Изобретение относится к области автоматического управления технологическими объектами металлургической, пищевой, химической и других промышленностей и может быть применено для автоматического регулирования технологических параметров (температура, давление, линейная скорость, угловая скорость и др.).
Известен способ управления электронагревательным устройством (патент РФ №2335010, МПК G05D 23/19), по которому осуществляют последовательные двухтактные циклы регулирования мощности электронагревательного устройства.
Однако данный способ характеризуется низким качеством регулирования, а именно, возникают относительно большие амплитуды перерегулирования вследствие инерционности тепловых объектов и затяжные колебательные процессы при регулировании температуры вблизи уставки регулирования (заданного значения) вследствие определения мощности электронагревательного устройства, равной сумме среднего значения мощности электронагревательного устройства в предыдущем цикле и первой поправки.
Наиболее близким к заявленному техническому решению по технической сущности и достигаемому техническому результату является способ программного регулирования греющей мощности, в котором формируется программа изменения температуры объекта, измеряется температура объекта, формируется ступенчатая греющая мощность, задаются интервалы времени нагрева (патент РФ №2231821, МПК G05D 23/19), принятый за прототип.
Однако известный способ имеет следующие недостатки: поддержание температуры объекта в заданном программой состоянии происходит в момент времени, когда температура при нагреве или охлаждении достигает программой заданного значения, что приводит к отклонению от заданного значения вследствие инерционности тепловых объектов; сложный алгоритм определения температуры объекта. В известном способе не учитывается запаздывание реакции объекта на управляющее воздействие (транспортное запаздывание). В процессе работы системы автоматического регулирования не учитываются изменения свойств объекта управления или внешних возмущающих воздействий, что приводит к погрешностям регулирования, т.к. коэффициент пропорциональности К, характерный только для данного объекта, определяется единожды при запуске системы регулирования в момент наступления регулярного режима.
Задачей изобретения является повышение эффективности автоматического регулирования технологических параметров.
Технический результат заключается в повышении точности регулирования; сокращении длительности переходных процессов; обеспечении самонастройки системы регулирования в процессе работы.
Поставленная задача достигается за счет формирования управляющего воздействия и измерения регулируемой величины объекта. Первоначально формируют на объект управления одиночный управляющий импульс максимальной мощности. Одновременно с формированием управляющего импульса постоянно вычисляют величину инерционного роста регулируемого параметра, которую используют для определения момента завершения одиночного управляющего импульса, обеспечивающего точное достижение регулируемой величиной заданного значения за минимальное время без перерегулирования. Для точного поддержания регулируемого параметра на заданном значении вычисляют и формируют необходимую мощность управляющего воздействия, а также корректируют мощность управляющего воздействия, учитывая свойства объекта управления, текущую ошибку регулирования и скорость изменения регулируемой величины.
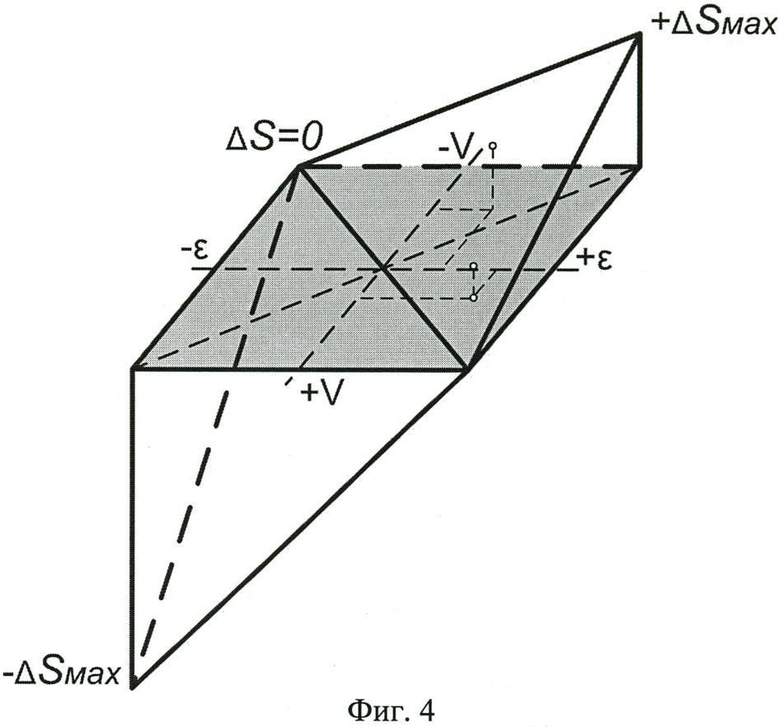
Работа способа показа на фиг.1, где изображен график зависимости регулируемого параметра от изменения мощности управляющего воздействия.
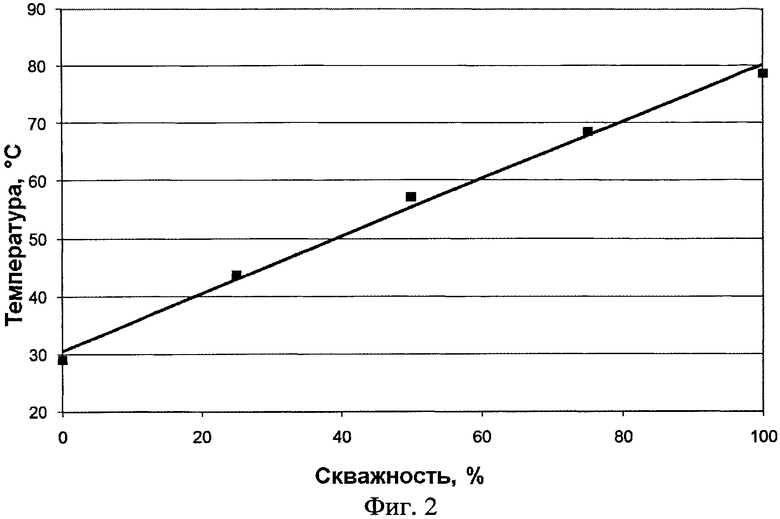
На фиг.2 представлен график зависимости регулируемого параметра (например, температуры) от скважности управляющего воздействия.
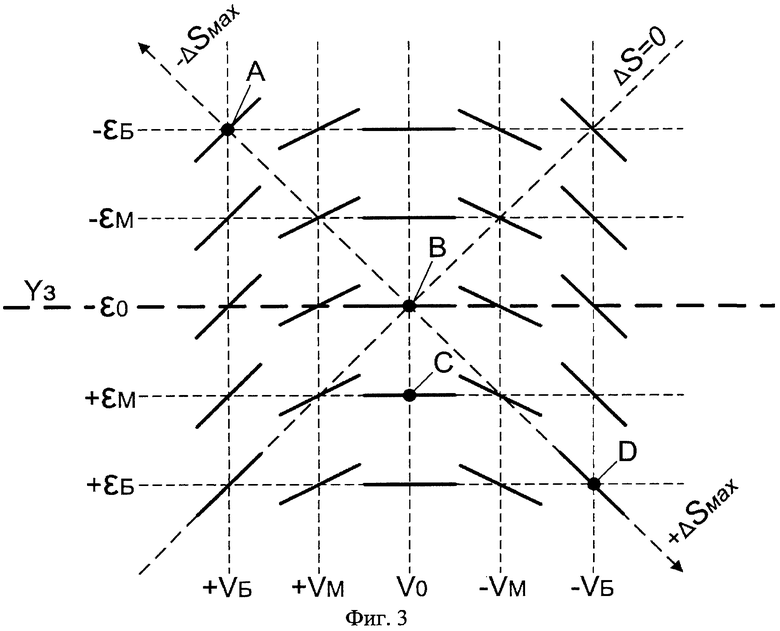
На фиг.3 изображена диаграмма состояний процесса регулирования вблизи уставки.
На фиг.4 изображена пространственная диаграмма определения величины коррекции ΔS.
Сущность изобретения заключается в следующем.
Для обеспечения точного перевода объекта управления в заданное состояние Y3 за минимально возможное время первоначально формируется управляющее воздействие в виде прямоугольного импульса максимальной мощности AXMAX и определенной длительности tИ.
Для определения длительности одиночного управляющего сигнала исследованы оперативные параметры переходных процессов при импульсном воздействии. В качестве оперативных параметров приняты следующие величины: максимальная скорость изменения регулируемой величины VM, отражающая инерционность объекта; длительность инерционного запаздывания реакции объекта tЗ, отражающая реакцию объекта на управляющее воздействие; и текущие состояние YИ и скорость изменения параметра VИ на момент завершения управляющего импульса.
Критерий определения момента завершения одиночного управляющего импульса, обеспечивающего точное достижение регулируемого параметра заданного значения за минимальное время, определяется по формулам [Давыдов И.А., Шельпяков А.Н. Исследование параметров переходных процессов при воздействии на объект одиночным управляющим импульсом // Измерение, контроль и диагностика. - Ижевск: Проект, 2010. - С.152-157]:

где YЗ - уставка регулирования (заданное значение),
YM - максимальное значение регулируемого параметра, определяемое оперативными параметрами переходного процесса

где а - коэффициент, учитывающий текущее состояние объекта управления;
tЗ - величина запаздывания реакции объекта на управляющее воздействие;
VИ - скорость изменения регулируемого параметра в момент завершения одиночного управляющего импульса;
YИ - значение регулируемого параметра в момент завершения одиночного управляющего импульса;
YК - величина инерционного роста регулируемого параметра.
Затем для обеспечения точного выхода объекта на заданную величину выходного параметра Y и стабилизации его в этом состоянии производится формирование управляющего воздействия в виде непрерывного управляющего сигнала определенного уровня либо в виде широтно-импульсного модулированного сигнала максимальной мощности и определенной скважности, т.е. импульсами с определенной длительностью tИМП и определенным периодом tСЛ, для обеспечения точного выхода объекта на заданное значение YЗ.
Анализ зависимостей значений регулируемого параметра (например, установившейся температуры) объектов от мощности воздействия позволяет с достаточной точностью предположить их линейный характер, т.е. параметрическое состояние Y объекта управления линейно зависит от величины потока энергии РХ управляющего воздействия. Зависимость регулируемого параметра от скважности управляющего воздействия изображена на фиг.2.
Учитывая результаты проведенных исследований, расчетная величина скважности (уровня) управляющего сигнала SP, обеспечивающего поддержание объекта на заданном значении YЗ, определяется по зависимости:
где YЗ - заданное значение выходного параметра объекта (уставка);
YMAX - приведенное максимальное значение выходного сигнала Y при постоянном непрерывном управляющем воздействии заданной мощности;
Y0 - начальное значение регулируемого параметра.
Однако вследствие возникновения внешних возмущающих воздействий и изменений свойств объекта управления для обеспечения точности в процессе регулирования вблизи уставки необходима постоянная корректировка скважности (уровня) ΔS управляющего сигнала, для чего производится определение текущей скважности (уровня) S по формуле:

Величина ΔS может быть определена на основе следующих рассуждений. При регулировании параметра объекта вблизи уставки YЗ возможны следующие основные ситуации поведения объекта, представленные на фиг.3.
При рассмотрении процесса регулирования можно выделить две основные величины, характеризующие поведение объекта: ошибку регулирования ε и скорость V изменения выходного сигнала Y.
На диаграмме, представленной на фиг.3, средней горизонтальной пунктирной линией показано значение уставки YЗ, непрерывными линиями - фрагменты изменения выходного сигнала Y, отражающие различные ситуации сочетаний ошибок ε и скоростей V. Весь диапазон величин можно условно разбить на следующие значения:
+εБ - большое положительное отклонение, +εМ - малое положительное отклонение и т.д., а также +VБ - большая положительная скорость, V0 - нулевая скорость, - VM - малая отрицательная скорость и т.д.
Используя элементы нечеткой логики для указанного пространства величин ε и V можно принять условные значения корректировки скважности (уровня) ΔS. Так, например, для ситуации А имеет место большая положительная скорость и большая отрицательная ошибка, очевидно, что для данной ситуации величина корректировки ΔS должна быть максимально отрицательной (-ΔSMAX); для ситуации В величины ошибка и скорость принимают нулевые значения ε0 и V0, следовательно, величина корректировки нулевая ΔS=0 и т.д.
Функциональная связь между величинами ε, V и ΔSMAX показана на пространственной диаграмме, изображенной на фиг.4.
В процессе регулирования величины - ΔSMAX и +ΔSMAX определяются по формулам:


При определении корректировки ΔS величины ошибки регулирования и скорости изменения температуры приняты относительными и определяются формулами (7) и (8) соответственно:

где εБ - значение большого отклонения выходного параметра объекта.

где VБ - значение большой скорости изменения выходного параметра объекта.
Определение значений относительных ошибки εОТ и скорости VOT позволяет найти значение относительной коррекции скважности (уровня) ΔSOT по формуле:

Определение величины относительной коррекции ΔSOT позволяет найти значение коррекции ΔS скважности (уровня) управляющего сигнала по зависимости:
Тогда скважность (уровень) управляющего сигнала S определяется по формуле (4).
Следует отметить, что при определенных состояниях процесса регулирования модуль коррекции скважности (уровня) ΔS может принимать значения больше единицы. Поэтому скважность (уровень) управляющего сигнала, определяемая по выражению (4), примет значения S=0 или S=1.
При формировании управляющего воздействия в виде широтно-импульсного модулированного сигнала дополнительно определяется длительность управляющего импульса tИМП по формуле:

где tСЛ - период следования управляющих импульсов, с.
При регулировании технологического параметра в установившемся режиме вблизи уставки YЗ определяется величина коррекции расчетной скважности (уровня) ΔSP, %, соответствующей отношению среднего текущего отклонения от уставки ко всему диапазону регулирования:

где YCP - среднее значение регулируемой величины за определенный период коррекции tКОР.
Определение необходимого значения скважности (уровня) управляющего воздействия  , %, происходит по формуле:
, %, происходит по формуле:

Значение параметра YMAX переназначится новым значением  , °C, определяемым значениями величин Y3, Y0 и
, °C, определяемым значениями величин Y3, Y0 и  , в соответствии с формулой:
, в соответствии с формулой:

После переназначения параметра YMAX вновь определяется расчетная скважность (уровень) SP управляющего сигнала по формуле (4). Затем по текущему состоянию объекта управления определяется величина коррекции скважности (уровня) ΔS и в соответствии со значениями SP и ΔS определяется требуемая скважность (уровень) управляющего сигнала S, необходимая для поддержания регулируемой величины на требуемом значении уставки YЗ.
Результаты исследований разработанного способа автоматического регулирования технологических параметров установили, что погрешность регулирования по сравнению с известными способами автоматического регулирования снизилась с 5% до 3% в переходных процессах и с 3% до 2% в установившихся режимах. При изменении мощности возмущения на 10% погрешность регулирования не превышает 1%, следовательно отмечается существенное уменьшение погрешности регулирования, а также высокая эффективность регулирования.
Изобретение относится к области автоматического управления технологическими объектами металлургической, пищевой, химической и других промышленностей и может быть применено для автоматического регулирования технологических параметров (температура, давление, линейная скорость, угловая скорость и др.). Техническим результатом является повышение эффективности автоматического регулирования технологических параметров за счет учета изменения свойств объекта управления и внешних возмущающих воздействий. Способ включают этапы, на которых формируют управляющее воздействие и измеряют регулируемую величину объекта, причем одновременно с формированием на объект управления одиночного управляющего импульса максимальной мощности постоянно вычисляют величину инерционного роста регулируемого параметра, которую используют при определении момента завершения одиночного управляющего воздействия, обеспечивающего точное достижение регулируемой величиной заданного значения за минимальное время без перерегулирования, а точное поддержание заданного значения регулируемой величины осуществляют формированием соответствующей этому заданному значению вычисленной мощности управляющего воздействия, а также постоянной коррекцией мощности управляющего воздействия, учитывающей текущую ошибку регулирования и скорость изменения регулируемой величины, и постоянным учетом свойств объекта управления во время работы. 4 ил.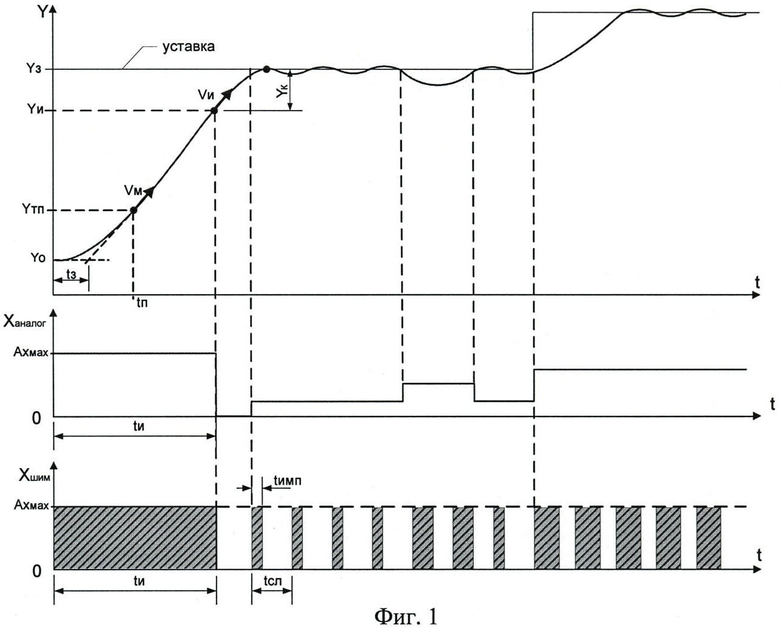
Способ автоматического регулирования технологических параметров, включающий формирование управляющего воздействия и измерение регулируемой величины объекта, отличающийся тем, что одновременно с формированием на объект управления одиночного управляющего импульса максимальной мощности постоянно вычисляют величину инерционного роста регулируемого параметра, которую используют при определении момента завершения одиночного управляющего воздействия, обеспечивающего точное достижение регулируемой величиной заданного значения за минимальное время без перерегулирования, а точное поддержание заданного значения регулируемой величины осуществляют формированием соответствующей этому заданному значению вычисленной мощности управляющего воздействия, а также постоянной коррекцией мощности управляющего воздействия, учитывающей текущую ошибку регулирования и скорость изменения регулируемой величины, и постоянным учетом свойств объекта управления во время работы.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| КАРДАННЫЙ ВАЛ ДЛЯ СОЕДИНЕНИЯ РОТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ СО ШПИНДЕЛЕМ | 2005 |
|
RU2285781C1 |
| МНОГОКАНАЛЬНОЕ УСТРОЙСТВО УПРАВЛЕНИЯ | 1991 |
|
RU2050576C1 |

