Изобретение относится к химико-термической обработке стальных изделий, в частности к упрочнению поверхностей трения плунжерных прецизионных пар топливных насосов дизельных двигателей.
По способу-прототипу способ упрочнения плунжерных пар топливных насосов дизельных двигателей по авт. свидетельству №1310438 (опубликован в Б.И. №8 от 15.05.87 г.) включает нагрев токами высокой частоты ТВЧ, закалку и низкий отпуск с целью повышения антифрикционных свойств плунжерных пар и интенсификации процесса, нагреву ТВЧ подвергают плунжерную пару в сборе в области впускного и выпускного окон до температуры 800-830°С, и при этом плунжеру сообщают осциллирующее движение вдоль его оси, плунжер и втулку дополнительно подвергают сульфохромированию, а отпуск проводят одновременно с сульфихромированием продолжительностью не менее 1 ч.
Недостатком прототипа является то, что плунжер при его осциллирующем движении вдоль оси формирует отклонения внутреннего размера втулки, соответствующие погрешностям его формы. При этом на рабочей поверхности втулки образуются риски и неровности поверхности, имеющие преобладающее направление вдоль его оси, наличие и указанное их размещение способствует неравномерному осаждению солей при сульфохромировании, что, в конечном счете, сказывается на прочности осажденного слоя.
Техническим результатом изобретения является повышение качества сульфохромирования плунжерных пар.
Технический результат достигается тем, что способ упрочнения плунжерных пар дизельных двигателей включает нагрев токами высокой частоты, закалку, низкий отпуск и сульфохромирование, причем нагрев, закалку, отпуск и сульфохромирование плунжерной пары производят в сборе, при этом плунжеру обеспечивают возвратно-поступательное и вращательное движение относительно втулки с амплитудой, равной длине максимального хода плунжера с помощью устройства, выполненного в виде размещенного на валу приводного колеса и установленного на втором конце вала под углом к его оси диска, на боковой стороне которого имеется шарнир, связанный через тягу с поводком плунжера посредством зажимного захвата.
Таким образом, плунжер совершает один полный оборот на длине своего прямого хода, а по завершении обратного хода завершает второй оборот. Это исключает неизбежную деформацию при нагреве, которая, в свою очередь, сопровождается возникновением высоких внутренних напряжений, что в последующем влечет за собой существенное искажение посадочных размеров плунжера и втулки, и также способствует на стадии закалки и отпуска образованию на контактирующих поверхностях втулки и плунжера рисок в виде сетки, образованной микронеровностями поверхностей. Образованная при этом сетчатая поверхность при дальнейшем сульфохромировании способствует лучшей адгезии солей поверхностями втулки и плунжера и к тому же интенсифицирует процесс насыщения ими изношенных поверхностей восстанавливаемых изделий. Частота осциллирующего движения плунжера при этом составляет от 1 до 1,5 с.
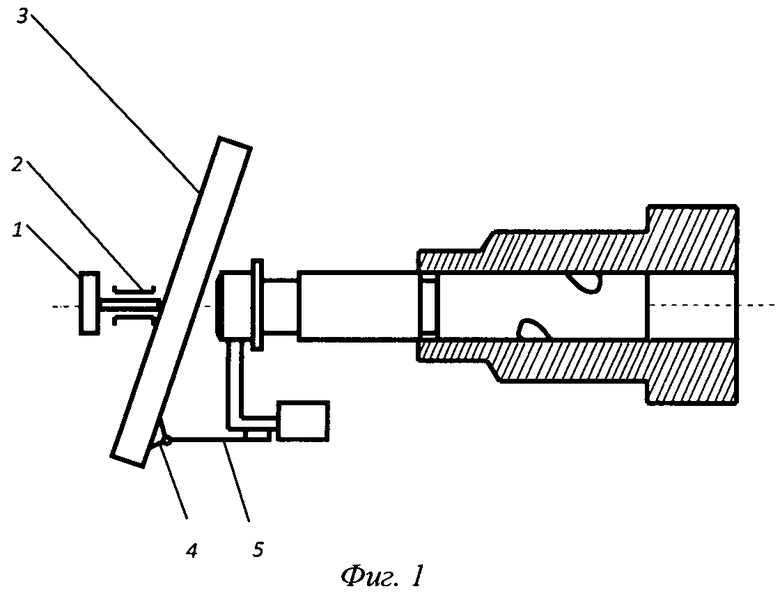
На фиг.1 представлен общий вид устройства для осуществления способа и обеспечения сложного возвратно-поступательного и вращательного движения плунжера относительно втулки.
На фиг.2 представлено то же устройство с указанием максимального хода плунжера во втулке, т.е. размером А.
Устройство для обеспечения сложного возвратно-поступательного и вращательного движения состоит из приводного колеса 1, установленного на валу 2, на втором конце которого размещен диск 3, установленный по отношению к оси вала 2 под углом. На противоположной боковой стороне диска 3 по отношению к валу 2 имеется шарнир 4, который через тягу 5 связан с поводком 7 плунжера 8 посредством зажимного захвата 6.
Работает устройство следующим образом. Втулка 9 плунжерной пары закрепляется неподвижно, а к поводку 7 плунжера закрепляется зажимной захват 6 устройства для обеспечения сложного возвратно-поступательного и вращательного движения. При приведении приводного колесо 1 в движение установленный на втором конце вала 2 наклонно закрепленный диск 3 совершает колебательное движение вдоль оси вала 2. При этом шарнир 4, закрепленный на наружной поверхности диска, совершает сложное возвратно-поступательное движение по отношению к опоре вала 2 и вращательное движение вокруг него, обеспечивая при этом через тягу 5 аналогичное движение плунжеру 8 относительно неподвижно закрепленной втулки 9. Амплитуда продольного движения втулки при этом ограничена максимальным ходом плунжера во втулке, т.е. размером А (Фиг.2).
Технический эффект от применения предлагаемого устройства заключается в образовании на поверхностях втулки и плунжера увеличенной площади насыщения солей при сульфохромировании за счет образования сетчатой поверхности на них, которые обуславливают повышение механической прочности насыщенного слоя и в последующем увеличение срока эксплуатации плунжерной пары.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения плунжерных пар топливных насосов дизелей | 1990 |
|
SU1747511A1 |
| Способ упрочнения плунжерных пар топливных насосов дизельных двигателей | 1985 |
|
SU1310438A1 |
| Способ восстановления плунжерных пар топливных насосов высокого давления дизелей | 1990 |
|
SU1715864A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛКИ ПЛУНЖЕРНОЙ ПАРЫ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ ДИЗЕЛЕЙ | 1998 |
|
RU2129941C1 |
| Плунжерный агрегат | 2017 |
|
RU2654560C1 |
| ПЛУНЖЕРНЫЙ НАСОС РЕГУЛИРУЕМОЙ ПОДАЧИ | 2002 |
|
RU2215899C1 |
| Шпиндельное устройство | 1981 |
|
SU986759A1 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| Машина для изготовления дисковых колес | 1926 |
|
SU10983A1 |

Изобретение относится к области химико-термической обработки. Для повышения качества сульфохромирования плунжерных пар осуществляют нагрев токами высокой частоты, закалку, низкий отпуск и сульфохромирование плунжерной пары в сборе, при этом плунжеру обеспечивают возвратно-поступательное и вращательное движение относительно втулки с амплитудой, равной длине максимального хода плунжера с помощью размещенного на валу приводного колеса и установленного на втором конце вала под углом к его оси диска, на боковой стороне которого имеется шарнир, связанный через тягу с поводком плунжера посредством зажимного захвата. 2 ил.
Способ упрочнения плунжерных пар топливных насосов дизельных двигателей, включающий нагрев токами высокой частоты, закалку, низкий отпуск и сульфохромирование, отличающийся тем, что нагрев, закалку, отпуск и сульфохромирование плунжерной пары производят в сборе, при этом плунжеру обеспечивают возвратно-поступательное и вращательное движение относительно втулки с амплитудой, равной длине максимального хода плунжера, с помощью размещенного на валу приводного колеса и установленного на втором конце вала под углом к его оси диска, на боковой стороне которого имеется шарнир, связанный через тягу с поводком плунжера посредством зажимного захвата.
| Способ упрочнения плунжерных пар топливных насосов дизельных двигателей | 1985 |
|
SU1310438A1 |
| Способ восстановления плунжерных пар топливных насосов высокого давления дизелей | 1990 |
|
SU1715864A1 |
| Способ упрочнения плунжерных пар топливных насосов дизельных двигателей | 1988 |
|
SU1565902A1 |
| Регулируемый насос | 1975 |
|
SU594899A3 |

