Изобретение относится к области металлургии, а именно к получению изделий из жаропрочных гетерофазных деформируемых никелевых сплавов, работающих в интервале температур 20-1000°С и предназначенных для изготовления корпусов, кожухов, экранов и других листовых изделий.
Известен способ изготовления изделий из листов сплава In 718 методом сверхпластической формовки, включающий отливку слитка, горячую прокатку, закалку при температуре 1060°С с выдержкой в течение 15 мин, старение в интервале температур 730-800°С в течение 1-2 часов, холодную прокатку на лист со степенью деформации не менее 60%, рекристаллизационный отжиг при температуре 900°С в течение 30 минут и суперпластическую деформацию листа при температуре 970±10°С под напряжением 45-60 МПа (патент США №6328827).
Недостатками этого способа являются невозможность его использования для изготовления изделий из жаропрочных сплавов, не имеющих эффекта сверхпластичности, и низкая производительность процесса.
Известен способ изготовления полых заготовок за счет операции многократной вытяжки и их термической обработки, отличающийся тем, что перед каждой последующей операцией вытяжки полых заготовок из дисперсионно-твердеющего сплава осуществляют их термическую обработку в защитной среде с последующим ускоренным охлаждением, обеспечивающим образование однофазной структуры сплава (патент РФ №2064356).
Недостатком этого способа является отсутствие в исходном материале подготовленной однородной структуры с высоким уровнем технологической пластичности, что приводит к необходимости применения операций многопереходной вытяжки с промежуточными термообработками.
Наиболее близким к предлагаемому изобретению является способ изготовления листовых изделий из сплава типа Inconel 718, включающий отливку слитка, деформационную обработку слитка, предварительную горячую прокатку, окончательную прокатку и сверхпластическую формовку, отличающийся тем, предварительную горячую прокатку ведут в однофазной области сплава, а окончательную прокатку ведут в интервале температур 975-825°С со скоростью деформации 10-4-101 c-1, с суммарной степенью деформации не менее 50% по крайней мере за два прохода для обеспечения протекания динамической рекристаллизации (патент РФ №2269589).
Недостатками этого способа являются невозможность его использования для изготовления изделий из жаропрочных сплавов, не имеющих эффекта сверхпластичности, низкая производительность процесса, сложность холодной прокатки листов. Сплавы с зернами микронного размера имеют повышенную пластичность в интервале температур Тпрγ'-30-100°С, низкую пластичность и высокую прочность при нормальной температуре. Сплав Inconel 718 с зернами 6 мкм имеет предел текучести 1280 МПа и удлинение 17%. При формировании в сплаве структуры с зернами 0,5-1 мкм сплав будет иметь более высокий предел текучести и удлинение менее 17%, что создает значительные трудности при его холодной прокатке.
Технической задачей изобретения является разработка способа получения листовых изделий из никелевых жаропрочных сплавов, который обеспечивает формирование оптимального структурного состояния с высокой технологической пластичностью при операциях горячей и холодной прокатки листов, высокие коэффициенты штампуемости, высокий уровень эксплуатационных свойств листовых изделий и снижение трудоемкости их изготовления.
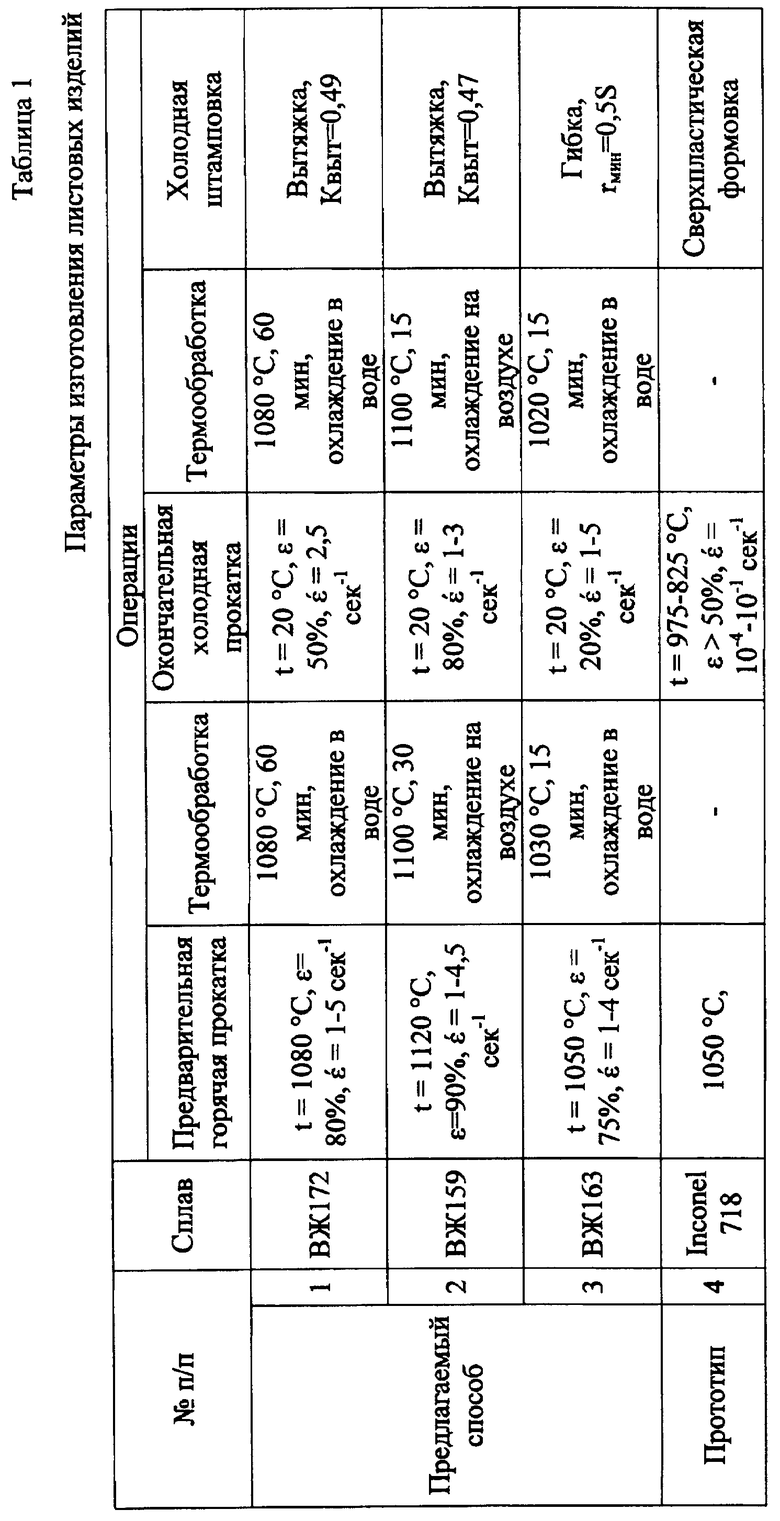
Для достижения поставленной задачи предложен способ получения листовых изделий из никелевых жаропрочных сплавов, включающий отливку слитка, деформационную обработку слитка, предварительную горячую прокатку и окончательную прокатку, формовку листовых изделий, отличающийся тем, что предварительную горячую прокатку проводят со степенью деформации не менее 70% и скоростью деформации 1-5 с-1 при Тпрγ'+30÷100°С, окончательную прокатку проводят вхолодную со степенью деформации за проход 5-20%, с суммарной степенью деформации 20-80%, после предварительной горячей прокатки и окончательной холодной прокатки дополнительно проводят термообработку при Тпрγ'+30÷80°С и выдержке 15-60 минут с последующим быстрым охлаждением, а формовку листовых изделий осуществляют холодной штамповкой.
Примеры осуществления
Для практического осуществления изобретения был выбран сплав ВЖ172, содержащий 20-24% γ'-фазы с температурой ее полного растворения 1020°С, сплав ВЖ159, содержащий 12-15% γ'-фазы с температурой ее полного растворения 1020°С, сплав ВЖ163, содержащий 12-15% γ'-фазы с температурой ее полного растворения 990°С.
Пример 1
Слитки из сплава ВЖ172 выплавляли в вакуумно-индукционной печи, затем ковали на прессе на сутунки толщиной 30-40 мм.
Сутунки подвергали предварительной горячей прокатке на листы толщиной 3,0-4 мм с суммарной степенью деформации 90% со скоростью деформации 1-5 с-1 после нагрева на температуру 1080°С (Тпрγ'+60). При этом в горячекатаных листах формировалась частично рекристаллизованная структура с зернами размером 5-40 мкм.
Горячекатаные листы подвергали термообработке при температуре 1080°С (Тпрγ'+60) с выдержкой 60 минут и охлаждением в воде, после проведения которой предел текучести сплава ВЖ172 σ0,2=520-550 МПа, относительное удлинение δ=45-50%.
Горячекатаные листы после термообработки прокатали вхолодную на листы толщиной 1,5-2,0 мм с суммарной степенью деформации 50%.
Листы после окончательной холодной прокатки подвергали термообработке при температуре 1080°С (Тпрγ'+60) с выдержкой 60 мин и охлаждением в воде.
Предлагаемый режим термообработки холоднокатаных листов обеспечивает высокую технологическую пластичность (штампуемость) сплава ВЖ172 при вытяжке Квыт=0,49.
Из холоднокатаных листов толщиной 1,6-2,0 мм вырезали заготовки диаметром 100,105 мм и изготавливали листовые изделия вытяжкой за один переход.
Пример 2
Листовые изделия из сплава ВЖ159 по предлагаемому способу изготавливали вытяжкой по параметрам, приведенным в таблице 1. Сутунки подвергали предварительной горячей прокатке на листы толщиной 6-7,5 мм с суммарной степенью деформации 90% со скоростью деформации 1-4,5 с-1 после нагрева на температуру 1120°С (Тпрγ'+100).
Горячекатаные листы подвергали термообработке при температуре 1100°С (Тпрγ'+80) с выдержкой 60 мин и охлаждением на воздухе, после проведения которой предел текучести сплава ВЖ159 σ0,2=350-380 МПа, относительное удлинение δ=65-70%, что обеспечивает максимальную (не менее 85%) технологическую пластичность при их последующей окончательной холодной прокатке.
Горячекатаные листы после термообработки прокатали вхолодную на листы толщиной 1,5-2,0 мм с суммарной степенью деформации 80%.
Листы после окончательной холодной прокатки подвергали термообработке при температуре 1100°С (Тпрγ'+80) с выдержкой 15 минут и охлаждением на воздухе.
Предлагаемый режим термообработки холоднокатаных листов обеспечивает высокую технологическую пластичность (штампуемость) сплава ВЖ159 при вытяжке Квыт=0,47.
Из холоднокатаных листов толщиной 1,2-1,5 мм вырезали заготовки диаметром 105,110 мм для изготовления листовых изделий вытяжкой за один переход.
Пример 3
Изделия из сплава ВЖ163 по предлагаемому способу изготавливали гибкой по параметрам, приведенным в таблице 1. Сутунки подвергали предварительной горячей прокатке на листы толщиной 3-4 мм с суммарной степенью деформации 75% со скоростью деформации 1-4 с-1 после нагрева на температуру 1050°С (Тпрγ'+60).
Горячекатаные листы подвергали термообработке при температуре 1020°С (Тпрγ'+30) с выдержкой 15 минут и охлаждением в воде, после проведения которой предел текучести сплава ВЖ163 σ0,2= 390-410 МПа, относительное удлинение δ=65-70%, что обеспечивает максимальную (не менее 75%) технологическую пластичность при их последующей окончательной холодной прокатке.
Горячекатаные листы после термообработки прокатали вхолодную на листы толщиной 2,4-3,2 мм со степенью деформации 20%.
Листы после окончательной холодной прокатки подвергали термообработке при температуре 1020°С (Тпрγ'+30) с выдержкой 15 минут и охлаждением в воде.
Предлагаемый режим термообработки холоднокатаных листов обеспечивает высокую технологическую пластичность (штампуемость) сплава ВЖ163 при гибке, минимальный относительный радиус гиба равен 0,5S, где S - толщина материала.
Из холоднокатаных листов толщиной 2,4-3,2 мм вырезали заготовки размером 80×100 мм для изготовления изделий типа «уголок» гибкой.
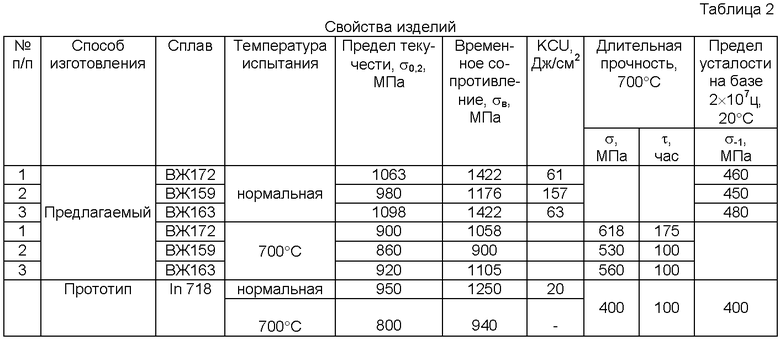
Свойства изделий из сплавов ВЖ172, ВЖ159, ВЖ163 приведены в таблице 2.
Пример №4 (прототип)
Заготовка из сплава Inconel 718 сечением 20 × 600 мм и длиной 2500 мм была изготовлена по технологии, включающей выплавку слитка в вакууме, двойной переплав слитка, последующую деформационную обработку слитка (выше 1000°С) и горячую прокатку с нагревом до температуры однофазной области (1050°С). Из указанной полосы были вырезаны заготовки 200×300×200 мм, которые нагревали до температуры 910°С и выдерживали при данной температуре в течение 30 мин. Затем осуществляли прокатку листа до требуемой толщины при данной температуре в изотермических условиях за четыре прохода, при этом последеформационный отжиг совмещали с нагревом под следующий проход прокатки. Скорость деформации при прокатке составляла 10-1с-1. В результате были получены листы толщиной 5 мм.
В предлагаемом способе режимы термообработки горячекатаных листов обеспечивают формирование структуры с зернами размером 20-35 мкм и за счет значительного снижения предела текучести сплавов и повышения относительного удлинения обеспечивают высокую технологическую пластичность сплавов при их последующей окончательной холодной прокатке и позволяют изготавливать листы толщиной до 1,2 мм и более тонкие без проведения повторных термообработок.
Предлагаемые режимы термообработки холоднокатаных листов обеспечивают высокую технологическую пластичность (штампуемость) сплавов при операциях холодной листовой штамповки, а также высокую производительность изготовления изделий.
Из таблицы 2 видно, что при изготовлении листовых изделий из сплава ВЖ172, ВЖ159, ВЖ163 предел текучести возрастает на 12-15%, временное сопротивление на 14%, KCU в 3 раза, длительная прочность в 1,4-1,5раза, предел усталости на базе 2×107ц, 20°С на 15-20%.
Получение листовых изделий по предлагаемому способу позволяет сократить по сравнению с прототипом время их изготовления на несколько порядков. При этом существенно повышается качество получаемых листовых изделий за счет отсутствия окисления поверхностного слоя и уменьшения шероховатости поверхности. При предлагаемом способе не требуется применения дорогостоящего оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2018 |
|
RU2694098C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2255988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИТАНОВОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ВЫХЛОПНОЙ СИСТЕМЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2495948C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2001 |
|
RU2197542C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕГО | 2004 |
|
RU2246555C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЕВОГО ЛИСТА ДЛЯ ИЗГОТОВЛЕНИЯ БАНОК | 2021 |
|
RU2829769C1 |
| Жаропрочный свариваемый сплав на основе никеля и изделие, выполненное из него | 2021 |
|
RU2777099C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288055C1 |
Изобретение относится к области металлургии, а именно к получению изделий из жаропрочных гетерофазных деформируемых никелевых сплавов, работающих в интервале температур 20-1000°С и предназначенных для изготовления корпусов, кожухов, экранов и других листовых изделий. Предложен способ получения листовых изделий из никелевых жаропрочных сплавов. Способ включает отливку слитка, деформационную обработку слитка, предварительную горячую прокатку и окончательную прокатку, формовку листовых изделий. Предварительную горячую прокатку проводят со степенью деформации не менее 70% и скоростью деформации 1-5 с-1 при Тпрγ'+30÷100°С, окончательную прокатку проводят вхолодную со степенью деформации за проход 5-20%, с суммарной степенью деформации 20-80%, после предварительной горячей прокатки и окончательной холодной прокатки дополнительно проводят термообработку при Тпрγ'+30÷80°С и выдержке 15-60 минут с последующим быстрым охлаждением, а формовку листовых изделий осуществляют холодной штамповкой. Способ обеспечивает формирование оптимального структурного состояния с высокой технологической пластичностью при операциях горячей и холодной прокатки листов, высокие коэффициенты штампуемости, высокий уровень эксплуатационных свойств листовых изделий и снижение трудоемкости их изготовления. 2 табл., 4 пр.
Способ получения листовых изделий из никелевых жаропрочных сплавов, включающий отливку слитка, деформационную обработку слитка, предварительную горячую прокатку и окончательную прокатку, формовку листовых изделий, отличающийся тем, что предварительную горячую прокатку проводят со степенью деформации не менее 70% и скоростью деформации 1-5 с-1 при Тпрγ'+30÷100°С, окончательную прокатку проводят в холодную со степенью деформации за проход 5-20%, с суммарной степенью деформации 20-80%, после предварительной горячей прокатки и окончательной холодной прокатки дополнительно проводят термообработку при Тпрγ'+30÷80°С и выдержке 15-60 мин с последующим быстрым охлаждением, а формовку листовых изделий осуществляют холодной штамповкой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ ТИПА INCONEL 718 | 2004 |
|
RU2269589C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2001 |
|
RU2215059C2 |
| US 6328827 B1, 11.12.2001 | |||
| US 5665180 A, 09.09.1997. | |||

