Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу получения полимерных смол. Преимущественно, настоящее изобретение относится к производственному аппарату и способу производства, используемому для получения смол высокой прозрачности, таких как смолы на основе сополимера стирол-акрилонирил (SAN) и смолы на основе сополимеров метакрилат-стирол (MS), которые являются сополимерными смолами.
Уровень техники
Традиционно смолы на основе сополимеров стирол-акрилонитрил (далее по тексту иногда сокращенно называемые как «SAN») являются продуктами промышленного производства. Данные SAN получают непрерывным способом для повышения производительности процесса их получения или т.п.
С другой стороны, SAN получают по реакции сополимеризации стирола и акрилонитрила, являющихся исходными материалами, и данная реакция сополимеризации является экзотермической реакцией. Соответственно, возникает необходимость удаления теплоты полимеризации, чтобы обеспечивать непрерывное получение SAN стабильным образом. Поэтому в качестве аппарата для производства данного SAN был предложен аппарат, включающий пространственную область внутри полимеризационной емкости, посредством которой теплота полимеризации отводится за счет испарения части полимеризационного раствора в данной пространственной области.
Неожиданно оказалось, что данный SAN имеет превосходные показатели свойств по прозрачности. Однако данная прозрачность ухудшается по мере того, как SAN становится мутным, если состав SAN, т.е. компоненты стирола и акрилонитрила в SAN, меняется в массовом отношении. Соответственно, для того чтобы получить SAN с превосходной прозрачностью, необходимо обеспечить однородность состава и температуры полимеризационного раствора внутри полимеризационной емкости.
Однако в производственном аппарате, включающем пространственную область внутри полимеризационной емкости, как рассмотрено выше, посредством которой обеспечивается отвод тепла в виде скрытой теплоты, состав испарившихся мономера, растворителя и т.п. и их состав в полимеризационном растворе отличаются друг от друга. Если данные пары сконденсировать и подать обратно в полимеризационную емкость, возникает область, в которой концентрация данных компонентов в полимеризационном растворе иная. Кроме того, рабочие факторы, такие как давление, температура и уровень жидкости, влияют друг на друга в данном аппарате и поэтому постоянно меняются. Следовательно, время пребывания и отношение полимеризации меняются, затрудняя тем самым возможность поддерживания постоянными времени пребывания и отношения полимеризации. Как результат этого, состав SAN, полученного по реакции сополимеризации, становится неоднородным, что ухудшает прозрачность SAN.
Поэтому был предложен удобный производственный аппарат, включающий кулер, с помощью которого обеспечивается отвод теплоты реакции полимеризации.
Публикация патента Японии № 47-610 раскрывает производственный аппарат, включающий охлаждающее устройство внутри полимеризационной емкости, с помощью которого отводится теплота полимеризации. Данный производственный аппарат обладает таким свойством, которое исключает необходимость пространственной области внутри полимеризационной емкости. Поэтому оказывается возможно поддерживать постоянными время пребывания полимеризационного раствора внутри полимеризационной емкости за счет поддерживания постоянным расхода исходного материала. Кроме того, производственный аппарат обладает тем преимуществом, что нет необходимости учитывать изменение состава вследствие конденсации парового компонента.
Публикация патента Японии № 55-35912 раскрывает присоединенный снаружи аппарат для отвода тепла (кулер), способный к очистке внутренней стенки трубы. Охлаждающая среда, имеющая температуру, которая на 5°С или более ниже, чем температура полимеризации, но не больше чем 40°С, протекает через рубашку данного аппарата для отвода тепла (кулера). Извлекая полимеризационный раствор из полимеризационной емкости с помощью насоса и вводя раствор в трубу внутри данного аппарата для отвода тепла, осуществляют теплообмен между полимеризационным раствором и охлаждающей средой, в результате чего полимеризационный раствор охлаждается. После этого полимеризационный раствор вновь подают в полимеризационную емкость для удаления теплоты полимеризации внутри полимеризационной емкости.
Публикация патента Японии № 48-29628 раскрывает производственный аппарат, включающий полимеризационную емкость, имеющую в нижней своей части осевую перемешивающую лопасть, состоящую из перемешивающей лопасти турбинного типа и перемешивающей лопасти винтового типа и имеющую в своей внутренней части кулер.
Сущность изобретения
Однако производственные аппараты, раскрытые в публикациях патентов Японии №№ 47-610, 55-35812 и 48-29628, в некоторых случаях не могут обеспечить полного и равномерного смешения и протекания реакции сополимеризации исходного материала и полимеризационного раствора, что приводит к неравномерному составу полученного таким образом SAN.
Это означает, что, даже если охлаждение осуществляется при использовании охлаждающего устройства, необходимо обеспечить определенную скорость реакции полимеризации, чтобы добиться эффективного получения SAN. По этой причине полимеризационный раствор внутри полимеризационной емкости поддерживают при температуре, превышающей температуру исходного материала, вводимого в полимеризационную емкость. Отсюда, как показано на фигурах 1 и 2, исходный материал вводят в полимеризационную емкость через инжекционные вводы 4 и 10 в случае производственного аппарата, раскрытого в публикации патента Японии № 47-610. Соответственно, температура и состав полимеризационного раствора в некоторых случаях становятся неравномерными вблизи данных инжекционных вводов 4 и 10, также вызывая тем самым неравномерность состава образующегося SAN. Кроме того, данный производственный аппарат только включает, в качестве его кулеров, охлаждающее устройство, вмонтированное в полимеризационную емкость, и охлаждающую рубашку, покрывающую наружную стенку полимеризационной емкости. Результатом этого является то, что отвод тепла от производственного аппарата оказывался недостаточным, поскольку площадь теплопереноса на единицу объема полимеризационной емкости снижается из-за увеличения размера аппарата. Соответственно, аппарат согласно публикации патента Японии № 47-610 считается не полностью адаптированным к увеличению размера.
Публикация патента Японии № 55-35912 не раскрывает конкретно никакого способа введения исходного материала в полимеризационную емкость, смешения и перемешивания исходного материала. Как и не рассматривается в публикации патента Японии № 55-35912 способ повышения однородности распределения температуры и состава полимеризационного раствора вблизи места введения исходного материала внутри полимеризационной емкости. Кроме того, в том случае, когда полимеризационный раствор внутри полимеризационной емкости циркулирует по наружному охлаждающему устройству, как в данном производственном аппарате, производственный аппарат в некоторых случаях претерпевает отрицательное воздействие, связанное с тем, что осевая мешалка перемешивающего устройства внутри полимеризационной емкости смещается вбок под давлением жидкости данного циркулирующего полимеризационного раствора, когда циркулирующий полимеризационный раствор подается обратно в полимеризационную емкость.
Производственный аппарат согласно публикации патента Японии № 48-29628 включает осевую перемешивающую лопасть 7 и перемешивающую лопасть 3 винтового типа, как показано на фигуре 1. Соответственно, оказывается возможным улучшить смешиваемость исходных материалов. Однако, как и производственный аппарат согласно публикации патента Японии № 47-610, данный производственный аппарат только включает в качестве охлаждающих его устройств охлаждающее устройство, вмонтированное в полимеризационной емкости, и охлаждающую рубашку, покрывающую наружную стенку полимеризационной емкости. Поэтому если просто увеличить размер аппарата, как рассмотрено выше, то невозможно полностью отвести теплоту полимеризации, и поэтому требуется наружное охлаждение.
Кроме того, в аппарате согласно публикации патента Японии № 48-29628 сама осевая мешалка удлиняется, если увеличивается размер аппарата, и боковое смещение вследствие вращения перемешивающей лопасти становится больше. Следовательно, чтобы предотвратить возникновение данной ситуации, необходимо обеспечить контроль осевой мешалки за счет установки опорного элемента в нижней части полимеризационной емкости. Однако если опорный элемент помещается в нижней части полимеризационной емкости, как показано на фигуре 1 публикации патента Японии № 48-29628, то трудно установить ввод для введения исходного материала и ввод для циркулирующего снаружи полимеризационного раствора сразу же под перемешивающей лопастью. Поэтому в данном случае вводы для введения исходного материала и циркулирующего снаружи раствора должны быть расположены в положении 10, отстоящем от положения сразу же под перемешивающей лопастью внутри полимеризационной емкости, как показано на фигуре 2 публикации патента Японии № 47-610. В результате оказывается невозможно равномерно перемешать и смешать полимеризационный раствор вблизи ввода 10, что вызывает неравномерность температуры и состава его. Кроме того, оказывается невозможно быстро и равномерно смешать полимеризационный раствор, циркулирующий по наружному кулеру и охлаждающийся в результате этого, и исходный материал внутри полимеризационной емкости.
Как рассмотрено выше, в традиционных производственных аппаратах вводы для введения исходного материала и циркулирующего снаружи раствора должны быть расположены на расстоянии от осевой мешалки. Поэтому работа такого аппарата должна быть сопряжена с проблемой возникновения неравномерности по температуре и составу полимеризационного раствора вблизи точки ввода исходного материала в полимеризационную емкость, и поэтому образующийся SAN уступает по показателям прозрачности. Кроме того, если эффективность охлаждения полимеризационного раствора недостаточна и поэтому устанавливается наружный кулер циркуляционного типа для того, чтобы повысить эффективность охлаждения, в производственных аппаратах в некоторых случаях возникает отрицательный эффект, связанный с боковым смещением осевой мешалки внутри полимеризационной емкости вследствие давления жидкости полимеризационного раствора, прошедшего через данный кулер.
В главе предыстории создания изобретения дано объяснение на примере SAN, который представляет смолу на основе сополимера. Однако такая проблема, как неравномерность температуры и состава полимеризационного раствора внутри полимеризационной емкости, какая видна в процессе получения данного SAN, также возникает, когда непрерывное получение других полимерных и сополимерных смол протекает по реакции полимеризации, которая является экзотермической реакцией.
Чтобы решить вышеназванную проблему, предложен один вариант осуществления изобретения, который относится к аппарату для производства полимерной смолы, включающему
полимеризационную емкость, включающую основной корпус и выступающую часть, которая выступает вниз от плоскости днища основного корпуса, и нижняя часть которой представляет крышку для днища;
перемешивающее устройство, включающее привод, установленный выше основного корпуса, вращающуюся осевую мешалку, соединенную с приводом и проходящую от привода в выступающую часть, и лопасть, расположенную на боковой поверхности осевой мешалки;
опорный элемент, расположенный на нижней крышке выступающей части так, чтобы закрыть боковую поверхность осевой мешалки без контакта с ней, и так, чтобы образовался зазор между опорным элементом и боковой поверхностью осевой мешалки;
отверстие для отвода раствора из основного корпуса;
защитный элемент, покрывающий боковую поверхность осевой мешалки без контакта с ней и образующий первый канал течения между защитным элементом и боковой поверхностью осевой мешалки внутри выступающей части;
первое средство охлаждения, расположенное внутри основного корпуса;
средство циркуляционного охлаждения, включающее канал циркуляционного ввода, расположенный на боковой поверхности выступающей части так, чтобы находиться на противоположной выступающей части стороне, циркуляционную линию, проходящую от основного корпуса к каналу циркуляционного ввода, второе средство охлаждения и циркуляционный насос, соединенный с циркуляционной линией в средней точке;
третье средство охлаждения, расположенное так, чтобы закрывать наружную стенку полимеризационной емкости;
канал ввода исходного материала, соединенный с выступающей частью, и
элемент, определяющий канал течения и расположенный между опорным элементом и защитным элементом так, чтобы закрывать боковую поверхность осевой мешалки, и так, чтобы фиксировать опорный элемент и защитный элемент, определяющий канал течения элемент, образующий второй канал течения между боковой поверхностью осевой мешалки и определяющим канал течения элементом, и третий канал течения для соединения второго канала течения с каналом ввода исходного материала;
причем с первого по третий каналы течения составляют непрерывный канал течения,
самый высокий конец первого канала течения открыт внутрь выступающей части; и
зазор, часть первого канала течения, за исключением самого высокого конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части.
Другой вариант осуществления изобретения относится к полимеризационной емкости для полимерной смолы, включающей
основной корпус;
выступающую часть, которая выступает вниз от плоскости днища основного корпуса и которая включает нижняя часть, которая представляет крышку днища;
перемешивающее устройство, включающее вращающуюся осевую мешалку, соединенную с приводным элементом, установленным над основным корпусом, и проходящую от приводного элемента в выступающую часть, и лопасти, расположенной на боковой поверхности осевой мешалки;
опорный элемент, расположенный на нижней крышке выступающей части так, чтобы закрыть боковую поверхность осевой мешалки без контакта с ней, и так, чтобы образовался зазор между опорным элементом и боковой поверхностью осевой мешалки и между опорным элементом и нижней поверхностью осевой мешалки;
выпускное отверстие для отвода раствора в основном корпусе;
защитный элемент, покрывающий боковую поверхность осевой мешалки без контакта с ней и образующий первый канал течения между защитным элементом и боковой поверхностью осевой мешалки внутри выступающей части;
первое средство охлаждения, расположенное внутри основного корпуса;
канал циркуляционного ввода, расположенный на боковой поверхности выступающей части так, чтобы находиться на противоположной выступающей части стороне и чтобы обеспечить протекание охлажденного полимеризационного раствора в ней;
канал ввода исходного материала, соединенный с выступающей частью, и
определяющий канал течения элемент, расположенный между опорным элементом и защитным элементом так, чтобы закрывать боковую поверхность осевой мешалки, и так, чтобы фиксировать опорный элемент и защитный элемент, определяющий канал течения элемент, образующий второй канал течения между боковой поверхностью осевой мешалки и определяющим канал течения элементом, и третий канал течения для соединения второго канала течения с каналом ввода исходного материала;
причем с первого по третий каналы течения составляют непрерывный канал течения,
самый высокий конец первого канала течения открыт внутрь выступающей части; и
зазор, часть первого канала течения, за исключением самого высокого конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части.
Рассмотренный выше производственный аппарат скомпанован таким образом, что исходный материал и полимеризационный раствор, циркулирующий под действием средства циркуляционного охлаждения, подают в выступающую часть. С первого по третий каналы течения составляют непрерывный канал течения. Кроме того, самый высокий конец первого канала течения открыт внутрь выступающей части, зазор, часть первого канала течения, за исключением самого верхнего его конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части, составляя, таким образом, независимое пространство в выступающей части. Соответственно, исходный материал, вновь введенный в выступающую часть, проходит через канал ввода исходного материала, третий канал течения, второй канал течения и первый канал течения и окончательно поступает из самой верхней точки первого канала течения в полимеризационную емкость.
В целом, мономер, в качестве исходного материала полимерной смолы, и другие исходные материалы поддерживают при низкой температуре, так чтобы они не заполимеризовались внутри емкости для хранения мономера, внутри регулировочной емкости для введенного исходного материала и внутри линии в любой ее точке вплоть до полимеризационной емкости. Защитный элемент и элемент, определяющий канал течения, предотвращают возможность контакта данного низкотемпературного исходного материала с полимеризационным раствором, находящимся в выступающей части, при протекании из первого канала течения в третий канал течения, а сам исходный материал находится в состоянии прямого контакта с осевой мешалкой. Следовательно, если такого защитного элемента нет и нет элемента, определяющего канал течения, как упомянуто в вышерассмотренном варианте осуществления изобретения, исходный материал и полимеризационный раствор, который циркулирует под действием второго средства охлаждения, непосредственно смешиваются друг с другом сразу же после введения в выступающую часть. Следовательно, внутри выступающей части возникает порция полимеризационного раствора, по составу и температуре существенно отличающаяся от полимеризационного раствора внутри главного корпуса. В отличие от этого, в производственном аппарате вышерассмотренного варианта осуществления возможно одновременно и равномерно смешивать низкотемпературный исходный материал, вновь введенный в выступающую часть, полимеризационный раствор внутри полимеризационной емкости и полимеризационный раствор, циркулирующий под действием средства циркуляционного охлаждения в небольшой области днища полимеризационной емкости. В результате оказывается возможным сузить распределения полимерной смолы по составу и температуре.
Кроме того, исходный материал, поступивший в выступающую часть, нагревается под действием теплоты трения, генерируемой при вращении осевой мешалки на опорном элементе, тепла, поступающего от полимеризационного раствора, циркулирующего внутри второго средства охлаждения через защитный элемент, и теплоты, поступающей из внутренней части полимеризационной емкости через перемешивающее устройство. Поэтому исходный материал находится на определенном уровне высокой температуры в момент стекания с самого высокого конца первого канала течения в полимеризационную емкость. Соответственно, разница температур между исходным материалом, стекающим с самого верхнего конца первого канала течения, и полимеризационным раствором становится небольшой. Таким образом, возможно даже более равномерно смешивать и перемешивать исходный материал и полимеризационный раствор. Кроме того, теплота от опорного элемента может быть отведена данным низкотемпературным исходным материалом. Поэтому можно предотвратить перегрев опорного элемента, укорачивающий срок его службы, и начало реакции полимеризации вблизи данного элемента.
Защитный элемент сконструирован так, чтобы находиться в противоположной стороне от канала циркуляционного ввода, когда полимеризационный раствор, пройдя через второе средство охлаждения, поступает в выступающую часть. Соответственно, можно предотвратить боковое смещение осевой мешалки вследствие давления жидкости циркулирующего полимеризационного раствора, возникающего при введении раствора с выступающую часть.
Как рассмотрено выше, можно вызвать равномерное протекание реакции полимеризации внутри полимеризационной емкости. Таким образом, можно получать полимерную смолу, имеющую равномерный состав, стабильным образом в течение длительного периода времени.
В настоящем описании фраза «исходный материал» относится к жидкому материалу, содержащему мономер в качестве исходного материала полимерной смолы, растворитель, регулятор молекулярной массы, инициатор полимеризации, если это необходимо, и т.п., и вновь введенному в полимеризационную емкость через канал ввода исходного материала.
Фраза «полимеризационный раствор» относится к смеси жидких компонентов из числа тех, что находятся в полимеризационной емкости, которые образовали полимерную смолу, мономер в качестве исходного материала полимерной смолы, растворитель, регулятор молекулярной массы, инициатор полимеризации, если это необходимо, и т.п.
Фраза «внутри выступающей части» относится к пространству, из числа тех, что находятся в выступающей части, окруженному наружной поверхностью выступающей части, боковой поверхностью незакрытой осевой мешалки, находящейся на опорном элементе, защитным элементом и элементом, определяющим канал течения, внутренней боковой стенкой выступающей части (исключая боковую стенку элемента, определяющего канал течения) и элементом, определяющим канал течения. То есть фраза «внутри выступающей части» относится к пространству из числа тех, что находятся внутри выступающей части, отличающихся от зазора и с первого по третий каналов течения. Пространство представляет, например, часть 30, обозначенную пунктирной линией на фигуре 7.
Фраза «самый верхний конец первого канала течения» относится к части из числа тех, которые принадлежат первому каналу течения и находятся на самом близком расстоянии от приводного элемента.
Фраза «внутренний объем полимеризационной емкости» относится к объему части пространства внутри полимеризационной емкости. То есть внутренний объем полимеризационной емкости выражается как «(объем, когда внутренняя часть полимеризационной емкости является пустой и не снабжена никакими средствами и деталями)-(объем, занимаемый средствами и деталями, расположенными внутри полимеризационной емкости)». Примеры данных «(средств и деталей, расположенных внутри полимеризационной емкости») включают перемешивающее устройство, опорный элемент, выступающую часть, первое средство охлаждения и элемент, определяющий канал течения. Кроме того, если полимеризационный раствор загружают в полимеризационную емкость, то «внутренний объем полимеризационной емкости» соответствует объему полимеризационного раствора.
Кроме этого, символ «TL (касательная линия)» обозначает границу между цилиндрической частью основного корпуса полимеризационной емкости и скругленными частями углов головной части, составляющими верхнюю часть основного корпуса. Данная касательная линия является, например, частью, обозначенной символом «TL» на фигуре 6.
Краткое описание чертежей
На фигуре 1 представлена схема, использованная для объяснения производственного аппарата первого варианта осуществления изобретения;
на фигуре 2 представлена другая схема, использованная для объяснения производственного аппарата первого варианта осуществления изобретения;
на фигуре 3 представлена схема, использованная для объяснения системы охлаждения, составляющей средства вторичного охлаждения первого варианта осуществления изобретения;
на фигуре 4 представлена схема, использованная для объяснения одного примера выступающей части;
на фигуре 5 представлена другая схема, использованная для объяснения одного примера выступающей части;
на фигуре 6 представлена схема, использованная для объяснения производственного аппарата второго варианта осуществления изобретения;
на фигуре 7 представлена схема, использованная для объяснения внутренней конструкции выступающей части внутри производственного аппарата.
На чертежах цифры имеют следующие значения: 1: охлаждающая рубашка; 2: лопасть перемешивающего устройства; 3: всасывающая труба; 4а: трубчатый охлаждающий змеевик; 4b: кольцевой магистральный трубопровод; 5: предохранительная шайба; 6: канал циркуляционного вывода; 7: циркуляционный насос; 9: защитный элемент; 10, 10а, 10b: канал ввода исходного материала; 11: опорный элемент; 12: отверстие для отвода раствора; 13: осевая мешалка; 15: охлаждающая среда; 18: канал циркуляционного ввода; 19: циркуляционная линия; 20: основной корпус; 21: выступающая часть; 22: первый канал течения; 23: второй канал течения; 24: нижняя крышка выступающей части; 25: элемент, определяющий канал течения; 26: статический подшипник; 27: цилиндрическая конструкция; 28: зазор; 29: самый верхний конец первого канала течения; 30: внутренняя зона выступающей части; 31: третий канал течения.
Наилучший путь осуществления изобретения
Далее настоящее изобретение будет рассмотрено применительно к вариантам его осуществления. Данные варианты осуществления изобретения представлены, чтобы облегчить понимание сути настоящего изобретения, и поэтому настоящее изобретение не ограничивается рассмотренными вариантами его осуществления. Соответственно, настоящее изобретение включает множество альтернативных вариантов рассмотренным ниже вариантам его осуществления.
Кроме того, в представленном ниже материале объяснение может быть дано с использование SAN как одного примера полимерной смолы. Однако полимерная смола, полученная с использованием производственного аппарата и способа получения согласно настоящему изобретению, не ограничивается SAN. Производственный аппарат и способ получения согласно настоящему изобретению также применимы к другим полимерным смолам и смолам на основе сополимеров, в которых реакция полимеризации является экзотермической реакцией.
(Первый вариант осуществления изобретения)
На фигурах 1 и 2 проиллюстрирован один пример производственного аппарата согласно настоящему изобретению. Фигура 1 представляет боковой разрез данного производственного аппарата, и фигура 2 представляет поперечный разрез по линии А-А' производственного аппарата, показанного на фигуре 1 (фигура 2 представляет только основную конфигурацию производственного аппарата, показанного на фигуре 1, и часть его конструкции исключена из фигуры. Кроме того, белая область на черном фоне представляет часть, заполненную полимеризационным раствором). Данный производственный аппарат образован полимеризационной емкостью, включающей основной корпус 20 и выступающую часть 21, проходящую вниз от плоскости днища основного корпуса. Нижняя часть данной выступающей части 21 составляет нижнюю крышку 24.
Над основным корпусом данной полимеризационной емкости установлен не показанный приводной элемент. Кроме того, осевая мешалка 13 соединена с данным приводным элементом. Данная осевая мешалка 13 проходит через основной корпус 20, будучи подвешенной в воздухе в верхней его части, и проходит от приводного элемента в нижнюю область выступающей части 21. Лопасть 2 приварена к боковой поверхности данной осевой мешалки 13. Данная осевая мешалка 13 и лопасть 2 составляют вращающееся перемешивающее устройство, так что исходные материалы внутри полимеризационной емкости могут быть перемешаны и смешаны при вращении перемешивающего устройства. Как показано на фигуре 1, дополнительная лопасть перемешивания 17, включающая вспомогательную лопасть, может быть установлена в нижней части данной лопасти 2. За счет установки дополнительной перемешивающей лопасти таким путем можно улучшить эффективность смешения.
В нижней крышке 24 выступающей части установлен опорный элемент 11, который по окружности покрывает боковую поверхность осевой мешалки 13 без контакта с ней. Данный опорный элемент 11 приспособлен для установки осевой мешалки 13 под контролем, чтобы предотвратить ее чрезмерные колебания вследствие вращения. Кроме того, зазор 28 (показанный на фигуре 4) образуется между опорным элементом 11 и боковой поверхностью осевой мешалки 13 и между опорным элементом 11 и нижней поверхностью осевой мешалки 13.
В верхней части данного основного корпуса 20 расположено отверстие 12 для отвода раствора, так чтобы полимеризационный раствор мог быть выведен.
Внутри выступающей части 21 расположен защитный элемент 9, который по окружности закрывает боковую поверхность осевой мешалки 13 без контакта с ней. Кроме того, часть пространства, находящаяся между защитным элементом 9 и боковой поверхностью осевой мешалки 13, образует первый канал течения.
Внутри основного корпуса полимеризационной емкости расположена всасывающая труба 3, трубчатый охлаждающий змеевик 4а и кольцевой магистральный трубопровод 4b, с которым соединен трубчатый охлаждающий змеевик 4а, так что теплота полимеризации может быть отведена. Всасывающая труба 3, трубчатый охлаждающий змеевик 4а и кольцевой магистральный трубопровод 4b составляют первое средство охлаждения.
Данная всасывающая труба 3 представляет собой, как показано на фигурах 1 и 2, полую цилиндрическую трубу. Охлаждающая среда 15 вводится в нижнюю часть всасывающей трубы 3, протекает внутри нее, а затем выходит через другую нижнюю зону. Таким образом, охлаждающая среда 15 циркулирует по всасывающей трубе. Кроме того, лопасть перемешивающего устройства находится внутри данной всасывающей трубы, так что оказывается окруженной всасывающей трубой. Восходящий поток полимеризационного раствора возникает в области внутри трубы, а нисходящий поток полимеризационного раствора возникает в области вне трубы вследствие вращения перемешивающего устройства, эффективно поднимая вращающийся поток внутри полимеризационной емкости.
На фигуре 1 трубчатый охлаждающий змеевик 4а расположен таким образом, что четырежды окружает наружную сторону всасывающей трубы 3. Охлаждающая среда 15 подается из нижних частей кольцевых магистральных трубопроводов 4b, расположенных в верхней и нижней частях основного корпуса, и проходит через каждое колено трубчатого охлаждающего змеевика 4а, а затем выводится с противоположных нижних зон кольцевых магистральных трубопроводов 4b. Таким образом, охлаждающая среда 15 циркулирует по трубчатому охлаждающему змеевику.
В качестве охлаждающей среды 15, используемой во всасывающей трубе 3 и трубчатом охлаждающем змеевике 4, можно использовать хорошо известную среду, включающую Therminol 55 и Therminol 59, изготавливаемых Soluta Inc., Dowtherm Q и Dowtherm MX производства The Dow Chemical Company, и NeoSK-Oi1 330 и NeoSK-Oi1 1400 производства Soken Tecnikx Co., Ltd.
В качестве первого средства охлаждения может быть целиком использована всасывающая труба 3. Кроме того, когда используют трубчатый охлаждающий змеевик 4а, одну или несколько круговых групп трубчатых охлаждающих витков устанавливают для пары кольцевых магистральных труб, и нет предела для конкретного числа кольцевых магистральных труб. Кроме того, в настоящем варианте осуществления изобретения установлено две пары кольцевых магистральных труб и сдвоенная круговая группа трубчатых охлаждающих змеевиков на каждую пару кольцевых магистральных труб.
Кроме того, первое средство охлаждения не ограничивается всасывающей трубой 3 и трубчатым охлаждающим змеевиком 4а. В альтернативном случае, можно использовать хорошо известный охладитель такой длины, какая может обеспечить стабильное охлаждение полимеризационного раствора в течение продолжительного промежутка времени.
На боковой поверхности выступающей части 21 расположен канал 18 циркуляционного ввода с противоположной стороны от защитного элемента 9. Кроме того, циркуляционная линия 19 соединена от канала 6 циркуляционного отвода основного корпуса 20 до канала 18 циркуляционного ввода. Второе средство 8 охлаждения и циркуляционный насос 7 соединены с данным циркуляционной линией 19 в средних точках. Канал 18 циркуляционного ввода, второе средство 8 охлаждения, циркуляционный насос 7, канал 6 циркуляционного отвода, расположенные на основном корпусе 20, и циркуляционная линия 19 для соединения данных компонентов составляют средство циркуляционного охлаждения. При работе циркуляционного насоса 7 полимеризационный раствор, отводимый по каналу 6 циркуляционного отвода основного корпуса 20, возвращается в выступающую часть 21 по каналу 18 циркуляционного ввода после охлаждения его вторым средством 8 охлаждения.
Нет конкретного ограничения данного второго средства охлаждения, пока полимеризационный раствор может непрерывно охлаждаться протекающим раствором. В качестве второго средства охлаждения предпочтительно использовать такой теплообменник, какой показан на фигуре 3, из числа других теплообменников, способных очищаться по внутренней стенке трубки за счет возвратно-поступательного движения спиральной пружины.
Теплообменник, показанный на фигуре 3, включает рубашку 33 и трубку 38, расположенную в ней. Данная трубка 38 соединена с циркуляционной линией 19 вводом 34 и выводом 35, так что полимеризационный раствор протекает по данной трубке, когда включен циркуляционный насос 7. То есть полимеризационный раствор поступает по каналу 34 ввода, проходит по трубке 38 и затем выходит по отводному каналу 35. Кроме того, теплообменник сконструирован так, что охлаждающая среда вводится по каналу 36 для ввода и отводится по отводному каналу 37. Охлаждающая среда, протекающая внутри данной рубашки 33, и полимеризационный раствор, протекающий внутри трубки 38, разделены друг от друга трубчатым листом, обеспечивая отвод тепла полимеризационного раствора за счет теплопереноса через трубку.
Кроме того, спиральная пружина 39, которая совершает возвратно-поступательное движение вдоль внутренней стенки трубки 38, вставлена в нее и прикреплена к панели 40. Данная панель 40 соединена со стержнем 41, чтобы обеспечить снаружи возвратно-поступательное движение непрерывно или прерывисто с помощью приводного элемента 42 возвратно-поступательного движения.
Когда полимеризационный раствор циркулирует под действием циркуляционного охлаждающего средства в течение продолжительного времени, твердое вещество может прилипнуть к внутренней стенке трубок, внутри которых протекает полимеризационный раствор. Даже если твердое вещество прилипло к внутренней стенке трубки, как указано выше, использование данного теплообменника позволяет периодически соскабливать твердое вещество с помощью спиральной пружины. Как результат этого, оказывается возможным охлаждать полимеризационный раствор стабильно и постоянно.
На фигуре 3 показан случай, когда спиральная пружина осуществляет возвратно-поступательное движение. Однако движение спиральной пружины не ограничивается этим движением. В альтернативном случае, теплообменник может быть сконструирован таким образом, что стержень 31 и приводной элемент 32 возвратно-поступательного движения устанавливаются для каждой спиральной пружины, и каждая спиральная пружина может вращаться независимо. Кроме того, по мере течения охлаждающей среды внутри рубашки 33 можно использовать одну из вышеназванных сред теплопереноса, упомянутых выше.
Третье охлаждающее средство 1 установлено так, чтобы закрыть наружную стенку полимеризационной емкости. В качестве данного третьего охлаждающего средства 1 возможно использовать, например, охлаждающую рубашку.
Канал 10 для подачи исходного материала соединен с выступающей частью 21, так что исходный материал первоначально подается в полимеризационную емкость. Кроме того, данный мономер как исходный материал полимерной смолы и другие исходные материалы обычно поддерживают при низкой температуре, чтобы предупредить полимеризацию внутри емкости для хранения или внутри трубопровода в любой его точке вплоть до полимеризационной емкости. Использование данного низкотемпературного исходного материала повышает отношение, при котором можно отвести теплоту полимеризации с использованием целесообразной теплоты исходных материалов. Таким образом, можно снизить нагрузку на первое охлаждающее средство, второе охлаждающее средство и третье охлаждающее средство.
Между опорным элементом 11 и защитным элементом 9 образуется второй канал течения, так чтобы по окружности закрыть боковую поверхность осевой мешалки 13 элементом 25, определяющим канал течения. Кроме того, данный элемент 25, определяющий канал течения, соединяет опорный элемент 11, защитный элемент 9 и канал 10 для ввода исходного материала. Определяющий канал течения элемент 25 образует третий канал течения 31 для соединения второго канала течения с каналом для ввода исходного материала.
Данный определяющий канал течения элемент 25 необходимо устанавливать, по меньшей мере, между опорным элементом 11 и защитным элементом 9, так чтобы закрывать осевую мешалку 13. Однако определяющий канал течения элемент 25 может существовать не только в области между опорным элементом 11 и защитным элементом 9, но также в области, расположенной несколько выше данной области (в направлении приводного элемента). В данном случае часть определяющего канал течения элемента 25 (часть, расположенная над областью между опорным элементом 11 и защитным элементом 9) закрывает низ защитного элемента 9, как показано, например, на фигурах 4 и 5.
Данные с первого по третий каналы течения образуют непрерывный канал течения. Кроме того, самый верхний конец 29 первого канала течения открыт внутрь выступающей части, и зазор, часть первого канала течения, отличающаяся от самого верхнего его конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части. Соответственно, зазор, часть первого канала течения, отличающаяся от самого верхнего его конца, второй канал течения и третий канал течения ограничивают отдельное пространство, образованное полностью данными элементами в выступающей части реактора. Поэтому секция, расположенная от канала 10 ввода исходного материала до первого канала течения (канал 10 ввода исходного материала - третий канал течения 31 - второй канал течения 23 - первый канал течения 21), предназначена для предупреждения утечки вводимого низкотемпературного материала из любой точки вдоль секции и контакта с полимеризационным раствором внутри полимеризационной емкости. Кроме того, данный канал 10 для ввода исходного материала соединен с первым каналом течения через третий и второй каналы течения. Следовательно, низкотемпературный исходный материал, входящий из канала 10 для ввода исходного материала, проходит по третьему каналу течения 31, второму каналу течения 23 и первому каналу течения 21, не контактируя полимеризационным раствором. Окончательно, исходный материал стекает с самого высокого конца (пространства между самым высоким концом защитного элемента и боковой поверхностью осевой мешалки) 29 первого канала течения 21 в место, находящееся внутри выступающей части вблизи верхней ее зоны.
Таким путем исходный материал, впервые вводимый в полимеризационную емкость, направляется к перемешивающему устройству, расположенному в основном корпусе, и быстро и равномерно перемешивается с полимеризационным раствором внутри полимеризационной емкости. После этого, как показано стрелками на фигуре 1, полимеризационный раствор под действием вращательного движения перемешивающего устройства начинает подниматься в область основного корпуса, ближе к его центру, чем всасывающая труба, спускается в область, расположенную дальше от центра, чем всасывающая труба, и возвращается на дно основного корпуса. Таким путем исходный материал циркулирует и перемешивается внутри основного корпуса. Реакция полимеризации протекает, пока полимеризационный раствор циркулирует и смешивается, как рассмотрено выше, и таким образом образуется полимерная смола.
Кроме того, часть полимеризационного раствора, содержащего образованную таким образом полимерную смолу, выводится из канала 12 для отвода раствора, расположенного в верхней части основного корпуса. Затем непрореагировавший мономер, растворитель и полимерную смолу отделяют от выведенного полимеризационного раствора с использованием пленочного испарителя, экструдера, такого как теплообменник трубчатого типа с рубашкой, как описано в публикации патента Японии № 48-297997, газо-жидкостного сепаратора (ни один из которых не показан на фигуре 1) и т.п. И затем полимерную смолу гранулируют в продукт. После того, как непрореагировавший мономер и растворитель отделены, дополнительно вводят исходный материал, так что полученная таким образом смесь имеет заранее заданный состав, таким образом, непрореагировавший мономер и растворитель вновь используются в качестве исходных материалов.
Фигура 4 иллюстрирует один пример выступающей части, защитного элемента и каналов течения с первого по третий производственного аппарата. Как показано на фигуре 4, опорный элемент 11 расположен на нижней крышке 24 выступающей части. Кроме того, осевая мешалка 13 регулируется опорным элементом 11, так чтобы не сдвигаться по горизонтали. Верхняя и нижняя части данного опорного элемента 11 соответственно состоят из статического подшипника 26 и цилиндрической конструкции 27 для поддерживания статического подшипника. И статический подшипник, и цилиндрическая конструкция оба расположены таким образом, чтобы по окружности закрывать боковую поверхность осевой мешалки 13, предпочтительно без контакта с ней. Конструкция опорного элемента 11 не ограничивается конструкций, проиллюстрированной на фигуре 4. В альтернативном варианте, статический подшипник 26 и цилиндрическая конструкция 27 могут иметь конструкцию, при которой статический подшипник и цилиндрическая конструкция являются фиксированными на элементе, определяющем канал течения, шпонкой и канавкой шпонки, чтобы не вращаться.
Хотя и находясь под контролем статического подшипника 26, чтобы не отклоняться в горизонтальном положении, как рассмотрено выше, осевая мешалка 13 соединена с приводным элементом, будучи подвешенной в воздухе. Соответственно, существует пространство между осевой мешалкой 13 и нижней крышкой 24 выступающей части. Таким образом, производственный аппарат сконструирован так, чтобы образовались соответствующие пространства между боковой поверхностью осевой мешалки 13 и статическим подшипником 26 и между боковой поверхностью осевой мешалки 13 и цилиндрической конструкцией 27. То есть зазор 28 образуется между боковой поверхностью осевой мешалки 13 и опорным элементом 11 и между нижней поверхностью осевой мешалки 13 и опорным элементом 11. Предпочтительно, производственный аппарат сконструирован так, чтобы обычно зазор составлял 0,1 мм или больше, но не более 1 мм, между боковой поверхностью осевой мешалки 13 и опорным элементом 11, так чтобы осевая мешалка могла свободно вращаться. Кроме того, получая зазор таким путем, можно предотвратить контакт осевой мешалки 13 с опорным элементом 11 и нижней крышкой 24 выступающей части, даже если осевая мешалка расширяется вследствие нагревания внутри полимеризационной емкости.
Данный статический подшипник 26 изготовлен из материала мягче, чем материал осевой мешалки 13, и поэтому может быть поцарапан при вращении осевой мешалки 13. Предвидя такой вариант, производственный аппарат может быть сконструирован так, чтобы сегмент выступающей части был съемным, чтобы в случае необходимости обеспечить возможность замены статического подшипника 26.
Кроме того, в зоне осевой мешалки 13 может быть установлен защитный колпачок, хотя и не показанный на фигуре 4, противоположной статическому подшипнику 26, чтобы защитить осевую мешалку 13. При установке такого защитного колпачка можно предотвратить повреждение осевой мешалки 13, если между статическим подшипником 26 и осевой мешалкой 13 попадет посторонний материал.
Внутри выступающей части 21 установлен защитный элемент 9, чтобы по окружности закрыть боковую поверхность осевой мешалки 13. Поскольку данный защитный элемент 9 и боковая поверхность осевой мешалки 13 расположены на расстоянии друг от друга, без контакта между собой, то образуется пространственная зона между защитным элементом 9 и боковой поверхностью осевой мешалки 13. Данная пространственная зона служит первым каналом течения 22.
В качестве материала для защитного элемента можно использовать, например, нержавеющую сталь. Величина толщины стенок защитного элемента определяется прочностью, необходимой для предотвращения изгиба защитного элемента под давлением жидкости циркулирующего полимеризационного раствора. Соответственно, толщина стенок может быть определена соответствующим образом, по скорости потока через канал циркуляционного ввода. Данный защитный элемент может быть сконструирован так, чтобы, по меньшей мере, часть нижней зоны защитного элемента имела резьбу в таком направлении, чтобы предупредить раскручивание защитного элемента под действием силы вращении раствора, возникающей при вращении осевой мешалки, а затем была закреплена на элементе, определяющем канал течения.
В настоящем варианте осуществления изобретения показан пример, в котором один циркуляционный насос, один кулер, один из каналов циркуляционного вывода и один канал циркуляционного ввода, соответственно, сгруппированы в одну группу. Однако каждая из групп циркуляционных насосов, кулеров, каналов циркуляционного вывода и каналов циркуляционного ввода не ограничивается одной группой, но может быть установлена в две или более групп. Каналы для ввода исходного материала также могут быть установлены двумя или более парами. В данном случае, элемент, определяющий канал течения, и третий канал течения сгруппированы так, чтобы согласовываться с числом каналов для ввода исходного материала и их расположением.
Кроме того, как измененный пример варианта осуществления изобретения, показанного на фигуре 4, другой канал 10b для ввода исходного материала может быть дополнительно установлен ниже крышки днища выступающей части, как показано на фигуре 5, так что исходный материал может быть введен через данный канал 10b ввода исходного материала. Исходный материал, введенный через данный канал 10b для ввода исходного материала в нижнюю зону выступающей части, проходит по зазору 28 между нижней поверхностью осевой мешалки 13 и крышкой днища 24 - по зазору 28 между боковой поверхностью осевой мешалки 13 и опорным элементом 11 - по второму каналу течения 23 - по первому каналу течения 22, в данном порядке. Затем исходный материал проходит через первый канал течения 22 после соединения с исходным материалом, введенным по линии 10а в данный второй канал течения 23, и сливается с самого высокого его конца 29 в нижнюю зону выступающей части. При такой конфигурации, какая рассмотрена выше, возможно дополнительно усилить эффект охлаждения опорного элемента.
Здесь, исходные материалы, введенные через каналы 10а и 10b ввода исходного материала, содержат мономер в качестве исходного материала полимерной смолы, растворитель, регулятор молекулярной массы, инициатор полимеризации, если необходимо, и т.п. Кроме того, исходные материалы поддерживают при низкой температуре, чтобы реакция полимеризации не протекала внутри регулировочной емкости для введенного исходного материла и внутри трубопровода в любой его точке вплоть до полимеризационной емкости.
В данном производственном аппарате настоящего варианта осуществления изобретения, какой показан на фигурах 4 и 5, исходный материал, введенный по каналам 10, 10а, 10b ввода исходного материала, проходит по третьему каналу течения 31, второму каналу течения 23 и первому каналу течения 22 согласно вышерассмотренной конфигурации. Помимо этого, зазор, части первого канала течения, отличающиеся от самого высокого его конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части и данные элементы составляют независимое, характерное пространство в выступающей части. Кроме того, только самый высокий конец 29 первого канала течения открыт во внутреннюю зону выступающей части. Соответственно, низкотемпературный исходный материал, введенный в полимеризационную емкость, защищен определяющим канал течения элементом 25 выступающей части и защитным элементом 9 от контакта с полимеризационным раствором, находящимся в выступающей части 21, при течении по третьему каналу течения 31, второму каналу течения 23 и первому каналу течения 22 и находится в состоянии прямого контакта с осевой мешалкой 13. Это означает, что низкотемпературный исходный материал находится в области вблизи опорного элемента 11, обеспечивая тем самым отвод тепла от опорного элемента 11. Поэтому оказывается возможным предотвратить полимеризацию мономера вблизи данной области. Помимо этого, с низкотемпературным исходным материалом можно удалить теплоту трения, генерируемую при вращении осевой мешалки 13 между исходным материалом и статическим подшипником 26. Таким образом, возможно снизить трение в статическом подшипнике 26 и продлить срок его службы.
Исходный материал, проходя через каналы течения с первого по третий, нагревается под действием теплоты трения, генерируемой при вращении осевой мешалки 13 между исходным материалом и опорным элементом 11, тепла, поступающего от полимеризационного раствора, циркулирующего внутри второго средства охлаждения через защитный элемент, и тепла, переносимого из внутренней зоны полимеризационной емкости при перемешивании. Поэтому исходный материал имеет высокую температуру определенного уровня в момент стекания с самого высокого конца 29 первого канала течения 22 в полимеризационную емкость. Соответственно, разница температур между исходным материалом, стекающим с самой высокой точки 29 первого канала течения 22, и полимеризационным раствором становится небольшой. Таким образом, можно даже более равномерно смешать и перемешать исходный материал и полимеризационный раствор.
Кроме того, защитный элемент установлен таким образом, чтобы находиться противоположно каналу циркуляционного ввода, который является элементом, где полимеризационный раствор, пройдя через второе охлаждающее средство, поступает в выступающую часть. Следовательно, можно предотвратить горизонтальное отклонение осевой мешалки вследствие давления жидкости циркулирующего полимеризационного раствора, возникающее при введении раствора в выступающую часть. Поэтому можно увеличить скорость циркуляции за счет установки защитного элемента.
Как рассмотрено выше по тексту, в настоящем варианте осуществления изобретения можно одновременно и равномерно смешивать низкотемпературный исходный материал, вновь введенный в выступающую часть, полимеризационный раствор внутри полимеризационной емкости и полимеризационный раствор, циркулирующий под действием циркуляционного средства охлаждения, в небольшой области на дне полимеризационной емкости. Как результат этого, можно сузить распределения полимерной смолы по составу и температуре.
В отличие от этого, если такой защитный элемент, какой рассмотрен в настоящем варианте осуществления изобретения, отсутствует, полимеризационный раствор, пройдя через второе охлаждающее средство, и исходный материал смешиваются сразу же после поступления в выступающую часть. Следовательно, внутри выступающей части возникает доля полимеризационного раствора, состав и температура которой значительно отличается от состава и температуры полимеризационного раствора внутри основного корпуса. Кроме того, полимеризационный раствор высокой температуры попадает на опорный элемент, и данный элемент становится, поэтому, даже горячее вследствие теплоты терния, и в результате образуется полимерная смола, по составу значительно отличающаяся от полимерной смолы внутри основного корпуса. Более того, укорачивается срок службы статического подшипника. Если скорость циркуляции полимеризационного раствора под действием циркулирующего охлаждающего средства увеличить, для того чтобы улучшить эффективность охлаждения полимеризационного раствора, то полимеризационный раствор будет выталкиваться из канала 18 циркуляционного ввода в выступающую часть 21 под высоким давлением жидкости. Соответственно, осевая мешалка 13 будет стремиться отклониться в горизонтальной плоскости под действием данного высокого давления жидкости.
Температура полимеризационного раствора внутри полимеризационной емкости может быть установлена согласно типу производимой смолы. Например, в качестве примера рассмотрен случай, когда в качестве полимерной смолы получают смолу на основе сополимера стирол-акрилонитрил (SAN), которая представляет собой сополимерную смолу. В данном случае температура составляет предпочтительно 120°С или выше, но не более 190°С, и более предпочтительно 125°С или выше, но не более 170°С, если не используют инициатор. Если температуру полимеризационного раствора внутри полимеризационной емкости поддерживают в данных интервалах величин, то можно эффективно провести реакцию полимеризации с получением SAN.
Температура полимеризационного раствора, возвращаемого с помощью циркуляционного охлаждающего средства в выступающую часть, составляет предпочтительно ниже, чем температура полимеризационного раствора внутри полимеризационной емкости на 2°С или выше, но не более чем на 10°С, более предпочтительно, на 2°С или выше, но не более чем на 5°С, непосредственно перед возвращением полимеризационного раствора обратно в выступающую часть. Если температура полимеризационного раствора, возвращаемого в выступающую часть, находится в указанных пределах, то можно эффективно отвести теплоту полимеризации, снижая разницу температур между возвращенным полимеризационным раствором и полимеризационным раствором внутри полимеризационной емкости. Кроме того, предпочтительно, чтобы охлаждающая среда, имеющая температуру на 5°С или больше ниже, но не больше 40°С, чем температура полимеризации, протекала через данное второе охлаждающее средство.
При введении исходных материалов из двух каналов 10а и 10b ввода исходного материала данные исходные материалы, введенные через каналы, могут быть одинаковыми или могут отличаться друг от друга. Например, при получении смолы на основе сополимера стирол-акрилонитрил (SAN) в качестве полимерной смолы стирол может вводиться из одного канала ввода исходного материала, а акрилонитрил может вводиться из другого канала ввода исходного материала.
Первое охлаждающее средство предпочтительно включает всасывающую трубу, которая установлена таким образом, чтобы окружает лопасть перемешивающего устройства, и внутри которой протекает охлаждающая среда, трубчатый охлаждающий змеевик, установленный между всасывающей трубой и внутренней стенкой основного корпуса, и кольцевые магистральные трубы, установленные в верхней и нижней зонах полимеризационной емкости и предназначенные для обеспечения течения охлаждающей среды через трубчатый охлаждающий змеевик. В качестве третьего охлаждающего средства предпочтительно использовать охлаждающую рубашку. Кроме того, А/В составляет предпочтительно 6м2/м3 или больше, но не выше 25 м2/м3, где А (м2) представляет «сумму площадей наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевых магистральных трубопроводов внутри основного корпуса и площадь наружной стенки основного корпуса, покрытой охлаждающей рубашкой», и В (м3) представляет «внутренний объем полимеризационной емкости». Кроме того, фраза «площади наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевых магистральных трубопроводов» относится к площадям поверхностей элементов наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевых магистральных трубопроводов, которые существуют внутри полимеризационной емкости.
Если А/В составляет 6 м2/м3 или больше, эффективность охлаждения возрастает, и, поэтому, оказывается возможным обеспечить равномерное распределение температуры полимеризационного раствора, а следовательно, и состава полимерной смолы. Помимо этого, установка А/В на величине 25 м2/м3 или меньше позволяет предотвратить снижение промежутка между охлаждающими трубками, вызывающего неравномерность потока полимеризационного раствора, или предотвратить увеличение мощности перемешивания, вызывающего увеличение теплоты перемешивания. В результате оказывается возможным достичь отличной эффективности охлаждения и обеспечить снижение расходов.
Полимеризационный аппарат предпочтительно включает вышерассмотренную всасывающую трубу, трубчатый охлаждающий змеевик и кольцевые магистральные трубопроводы в качестве первого средства охлаждения и предпочтительно предусматривает использование охлаждающей рубашки в качестве третьего средства охлаждения. Кроме того, в качестве второго средства охлаждения предпочтительно использовать кулер, включающий рубашку, в которой протекает охлаждающая среда, трубу, соединенную с циркуляционной линией и установленную внутри оболочки, и спиральную пружину, установленную внутри трубы кулера и способную, по меньшей мере, к одному возвратно-поступательному движению и вращательному движению. В данном случае А/С составляет предпочтительно 0,2 или больше, но не более 1,0, где А (м2) представляет «сумму площадей наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевого магистрального трубопровода внутри основного корпуса, и площадь наружной стенки основного корпуса, покрытой охлаждающей рубашкой» и С (м2) представляет «площадь внутренней поверхности трубки кулера». Помимо этого, фраза «наружная поверхность всасывающей трубы, трубчатого охлаждающего змеевика и кольцевого магистрального трубопровода» относится к площади поверхности элементов наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевого магистрального трубопровода, которая существует внутри полимеризационной емкости.
Если А/С меньше 0,2, доля тепла, отведенного вторым средством охлаждения, возрастает. Следовательно, если объем циркуляции не возрастает, температура полимеризационного раствора, циркулирующего через второе средство охлаждения, становится значительно ниже, чем внутренняя температура полимеризационной емкости, разрушая тем самым равномерность состава смолы внутри полимеризационной емкости. Помимо этого, если объем циркуляции повышается, возникает необходимость повысить прочность защитного элемента и основного корпуса аппарата, чтобы сбалансировать увеличение мощности перемешивания или увеличение давления жидкости во втором средстве охлаждения. Это может ухудшить технико-экономические показатели аппарата в целом.
С другой стороны, если А/С превышает 1,0, доля тепла, отводимого первым средством охлаждения и третьим средством охлаждения, становится чрезвычайно высокой, по сравнению с долей тепла, отводимой вторым средством охлаждения. В результате эффективность охлаждения первым и третьим средствами охлаждения может ухудшиться вследствие образования твердого вещества, которое прилипает к поверхностям данных средств и сокращает продолжительность непрерывной работы. Следовательно, может оказаться невозможным продолжить длительную работу.
Кроме того, если расстояние от фиксированного положения защитного элемента до канала циркуляционного ввода слишком велико, защитный элемент стремится изогнуться под действие давления жидкости циркулирующего раствора. Поэтому предпочтительно сократить расстояние от фиксированного конца защитного элемента до точки пересечения центральной линии канала циркуляционного ввода и защитного элемента (расстояние от фиксированного конца защитного элемента до части защитного элемента, которая принимает давление жидкости). Кроме того, самый высокий конец защитного элемента предпочтительно расположен выше самого высокого конца внутренней стенки канала циркуляционного ввода и ниже самого низкого конца нижней поверхности основного корпуса. Когда самый высокий конец защитного элемента расположен выше самого высокого конца внутренней стенки канала циркуляционного ввода, защитный элемент располагают так, чтобы он был противоположным каналу циркуляционного ввода. Соответственно, можно предотвратить горизонтальное отклонение осевой мешалки под действием давления жидкости полимеризационного раствора, поступающего через канал циркуляционного ввода. Помимо этого, если самый высокий конец защитного элемента расположен ниже поверхности днища основного корпуса, исходный материал проходит через самый высокий конец первого канала течения и попадает в область вблизи верхней зоны выступающей части внутри полимеризационной емкости, чтобы сначала смешаться с полимеризационным раствором в данной области. Лопасть и вспомогательная перемешивающая лопасть установлены внутри узкого пространства в данной области, так что в данный момент времени исходный материал и полимеризационный раствор смешиваются и перемешиваются при высокой скорости сдвига. Следовательно, можно более эффективно смешивать исходный материал и полимеризационный раствор друг с другом и проводить реакцию полимеризации.
Если принять внутренний диаметр канала циркуляционного ввода равным DN, тогда самый высокий конец защитного элемента будет предпочтительно расположен на расстоянии 0,5DN или выше, чем самый высокий конец внутренней стенки канала циркуляционного ввода. Если самый высокий конец защитного элемента расположен на данной высоте, давление жидкости на осевую мешалку надежно снижено. Помимо этого, можно обеспечить эффективное смешение, перемешивание исходного материала и полимеризационного раствора и протекание реакции полимеризации.
(Второй вариант осуществления изобретения)
Настоящий вариант осуществления изобретения относится к декомпрессионному элементу для обрыва реакции полимеризации внутри полимеризационной емкости. На фигуре 6 представлен один пример данного производственного аппарата. В настоящем варианте осуществления изобретения, в отличие от первого варианта осуществления изобретения, производственный аппарат включает предохранительную шайбу 5 в верхней зоне основного корпуса 20 в качестве декомпрессионного элемента, открывающегося для снижения давления внутри полимеризационной емкости, когда внутреннее давление в полимеризационной емкости равно или превышает заранее заданное давление. Канал ввода и декомпрессионное устройство, такое как клапан дистанционного управления, могут быть установлены в качестве декомпрессионного элемента вместо предохранительной шайбы 5. Кроме того, циркуляционная линия 19 соединена с боковой поверхностью основного корпуса 20, и высота между касательной линией (TL) основного корпуса 20 и самым высоким концом внутренней стенки циркуляционной линии 19 составляет 0,2D или больше, но не более 0,5 D, при условии, что внутренний диаметр цилиндрической части основного корпуса 20 составляет «D».
Предохранительная шайба 5 установлена таким образом и соединена дополнительно с емкостью (не показано на фигуре 6), в которой поддерживается давление ниже, чем давление в полимеризационной емкости. Соответственно, если реакция полимеризации внутри полимеризационной емкости выходит из под контроля, и внутреннее давление в полимеризационной емкости становится избыточно высоким, предохранительная шайба 5 разрушается и освобождает внутреннюю часть полимеризационной емкости. Таким образом, можно снизить давление внутри полимеризационной емкости. В результате, можно предотвратить чрезмерное увеличение внутреннего давления и температуры внутри полимеризационной емкости и разрушение полимеризационной емкости.
Кроме того, если предохранительная шайба 5 разрушается, как описано выше, чтобы давление внутри полимеризационной емкости снизилось, часть полимеризационного раствора испаряется и выходит из системы, увеличивая таким образом пространство внутри основного корпуса 20. Если в этот момент времени канал циркуляционного вывода 6 соединен с внутренней поверхностью основного корпуса 20 в самом верхнем положении его, то циркуляционный насос всасывает газ из верхней части основного корпуса 20 и переходит в режим холостого хода, вероятно, таким образом не может работать должным образом.
С другой стороны, если канал циркуляционного вывода 6 соединен с боковой поверхностью основного корпуса 20 в нижнем его положении, то циркуляционный насос вызывает перемещение полимеризационного раствора вблизи днища основного корпуса 20, хотя циркуляционный насос и не переходит в режим холостого хода. Данный полимеризационный раствор вблизи днища основного корпуса 20 уже охлажден трубчатым охлаждающим змеевиком и находится, поэтому, при низкой температуре. Соответственно, относительно низкотемпературный полимеризационный раствор дополнительно охлаждается вторым средством охлаждения, вызывая тем самым возврат в полимеризационную емкость полимеризационного раствора даже с еще более низкой температурой. Следовательно, распределение температуры полимеризационного раствора внутри полимеризационной емкости расширяется. В результате этого, состав полимерной смолы, образующейся внутри полимеризационной емкости, становится неоднородным.
В отличие от этого, в настоящем варианте осуществления изобретения высота между TL основного корпуса 20 и самым верхним концом внутренней стенки канала 6 циркуляционного вывода составляет 0,2 D или больше, но не более 0,5 D. Кроме того, канал 6 циркуляционного вывода соединен с боковой поверхностью основного корпуса 20 на соответствующей высоте.
Следовательно, даже если реакция полимеризации выходит из под контроля, и предохранительная шайба 5 разрушается, циркуляционный насос 7 не переходит в режим холостого хода. Помимо этого, можно приблизить температуру полимеризационного раствора на выходе из кулера, циркулирующего под действием средства циркуляционного охлаждения, как можно ближе к внутренней температуре в полимеризационной емкости. Следовательно, можно сузить распределение температуры полимеризационного раствора внутри полимеризационной емкости и повысить равномерность состава полимерной смолы.
На внутреннюю стенку полимеризационной емкости можно установить реле уровня, так чтобы можно было определить, на каком уровне находится полимеризационный раствор в момент разрушения предохранительной шайбы 5.
(Третий вариант осуществления изобретения)
Третий вариант осуществления изобретения показан на примере, в котором в качестве полимерной смолы используется смола на основе сополимера. Отличительной особенностью многих смол на основе сополимеров является высокая скорость реакции сополимеризации и высокая теплота реакции. Таким образом, смолы на основе сополимеров отличаются тем, что внутренняя температура в полимеризационной емкости стремится к увеличению, а распределение температуры внутри полимеризационной емкости становится неоднородным. Соответственно, при использовании производственного аппарата согласно настоящему изобретению оказывается возможным отвести тепло полимеризации, выделяющееся при реакции сополимеризации внутри полимеризационной емкости, и равномерно регулировать внутреннюю температуру в полимеризационной емкости в пределах желательного температурного интервала. Кроме того, при введении низкотемпературного исходного материала для смолы на основе сополимера в выступающую часть оказывается возможным поддерживать низкую температуру у опорного элемента и осевой мешалки. В результате этого, можно непрерывно и равномерно получать смолу на основе сополимера, имеющую равномерный состав. Помимо этого, можно снизить трение статического подшипника, а также можно предотвратить полимеризацию мономера на опорном элементе и вблизи него.
В качестве данной смолы на основе сополимера предпочтительно получать смолу на основе сополимера стирол-акрилонитрил (SAN). Смола на основе сополимера стирол-акрилонитрил (SAN), среди других смол на основе сополимеров, отличается тем, что скорость реакции является высокой, высока теплота полимеризации и ухудшается прозрачность, если смола является неравномерной по составу. Следовательно, использование производственного аппарата согласно настоящему изобретению позволяет обеспечить эффективный отвод реакционного тепла, генерируемого при реакции сополимеризации. Таким образом, можно эффективно и стабильно регулировать внутреннюю температуру в полимеризационной емкости в пределах желательного температурного интервала. В результате можно получать SAN, имеющую равномерный состав и отличную прозрачность, а также предотвратить трение и т.п. явления опорного элемента.
В пунктах (1)-(4), перечисленных ниже, упомянуты условия, предпочтительные при получении в качестве полимерной смолы смолу на основе сополимера стирол-акрилонитрил (SAN).
(1) Доля компонента акрилонитрила получаемой смолы SAN возрастает по мере увеличения содержания акрилонитрила в исходном материале, вводимом через канал 10 ввода исходного материала. Поэтому доля компонента акрилонитрила в получаемой смоле SAN составляет предпочтительно 15% по массе или выше, но не более 35% по массе, а содержание стирола составляет предпочтительно 65% по массе или выше, но не более 85% по массе. Соответственно, предпочтительно, чтобы массовое отношение «акрилонитрил/(акрилонитрил+стирол)» в исходном материале составляло 0,15 или выше, но не более 0,5, так чтобы SAN имела такой состав, какой рассмотрен выше.
(2) Кроме того, содержание растворителя в исходном материале, вводимом через канал 10 ввода исходного материала, составляет предпочтительно 5% по массе или выше, но не более 30% по массе. Растворитель используют для снижения мощности перемешивания и регулирования скорости реакции полимеризации. При содержании растворителя в исходном материале, лежащем в данных пределах, можно получать SAN стабильно и с высокой производительностью. Типом данного растворителя может быть ароматическое углеводородное соединение, такое как бензол, толуол и этилбензол и т.д.
(3) Кроме того, в качестве регулятора молекулярной массы в состав исходного материала, вводимого через канал 10 ввода исходного материала, можно включить серосодержащее соединение, такое как третичный додецилмеркаптан и т.п. в концентрации 100 млн.ч. или выше, но не более 8000 млн.ч. Органический пероксид, например, бензоилпероксид, лаурилпероксид, ацетилпероксид или т.п., может содержаться в исходном материале в качестве инициатора в каждом случае по отдельности.
(4) В случае отсутствия инициатора условия полимеризации предусматривают температуру предпочтительно 120°С или выше, но не более 170°С, и время пребывания составляет предпочтительно 1 час или больше, но не более 3 часов. В случае использования инициатора, условия полимеризации включают температуру предпочтительно 70°С или выше, но не более 125°С и время пребывания предпочтительно 1 час или более, но не более 3 часов.
(Четвертый вариант осуществления изобретения)
Данный вариант осуществления изобретения относится к способу получения с использованием аппарата для получения SAN. Настоящий вариант осуществления изобретения включает следующие стадии:
(1) Стадию подготовки полимеризационной емкости, загруженной полимеризационным раствором;
(2) стадию ввода исходного материала по каналу ввода исходного материала в третий канал течения, второй канал течения и первый канал течения в выступающей части;
(3) стадию проведения реакции полимеризации, в которой образуется полимерная смола при смешении исходного материала с полимеризационным раствором под действием вращения перемешивающего устройства;
(4) стадию охлаждения полимеризационного раствора внутри полимеризационной емкости первым и третьим средством охлаждения;
(5) стадию отвода полимеризационного раствора из основного корпуса с использованием циркуляционного насоса, охлаждения полимеризационного раствора вторым средством охлаждения и затем возвращения полимеризационного раствора в выступающую часть по каналу циркуляционного ввода; и
(6) стадию отвода полимеризационного раствора по каналу отвода раствора и затем отделения полимерной смолы от полимеризационного раствора.
В вышерассмотренном способе производства стадии (1)-(6) необязательно могут быть осуществлены последовательно. В альтернативном варианте, некоторые или все стадии могут осуществляться одновременно.
Здесь объемный расход полимеризационного раствора, циркулирующего внутри основного корпуса, составляет предпочтительно 50 кратный или более, но не более 300 кратного, и более предпочтительно 80 кратный или более, но не более, чем 200 кратный, объемный расход исходного материала, вводимого по каналу ввода исходного материала.
Здесь, «объемный расход полимеризационного раствора, циркулирующего внутри основного корпуса», может быть измерен при использовании метода индикаторных частиц. То есть сиропообразный раствор или силиконовое масло, имеющее такую же вязкость, что и вязкость полимеризационного раствора, помещают в емкость из акрилового термопласта, имеющую такую же конструкцию и размер, что и полимеризационная емкость, и перемешивают с использованием перемешивающего устройства после окончания ввода нового исходного материала и слива полимеризационного раствора. Затем в полимеризационную емкость помещают индикаторные частицы, такие как сферические частицы диаметром приблизительно от 2 мм до 3 мм, из окрашенной винилхлоридной смолы, полистирольной смолы или ABS смолы, разность плотностей которых и полимеризационного раствора не больше приблизительно 5%. Затем определяют, сколько раз в единицу времени (в час) индикаторные частицы циркулируют внутри полимеризационной емкости. Затем рассчитывают «объемную скорость полимеризационного раствора, циркулирующего внутри основного корпуса» на основе числа циркуляций индикаторных частиц внутри полимеризационной емкости.
Например, если индикаторные частицы циркулируют внутри полимеризационной емкости «А» раз в час и объем полимеризационного раствора внутри полимеризационной емкости составляет «V» (м3), то «объемный расход полимеризационного раствора, циркулирующего внутри основного корпуса» составляет А×М (м3/ч). Соответственно, используя формулу А×V/Q, можно рассчитать, во сколько раз объем полимеризационного раствора, циркулирующего внутри полимеризационной емкости, больше объемного расхода исходного материала, введенного по каналу ввода исходного материала, принимая, что расход вновь введенного исходного материала составляет Q (м3/ч). Сферические индикаторные частицы могут быть получены загрузкой исходной смолы, пигмента и т.п. в экструдер и гранулированием ее методом подводной нарезки.
Вязкость полимеризационного раствора можно определить, например, (а) оценивая потерю давления на линии выгрузки из циркуляционного насоса или на выводной линии полимеризационного раствора и рассчитывая вязкость по уравнению Hagen-Poiseuille, или (b) устанавливая вискозиметр вибрационного типа или т.п. внутри полимеризационной емкости или на выводной линии из нее.
Теплоперенос возрастает с увеличением расхода полимеризационного раствора, проходящего через второе средство охлаждения, и поэтому температура на выходе полимеризационного раствора также повышается. Поэтому можно получить превосходный по прозрачности полимер. С другой стороны, мощность циркуляционного насоса увеличивается и, поэтому, при необходимости увеличивается мощность или прочность соскабливающего устройства, что приводит к ухудшению технико-экономических показателей способа производства. Соответственно, если второе средство охлаждения состоит из кулера, включающего вышеуказанную рубашку, трубу и спиральную пружину, то отношение («объемный расход полимеризационного раствора, протекающего внутри трубки второго средства охлаждения») составляет предпочтительно 0,2 м3/ч/м2 или выше, но не более 0,5 м3/ч/м2. При отношении «(объемный расход полимеризационного раствора, протекающего внутри трубки второго средства охлаждения)/(площадь внутренней поверхности трубки второго средства охлаждения)», лежащем внутри вышеуказанного интервала, можно приблизить температуру на выходе из кулера полимеризационного раствора, циркулирующего под действием средства циркуляционного охлаждения, по возможности ближе к внутренней температуре полимеризационной емкости. В результате оказывается возможным сузить распределение по температуре полимеризационного раствора внутри полимеризационной емкости и сделать полимерную смолу равномерной по составу.
Если производимой смолой является смола на основе сополимера стирол-акрилонитрил (SAN), температура исходного материала, вводимого по каналу ввода исходного материала в выступающую часть, составляет предпочтительно -5°С или выше, но не более 20°С, более предпочтительно 0°С или выше, но не выше 10°С. Данный исходный материал может быть охлажден предварительно с использованием, например, такой охлаждающей среды, как охлажденная вода или солевой раствор. Поскольку вода часто растворяется в акрилонитриле, который является исходным материалом, данная вода замерзает на внутренней стенке охлаждающего устройства, если температура исходного материала является чрезмерно низкой, ухудшая тем самым охлаждающую способность охлаждающего устройства. С другой стороны, если температура исходного материала является чрезмерно высокой, исходный материал под действием тепла трения между опорным элементом и осевой мешалкой, тепла, поступающего от полимеризационного раствора, циркулирующего внутри второго средства охлаждения по выступающей части, и тепла, поступающего из внутренней части полимеризационной емкости через мешалку, может начать сополимеризоваться в любом из каналов течения с первого по третий или в зазоре или т.п.
Примеры воплощения изобретения
(Пример 1 воплощения изобретения)
SAN получали при использовании производственного аппарата, показанного на фигуре 1. Данный производственный аппарат включал полимеризационную емкость, включающую основной корпус 20 и выступающую часть 21. Внутри основного корпуса 20 производственный аппарат включал перемешивающее устройство винтового типа, осевую перемешивающую лопасть 17, всасывающую трубку 3, трубчатый охлаждающий змеевик 4а и кольцевой магистральный трубопровод 4b, к которому прикреплен трубчатый охлаждающий змеевик. На наружной стенке полимеризационной емкости производственный аппарат включал охлаждающую рубашку 1. Часть полимеризационного раствора выводили из основного корпуса 20 циркуляционным насосом 7 и после охлаждения в кулере 8 возвращали в выступающую часть 21 с противоположной стороны от защитного элемпента 9. Данный кулер 8 включал рубашку, внутри которой протекала охлаждающая среда, трубку, которая располагалась внутри рубашки и внутри которой протекал полимеризационный раствор, и спиральную пружину, установленную внутри трубки, так чтобы обеспечивать соскабливание материала, прилипшего к внутренней стенке трубки, под действием ее возвратно-поступательного движения.
Кроме того, производственный аппарат сконструирован таким образом, что исходный материал вводили в выступающую часть 21 со стороны ее боковой поверхности через канал 10 ввода исходного материала. Исходный материал охлаждали в теплообменнике до 20°С и непрерывно подавали со скоростью (F) 2,06 м3/ч. Состав исходного материала был подобран таким образом, чтобы массовое отношение стирола, акрилонитрила, этилбензола и третичного додецилмеркаптана составляло 0,5421/0,3539/0,0995/0,0045. Расход (D) циркулирующего полимеризационного раствора регулировали на 16 м3/ч путем выбора зубчатого насоса для циркуляционного насоса 7 и регулирования числа его оборотов.
Помимо этого, внутренний объем (В) данной полимеризационной емкости составлял 2,67 м3, общая сумма (А) площадей наружной поверхности всасывающей трубы 3, трубчатого охлаждающего змеевика 4а и кольцевого магистрального трубопровода 4b и площадь наружной стенки основного корпуса 20, покрытая охлаждающей рубашкой 1, составляла 40 м2, а площадь внутренней поверхности (С) трубчатого кулера 8 составляла 49,67 м2. С другой стороны, объемный расход (Е) полимеризационного раствора, циркулирующего внутри основного корпуса, устанавливали равным 200 м3/ч путем регулирования числа оборотов перемешивающего устройства до 80 об/мин.
Температуру полимеризации поддерживали при 144°С путем регулирования температуры охлаждающей среды, протекающей по всасывающей трубе, трубчатому охлаждающему змеевику, охлаждающей рубашке и рубашке кулера 8. Расход данной охлаждающей среды составлял 90 м3/ч. Температуру полимеризации измеряли термометром, вставленным на 200 мм внутрь от наружной стенки основного корпуса в середине верхней и нижней касательных линий основного корпуса полимеризационной емкости.
Полимеризационный раствор, непрерывно отводимый через патрубок 12 для отвода раствора, установленный в верхней части основного корпуса, вводили в трубчатый теплообменник с рубашкой и газо-жидкостной сепаратор, описанный в публикации патента Японии № 48-29797. Затем непрореагировавший мономер, растворитель и SAN отделяли от данного полимеризационного раствора. В этот момент давление в газо-жидкостном сепараторе постоянно поддерживали при 40 Торр, а температуру нагретой среды, протекающей через теплообменник, регулировали таким образом, чтобы температура отделенного SAN составляла 220°С. После этого SAN гранулировали и получали готовый продукт.
SAN, полученный как описано выше, использовали для приготовления образцов для испытаний размером 50 мм по длине х 50 мм по ширине × 3 мм по толщине методом литья под давлением, и измеряли показатели мутности образцов для испытаний. В качестве литьевой машины использовали SJ-35C Dynamelt производства Meiki Co., Ltd. Условия литья устанавливали такие, что температура цилиндра составляла 220°С для всех передних, средних и задних его частей, коэффициент инжекции составлял 60% и температура литья составляла 60°С.
Помимо этого, три образца для испытаний исследовали на измерителе мутности NDH-2000 производства Nippon Denshoku Industries Co., Ltd., используя метод фотометрического шара и источник С света, согласно стандарту JIS K-7105-1981, для оценки величины мутности как среднего значения, измеренного таким образом. Кроме того, определяли содержание акрилонитрильного компонента (PAN) в продукте, используя элементарный анализатор Perkin-Elmer 240011 CHNS/O Analyzer. Дополнительно оценивали индекс течения расплава (MFI), который является важным показателем физических свойств SAN, при температуре измерений 200°С и массе измерений 5 кг, согласно стандарту ASTM D-1238. В таблице 1 сведены результаты измерений величины мутности, содержания акрилонитрильного компонента и индекса течения расплава (MFI).
(Пример воплощения изобретения 2)
В производственном аппарате, использованном в примере 1 воплощения изобретения, устанавливали другой набор из канала 6 циркуляционного отвода, циркуляционного насоса 7, кулера 8 и канала 18 циркуляционного ввода, расход исходного материала (F) устанавливали 2,43 м3/ч. SAN получали в тех же условиях, что и условия в примере 1 воплощения изобретения, за исключением данного параметра. В таблице 1 представлены результаты измерения величины мутности, содержания акрилонитрильного компонента и индекса течения расплава (MFI) SAN.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИКАРБОНАТНЫЕ СМОЛЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2418819C2 |
| Способ получения мономерно- полимерной смеси | 1974 |
|
SU738512A3 |
| РЕАКТОР ПОЛИМЕРИЗАЦИИ И СПОСОБ ПОЛУЧЕНИЯ ВОДОПОГЛОЩАЮЩЕЙ СМОЛЫ | 2013 |
|
RU2614433C2 |
| СОПОЛИМЕР ДЛЯ УЛУЧШЕНИЯ ТЕРМИЧЕСКОГО СОПРОТИВЛЕНИЯ МЕТАКРИЛОВОЙ СМОЛЫ | 2013 |
|
RU2623732C2 |
| Способ получения полимерных смол | 1975 |
|
SU663311A3 |
| СПОСОБ ПОЛУЧЕНИЯ (СО)ПОЛИМЕРОВ СТИРОЛА | 1996 |
|
RU2114869C1 |
| ПОЛИМЕРНЫЙ НАНОКОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2414492C2 |
| Способ получения полимерных сферических частиц | 1975 |
|
SU566849A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБАМИДОФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 1994 |
|
RU2081886C1 |
| Способ получения полимерных матриц для синтеза ионообменных смол | 1979 |
|
SU859384A1 |
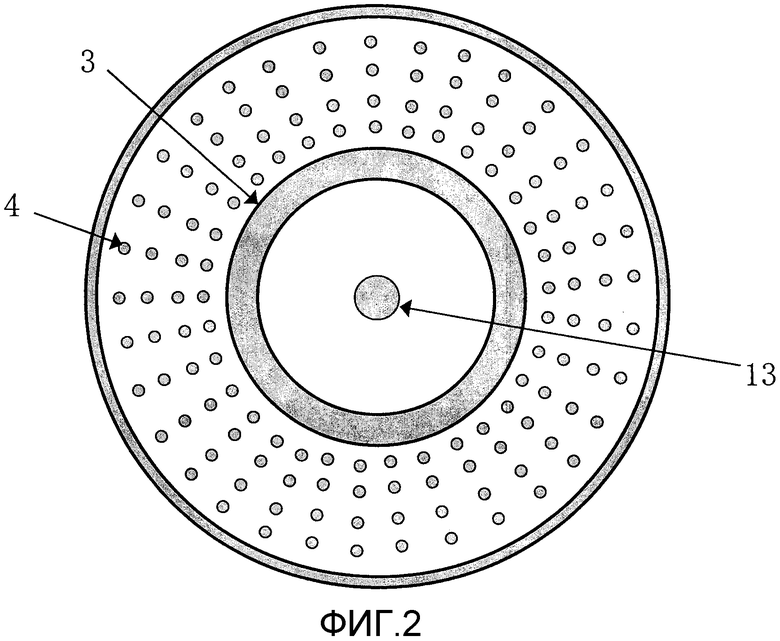
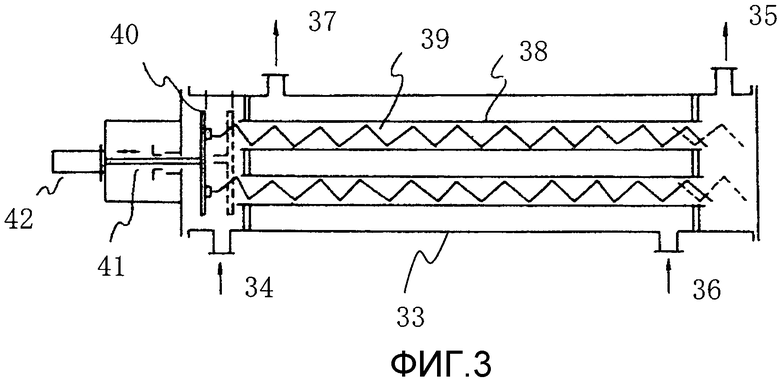
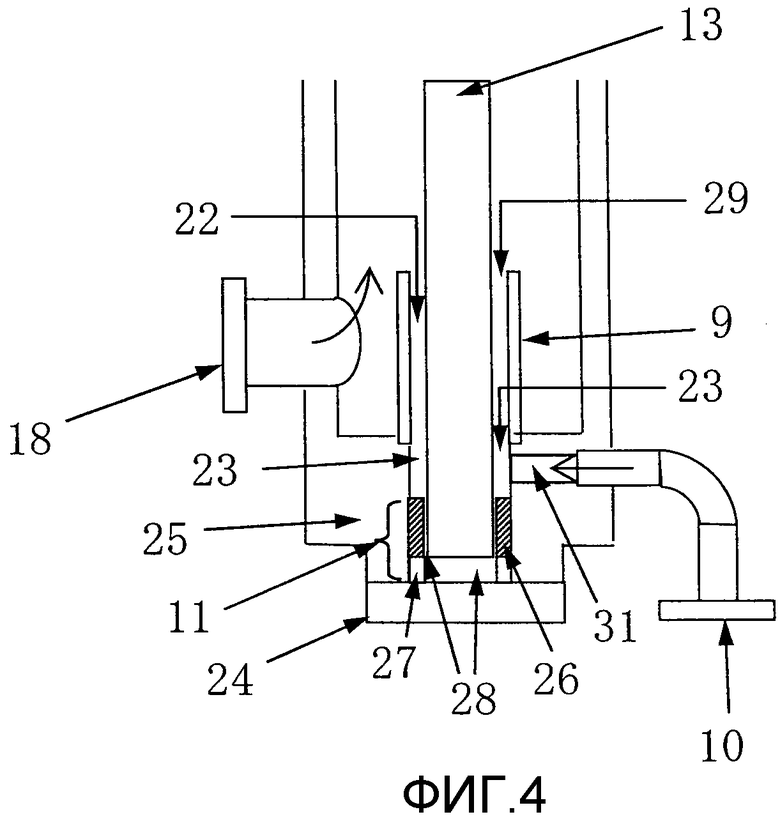
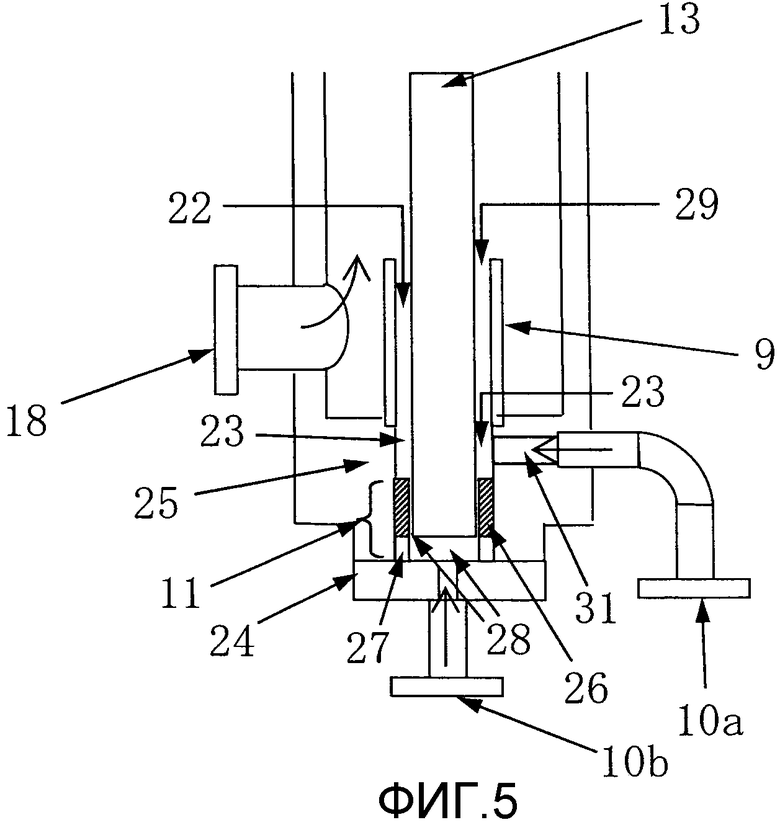
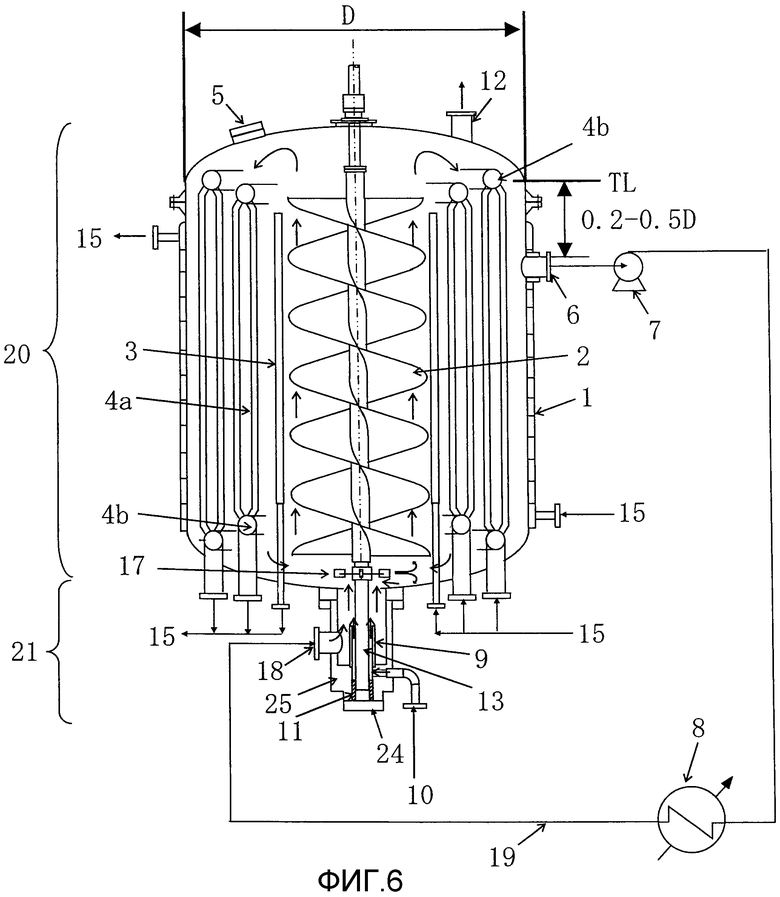
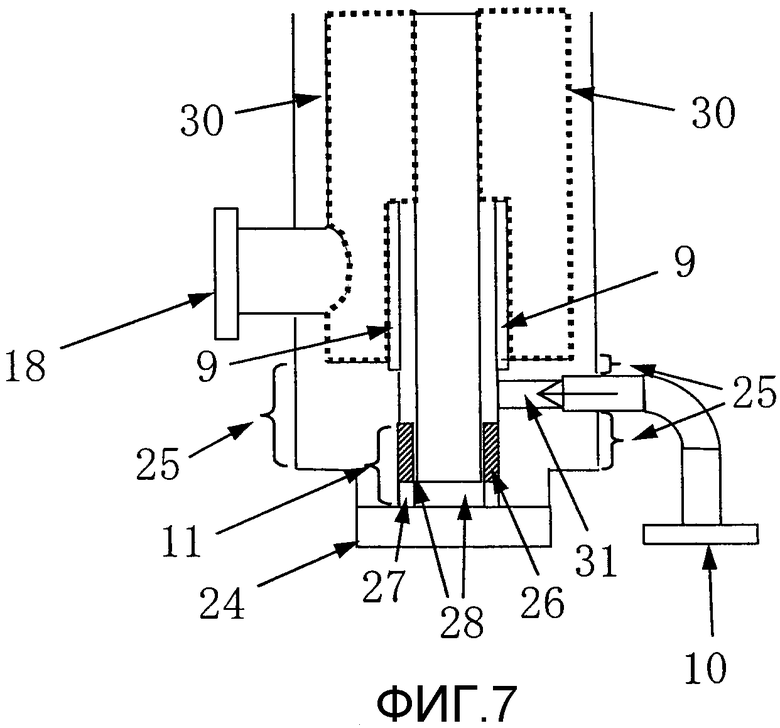
Устройство для получения полимерной смолы включает полимеризационную емкость, опорный элемент, защитный элемент, средство циркуляционного охлаждения, канал ввода исходного материала и элемент, определяющий канал течения. Защитный элемент образует первый канал течения между защитным элементом и боковой поверхностью осевой мешалки. Средство циркуляционного охлаждения включает канал циркуляционного ввода, расположенный на боковой поверхности выступающей части напротив защитного элемента. Элемент, определяющий канал течения, расположен между опорным элементом и защитным элементом, чтобы закрывать боковую поверхность осевой мешалки, фиксировать опорный элемент и защитный элемент. Данный элемент, определяющий канал течения, образует второй канал течения между боковой поверхностью осевой мешалки и элементом, определяющим канал течения, и третий канал течения для соединения второго канала течения с каналом ввода исходного материала. Каналы течения с первого по третий составляют непрерывный канал течения, и самый высокий конец первого канала течения открыт внутрь выступающей части. Зазор, часть первого канала течения, отличающаяся от самого высокого конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части. Заявлен также способ получения полимерной смолы и полимеризационная емкость для полимерной смолы. Технический результат - получение смол высокой прозрачности, обеспечивание полного и равномерного смешения и протекания реакции полимеризации исходного материала, улучшения отвода теплоты реакции полимеризации. 3 н. и 11 з.п. ф-лы, 1 табл., 7 ил., 2 пр.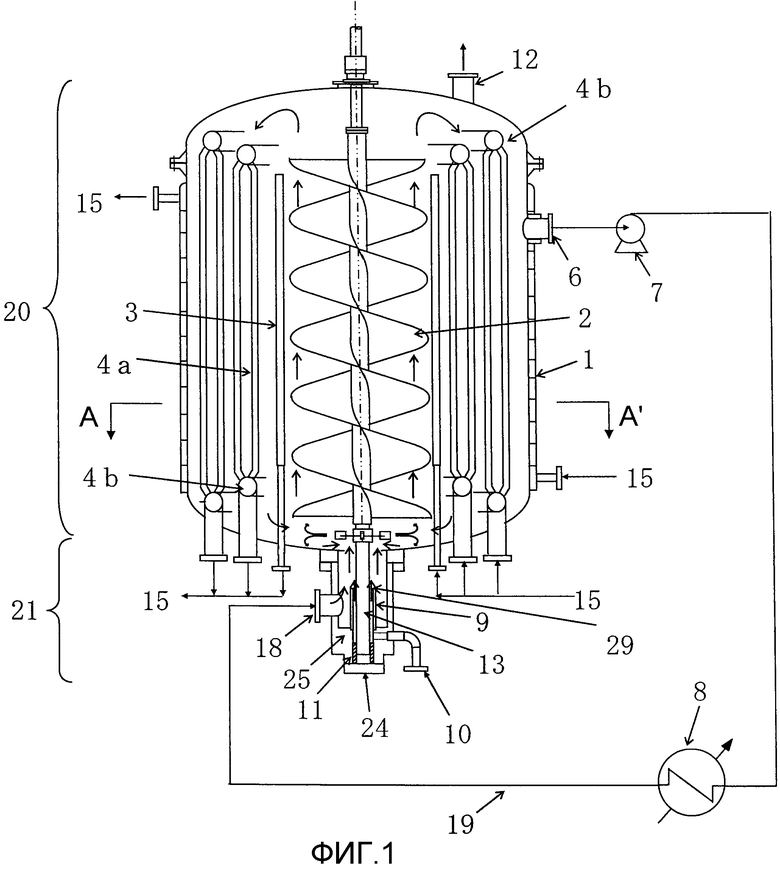
1. Устройство для получения полимерной смолы, включающее:
полимеризационную емкость, включающую основной корпус и выступающую часть, которая выступает вниз от плоскости днища основного корпуса и нижняя часть которой представляет крышку нижней части;
перемешивающее устройство, включающее привод, установленный выше основного корпуса, вращающуюся осевую мешалку, соединенную с приводом и проходящую от привода в выступающую часть, и лопасть, расположенную на боковой поверхности осевой мешалки;
опорный элемент, расположенный на нижней крышке выступающей части, так чтобы закрыть боковую поверхность осевой мешалки без контакта с ней, и так, чтобы образовался зазор между опорным элементом и боковой поверхностью осевой мешалки и между опорным элементом и нижней поверхностью осевой мешалки;
выпускное отверстие для отвода раствора в основном корпусе;
защитный элемент, покрывающий боковую поверхность осевой мешалки без контакта с ней и образующий первый канал течения между защитным элементом и боковой поверхностью осевой мешалки внутри выступающей части;
первое средство охлаждения, расположенное внутри основного корпуса;
средство циркуляционного охлаждения, включающее канал циркуляционного ввода, расположенный на боковой поверхности выступающей части, так чтобы находиться напротив защитного элемента, циркуляционную линию, проходящую от основного корпуса к каналу циркуляционного ввода, и второе средство охлаждения и циркуляционный насос, соединенный с циркуляционной линией в средней точке;
третье средство охлаждения, расположенное так, чтобы закрывать наружную стенку полимеризационной емкости;
канал ввода исходного материала, соединенный с выступающей частью, и элемент, определяющий канал течения, расположен между опорным элементом и защитным элементом, так чтобы закрывать боковую поверхность осевой мешалки и так, чтобы фиксировать опорный элемент и защитный элемент, и где элемент, и где определяющий канал течения образуют второй канал течения между боковой поверхностью осевой мешалки и элементом, определяющим канал течения, и третий канал течения для соединения второго канала течения с каналом ввода исходного материала;
где каналы течения с первого по третий составляют непрерывный канал течения,
самый высокий конец первого канала течения открыт внутрь выступающей части; и
зазор, часть первого канала течения, за исключением самого высокого конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части.
2. Устройство для получения полимерной смолы по п.1, где
основной корпус дополнительно включает элемент сброса давления, открывающийся, когда внутреннее давление в полимеризационной емкости достигает заранее заданной величины или превышает ее, чтобы снизить давление внутри полимеризационной емкости;
циркуляционная линия соединена с боковой поверхностью основного корпуса и
высота от касательной линии основного корпуса к самой высокой точке внутренней стенки циркуляционной линии составляет 0,2 D или больше, но не более 0,5 D, при условии, что внутренний диаметр цилиндрической части основного корпуса равен D.
3. Устройство для получения полимерной смолы по п.1, где
первое средство охлаждения включает
всасывающую трубку, окружающую лопасть перемешивающего устройства и включающую охлаждающую среду, протекающую внутри всасывающей трубки;
трубчатый охлаждающий змеевик, расположенный между всасывающей трубкой и внутренней стенкой основного корпуса, и
кольцевые магистральные трубопроводы, расположенные в верхней и нижней зонах полимеризационной емкости, так чтобы обеспечивать протекание охлаждающей среды по трубчатому охлаждающему змеевику;
третье средство охлаждения, включающее охлаждающую рубашку, и
А/В равно 6 м2/м3 или больше, но не более 25 м2/м3, где А (м2) представляет «сумму площадей наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевых магистральных трубопроводов внутри основного корпуса и площадь наружной стенки основного корпуса, покрытой охлаждающей рубашкой», и В (м3) представляет «внутренний объем полимеризационной емкости».
4. Устройство для получения полимерной смолы по п.1, где первое средство охлаждения включает
всасывающую трубку, окружающую лопасть перемешивающего устройства и включающую охлаждающую среду, протекающую внутри всасывающей трубки;
трубчатый охлаждающий змеевик, расположенный между всасывающей трубкой и внутренней стенкой основного корпуса, и
кольцевые магистральные трубопроводы, расположенные в верхней и нижней зонах полимеризационной емкости, так чтобы обеспечивать протекание охлаждающей среды по трубчатому охлаждающему змеевику;
второе средство охлаждения включает кулер, кулер включает рубашку с охлаждающей средой, протекающей в ней, трубку, соединенную с циркуляционной линией и расположенную внутри рубашки, и спиральную пружину, расположенную внутри трубки и способную, по меньшей мере, к одному возвратно-поступательному движению и вращательному движению;
третье средство охлаждения, включает охлаждающую рубашку, и А/С равно 0,2 или больше, но не более 1,0, где А (м2) представляет «сумму площадей наружных поверхностей всасывающей трубы, трубчатого охлаждающего змеевика и кольцевых магистральных трубопроводов внутри основного корпуса и площадь наружной стенки основного корпуса, покрытой охлаждающей рубашкой», и С (м2) представляет «площадь внутренней поверхности трубки кулера».
5. Устройство для получения полимерной смолы по п.1, где самый верхний конец защитного элемента расположен выше, чем самый верхний конец внутренней стенки канала циркуляционного ввода, и ниже, чем поверхность днища основного корпуса.
6. Устройство для получения полимерной смолы по п.5, где самый высокий конец защитного элемента расположен на высоте 0,5 DN или выше, чем самый высокий конец внутренней стенки канала циркуляционного ввода, при условии, что внутренний диаметр канала циркуляционного ввода равен DN.
7. Устройство для получения полимерной смолы по п.1, где полимерной смолой является смола на основе сополимера.
8. Устройство для получения полимерной смолы по п.7, где смолой на основе сополимера является смола на основе сополимера стирол-акрилонитрил (SAN).
9. Способ получения полимерной смолы с использованием устройства для получения по любому из пп.1-8, способ включает
подготовку полимеризационной емкости, загруженную полимеризационным раствором;
ввод исходного материала по каналу ввода исходного материала через третий канал течения, второй канал течения и первый канал течения в выступающую часть;
проведение реакции полимеризации, в которой образуется полимерная смола, при смешении исходного материала с полимеризационным раствором под действием вращения осевой мешалки;
охлаждение полимеризационного раствора внутри полимеризационной емкости первым и третьим средством охлаждения;
отвод полимеризационного раствора из основного корпуса с использованием циркуляционного насоса, охлаждение полимеризационного раствора вторым средством охлаждения и затем возврат полимеризационного раствора в выступающую часть по каналу циркуляционного ввода; и
отвод полимеризационного раствора по каналу отвода раствора и затем отделение полимерной смолы от полимеризационного раствора.
10. Способ получения полимерной смолы по п.9, где объемный расход полимеризационного раствора, циркулирующего внутри основного корпуса, в 50 раз или больше, не более чем в 300 раз превышает объемный расход исходного материала, введенного по каналу ввода исходного материала.
11. Способ получения полимерной смолы по п.9, где второе средство охлаждения включает кулер, кулер включает рубашку с охлаждающей средой, протекающей в ней, трубку, соединенную с циркуляционной линией и расположенную внутри рубашки, и спиральную пружину, расположенную внутри трубки способную, по меньшей мере, к одному возвратно-поступательному движению и вращательному движению; и отношение «(объемный расход полимеризационного раствора, протекающего внутри трубки второго средства охлаждения)/(площадь внутренней поверхности трубки второго средства охлаждения)» равно 0,2 м3/м2/ч или выше, но не более 0,5 м3/м2/ч.
12. Способ получения полимерной смолы по п.9, где полимерной смолой является смола на основе сополимера стирол-акрилонитрил (SAN) и температура исходного материала, введенного по каналу ввода исходного материала в выступающую часть, составляет -5°С или выше, но не выше 20°С.
13. Полимеризационная емкость для полимерной смолы, включающая основной корпус;
выступающую часть, которая выступает вниз от плоскости днища основного корпуса и включает нижнюю часть, которая представляет крышку нижней части;
перемешивающее устройство, включающее вращающуюся осевую мешалку, соединенную с приводом, установленным выше основного корпуса, и проходящую от привода в выступающую часть, и лопасть, расположенную на боковой поверхности осевой мешалки;
опорный элемент, расположенный на нижней крышке выступающей части, так чтобы закрывать боковую поверхность осевой мешалки без контакта с ней, и так, чтобы образовался зазор между опорным элементом и боковой поверхностью осевой мешалки и между опорным элементом и нижней поверхностью осевой мешалки;
выпускное отверстие для отвода раствора в основном корпусе;
защитный элемент, закрывающий боковую поверхность осевой мешалки без контакта с ней и образующий первый канал течения между защитным элементом и боковой поверхностью осевой мешалки внутри выступающей части;
первое средство охлаждения, расположенное внутри основного корпуса;
канал циркуляционного ввода, расположенный на боковой поверхности выступающей части, так чтобы находиться напротив защитного элемента и обеспечивать течение охлажденного полимеризационного раствора в ней;
канал ввода исходного материала, соединенный с выступающей частью, и элемент, определяющий канал течения и расположенный между опорным элементом и защитным элементом, так чтобы закрывать боковую поверхность осевой мешалки и фиксировать опорный элемент и защитный элемент, элемент, определяющий канал течения и образующий второй канал течения между боковой поверхностью осевой мешалки и элементом, определяющим канал течения, и третий канал течения для соединения второго канала течения с каналом ввода исходного материала;
где каналы течения с первого по третий составляют непрерывный канал течения,
самый высокий конец первого канала течения открыт внутрь выступающей части; и
зазор, часть первого канала течения, за исключением самого высокого конца, второй канал течения и третий канал течения изолированы от внутренней зоны выступающей части.
14. Полимеризационная емкость для полимерной смолы по п.13, дополнительно включающая третье средство охлаждения, расположенное так, чтобы закрывать наружную стенку основного корпуса.
| US 4198383 А, 15.04.1980 | |||
| JP 2004018560 A, 22.01.2004 | |||
| Реактор | 1988 |
|
SU1627241A1 |
| Полимеризатор | 1989 |
|
SU1627243A1 |

