Изобретение относится к области машиностроения и может быть использовано в станках, в частности шлифовальных, для обработки профильных соединений, кулачков волновых передач приводов агрегатов летательных аппаратов типа солнечных батарей, антенн и др.
Известен станок для обработки кулачковых деталей, содержащий установленную в подшипниках шпиндельную бабку со шпинделем, удерживающим деталь, двигатель для привода шпинделя, перемещающуюся вперед и назад относительно детали шлифовальную бабку с установленным на ней шлифовальным кругом, двигатель перемещения шлифовальной бабки (патент Японии № 58-24226, кл. В 24 В 19/12).
Недостатком известного станка является низкая точность обработки, обусловленная тем, что масса шлифовальной бабки, совершающей перемещения, является слишком большой, в результате чего в механизме привода ее движений возникают большие динамические нагрузки, отрицательно влияющие на точность обработки.
Наиболее близкой по технической сущности и достигаемому эффекту является профилировочная машина с программным управлением для изготовления кулачков (Патент Франции № 2537032, кл. В 24 В 19/18). В этой машине качающийся стол (основание) несет заготовку, на которой обрабатывают кулачок. Заготовка приводится во вращение приводом с определенной программированной скоростью. Стол качается на оси, параллельной оси заготовки, по другой программе, приближаясь и удаляясь относительно шлифовального круга при помощи реверсивного двигателя, при этом заготовка вращается. Обе программы определяют форму и размер каждого кулачка.
Недостатком известного устройства является низкая точность обработки деталей с криволинейным профилем, что недопустимо при изготовлении деталей приводов, летательных аппаратов. На суммарную погрешность профиля существенное влияние оказывают погрешности перемещения стола и вращения детали.
Задачей изобретения является повышение точности обработки деталей криволинейного профиля.
При решении поставленной задачи достигается следующий технический результат - уменьшение погрешности вращения детали и качания основания за счет повышения кинематической точности их приводов; направление векторов скорости вращения детали и качания основания по касательной к контуру детали.
Технический результат достигается тем, что известная профилировочная машина с программным управлением для изготовления кулачков, включающая установленный с возможностью перемещения в направлении рабочей подачи инструмент, качающееся основание, несущее средства базирования детали, приводы вращения детали и качания основания, связанные с системой ЧПУ, снабжена волновыми редукторами, кинематически связанными один - с приводом вращения детали, а другой - с приводом качания основания, при этом инструмент, качающееся основание и средства базирования детали установлены из условия расположения их осей в одной плоскости в исходном положении, соответствующем получению минимального радиуса профиля детали, а деталь и качающееся основание - из условия направленности вектора скорости вращения детали и вектора качания основания по касательной к контуру детали в процессе ее обработки.
Снабжение станка волновыми редукторами и их кинематическая связь с приводами вращения обрабатываемой детали и качания основания позволяют уменьшить пропорционально их передаточным отношениям погрешность их перемещений, а также установка инструмента, качающегося основания и средства базирования детали из условия расположения их осей в одной плоскости в исходном положении, соответствующем получению минимального радиуса профиля детали, а детали и качающегося основания - из условия направленности вектора скорости вращения детали и вектора качания основания по касательной к контуру детали в процессе ее обработки обеспечивает в совокупности с остальными существенными признаками повышение точности обработки деталей с криволинейным профилем.
Заявляемая совокупность признаков является новой, т. к. при поиске не было выявлено аналогичных станков, которые содержали бы признаки, совпадающие с отличительными от прототипа признаками, и которые бы обеспечивали получение достигаемого изобретением технического результата.
Таким образом, заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, определенного заявителем, т. к. не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
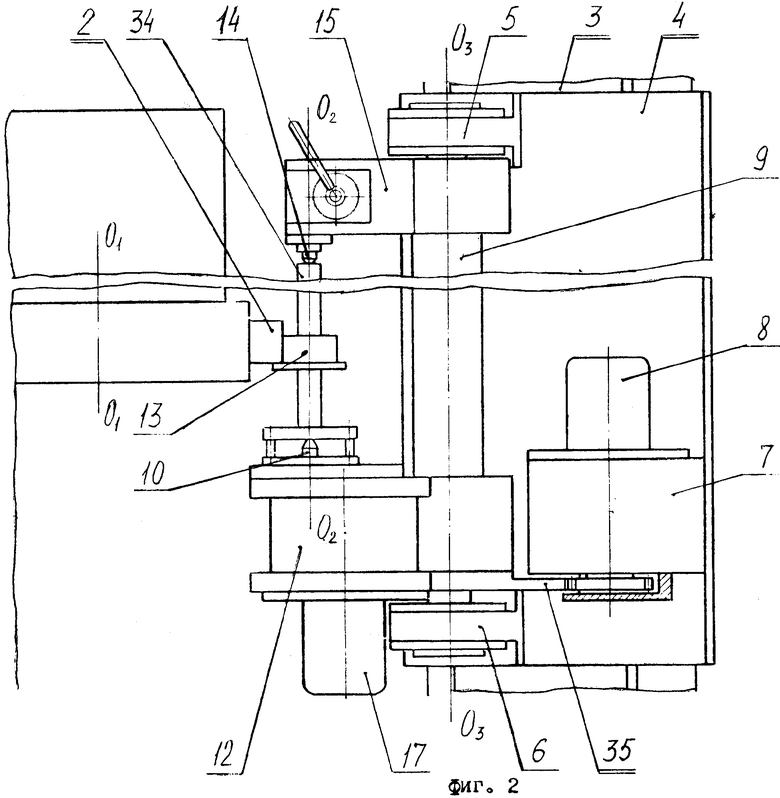
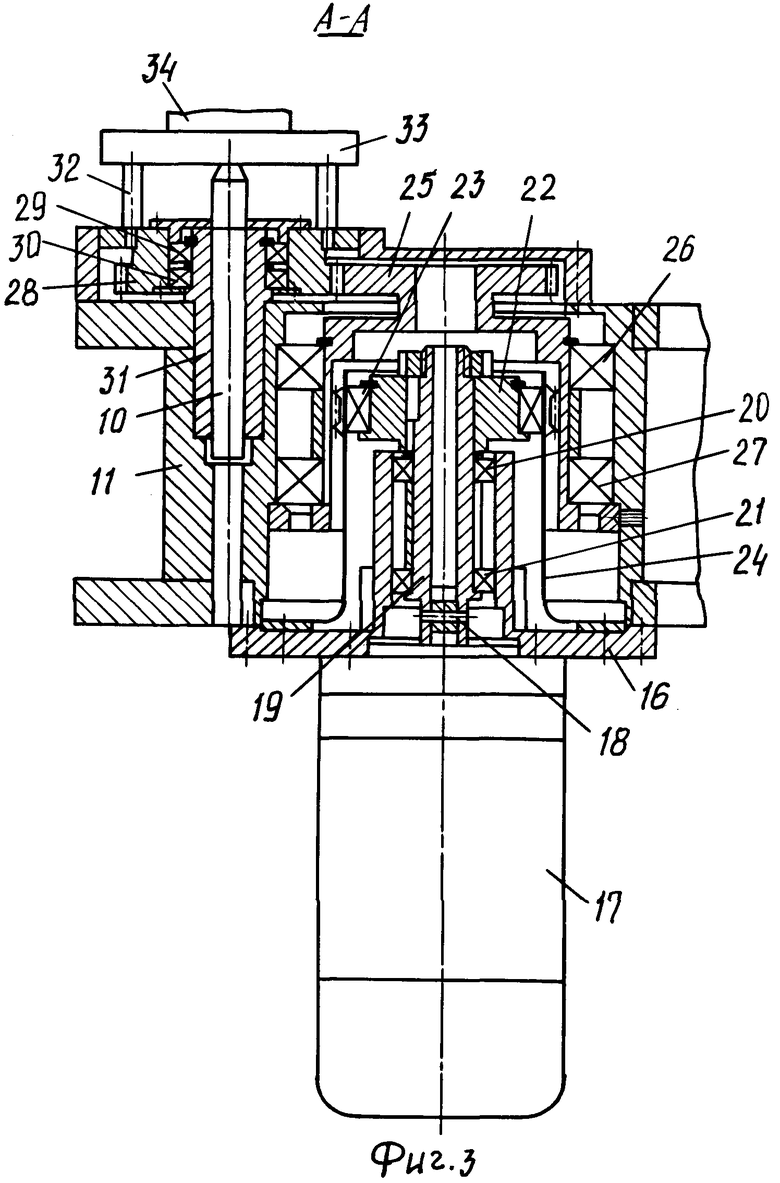
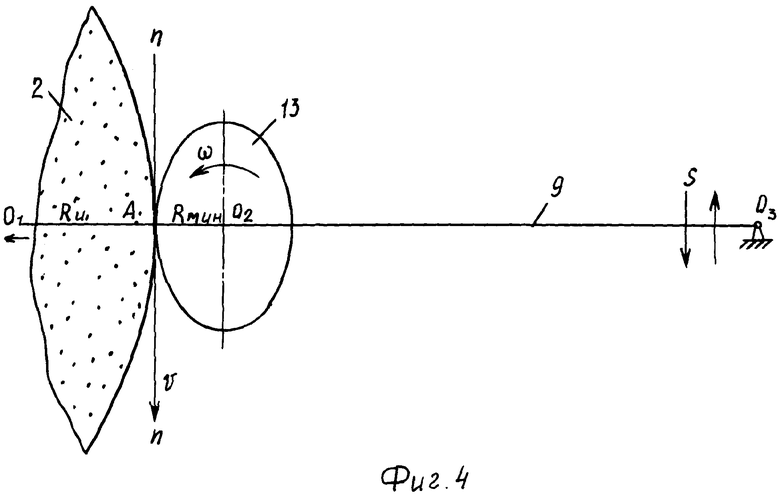
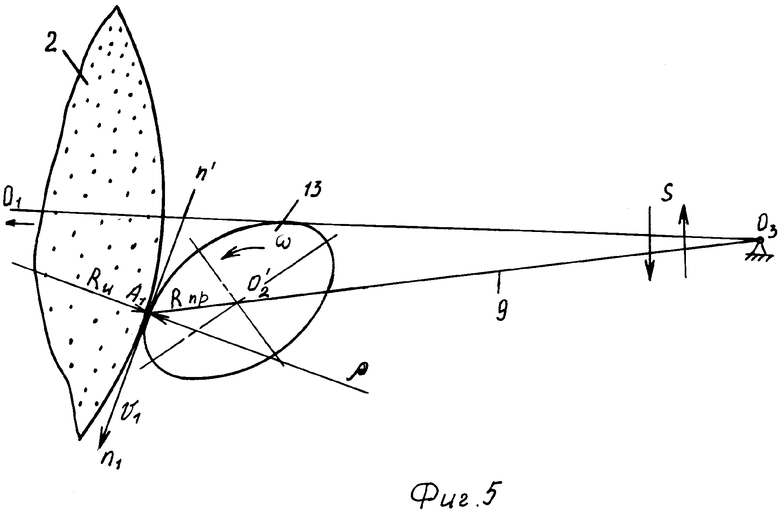
На фиг.1 представлена предлагаемая конструкция станка, вид сбоку, на фиг.2 - вид в плане; на фиг.3 - сечение А-А фиг.1; на фиг.4 представлена схема расположения вектора скорости вращения детали и вектора качания основания в момент получения минимального радиуса профиля детали, на фиг.5 - то же, в момент получения промежуточного радиуса профиля детали.
Устройство содержит бабку 1 со шлифовальным кругом 2, установленную с возможностью перемещения в направлении рабочей подачи, перпендикулярной продольному перемещению стола 3, на котором смонтирована плита 4. На плите 4 закреплены стойки 5 и 6, волновой редуктор 7 и двигатель 8 привода качания основания 9. Основание 9, смонтированное в стойках 5 и 6, несет средства базирования детали, состоящее из неподвижного центра 10, установленного в корпусе 11 волнового редуктора 12 привода вращения детали 13, и неподвижного центра 14, смонтированного на кронштейне 15. Волновой редуктор 12 выполнен следующим образом. На корпусе 11 закреплен фланец 16, несущий на себе двигатель 17. Выходной вал двигателя 17 посредством штифта 18 соединен с валом 19 волнового редуктора 12. На валу 19, установленном в опорах 20 и 21, закреплен генератор волн 22 с гибким подшипником 23, размещенным в гибком колесе 24, закрепленном на фланце 16. Гибкое колесо 24 находится в зацеплении с зубчатым венцом выходного вала 25, вращающегося в опорах 26 и 27. Другой зубчатый венец выходного вала 25 взаимодействует с зубчатым венцом планшайбы 28, которая установлена на опорах 29, 30, смонтированных на оси 31. В оси 31, размещенной на корпусе 11, установлен неподвижный центр 10. Планшайба 28 несет на себе поводки 32, взаимодействующие с хомутиком 33, закрепленном на оправке 34. Оправка 34 с деталью 13 установлена в центрах 10 и 14. На корпусе 11 размещен зубчатый сектор 35, находящийся в зацеплении с зубчатым венцом выходного вала волнового редуктора 7 привода качания основания 9. Устройство волнового редуктора 7 аналогично устройству редуктора 12. Двигатели 17 и 8 приводов вращения детали 13 и качания основания 9 подсоединены к системе числового программного управления (ЧПУ) (на чертеже не показано).
Станок работает следующим образом.
В исходном положении, соответствующем получению минимального радиуса профиля детали, инструмент 2, качающееся основание 9 и средства базирования детали 13 установлены из условия расположения их осей, соответственно O1-O1, O2-О2, О3-О3, в одной плоскости I-I, а деталь 13 и качающееся основание 9 - из условия направленности вектора скорости вращения детали 13 и вектора качания основания 9 по касательной к контуру детали 13 в процессе ее обработки. Команда от системы ЧПУ подается на двигатель 17, от которого вращение передается валу 19, генератору волн 22, который, деформируя гибкий подшипник 23 и неподвижное гибкое колесо 24, вращает выходной вал 25. От выходного вала вращение передается планшайбе 28, а через поводки 32, хомутик 33 и оправку 34 - детали 13. Аналогично работает привод качания основания 9. По команде от системы ЧПУ вращение от двигателя 8 передается волновому редуктору 7, выходной вал которого через зубчатый сектор 35 качает основание 9. Обе программы суммарно определяют форму кулачка.
В момент образования минимального радиуса Rmin профиля детали 13 векторы V скорости вращения детали 13 и качания основания 9 в точке А обработки детали 13 направлены по касательной n-n к контуру детали 13 - фиг. 4. В момент образования промежуточного радиуса Rпр профиля детали 13 оси инструмента 2 O1-O1, качающегося основания 9 О3-О3 расположены в одной плоскости, а ось детали 13 перемещается параллельно осям O1-O1 и О3-О3 в положение O2-O2. Векторы V1 скорости вращения детали 13 и качания основания 9 в точке A1 обработки детали 13 направлены по касательной n1-n1 к контуру детали 13 - фиг. 5. Касательная n1-n1 в точке A1 перпендикулярна радиусу ρ кривизны профиля детали 13 и радиусу Rи инструмента 2.
Снабжение станка волновыми двигателями, кинематически связанными с приводами вращения детали и качания основания, позволит уменьшить пропорционально их передаточным отношениям погрешности перемещений приводов вращения детали и качания основания.
По предварительным расчетным данным заявленная конструкция станка в своей совокупности существенных признаков позволяет по сравнению с прототипом повысить точность обработки деталей в 4-5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ | 2011 |
|
RU2463149C1 |
Изобретение относится к области машиностроения и может быть использовано в станках, в частности шлифовальных для обработки профильных соединений, кулачков волновых передач агрегатов летательных аппаратов типа солнечных батарей, антенн и др. Станок содержит качающееся основание, несущее средства базирования детали, инструмент и приводы вращения детали и качания основания, связанные с системой ЧПУ. С приводами вращения детали и качания основания кинематически связаны волновые редукторы. Инструмент, качающееся основание и средства базирования детали установлены из условия расположения их осей в одной плоскости в исходном положении, соответствующем получению минимального радиуса профиля детали, а деталь и качающееся основание - из условия направленности вектора скорости вращения детали и вектора качания основания по касательной к контуру детали в процессе её обработки. В результате за счет уменьшения погрешности вращения детали и качания основания повышается точность обработки деталей. 5 ил.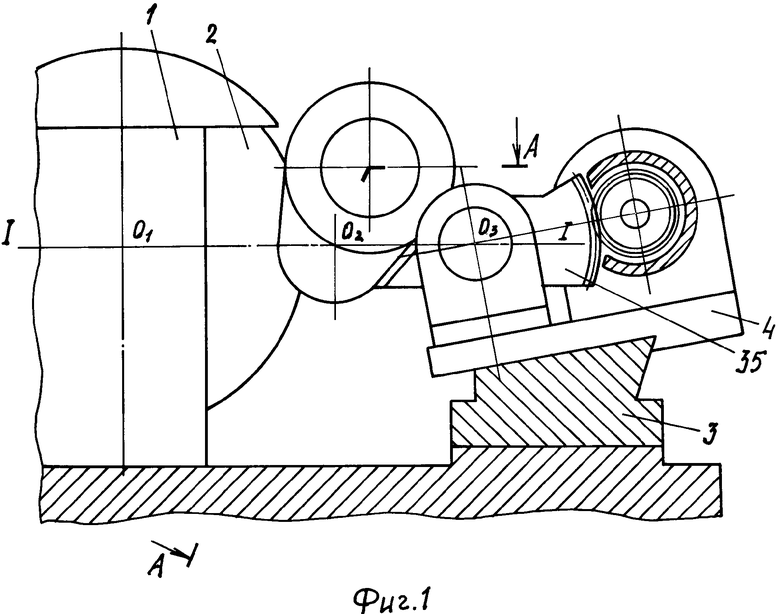
Станок с числовым программным управлением (ЧПУ) для обработки деталей с криволинейным профилем, содержащий установленный с возможностью перемещения в направлении рабочей подачи инструмент, качающееся основание, несущее средства базирования детали, и приводы вращения детали и качания основания, связанные с системой ЧПУ, отличающийся тем, что станок снабжен волновыми редукторами, кинематически связанными один - с приводом вращения детали, а другой - с приводом качания основания, при этом инструмент, качающееся основание и средства базирования детали установлены из условия расположения их осей в одной плоскости в исходном положении, соответствующем получению минимального радиуса профиля детали, а деталь и качающееся основание - из условия направленности вектора скорости вращения детали и вектора качания основания по касательной к контуру детали в процессе ее обработки.
| ПРИМЕНЕНИЕ ДЕЛЬТА-СОН ИНДУЦИРУЮЩЕГО ПЕПТИДА ДЛЯ ГЕПАТОПРОТЕКТОРНОГО ВОЗДЕЙСТВИЯ ПРИ ХРОНИЧЕСКОМ ЭМОЦИОНАЛЬНО-БОЛЕВОМ СТРЕССЕ | 2013 |
|
RU2537032C2 |
| Устройство для определения максимальной разности коэффициентов преобразования двух время-амплитудных преобразователей | 1979 |
|
SU879510A1 |
| Копировальный станок | 1980 |
|
SU958078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Устройство для подключения интегральных схем и цифровых блоков к контрольно-испытательной аппаратуре с контролем контактирования | 1987 |
|
SU1500954A1 |
| US 3031803 A, 01.05.1962. | |||

