Изобретение относится к области станкостроения, а именно - к специальным станкам для обработки шлифованием деталей в виде тела вращения с криволинейным профилем из керамических материалов.
Известны общепромышленные токарные станки, например 1М63Н, 16К40 (Каталог станков Рязанского станкостроительного завода, вып. №2, 2001 г., стр.4-7), применяемые в технологии шлифования полых изделий из керамических материалов, содержащие станину с направляющими, переднюю бабку со шпинделем и коробкой подач, главный привод, суппорт с ползушкой, заднюю бабку, копировальную систему. С данными станками использовались различные приспособления как для закрепления обрабатываемой детали на позиции обработки, так и для получения заданных ее форм, для чего использовались приспособления типа копиров. Обработка велась шлифовальным инструментом, закрепляемым на ползушке суппорта станка.
Недостатками известных станков являются:
- каждый новый тип детали требует изготовления нового копира;
- низкая точность механической обработки, так как точность геометрических размеров копира существенно сказывается на точности геометрических размеров обрабатываемой на станке детали;
- многочисленные или дорогостоящие операции по настройке копировальной системы станка, что сказывается на производительности станка;
- отсутствие активного автоматизированного контроля толщины стенки и геометрии контура обрабатываемой детали, что также сказывается на производительности станка;
- существенное влияние человеческого фактора на точность механической обработки;
- экономическая неэффективность применения в условиях штучного и мелкосерийного производства, когда стоимость оснастки составляет значительную часть стоимости изготовления одной детали.
Известен также специальный станок с ЧПУ, выбранный в качестве прототипа заявляемого станка (патент на полезную модель №65416, В24В 5/16, опубликовано: 10.08.2007). Станок содержит станину с направляющими, переднюю бабку со шпинделем и коробкой подач, главный привод, суппорт с кареткой и поворотным столом, снабженным приводом, заднюю бабку с пинолью и элементами ее перемещения по направляющим станины. На столе закреплен обрабатывающий узел с обрабатывающим инструментом и приводом, а также числоимпульсный датчик. На шпинделе станка закреплено устройство базирования обрабатываемой детали. Станок снабжен системой ЧПУ и пультом управления. Приводы станка подключены к системе ЧПУ через согласующие элементы.
К недостатку известного станка относится то, что контроль толщины стенки и геометрии наружного контура обрабатываемой детали выполняется с помощью числоимпульсного датчика, закрепленного на обрабатывающем узле. Таким образом, возникает необходимость в дополнительных подготовительных операциях, что сказывается на производительности станка. Станок необходимо оснащать поворотным столом, что приводит к удорожанию конструкции. Контроль толщины стенки и геометрии наружного контура обрабатываемой детали выполняется в заранее рассчитанных поперечных сечениях, что приводит к снижению точности механической обработки. Контрольно-измерительный цикл занимает много времени, что также сказывается на производительности станка.
Техническим результатом предлагаемого изобретения является повышение качества механической обработки деталей из керамических материалов по геометрическим параметрам в виде тел вращения, оболочек, деталей с криволинейным профилем, создание системы активного, автоматизированного контроля, повышение производительности механической обработки.
Поставленная задача решается следующим образом.
1. Специальный станок с ЧПУ для обработки деталей из керамических материалов, содержащий станину с направляющими, переднюю бабку с возможностью установки обрабатываемой детали и коробкой подач, главный привод, суппорт с ползушкой и установленным на нем обрабатывающим узлом, заднюю бабку с пинолью и элементами ее перемещения по направляющим станины, отличающийся тем, что он включает измерительный узел, закрепленный на балке, установленной на станине, и состоящий из модуля перемещения, измерительного датчика и сервопривода, обрабатывающий узел, выполненный в виде кронштейна, оснащенного юстировочными винтами и закрепленным на нем электрошпинделем с цангой и гайкой для установки шлифовального круга, и частотный преобразователь для управления электрошпинделем, при этом управляющие выходы главного привода, привода суппорта, привода ползушки, частотного преобразователя, измерительного датчика и сервопривода соединены с входами интерфейсных узлов системы ЧПУ.
2. Специальный станок с ЧПУ для обработки деталей из керамических материалов по п.1, отличающийся тем, что обрабатывающий узел имеет защитный кожух.
Предлагаемое изобретение представлено на чертежах, где:
на Фиг.1 показан общий вид станка;
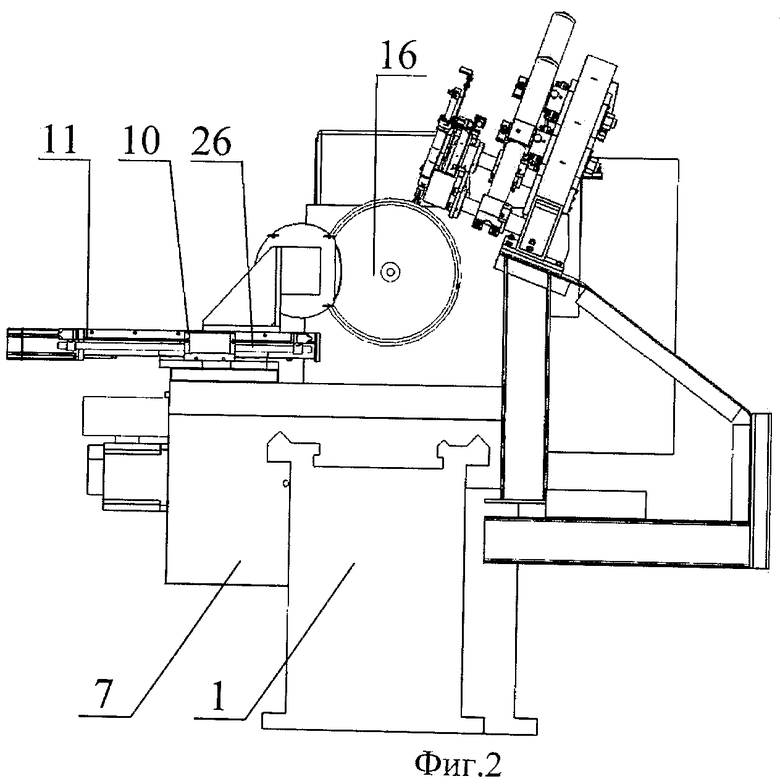
на Фиг.2 показан вид на станок справа;
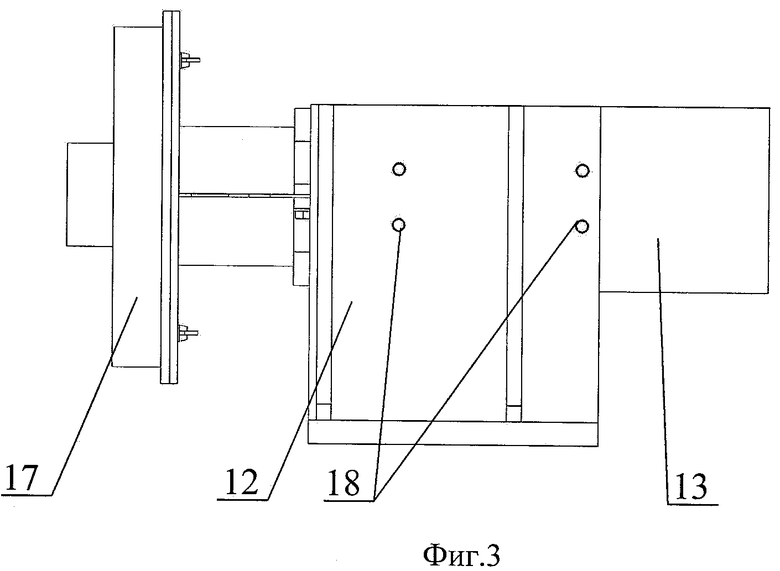
на Фиг.3 показан общий вид обрабатывающего узла;
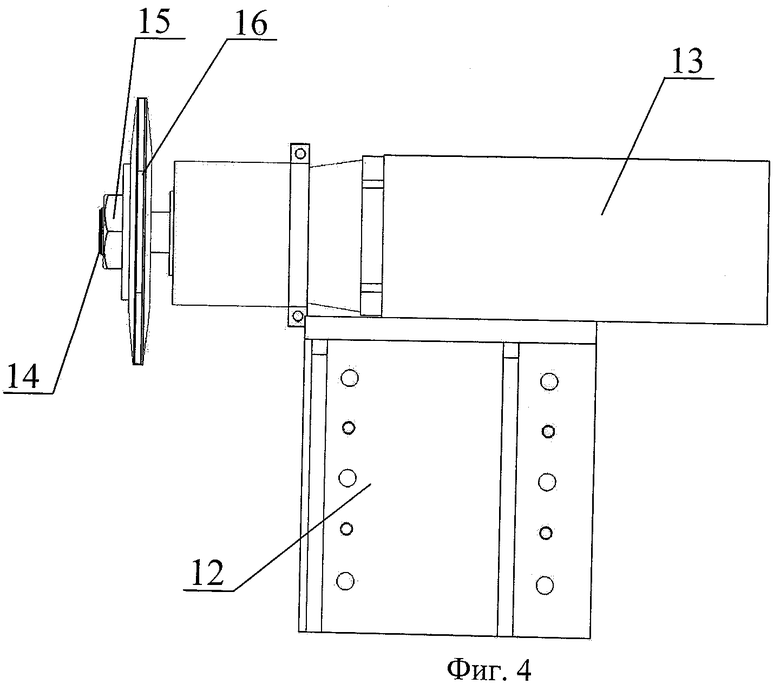
на Фиг.4 показан вид на обрабатывающий узел сверху;
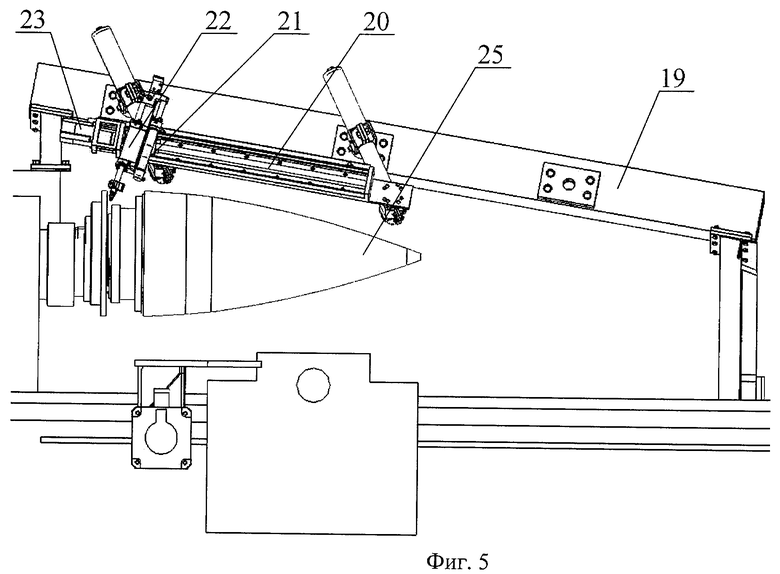
на Фиг.5 показан общий вид измерительного узла;
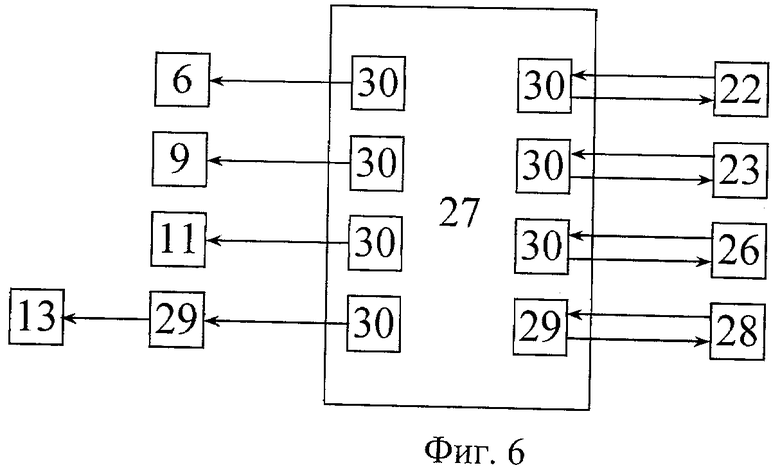
на Фиг.6 показана блок-схема взаимосвязей системы ЧПУ, датчиков и приводов станка и согласующих элементов.
Станок содержит (см. Фиг.1, 2) станину 1 с направляющими 2, переднюю бабку 3 со шпинделем 4 и коробкой подач 5, главный привод 6, суппорт 7 с кареткой 8, снабженный приводом 9, установленную на суппорте ползушку 10, имеющую привод 11. На ползушке закреплен обрабатывающий узел. Обрабатывающий узел включает в себя (см. Фиг.3, 4) кронштейн 12 с закрепленным на нем электрошпинделем 13 с цангой 14 и гайкой 15 для установки шлифовального круга 16, защитный кожух 17 и юстировочные винты 18 для позиционирования оси шлифовального круга относительно продольной оси станка. На станине станка установлена балка 19, на которой расположен измерительный узел, состоящий из (см. Фиг.5) модуля перемещения 20 с закрепленным на его каретке 21 измерительным датчиком 22 и сервопривода 23. На направляющих станины установлена задняя бабка (не показана). На шпинделе 4 установлено устройство базирования детали 24 с закрепленной обрабатываемой оболочкой 25. Станок оснащен датчиками 26 для контроля линейного продольного и поперечного перемещения, частотным преобразователем 29 для управления электрошпинделем обрабатывающего узла (см. Фиг.6), системой ЧПУ 27 и пультом управления 28. Управляющие выходы главного привода 6, привода суппорта 9, привода ползушки 11, частотного преобразователя 29, измерительного датчика 22 и сервопривода 23 соединены с входами интерфейсных узлов 30 системы ЧПУ 27.
Предлагаемый станок работает следующим образом.
Обрабатываемую деталь 25 закрепляют на устройстве базирования 24, после чего с пульта управления 28 оператор включает измерительный узел и выполняет контрольно-измерительный цикл. Посредством системы ЧПУ 27 рассчитываются припуски и создается управляющая программа механической обработки, учитывая предварительно введенные координаты контура детали. После чего с пульта управления оператор включает главный привод 6, привод суппорта 9, привод ползушки 11, и посредством частотного преобразователя 29 электрошпиндель 13 обрабатывающего узла. В процессе механической обработки детали периодически проводится контрольно-измерительный цикл для оценки величины оставшегося припуска, оценки толщины стенки детали в различных поперечных сечениях. По данным контрольно-измерительной операции посредством системы ЧПУ рассчитываются и вносятся необходимые поправки в управляющую программу обработки. По достижении заданных расчетных геометрических параметров механическая обработка детали завершается, станок отключается в соответствующем порядке.
Таким образом, предлагаемая конструкция станка позволяет получать детали из керамических материалов в виде тел вращения, оболочек, деталей с криволинейным профилем с высокой точностью по геометрическим параметрам и повысить производительность механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ | 2012 |
|
RU2492990C1 |
| УЧЕБНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2023 |
|
RU2816474C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Способ адаптивной механической обработки керамических изделий на специальных станках с ЧПУ | 2019 |
|
RU2698008C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ ЗАГОТОВКИ В ПОДРЕЗКУ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1999 |
|
RU2238182C2 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
Изобретение относится к машиностроению и может быть использовано при шлифовании деталей в виде тела вращения с криволинейным профилем из керамических материалов. Станок содержит станину с направляющими, переднюю бабку для установки обрабатываемой детали и коробки подач, главный привод, суппорт с ползушкой и с установленным на нем обрабатывающим узлом, заднюю бабку с пинолью и элементами ее перемещения по направляющим станины. Измерительный узел закреплен на балке, установленной на станине, и состоит из модуля перемещения, измерительного датчика и сервопривода. Обрабатывающий узел выполнен в виде кронштейна, оснащенного юстировочными винтами, и закрепленного на нем электрошпинделя с цангой и гайкой для установки шлифовального круга. Управление электрошпинделем осуществляют посредством частотного преобразователя. Управляющие выходы главного привода, привода суппорта, привода ползушки, частотного преобразователя, измерительного датчика и сервопривода соединены с входами интерфейсных узлов системы ЧПУ. Повышается качество и производительность механической обработки деталей. 1 з.п. ф-лы, 6 ил.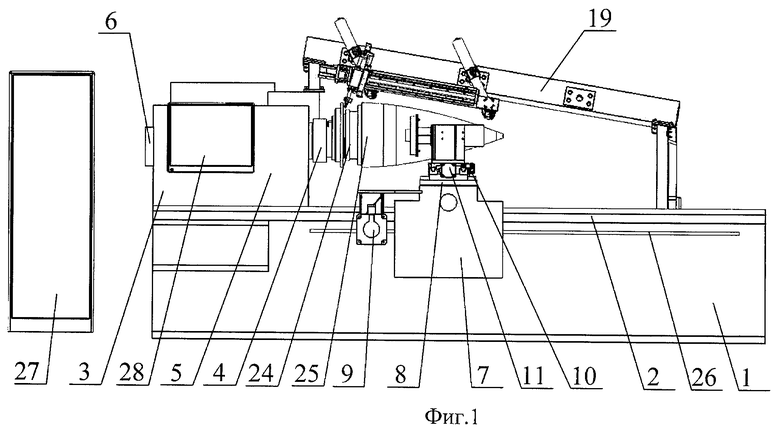
1. Специальный станок с ЧПУ для обработки деталей из керамических материалов, содержащий станину с направляющими, переднюю бабку для установки обрабатываемой детали и коробки подач, главный привод, суппорт с ползушкой и установленным на нем обрабатывающим узлом, заднюю бабку с пинолью и элементами ее перемещения по направляющим станины, отличающийся тем, что он снабжен измерительным узлом, закрепленным на балке, установленной на станине, и состоящим из модуля перемещения, измерительного датчика и сервопривода, а обрабатывающий узел выполнен в виде кронштейна, оснащенного юстировочными винтами и закрепленным на нем электрошпинделем с цангой и гайкой для установки шлифовального круга и с частотным преобразователем для управления электрошпинделем, при этом управляющие выходы главного привода, привода суппорта, привода ползушки, частотного преобразователя, измерительного датчика и сервопривода соединены с входами интерфейсных узлов системы ЧПУ.
2. Станок по п.1, отличающийся тем, что обрабатывающий узел снабжен защитным кожухом.
| ТЕРМОПАРА | 1944 |
|
SU65416A1 |
| Станок для обработки асферических поверхностей | 1983 |
|
SU1093484A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| СТАНОК С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМ ПРОФИЛЕМ | 2003 |
|
RU2254223C2 |
| ИНСТРУМЕНТ ДЛЯ УСТАНОВКИ И ИЗВЛЕЧЕНИЯ ЭЛЕМЕНТОВ УСТЬЕВОЙ АРМАТУРЫ | 1997 |
|
RU2124113C1 |

