Изобретение относится к области металлургии, конкретнее к технологии изготовления стальных горячекатаных и холоднокатаных листов с высокими вытяжными свойствами для холодной штамповки.
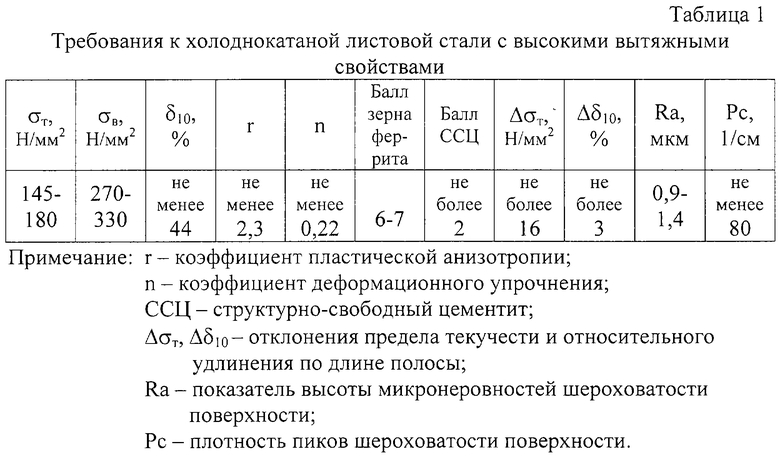
Листовая холоднокатаная сталь с высокими вытяжными свойствами для холодной штамповки изделий сложной формы должна отвечать комплексу требований по механическим характеристикам, их равномерности, микроструктуре, шероховатости поверхности (табл.1).
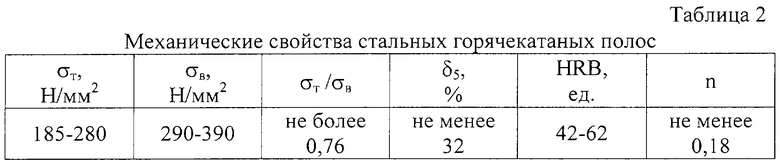
Для обеспечения высоких вытяжных свойств горячекатаные полосы должны удовлетворять следующим требованиям (табл.2).
Известен способ производства листов для холодной штамповки, включающий непрерывную разливку в слябы стали следующего химического состава, маc.%:
Углерод - не более 0,008
Кремний - не более 0,5
Марганец - не более 1,0
Фосфор - не более 0,15
Сера - не более 0,02
Алюминий - 0,01-0,10
Азот - не более 0,008
Титан - 0,035-0,20
Ниобий - 0,001-0,015
Железо - Остальное
Литые слябы нагревают и подвергают черновой горячей прокатке с обжатием не менее 85% в температурном интервале от Аr3 до 950oС, затем чистовой горячей прокатке до толщины 3,5-7,5 мм в температурном интервале от Аr3 до 600oС. Горячекатаные полосы подвергают травлению и отжигают при температуре 700-920oС. Затем производят холодную прокатку полос до толщины 1,2-1,6 мм с обжатием не менее 65% и отжиг при температуре 720-920oС [1].
Недостаток известного способа состоит в том, он не обеспечивает достижения высоких вытяжных свойств холоднокатаных листов, следствием чего является их недостаточная штампуемость.
Известен также способ производства холоднокатаной листовой стали, раскисленной алюминием. Способ включает непрерывную разливку в слябы стали следующего химического состава, мас.%:
Углерод - не более 0,10
Марганец - не более 0,60
Азот - 0,0030-0,0100
Фосфор - не более 0,008
Сера - не более 0,008
Железо - Остальное
Слябы нагревают до температуры 950-1200oС, прокатывают при температуре выше точки Аr3 и сматывают полосы в рулоны при температуре не выше 600oС. Горячекатаные полосы подвергают травлению и прокатывают на стане холодной прокатки с обжатием 70-80%. Холоднокатаные полосы нагревают со средней скоростью не более 100oС/ч до температуры 800oС в колпаковых печах и производят их отжиг. Отожженные полосы дрессируют [2].
Листовая сталь, полученная по известному способу производства, имеет низкие коэффициент пластической анизотропии r= 1,42-2,01 (при требуемом r≥2,3) и коэффициент деформационного упрочнения n= 0,18 (при требуемом n≥0,22), нестабильный предел текучести и неудовлетворительные микроструктурные параметры (балл ССЦ более 3). Поэтому листовая сталь имеет недостаточные вытяжные свойства при низком выходе кондиционного проката.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства листовой стали для холодной штамповки (автомобильный лист), включающий выплавку и непрерывную разливку в слябы марки 08Ю следующего химического состава, мас.%:
Углерод - не более 0,07
Марганец - 0,25-0,35
Кремний - 0,01
Фосфор - не более 0,020
Сера - не более 0,025
Никель - не более 0,06
Медь - не более 0,06
Хром - не более 0,03
Железо - Остальное
Непрерывно литые слябы нагревают до температуры 1300oС, прокатывают в полосы с температурой конца прокатки 860-920oС, охлаждают водой до температуры 550-650oС и выше, после чего сматывают в рулоны. Горячекатаные полосы подвергают травлению и холодной прокатке до требуемой толщины. Затем холоднокатаные полосы в рулонах отжигают при температуре 680-690oС в течение 30-40 ч и дрессируют с обжатием 1,0-1,5% [3] - прототип.
Недостатки известного способа состоят в том, что листовая сталь из-за низких механических характеристик имеет недостаточные вытяжные свойства, что приводит к браку при холодной штамповке изделий сложной формы. Кроме того, колебания химического состава стали и температурно-деформационных режимов производства обусловливают разброс параметров механических свойств как по длине полос, так и от плавки к плавке. В результате снижается выход кондиционной листовой стали.
Техническая задача, решаемая изобретением, состоит в улучшении вытяжных свойств и увеличении выхода кондиционной листовой стали.
Поставленная техническая задача решается тем, что в известном способе производства листовой стали для холодной штамповки, включающем непрерывную разливку слябов, их нагрев и горячую прокатку в полосы, травление, холодную прокатку, отжиг и дрессировку, согласно изобретению слябы нагревают до температуры 1150-1240oС, прокатывают с температурой конца прокатки не ниже 870oС, охлаждают водой до температуры 550-730oС и сматывают в рулоны, а холодную прокатку ведут с суммарным обжатием не менее 70%, после чего отжигают при температуре 700-750oС с выдержкой при этой температуре в течение 11-34 ч.
В вариантах реализации способа непрерывную разливку ведут со скоростью 0,4-1,6 м/мин при температуре разливаемой стали 1500-1580oС, и слябы разливают из стали, содержащей, мас.%:
Углерод - 0,002-0,007
Кремний - 0,005-0,050
Марганец - 0,08-0,16
Алюминий - 0,01-0,05
Титан - 0,05-0,12
Фосфор - не более 0,015
Сера - не более 0,010
Хром - не более 0,04
Никель - не более 0,04
Медь - не более 0,04
Азот - не более 0,006
Железо - Остальное
Кроме того, перед горячей прокаткой слябы выдерживают при температуре нагрева в течение 2,5-4 ч, а дрессировку холоднокатаных отожженных полос ведут с обжатием 0,4-1,2% в валках с шероховатостью поверхности 2-4 мкм Ra и плотностью пиков 60-120 1/см.
Возможен вариант выполнения способа, по которому горячекатаные полосы подвергают отжигу при температуре 660-680oС с выдержкой при этой температуре в течение 10-18 ч.
Сущность изобретения состоит в следующем. Высокие вытяжные свойства листовой стали для холодной штамповки изделий сложной формы закладываются еще на стадиях выплавки и разливки с ограничением легирующих элементов и примесей. Предложенный состав сверхнизкоуглеродистой стали позволяет сформировать при ее дальнейшей термопластической обработке равномерную ферритную микроструктуру, в которой избыточный углерод связан титаном, азот образует нитриды алюминия и титана, что исключает старение стали, сопровождающееся деградацией механических свойств. В процессе непрерывной разливки такой стали при температуре 1500-1580oС со скоростью 0,4-1,6 м/мин формируется слиток с минимальной ликвацией и отсутствием сегрегации неметаллических включений в осевой части слитка.
В процессе нагрева слябов перед прокаткой до температуры 1150-1240oС и выдержки в течение 2,5-4 ч исключается растворение в аустените крупных карбосульфидов, в результате чего после смотки горячекатаной полосы в рулон, а также при отжиге холоднокатаной полосы не происходит образования мелких карбидов, сдерживающих рост зерна феррита. Последующая горячая прокатка слябов в аустенитной области с температурой конца прокатки не ниже 870oС, помимо получения заданной толщины полосы перед холодной прокаткой, формирует благоприятную текстуру деформации, измельчает зерна аустенита. Горячая прокатка в заданном температурном интервале обеспечивает выпадение в процессе деформации дисперсных частиц TiC, TiS, TiN2, сохраняющихся в рекристаллизованной структуре после отжига. Охлаждение горячекатаных полос водой до температуры 550-730oС (ниже критической точки Ar1) приводит к превращению деформированных зерен переохлажденного аустенита в феррит с мелкими равноосными зернами и стабилизации углерода при выделении его в виде карбидов и карбосульфидов. Сформированная после горячей прокатки микроструктура стали характеризуется оптимальной дисперсностью и высокой степенью однородности.
При последующей холодной прокатке горячекатаных полос с обжатием не менее 70% достигается заданная толщина полос и степень измельчения деформированных ферритных зерен. В результате отжига холоднокатаных полос при температуре 660-680oС в течение 10-18 ч формируется однородная микроструктура феррита с баллом зерна 6-7 и минимальным выделением структурно-свободного цементита. Частицы TiC, TiN2 оказывают ингибирующее действие на рекристаллизацию зерен при отжиге. В текстуре стали после отжига преобладает кристаллографическая ориентировка (111), наиболее благоприятная для холодной штамповки.
Дрессировка отожженных полос с обжатием 0,4-1,2% в валках с шероховатостью 2-4 мкм Ra и плотностью пиков 60-120 1/см, во-первых, позволяет повысить пластичность, уменьшить на 30-40 Н/мм2 предел текучести, устранить площадку и зуб текучести на диаграмме растяжения образца (чтобы избежать линий скольжения при штамповке), и, во-вторых, создать развитую микрогеометрию, удерживающую технологическую смазку на поверхности листа, что улучшает штампуемость изделий сложной формы.
Отжиг горячекатаных травленых полос при температуре 660-680oС с выдержкой 10-18 ч обеспечивает получение заданного комплекса механических свойств (табл. 2) даже при неблагоприятном сочетании концентрации химических элементов и неизбежных колебаниях температурно-деформационных режимов прокатки. За счет этого отжига дополнительно улучшаются вытяжные свойства и увеличивается выход кондиционной листовой стали. Отожженные горячекатаные полосы могут быть использованы как для штамповки изделий, где не требуется высоких вытяжных свойств, так и для последующего производства холоднокатаной листовой стали, обладающей повышенной штампуемостью.
Экспериментально установлено, что нагрев слябов до температуры выше 1240oС приводит к росту зерна аустенита, растворению крупных частиц карбосульфидов, которые в дальнейшем выпадают в виде мелких карбидов, упрочняющих сталь, ухудшающих вытяжные свойства листов. Снижение температуры нагрева менее 1150oС ухудшает пластические свойства и штампуемость листов.
При температуре конца прокатки ниже 870oС листовая сталь приобретает мелкозернистую структуру и неблагоприятную для холодной штамповки текстуру.
Увеличение температуры смотки выше 730oС приводит к разнозернистости микроструктуры полос, снижению коэффициента пластической анизотропии. Горячекатаные полосы в этом случае даже после отжига не отвечают предъявляемым требованиям по механическим свойствам. Уменьшение температуры смотки ниже 550oС приводит к росту прочностных свойств горячекатаных и холоднокатаных листов выше допустимых значений.
При суммарном обжатии в процессе холодной прокатки менее 70% листовая сталь после отжига имеет неблагоприятную текстуру, что ухудшает вытяжные свойства и снижает выход кондиционной продукции.
При температуре отжига холоднокатаных полос ниже 700oС или времени выдержки менее 11 ч пластичность листовой стали ниже допустимой, балл ССЦ достигает 3. Увеличение температуры отжига более 750oС или времени выдержки более 34 ч приводит к увеличению разнозернистости, ухудшению штампуемости и снижению выхода кондиционной листовой стали.
Непрерывная разливка стали, имеющей температуру ниже 1500oС при скорости разливки менее 0,4 м/мин, приводит к формированию слитка с неоднородностью химического состава, неметаллические включения и примеси концентрируются в средней части слитка, механические свойства листовой стали ухудшаются. Увеличение температуры разливки более 1580oС или скорости разливки более 1,6 м/мин ухудшает качество листов и снижает выход кондиционной продукции.
Углерод в стали является упрочняющим элементом. Снижение содержания углерода менее 0,002% усложняет технологический процесс и удорожает производство стали. Увеличение концентрации углерода сверх 0,007% требует увеличения содержания титана, который связывает углерод. Это ухудшает свойства листов и увеличивает расход легирующих.
Кремний раскисляет сталь. Снижение содержания кремния менее 0,005% увеличивает окисленность стали, ухудшаются ее механические свойства. Увеличение содержания этого элемента более 0,050% приводит к потере пластичности, увеличению количества неметаллических включений.
Марганец оказывает упрочняющее, раскисляющее и десульфурирующее действие. При содержании марганца менее 0,08% требуется дополнительная десульфурация стали, удорожающая производство, а увеличение его содержания более 0,16% ухудшает пластичность и вязкостные свойства, снижает коэффициент пластической анизотропии.
Алюминий введен для раскисления стали и уменьшения дефектов при разливке. При снижении содержания алюминия менее 0,01% сталь становится склонной к деградации механических свойств (старению). Увеличение содержания алюминия более 0,05% приводит к ухудшению ее механических свойств ниже допустимого уровня.
Титан введен для улучшения комплекса механических свойств стали. При содержании титана менее 0,05% требуется проведение глубокого обезуглероживания, усложняющего и удорожающего производство. Увеличение содержания титана более 0,12% приводит к снижению коэффициентов пластической анизотропии и деформационного упрочнения ниже допустимого уровня.
Сера и фосфор являются вредными примесями, ухудшающими механические свойства горячекатаных и холоднокатаных листов. Однако при содержании фосфора не более 0,015% и серы не более 0,010% их вредное влияние проявляется слабо. В то же время более глубокая десульфурация и дефосфорация значительно удорожают сталь.
Хром, никель и медь упрочняют сталь, но при их концентрации более 0,04% каждого имеет место потеря пластичности, и отношение σт/σв превышает 0,76, что недопустимо.
Азот упрочняет сталь, но если его количество превышает 0,006%, то возрастает требуемое для его связывания количество титана, что удорожает ее производство и ухудшает свойства холоднокатаных листов, уменьшает выход кондиционной листовой стали.
В случае выдержки слябов при температуре нагрева менее 2,5 ч не достигается выравнивания температурного поля по их толщине и полной стабилизации аустенитного состояния, а увеличение выдержки сверх 4 ч приводит к чрезмерному росту аустенитного зерна, полному растворению карбосульфидов. В результате ухудшаются вытяжные свойства холоднокатаных листов, уменьшается выход годного.
Дрессировка с обжатием менее 0,4% в валках с параметрами шероховатости поверхности Ra менее 2 мкм и Рс менее 60 1/см не обеспечивает снижения предела текучести, устранения зуба и площадки текучести, создания развитой микрогеометрии поверхности холоднокатаных листов. В результате ухудшаются их вытяжные свойства и снижается выход кондиционной листовой стали. Увеличение обжатия более 1,2%, параметров Ra более 4 мкм и Рс более 120 1/см приводит к переупрочнению холоднокатаных отожженных полос и созданию анизотропии шероховатости поверхности вследствие возрастания контактного скольжения металла по поверхности валка в очаге деформации. В результате ухудшаются вытяжные свойства листовой стали.
Отжиг горячекатаных полос при температуре ниже 660oС или времени выдержки менее 10 ч не обеспечивает получения высоких вытяжных свойств, равномерных по длине рулона. Увеличение температуры отжига более 680oС или времени выдержки более 18 ч приводит к формированию разнобалльной микроструктуры, ухудшению вытяжных свойств и снижению выхода кондиционной листовой стали.
Пример реализации способа
В кислородном конвертере емкостью 300 тонн выплавляют сверхнизкоуглеродистую сталь следующего состава, мас.%
C - 0,0045
Si - 0,028
Mn - 0,13
Al - 0,03
Ti - 0,09
P - 0,010
S - 0,007
Cr - 0,01
Ni - 0,01
Cu - 0,02
N - 0,003
Fe - Остальное
Выплавленную сталь разливают на машине непрерывного литья заготовок в слябы сечением 250х1280 мм массой 11 т. Разливку ведут со скоростью Vp=1,0 м/мин при температуре разливаемого металла Тр=1540oС.
Отлитые слябы после охлаждения загружают в газовую печь с шагающими балками, нагревают до температуры аустенитизации Та=1200oС, при которой выдерживают в течение времени τa = 3,2 ч. Слябы последовательно выталкивают на печной рольганг непрерывного широкополосного стана 2000 и обжимают в раскат сечением 40х1300 мм. Затем раскат задают в непрерывную 7-клетевую группу и прокатывают до конечной толщины 2,8 мм. Температуру полос на выходе из последней клети чистовой группы стана поддерживают равной Ткп=880oС. Горячекатаные полосы на отводящем рольганге охлаждают водой до температуры Тcм=640oС и сматывают в рулоны.
Охлажденные рулоны подвергают сернокислотному травлению в непрерывном травильном агрегате.
Затем травленые полосы в рулонах прокатывают на 5-клетевом стане кварто бесконечной холодной прокатки с толщины 2,8 до 0,7 мм с суммарным обжатием εΣ, равным
Холоднокатаные полосы в рулонах загружают в садочную печь с водородной защитной атмосферой и отжигают при температуре То=730oС с выдержкой в течение τo = 22 ч. Отожженные полосы дрессируют на одноклетевом стане кварто с текстурированными рабочими валками, шероховатость которых равна Ra=3 мкм; Рс=90 1/см. Дрессировку ведут с обжатием εд = 0,8%.
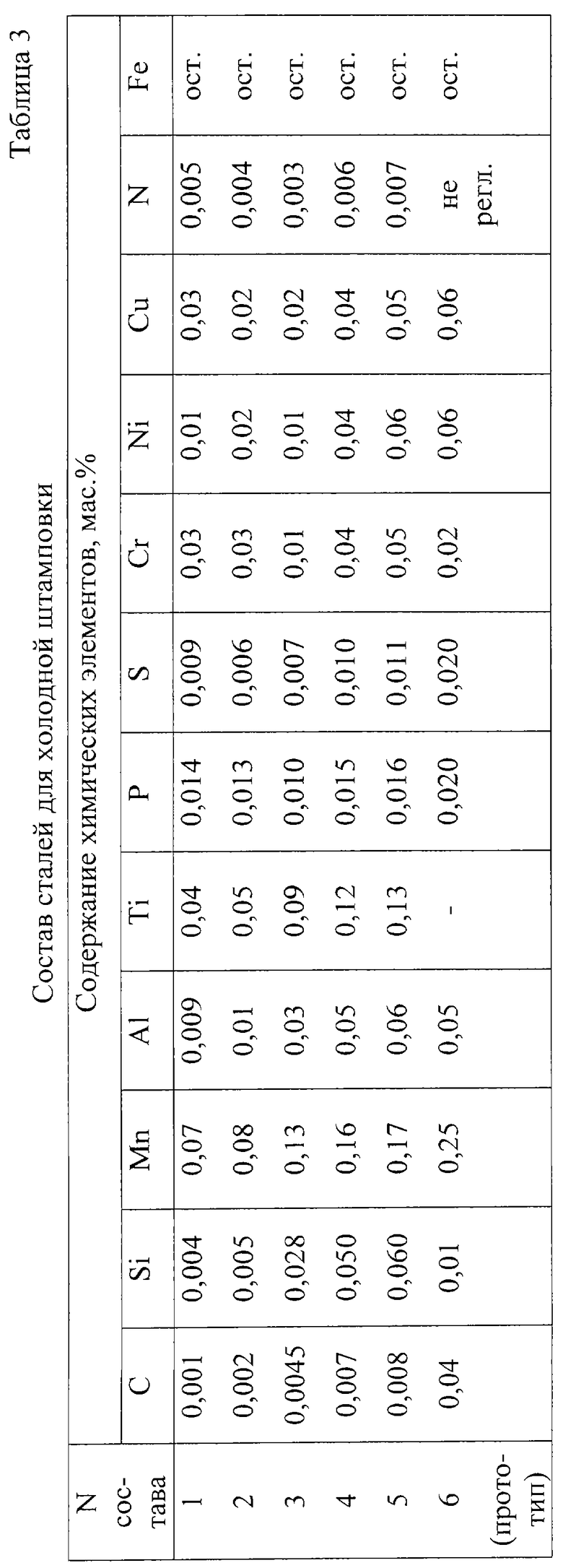
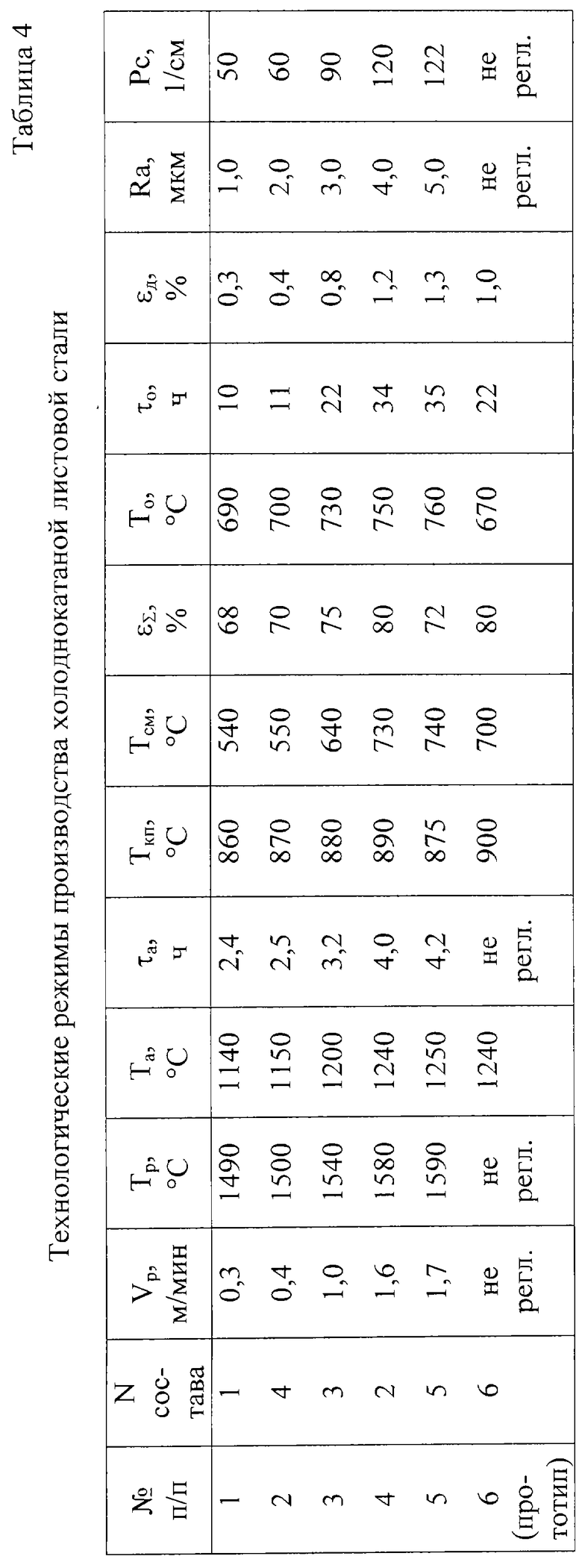
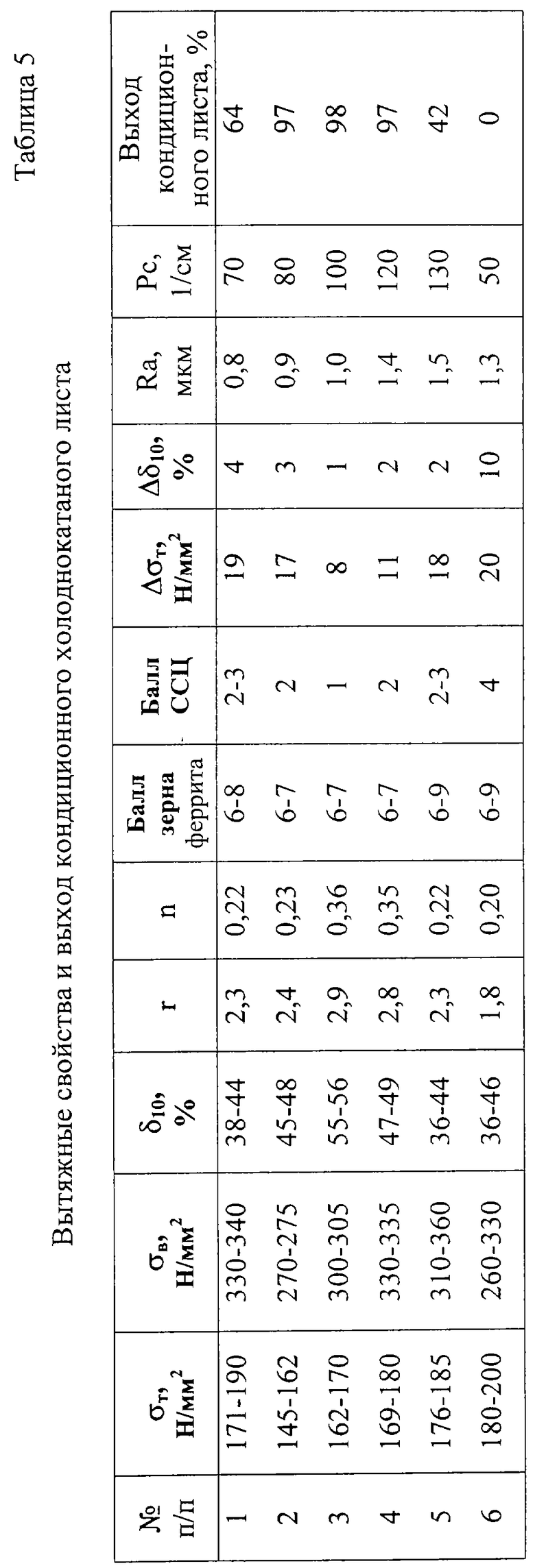
В табл.3 даны химические составы предложенной и известной стали, в табл. 4 - режимы производства холоднокатаных листов, а в табл.5 - вытяжные свойства и выход кондиционного листа.
Из табл. 3-5 следует, что в случае реализации предложенного способа (варианты 2-4) достигаются улучшение вытяжных свойств и увеличение выхода кондиционной листовой стали. При запредельных значениях заявленных параметров (варианты 1 и 5) и использовании способа-прототипа (вариант 6) вытяжные свойства листов и выход кондиционной листовой стали снижаются.
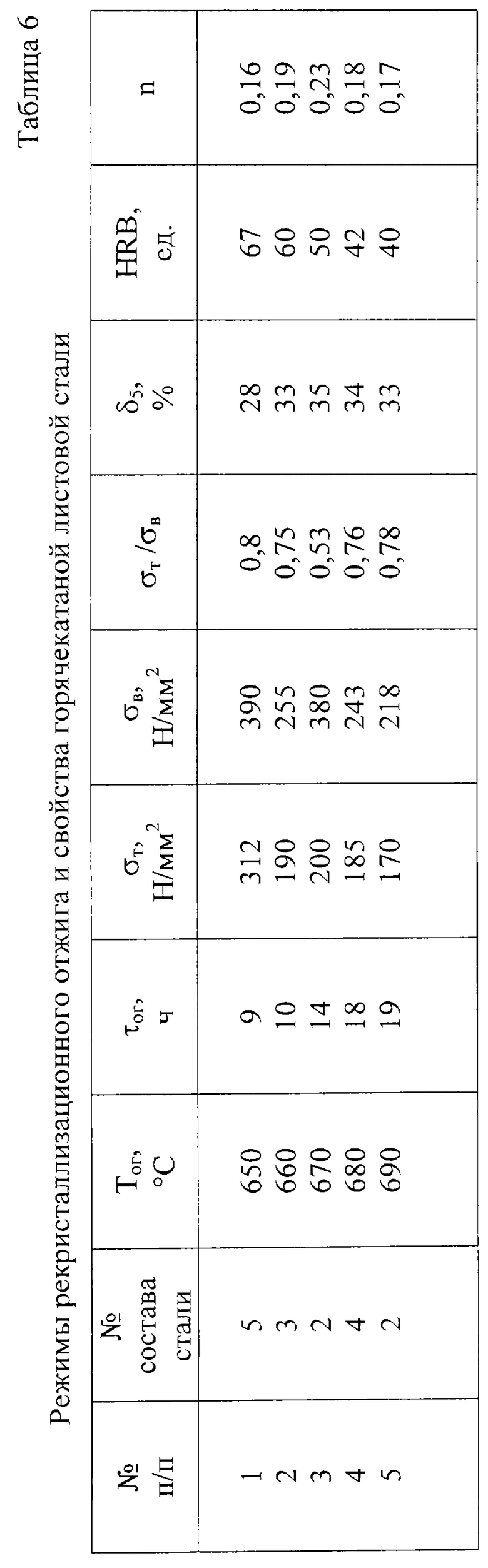
Часть горячекатаных травленых рулонов направляют на рекристаллизационный отжиг. Отжиг проводят в защитной атмосфере азота по режиму: нагрев до температуры Тог = 670oС, выдержка в течение τог = 14 ч, охлаждение под муфелем.
Варианты отжига и свойства горячекатаной отожженной листовой стали даны в табл. 6. Отжиг горячекатаных полос при температуре 660-680oС в течение 10-18 ч (варианты 2-4) обеспечивает получение комплекса механических свойств, полностью соответствующих требуемым свойствам, приведенным в табл. 2.
В качестве базового объекта при определении технико-экономических преимуществ предложенного способа принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства листовой стали с высокими вытяжными свойствами для холодной штамповки на 10-15%.
Литература
1. Заявка 0936279 (ЕПВ), МПК С 22 С 38/00, 1999 г.
2. Заявка 59-13030 (Япония), МПК С 21 D 9/48, С 21 D 8/04, 1984 г.
3. С. С. Гусева и др. Непрерывная термическая обработка автолистовой стали. - М.: Металлургия, 1979 г., с. 9-26 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2255988C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2277594C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361934C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ С ОДНОРОДНЫМИ СВОЙСТВАМИ | 2004 |
|
RU2256707C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2433192C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2008 |
|
RU2361933C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2392072C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2178006C1 |
Изобретение относится к металлургии, конкретнее к технологии изготовления стальных горячекатаных и холоднокатаных листов с высокими вытяжными свойствами для холодной штамповки. Техническое изобретение состоит в улучшении вытяжных свойств и увеличении выхода кондиционной листовой стали. Сталь, содержащую, мас.%: С 0,002-0,007; Si 0,005-0,050; Mn 0,08-0,16; Al 0,01-0,05; Ti 0,05-0,12; Р ≤0,015; S≤0,010; Cr≤0,04; Ni≤0,04; Cu≤0,04; N≤0,006; Fe - остальное, подвергают непрерывной разливке со скоростью 0,4-1,6 м/мин при температуре разливаемой стали 1500-1580oС в слябы. Слябы нагревают до 1150-1240oС, выдерживают в течение 2,5-4 ч и прокатывают в полосы с температурой конца прокатки не ниже 870oС. Горячекатаные полосы охлаждают водой до 550-730oС и сматывают в рулоны. После травления полосы подвергают холодной прокатке с суммарным обжатием не менее 70% и отжигу при 700-750oС с выдержкой при этой температуре в течение 11-34 ч. Затем полосы дрессируют с обжатием 0,4-1,2% в валках с шероховатостью поверхности 2-4 мкм Ra и плотностью пиков 60-120 1/см. Возможен вариант выполнения способа, по которому горячекатаные полосы подвергают отжигу при 660-680oС с выдержкой в течение 10-18 ч. 5 з.п. ф-лы, 6 табл.
Углерод - 0,002-0,007
Кремний - 0,005-0,050
Марганец - 0,08-0,16
Алюминий - 0,01-0,05
Титан - 0,05-0,12
Фосфор - Не более 0,015
Сера - Не более 0,010
Хром - Не более 0,04
Никель - Не более 0,04
Медь - Не более 0,04
Азот - Не более 0,006
Железо - Остальное
4. Способ по п. 1, отличающийся тем, что слябы выдерживают при температуре нагрева в течение 2,5-4 ч.
| ГУСЕВА С.С | |||
| и др | |||
| Непрерывная термическая обработка автолистовой стали | |||
| - М.: Металлургия, 1979, с.9-26 | |||
| Способ производства холоднокатаной полосы | 1989 |
|
SU1624034A1 |
| Способ производства проката из малоуглеродистой стали | 1989 |
|
SU1640199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
