции принадлежности (из интервала от 0 до 1).
Функция принадлежности входной переменной T состоит из пяти термов. Для температуры 

Вторым шагом способа является фаззификация, при которой в зависимости от текущего значения температуры t, полученного от датчика температуры 10, формируется фаззифицированный вектор значений для каждого терма функции принадлежности t', где текущее значение температуры t является аргументом μ(t), позволяя найти количественное значение из интервала [0, 1] для t'=μ(t). Этап фаззификации считается законченным, когда будут найдены все значения t', для пяти термов функции принадлежности входной величины T:

Третьим шагом способа является агрегация, которая осуществляется с помощью одного из пяти нечетких правил:
1: НПУ1: ЕСЛИ « есть T1» ТО «u есть U1»;
есть T1» ТО «u есть U1»;
2: НПУ2: ЕСЛИ « есть T2» ТО «u есть U2»;
3: НПУ3: ЕСЛИ « есть T3» ТО «u есть U3»; (3)
4: НПУ4: ЕСЛИ « есть T4» ТО «u есть U4»;
5: НПУ5: ЕСЛИ «есть T5» ТО «u есть U5».
На четвертом шаге способа осуществляется композиция нечетких правил по формулам:





На пятом шаге способа методом аккумуляции происходит объединение новых термов и формирование выходного нечеткого вектора функции принадлежности напряжения.
(5)


На шестом шаге способа с помощью метода центра тяжести рассчитывается четкое выходное значение выходной переменной напряжения.
где uj - численные значения выходного напряжения; μ'(uj) – новые значения выходной величины напряжения в виде новых термов функции принадлежности.
В результате выбор нового значения напряжения для изменения интенсивности охлаждения фрезы 9 осуществляется по формулам 1-6.
В качестве примера разберем способ перерасчета напряжения подаваемого на затвор полевого транзистора 2 в зависимости от температуры полученной от датчика температуры 10 .
Шаг 1. Формирование функции принадлежности термов входной (фиг. 2) и выходной (фиг. 3) переменных.
Для входной переменной температуры в зоне резания по формуле (1) строим функцию принадлежности:






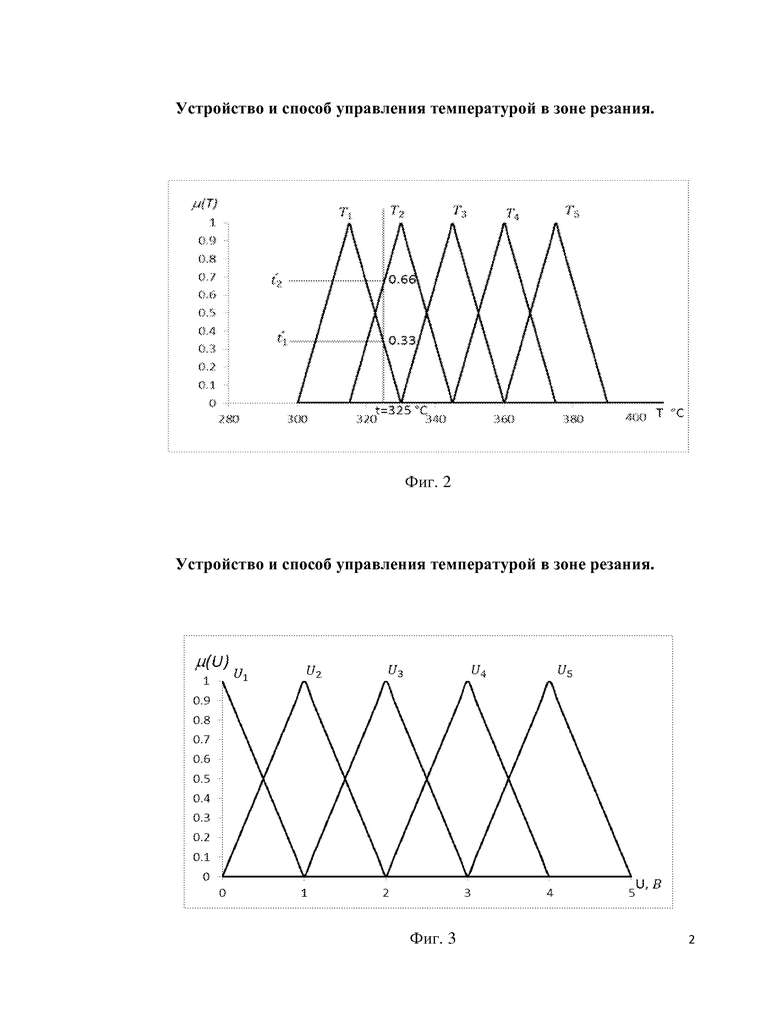
Функция принадлежности для выходной переменной – напряжения передаваемого на затворе полевого транзистора 2 строим по формуле (1):


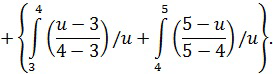
Шаг 2. При поступлении данных в микроконтроллер 1 о текущем значении температуры от датчика температуры 10 равном 325°С (фиг. 2). происходит расчет фаззифицированного вектора значений для каждого терма функции принадлежности по формуле (2) t' = (0,33; 0,66; 0; 0; 0) (см. фиг. 2).
Третий, четвертый и пятый термы имеют нулевую степень истинности, поэтому в дальнейших расчетах использоваться не будут.
Шаг 3. На этапе агрегации по формуле (3) активируются нечеткие правила управления имеющее не нулевое значение параметра 
1: НПУ1: ЕСЛИ «t есть T1» ТО «u есть U1»;
2: НПУ2: ЕСЛИ «t есть T2» ТО «u есть U2».
Шаг 4. Методом нечеткой композиции по формуле (4) происходит усечение выходной функций принадлежности. Результат данной операции представлен на фиг. 4.
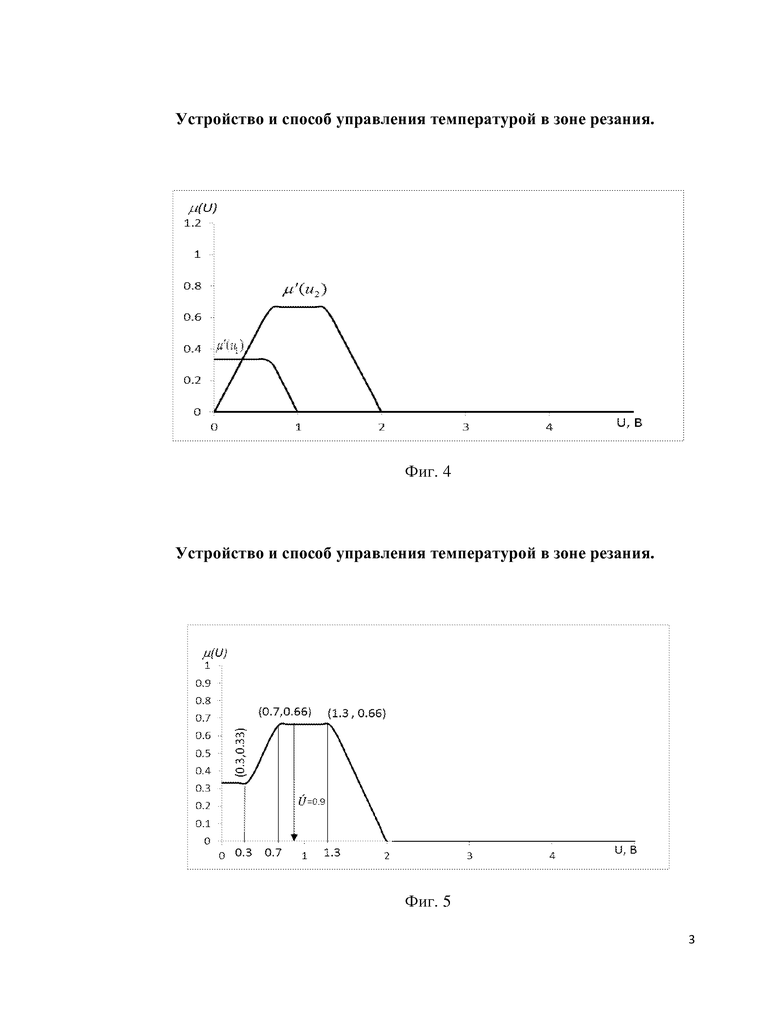
Шаг 5. Методом аккумуляции по формуле (5) происходит объединение усеченных термов и формируется выходной нечеткий вектора функции принадлежности напряжения. Графический результат показан на фиг. 5.
Шаг 6. Дефазификация по методу центра тяжести с помощью формулы (6), позволяет из выходного нечеткого вектора, полученного на пятом шаге получить напряжение (см. Фиг. 5).


Таким образом, температура 325°с в зоне резания требует для достаточного охлаждения режущего инструмента наличия напряжения на затворе транзистора 2 0,9В.
Далее в микроконтроллере 1 в режиме реального времени происходит установка полученного напряжения на затворе полевого транзистора 2. Напряжение на входе полевого транзистора 2, меняет выходной ток стока, а изменение тока стока изменят температуру на термоэлементе 8, который охлаждает фрезу 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для управления охлаждением режущего инструмента при обработке изделий на оборудовании с ЧПУ | 2018 |
|
RU2709125C2 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| Способ и устройство управления термоэлементом | 2020 |
|
RU2752492C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА | 2014 |
|
RU2586189C2 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465115C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2458773C2 |
| Способ и устройство мобильного робота для прохождения замкнутых контуров и лабиринтов | 2017 |
|
RU2670826C9 |
| Устройство преобразования напряжения для нечеткой системы управления охлаждением изделий | 2018 |
|
RU2712684C2 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745432C1 |

Изобретение относится к области высокоскоростной механической обработки деталей на оборудовании с ЧПУ. Управление охлаждением режущего инструмента включает измерение температуры в зоне резания посредством датчика температуры, сравнение измеренной температуры с заданным значением, а при их несовпадении посредством микроконтроллера с помощью соответствующих нечетких правил управления путем перерасчета напряжения, подаваемого на управляющий элемент, выполненный в виде полевого транзистора, изменяют силу тока, протекающего через термоэлемент, который выполнен в виде элемента Пельтье и установлен с возможностью охлаждения режущего инструмента. Использование изобретения позволяет повысить точность механической обработки деталей. 2 н.п. ф-лы, 5 ил.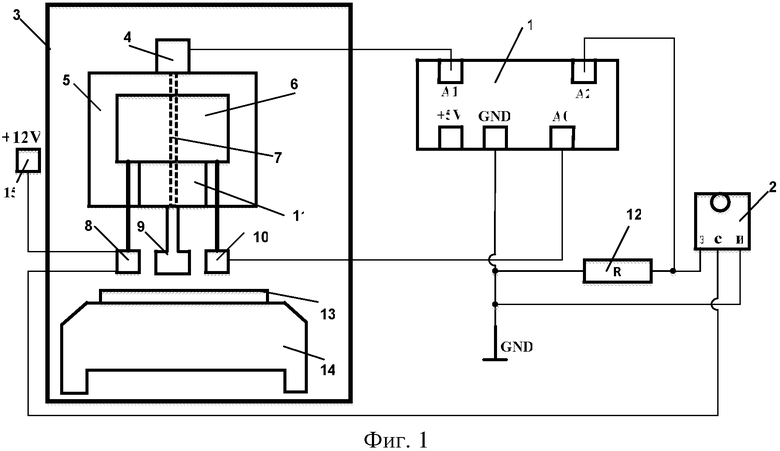
1. Способ управления охлаждением режущего инструмента при механической обработке деталей на оборудовании с ЧПУ, включающий измерение температуры в зоне резания посредством датчика температуры, сравнение измеренной температуры с заданным значением, а при их несовпадении посредством микроконтроллера с помощью нечетких правил управления путем перерасчета напряжения, подаваемого на управляющий элемент, изменяют силу тока, протекающего через термоэлемент, выполненный в виде элемента Пельтье и установленный с возможностью охлаждения режущего инструмента, отличающийся тем, что используют управляющий элемент в виде полевого транзистора, затвор которого связан с упомянутым микроконтроллером, а сток - через термоэлемент с источником питания, при этом используют следующие нечеткие правила управления
1: НПУ1: ЕСЛИ «t есть T1» ТО «u есть U1»,
2: НПУ2: ЕСЛИ «t есть Т2» ТО «u есть U2»,
3: НПУ3: ЕСЛИ «t есть Т3» ТО «u есть U3»,
4: НПУ4: ЕСЛИ «t есть Т4» ТО «u есть U4»,
5: НПУ5: ЕСЛИ «t есть Т5» ТО «u есть U5»,
где t – численное значение температуры в зоне резания,
Т1, Т2, Т3, Т4, Т5 - треугольные термы входной переменной температуры в зоне резания, ограничивающие диапазон, на котором определяют численное значение температуры, полученное от датчика температуры,
u - численное значение напряжения, передаваемое от микроконтроллера на затвор полевого транзистора,
U1, U2, U3, U4, U5 - треугольные термы выходной переменной напряжения, ограничивающие диапазон, на котором определяют выходное значение напряжения, передаваемое на затвор полевого транзистора,
а перерасчет напряжения, подаваемого от микроконтроллера на затвор полевого транзистора, осуществляют по формуле
где uj - численные значения выходного напряжения,
µ'(uj) – новые значения выходной величины напряжения в виде новых термов функции принадлежности.
2. Устройство для управления охлаждением режущего инструмента при механической обработке деталей на оборудовании с ЧПУ, содержащее датчик температуры, установленный с возможностью измерения температуры в зоне резания, термоэлемент, выполненный в виде элемента Пельтье и установленный с возможностью охлаждения режущего инструмента, микроконтроллер и управляющий элемент, при этом датчик температуры соединен с соответствующим входом микроконтроллера, отличающееся тем, что управляющий элемент выполнен в виде полевого транзистора, соединенного затвором с микроконтроллером, а стоком - через термоэлемент с источником питания, при этом микроконтроллер выполнен с возможностью осуществления следующих нечетких правил управления:
1: НПУ1: ЕСЛИ «t есть Т1» ТО «u есть U1»,
2: НПУ2: ЕСЛИ «t есть Т2» ТО «u есть U2»,
3: НПУ3: ЕСЛИ «t есть Т3» ТО «u есть U3»,
4: НПУ4: ЕСЛИ «t есть Т4» ТО «u есть U4»,
5: НПУ5: ЕСЛИ «t есть Т5» ТО «u есть U5»,
где t – численное значение температуры в зоне резания,
Т1, Т2, Т3, Т4, Т5 - треугольные термы входной переменной температуры в зоне резания, ограничивающие диапазон, на котором определяют численное значение температуры, полученное от датчика температуры,
u - численное значение напряжения, передаваемое от микроконтроллера на затвор полевого транзистора,
U1, U2, U3, U4, U5 - треугольные термы выходной переменной напряжения, ограничивающие диапазон, на котором определяется выходное значение напряжения, передаваемое на затвор полевого транзистора,
и перерасчета напряжения, подаваемого на затвор полевого транзистора, по формуле
где uj - численные значения выходного напряжения,
µ'(uj) – новые значения выходной величины напряжения в виде новых термов функции принадлежности.
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА | 1984 |
|
SU1255384A1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2470757C2 |
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| JP 2003266209 A, 24.09.2003 | |||
| CN 101797704 A, 11.08.2010. | |||

