Изобретение относится к машиностроению и может быть использовано для отделочной и упрочняющей обработки поверхностей деталей
Известен способ обработки деталей алмазным выглаживанием инструментом с рабочей поверхностью в виде сферы, переходящей в конус, согласно которому инструмент устанавливают под углом к направлению подачи, что позволяет ему б процессе выглаживания получать от детали вращательное движение.
Недостатком данного способа является невозможность регулирования скорос тиШС-
глаживания поверхн5стй деталй71а|Гкак инструмент приводится во в ращение от детали под действием фрикционных сил.
Наиболее близким к предлагаемому является способ выглаживания поверхностей деталей, согласно которому инструмент со сферической рабочей частью наклоняю.т относительно нормали к поверхности детали в точке контакта с инструментом и сообщают ему перемещениё вдол ь обрабатываемой поверхности детали.
Недостатком этого изобретения является то, что оно не позволяет осуществлять регулирование Ъкбрд с йГв ыглажиёаний деч ел
ю
СЛ
sQ
тали по величине и направлению, так как инструмент приводится во вращение под действием фрикционных сил, возникающих при его контакта с вращающейся деталью. Скорость выглаживания при этом не зависит от угла наклона инструмента относительно нормали к обрабатываемой поверхности, а определяется только скоростью вращения детали и наличием возмож- ного проскальзывания инструмента относительно детали.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности регулирования величины и направления скорости выглаживания.
Поставленная цель достигается тем, что согласно способу выглаживания деталей, при котором инструмент со сферической рабочей частью наклоняют относительно нормали к поверхности детали в точке контакта с инструментом, сообщают инструменту перемещение вдоль обрабатываемой поверх- ност и дета/ти и вращательное движение относительно его оси, при этом величину и направление скорости выглаживания определяют из выражений
V /(Vi + а) R sin а )г + а R2 sin2/
,(о R sin /
arctgVi+ft)-R.
где V - скорость выглаживания, мм/мин;
1/ - угол между вектором скорости выглаживания и направлением перемещения инструмента, град;
Vi - скорость перемещения инструмента относительно обрабатываемой поверхности, мм/мин;
ft) - скорость вращения инструмента, 1/мин;
R - радиус сферической части, инструмента, мм;
а. - угол между осью инструмента и нормалью к обрабатываемой поверхности, лежащей в плоскости, перпендикулярной направлению перемещения инструмента и проходящей через точку контакта поверхности детали с инструментом, град;
р - угол между осью инструмента и нормалью к обрабатываемой поверхности, лежащей в плоскости, совпадающей с вектором скорости перемещения инструмента и проходящей через точку контакта поверхности детали с инструментом,град.
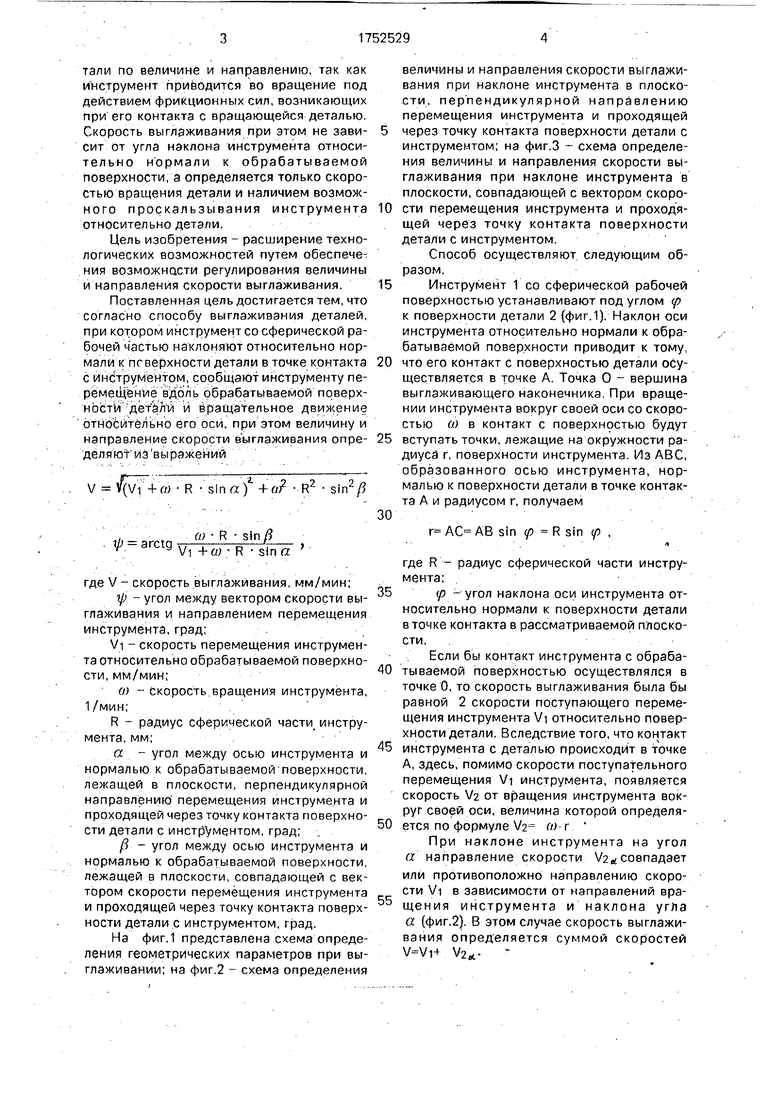
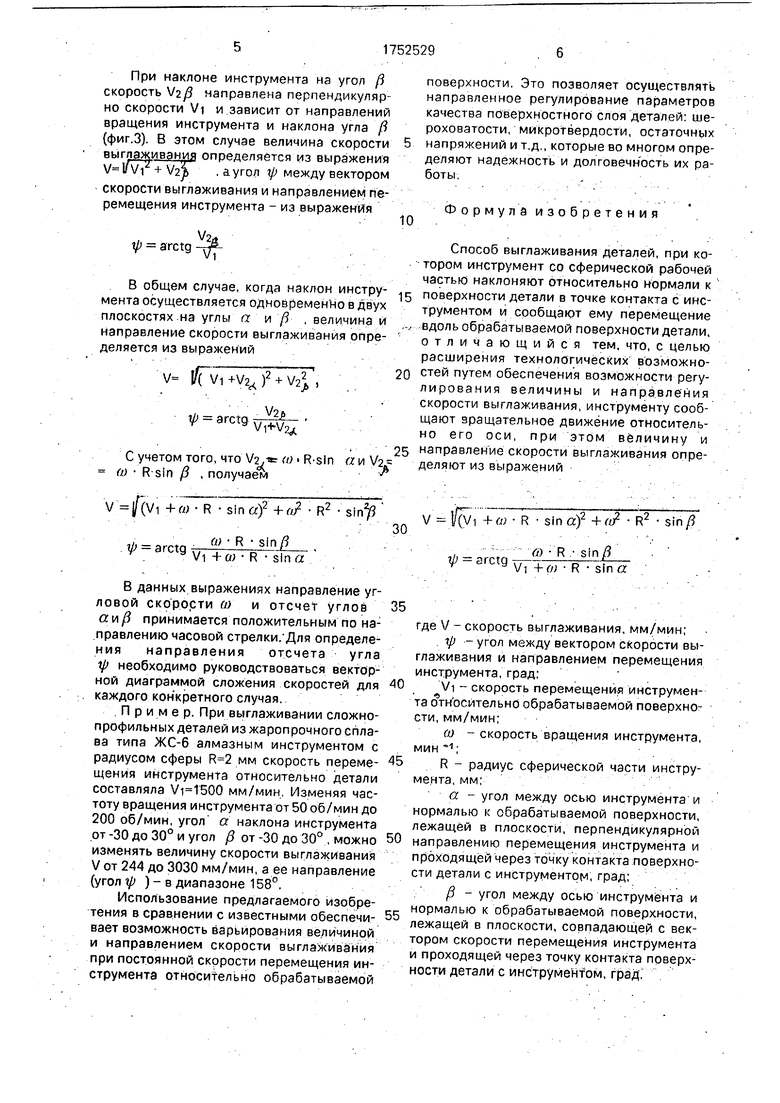
На фиг.1 представлена схема определения геометрических параметров при выглаживании; на фиг 2 - схема определения
величины и направления скорости выглаживания при наклоне инструмента в плоскости, перпендикулярной направлению перемещения инструмента и проходящей
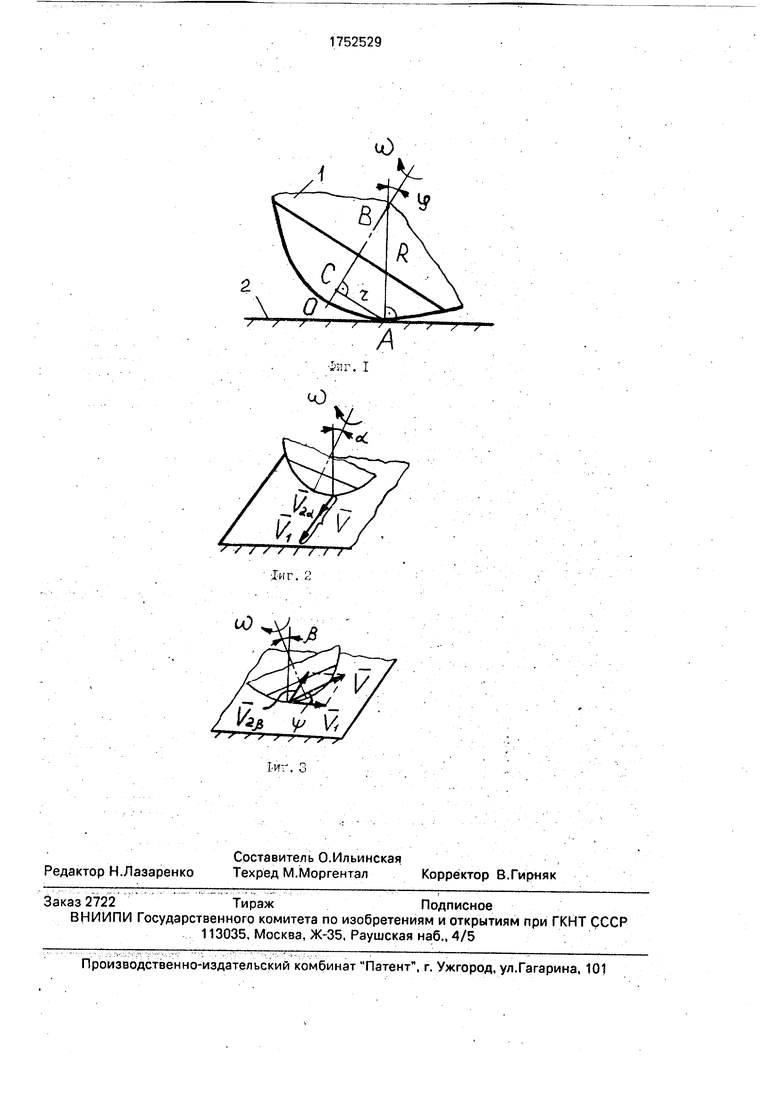
через точку контакта поверхности детали с инструментом; на фиг.З - схема определения величины и направления скорости выглаживания при наклоне инструмента в плоскости, совпадающей с вектором скорости перемещения инструмента и проходящей через точку контакта поверхности детали с инструментом.
Способ осуществляют следующим образом.
Инструмент 1 со сферической рабочей поверхностью устанавливают под углом р к поверхности детали 2 (фиг.1). Наклон оси инструмента относительно нормали к обрабатываемой поверхности приводит к тому
что его контакт с поверхностью детали осуществляется в точке А. Точка О - вершина выглаживающего наконечника При вращении инструмента вокруг своей оси со скоростью ft) в контакт с поверхностью будут
вступать точки, лежащие на окружности радиуса г, поверхности инструмента Из ABC, образованного осью инструмента, нормалью к поверхности детали в точке контакта А и радиусом г, получаем
г АС АВ sin р R sin p ,
где R - радиус сферической части инструмента;
р - угол наклона оси инструмента относительно нормали к поверхности детали в точке контакта в рассматриваемой плоскости.
Если бы контакт инструмента с обрабатываемой поверхностью осуществлялся в точке 0, то скорость выглаживания была бы равной 2 скорости поступающего перемещения инструмента Vi относительно поверхности детали. Вследствие того, что контакт
инструмента с деталью происходит в точке А, здесь, помимо скорости поступательного перемещения Vi инструмента, появляется скорость V2 от вращения инструмента вокруг своей оси, величина которой определяется по формуле /2- м r
При наклоне инструмента на угол а направление скорости V2e( совпадает
или противоположно направлению скорости Vi в зависимости от направлений вра- щения инструмента и наклона угла а (фиг.2). В этом случае скорость выглаживания определяется суммой скоростей
наклоне инструмента на угол ft скорость /2/3 направлена перпендикулярно скорости Vi и зависит от направлений вращения инструмента и наклона угла / (фиг.З). В этом случае величина скорости выглаживания определяется из выражения + /2b , а угол -ф между вектором
скорости выглаживания и направлением перемещения инструмента - из выражения
V2rt
V arctg
В общем случае, когда наклон инстру- 1Г- мента осуществляется одновременно в двух плоскостях на углы а и /5 , величина и направление скорости выглаживания определяется из выражений
V- jITvi +Vk F+V2Jf,2°
V arctg v$$-С учетом того, что VT, м i R sln а и V2 (i) R sin /3 , получаем
V /(Vi + т- R sin «)2 +« R2 sin2/
25
,л arcta ft -R Sin/9 V arctg Vi +W.R . s|na
поверхности. Это позволяет осуществлять направленное регулирование параметров качества поверхностного слоя деталей: шероховатости, микротвердости, остаточных напряжений и т.д., которые во многом определяют надежность и долговечность их работы.
Формула изобретения
Способ выглаживания деталей, при котором инструмент со сферической рабочей частью наклоняют относительно нормали к поверхности детали в точке контакта с инструментом и сообщают ему перемещение вдоль обрабатываемой поверхности детали, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения возможности регулирования величины и направления скорости выглаживания, инструменту сообщают вращательное движение относительно его оси, при этом величину и направление скорости выглаживания определяют из выражений
30
у - j/(Vi R sin а)2 + Ј R2 sin/
и) R -sin/ V arctg v7+o;-R-sin«
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания наружных резьб | 1982 |
|
SU1134319A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1986 |
|
SU1324830A1 |
| Способ чистовой и упрочняющейОбРАбОТКи пОВЕРХНОСТЕй дЕТАлЕй | 1978 |
|
SU814686A1 |
| Способ выглаживания | 1987 |
|
SU1463454A1 |
| Способ получения корня стружки | 1980 |
|
SU921679A1 |
| Способ обработки поверхностным пластическим деформированием | 1986 |
|
SU1362612A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ И КОНИЧЕСКОЙ ФАСКИ | 2011 |
|
RU2460625C1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| Устройство для алмазного выглаживания | 1983 |
|
SU1235705A1 |
Использование отделочная и упрочняющая обработка поверхностей деталей. Сущность изобретения: инструмент со сферической рабочей частью наклоняют относительно нормали к поверхности детали в точке контакта с инструментом и сообщают ему перемещение вдоль обрабатываемой поверхности детали и вращательное движение относительно оси инструмента, при этом величину и направление скорости вы- глаживания определяют из выражений V l/(vi + ш R Sina f + a R2 , arctgu - R sln/Wi +Q)R sin a; где V - скорость выглаживания, мм/мин i/ -угол между вектором скорости выглаживания и направлением перемещения инструмента, град, Vi -скорость перемещения инструмента относительно обрабатываемой поверхности, мм/мин; а) -скорость вращения инструмента, 1/мин, R - радиус сферической части инструмента, мм; а - угол между осью инструмента и нормалью к обрабатываемой поверхности, лежащей в плоскости, перпендикулярной направлению перемещения инструмента и проходящей через точку контакта поверхности детали с инструментом, град; / - угол между осью инструмента и нормалью к обрабатываемой поверхности, лежащей в плоскости, совпадающей с вектором скорости инструмента и проходящей через точки контакта поверхности детали с инструментом, град. 3 ил. I Ј
В данных выражениях направление угловой скорости (о и отсчет углов аи/ принимается положительным по направлению часовой стрелки. Для определения направления отсчета угла необходимо руководствоваться векторной диаграммой сложения скоростей для каждого конкретного случая.
Пример. При выглаживании сложно- профильных деталей из жаропрочного сплава типа ЖС-6 алмазным инструментом с радиусом сферы мм скорость переме- щения инструмента относительно детали составляла мм/мин. Изменяя частоту вращения инструмента от 50 об/мин до 200 об/мин, угол а наклона инструмента от -30 до 30° и угол ft от -30 до 30° , можно изменять величину скорости выглаживания V от 244 до 3030 мм/мин, а ее направление (угол ip ) - в диапазоне 158°.
Использование предлагаемого изобретения в сравнении с известными обеспечи- вает возможность варьирования величиной и направлением скорости выглаживания при постоянной скорости перемещения инструмента относительно обрабатываемой
где V - скорость выглаживания, мм/мин;
тр - угол между вектором скорости выглаживания и направлением перемещения инструмента, град;
Vi - скорость перемещения инструмента относительно обрабатываемой поверхности, мм/мин;
ft - скорость вращения инструмента, мин 1;
R - радиус сферической части инструмента, мм;
а - угол между осью инструмента и нормалью к обрабатываемой поверхности, лежащей в плоскости, перпендикулярной направлению перемещения инструмента и проходящей через точку контакта поверхности детали с инструментом, град;
/3 - угол между осью инструмента и нормалью к обрабатываемой поверхности, лежащей в плоскости, совпадающей с вектором скорости перемещения инструмента и проходящей через точку контакта поверхности детали с инструментом, град.
| Способ выглаживания поверхностей деталей | 1984 |
|
SU1242341A1 |
