Предложенное изобретение относится к области строительства и более подробно к установкам для изготовления методом непрерывного безопалубочного виброформования бетонных и железобетонных изделий.
Известна формовочная машина для непрерывного безопалубочного формования железобетонных изделий (RU №2357858, B28B 13/02, опубл. 10.06.2009), содержащая форму для вибропрессования, в которой размещены матрица и пуансоны.
Наиболее близким к заявленному изобретению является формовочная машина (RU №2177876, B28B 13/02, 1997), которая предназначена для поточного изготовления бетонных и железобетонных изделий методом безопалубочного вибропрессования.
В известной формовочной машине для непрерывного безопалубочного формования бетонных и железобетонных изделий описана форма вибратора, содержащая шпиндели (пуансоны) с коническим участком впереди; эти шпиндели определяют профиль формуемых бетонных изделий и крепятся винтами к самой форме. Форма вибратора имеет боковые упоры, снабженные направляющими, в которых расположены винты крепления упоров к форме, что обеспечивает изменение высоты формы по отношению к упорам; эти упоры смонтированы на шасси машины с применением эластичных прослоек, которые препятствуют передаче колебаний от формы к шасси.
Недостатком известных форм вибратора является наличие пуансонов, которые создают заторы бетонной смеси при вхождении ее в форму вибратора, а также имеют недостаточную площадь контакта с бетонной смесью, вследствие чего увеличиваются затраты энергии на прохождение бетона.
Задачей настоящего изобретения является повышение качества, увеличение номенклатуры бетонных и железобетонных изделий.
Технический результат заключается в уменьшении затрат энергии на прохождение бетона.
Технический результат достигается тем, что вибробункер, содержащий корпус, выполненный из боковых и верхних пластин, жестко соединенных между собой, пуансоны, вибратор, раму, причем боковые стенки, верхняя плита и пуансоны образуют вместе с дорожкой замкнутый объем, при этом пуансоны выполнены в виде плоской сплошной или с отверстиями различной формы пластин со скосами с одной стороны в нижней части, а с другой стороны в верхней части пластины, боковые поверхности пуансонов имеют скосы по всей длине, торцевые поверхности выполнены с фасками, пуансоны установлены с интервалом 50-70 мм по осям, соответствующим интервалу групп армирующих элементов по осям, при этом дополнительно содержит сменную шторку, являющуюся передней стенкой вибробункера, выполненную в виде плоской пластины с группами отверстий, группы отверстий расположены относительно друг друга на расстоянии 50-70 мм по осям, причем шторка примыкает к вибробункеру через амортизирующие элементы, вибробункер крепится к раме через виброопоры, а шторка крепится к раме жестко через промежуточную рамку при помощи замков.
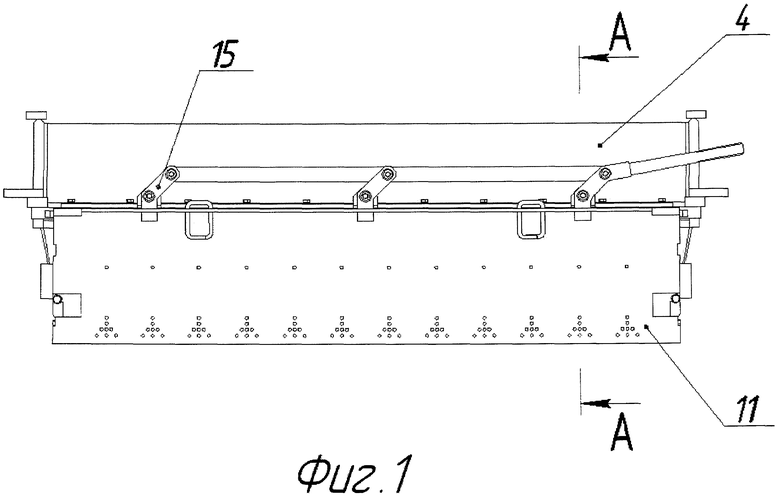
На фиг.1 изображен вибробункер, вид спереди.
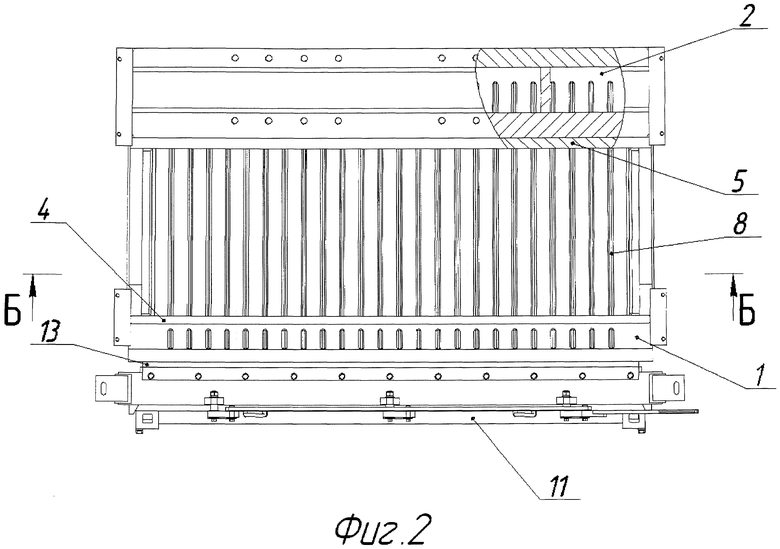
На фиг.2 изображен вибробункер, вид сверху.
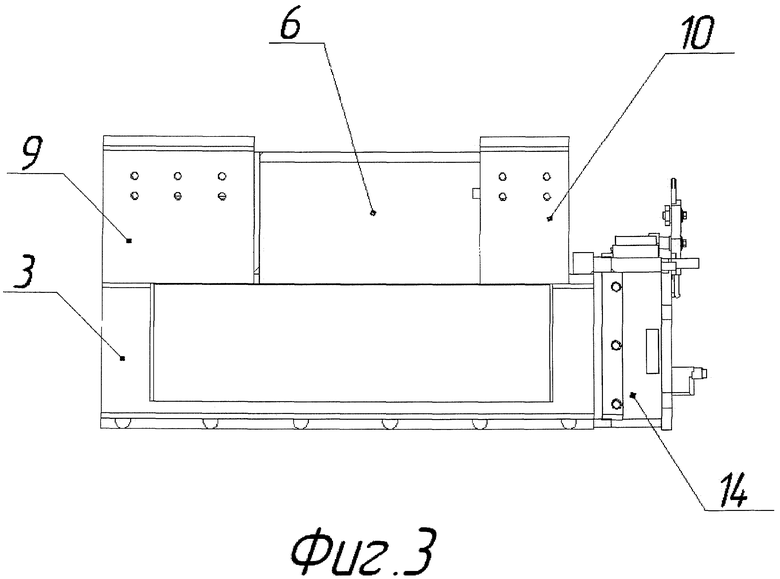
На фиг.3 изображен вибробункер, вид слева.
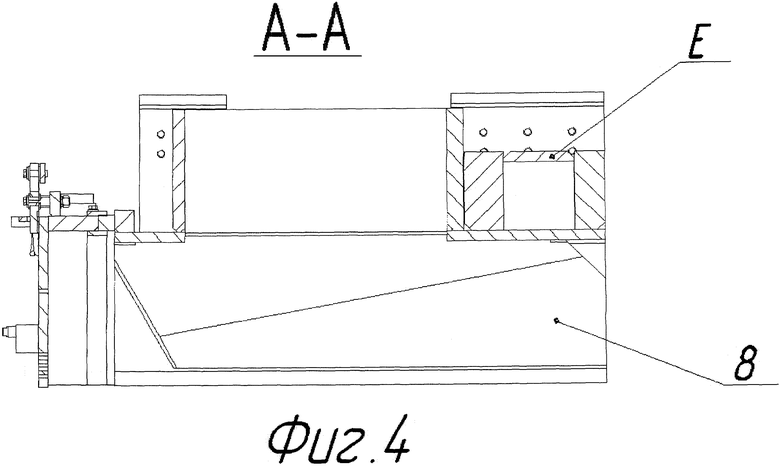
На фиг.4 - разрез по А-А.
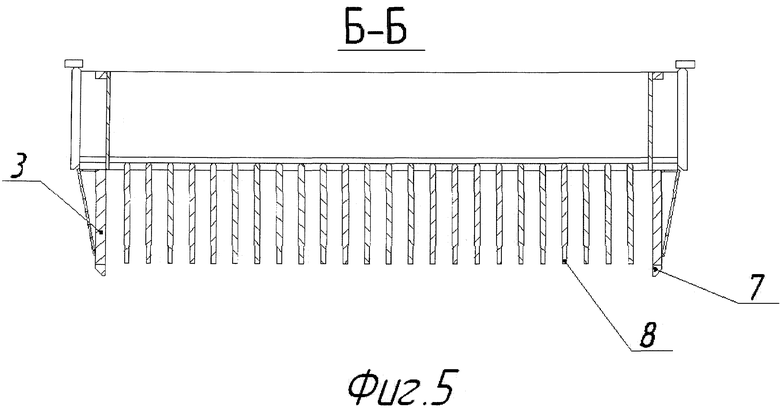
На фиг.5 - разрез по Б-Б.
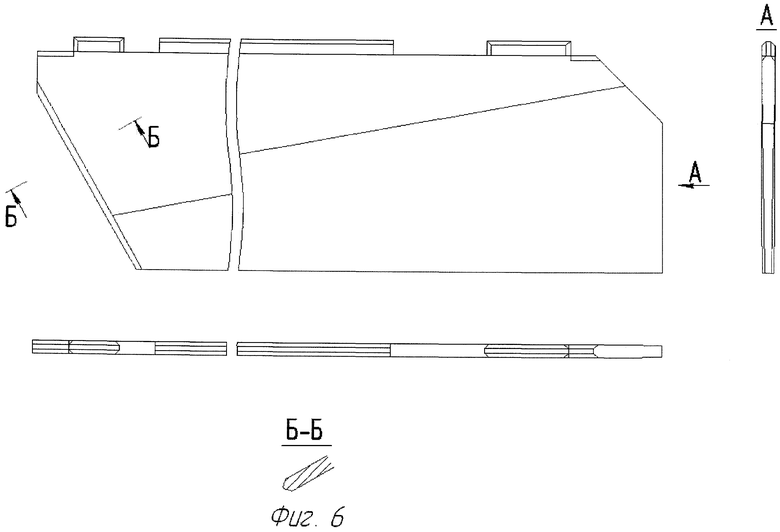
На фиг.6 - общий вид пуансона в виде пластины.
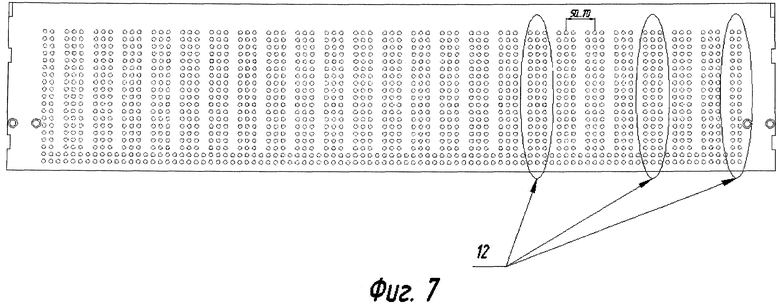
На фиг.7 - общий вид шторки.
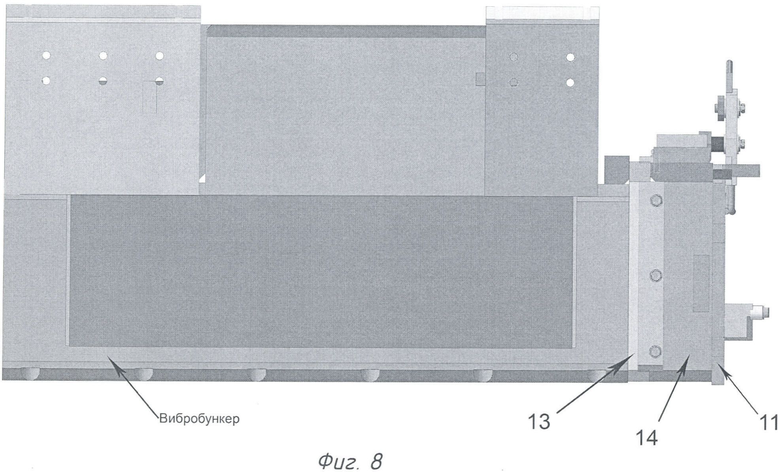
На фиг.8 - общий вид вибробункера со шторкой.
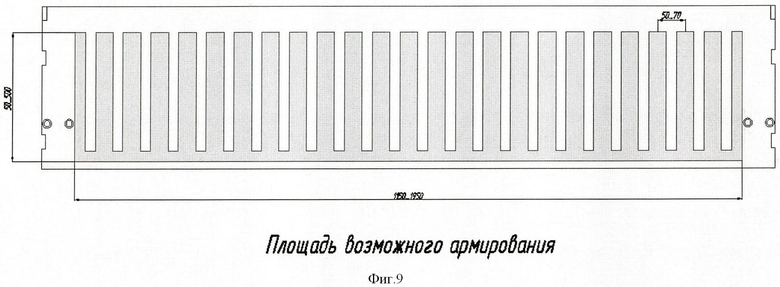
На фиг.9 - площадь возможного армирования.
Вибробункер состоит из плиты 1, плиты 2, боковых плит 3, пластин 4, 5, 6, образующих приемную часть вибробункера для приема массы из бункера-накопителя, съемных накладок 7, прикрепленных к плитам 3, пластин-пуансонов 8, служащих для передачи вибрации массе бетона, прикрепленных при помощи сварки к плите 1 и плите 2, пластин 9, 10, служащих для крепления к раме формовочной машины через эластичные подушки, вибратора (на чертеже не показан), шторки 11 с группами отверстий для армирующих элементов 12, амортизатора 13, промежуточной рамки 14, замков 15.
Формовочная машина перемещается по рельсам.
Изделия формуются на подогреваемом металлическом полу и армированы преднапряженной проволокой. В загрузочный бункер формующей машины загружается бетон, пополняемый в процессе работы, включаются электропривод и вибраторы, и начинается процесс непрерывного формования изделия на всю длину дорожки. Формующая машина движется по рельсам, лежащим на дорожке, и оставляет за собой непрерывную ленту железобетона, которую в дальнейшем разрезают на отрезки нужной длины. Дорожка в процессе работы становится дном пресс-формы. Боковые пластины 3, верхние плиты 1,2 образуют вместе с дорожкой замкнутый объем, который вместе с пластинами-пуансонами 8 является матрицей вибробункера, в котором происходит формование изделий. Пуансон выполнен в виде плоской сплошной или с отверстиями различной формы пластины 8 (фиг.6) со скосами с одной стороны в нижней части, а с другой стороны в верхней части пластины. Боковые поверхности пуансона имеют скосы по всей длине. Торцевые поверхности могут иметь фаски.
Скос в нижней части с фаской служит для лучшего прохождения бетонной массы между пуансонами. Скос в верхней части служит для равномерного распределения бетонной массы на выходе из вибробункера.
Вместо пуансонов применены плоские пластины, расположенные через 50-70 мм по осям, что позволяет более равномерно распределить армирующую проволоку по сечению изделия. Это увеличивает площадь контакта рабочего органа (пуансонов) с бетонной смесью, что, в свою очередь, позволяет быстрее провибрировать смесь и уменьшить затраты энергии на формование изделия.
Применение в вибробункере пластин вместо пуансонов позволяет не создавать заторов бетонной массы. В связи с этим на формующей машине возможно применение различных пресс-форм для изготовления широкой номенклатуры бетонных изделий.
Шторка 11 является передней стенкой вибробункера, выполнена в виде плоской с отверстиями пластины. Отверстия служат для того, чтобы ориентировать армирующие элементы перед входом в вибробункер. Отверстия группы армирующих элементов располагаются относительно друг друга на расстоянии 50-70 (60) мм по осям. Это позволяет значительно усилить армирование, увеличить номенклатуру изделий. Шторка позволяет более точно позиционировать армирующие элементы в бетоне. Шторка является сменным элементом. Для каждого вида изделия она своя.
На фиг.9 выделена площадь, в которой могут находиться армирующие элементы в различных видах железобетонных изделий.
В предлагаемом техническом решении увеличивается площадь контакта рабочего органа с бетонной смесью, вследствие чего уменьшаются затраты энергии на формование изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2357858C1 |
| СПОСОБ И УСТРОЙСТВО БЕЗОПАЛУБОЧНОГО ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2563000C2 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Устройство для формования изделий из бетонных смесей | 1980 |
|
SU1004097A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРОЖНЫХ ПЛИТ | 2009 |
|
RU2400359C1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Машина для заделки отверстий в торце многопустотной плиты перекрытия | 1979 |
|
SU874355A1 |
Предложенное изобретение относится к области строительства и более подробно к установкам для изготовления методом непрерывного безопалубочного вибропрессования бетонных и железобетонных изделий. Технический результат достигается тем, что вибробункер, содержащий корпус, выполненный из боковых и верхних пластин, жестко соединенных между собой, пуансоны, вибратор, раму, причем боковые стенки, верхняя плита и пуансоны образуют вместе с дорожкой замкнутый объем, при этом пуансоны выполнены в виде плоской сплошной или с отверстиями различной формы пластин со скосами с одной стороны в нижней части, а с другой стороны в верхней части пластины боковые поверхности пуансонов имеют скосы по всей длине, торцевые поверхности выполнены с фасками, пуансоны установлены с интервалом 50-70 мм по осям, соответствующим интервалу групп армирующих элементов по осям, при этом дополнительно содержит сменную шторку, являющуюся передней стенкой вибробункера, выполненную в виде плоской пластины с группами отверстий, группы отверстий расположены относительно друг друга на расстоянии 50-70 мм по осям, причем шторка примыкает к вибробункеру через амортизирующие элементы, вибробункер крепится к раме через виброопоры, а шторка крепится к раме жестко через промежуточную рамку при помощи замков. Увеличивается площадь контакта рабочего органа с бетонной смесью, вследствие чего уменьшаются затраты энергии на формование изделия. 9 ил.
Вибробункер, содержащий корпус, выполненный из боковых и верхних пластин, жестко соединенных между собой, пуансоны, вибратор, раму, причем боковые стенки, верхняя плита и пуансоны образуют вместе с дорожкой замкнутый объем, отличающийся тем, что пуансоны выполнены в виде плоской сплошной или с отверстиями различной формы пластин со скосами с одной стороны в нижней части, а с другой стороны в верхней части пластины, боковые поверхности пуансонов имеют скосы по всей длине, торцевые поверхности выполнены с фасками, пуансоны установлены с интервалом 50-70 мм по осям, при этом дополнительно содержит сменную шторку, являющуюся передней стенкой вибробункера, выполненную в виде плоской пластины с группами отверстий, группы отверстий расположены относительно друг друга на расстоянии 50-70 мм по осям, причем шторка примыкает к вибробункеру через амортизирующие элементы, вибробункер крепится к раме через виброопоры, а шторка крепится к раме жестко через промежуточную рамку при помощи замков.
| УСТАНОВКА ДЛЯ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2177876C2 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2357858C1 |
| Устройство для формования изделий из бетонных смесей | 1989 |
|
SU1691109A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2014226C1 |

