Область техники, к которой относится изобретение
Настоящее изобретение относится главным образом к нанесению покрытия на металлическую заготовку и, в особенности, к металлизации, представляющей собой диффундирование двух или более предварительно выбранных металлов в структуру металлической заготовки в ванне с расплавленной солью.
Уровень техники
Как известно из данной области техники и как сообщалось в августовском номере научно-популярного журнала "Сайентифик Американ" за 1969 в статье "Металлизация", написанной Ньюэллом С.Куком, касательно его работы в научно-исследовательском центре компании Дженерал Электрик, раскрытие которой приведено здесь в полном объеме в качестве ссылки, соединение одного металла с другим часто приводит к тому, что полученные в результате свойства превосходят свойства отдельного металла. В качестве дополнения к традиционному легированию (смешивание металлов в расплавленном состоянии в кристаллизаторах) и плакированию (нанесение одного металла не поверхность другого) в процессе металлизации атомы одного металла рассеиваются по поверхности другого металла в результате диффузии. Рассеянный металл становится частью структуры поверхности другого металла в отличие от плакирования, когда металл присоединяется к поверхности механическим способом. Металлизация является одной из форм легирования, когда легирование происходит только на поверхности.
Диффузия достигается в ходе высокотемпературного электрохимического процесса. Диффундирующий металл, используемый в качестве анода, и базовый металл, используемый в качестве катода, опускают в ванну с расплавленной солью фтористоводородной кислоты. Когда постоянный ток идет от катода к аноду, материал анода растворяется и переносится на катод. Там материал анода диффундирует в катод, образуя, таким образом, легированную поверхность. В результате происходит ряд необходимых изменений в свойствах.
В качестве примера, при проникновении бора посредством диффузии в поверхность из молибдена получается поверхность, твердость которой приближается к твердости алмаза. При диффундировании кремния в молибден полученный в результате этого материал можно использовать в состоянии белого каления в воздухе в течение нескольких сотен часов, в то время как необработанный молибден горит в воздухе при низкой температуре красного свечения и быстро разрушается. При диффундировании бериллия в медь медь становится более прочной, упругой, твердой и более стойкой к окислению и при этом сохраняет великолепную электропроводность. Бористая сталь может иметь такую же твердость, как и карбид вольфрама, титановая медь устойчива к воздействию кипящей азотной кислоты и коррозии в воздухе, а танталовый никель устойчив к воздействию коррозионного окисления практически также, как чистый тантал.
Как следует из статьи Кука, можно получить массу полезных свойств, если погрузить сталь или другие металлы в расплавленный бор, кремний, хром, титан, тантал и тому подобные металлы, однако все данные металлы имеют такую высокую температуру плавления, что сталь будет плавиться сама при погружении в них. Металлизация обеспечивает простой и легко осуществимый на практике метод легирования поверхностей металлов.
Более того, технология погружения в расплавленную соль, описанная Куком, может применяться для большинства металлов из периодической таблицы, вне зависимости от того, как используется металл - в качестве диффундирующего металла или в качестве подложки.
Расплавленные фториды растворяют на поверхности катода оксидную пленку, которая образуется на всех металлах, за исключением золота и, возможно, платины, под воздействием атмосферного кислорода. Оксидная пленка, которая образовалась под воздействием атмосферного кислорода на поверхности металла, препятствует проникновению других металлов в подложку. Очищенные поверхности, полученные благодаря воздействию раствора фторидов, обеспечивают непосредственный контакт атомов, осаждаемых электролитическим способом, с атомами на поверхности катода, а также протекание процесса диффузии с максимальной скоростью.
Бор и кремний сходны по химической активности, соответственно, сходна область их применения в качестве агентов металлизации. Бор и кремний могут соединяться со следующими металлами: ванадий, хром, марганец, железо, кобальт, никель, медь, ниобий, молибден, технеций, рутений, родий, палладий, серебро, тантал, вольфрам, рений, осмий, иридий, платина и золото. В список входят самые популярные конструкционные металлы. Борирование и силицирование могут быть выполнены с использованием большого числа солевых смесей, однако обычно используются три из них, это фторид лития, фторид натрия и фторид калия.
Боридные покрытия являются исключительно твердыми. На стали их число твердости по Кнупу составляет 1,500-2,500 и часто превышает 3,000. На простых сталях и большинстве легированных сталях покрытие образует накладку, внедренную в основу, поскольку бор диффундирует в нее; покрытие плотно прикреплено и сохраняет свою целостность даже в том случае, если материал значительно деформирован. Обычно боридные покрытия имеют слабую стойкость к коррозии (за исключением нанесенных на нержавеющие стали), однако этот недостаток можно устранить путем добавления небольшого количества хрома или кремния в слой бора. Боридные стали имеют большие перспективы для использования в подшипниках и штампованных изделиях. На данной стали разработки боридных сталей их нельзя использовать для изготовления режущего инструмента, поскольку они являются слишком хрупкими.
Легированные поверхности имеют прочные связи с подложкой благодаря тому, что атомы вследствие диффузии проникают в структуру исходного материала и становятся ее частью. Покрытия никогда не бывают пористыми, поскольку поверхность исходного материала подложки является совершенно однородной и не имеет пор, а в процессе приема новых атомов структура подложки всего лишь приподнимается и увеличивается в объеме. Покрытие электроосажденным сплавом обычно может быть выполнено электролитическим способом с высокой эффективностью. Контроль толщины покрытия может выполняться с высокой степенью точности. Большинство покрытий с толщиной от одного мил (.001 дюйма) до пяти мил формируются в течение двух-трех часов. Некоторые покрытия образуются быстрее, достигая по толщине нескольких мил всего за несколько минут, а другие, наоборот, достаточно медленно, для них требуется два или три дня для достижения толщины в один или два мил. Практически всегда увеличение температуры ускоряет процесс образования покрытия. Сплавы, образующиеся при высокой температуре, часто обладают другими свойствами и иногда менее предпочтительны по сравнению со сплавами, образующимися при более низких температурах. Когда температура достигает точки плавления металла подложки, или при образовании легированной поверхности, скорость диффузии обычно резко возрастает.
Системы фторидных растворителей обладают рядом других преимуществ. Во-первых, они удерживают металлизирующие ионы в растворе. Щелочи и щелочноземельные фториды объединяются с фторидами других металлов для образования растворимых и крайне стабильных фторометаллизированных анионов (отрицательных ионов). Следовательно, вещества, растворяющиеся в расплавленных фторидах, являются либо твердыми веществами, достигшими точки плавления, либо газами. Обычно для начала реакции металлизации требуется растворить небольшое количество (менее 1 процента) фторида во фторидном растворителе. Система растворителя может изменяться в зависимости от требуемого типа реакции. Например, обычно бывает полезно включать фторид калия в систему растворителя для реакций силицирования и борирования, фторосиликатные и фтороборатные ионы более прочно удерживаются ионами калия, чем ионами натрия и лития.
Во-вторых, щелочи и щелочноземельные фториды не образуют катионов растворителя, влияющих на реакцию легирования. В общем, металлы Группы IA и Группы IIA не растворяются и не образуют соединений с конструкционными металлами, в основном потому, что металлы IA и IIA имеют атомы сравнительно большого диаметра. Поэтому соли фтористоводородной кислоты данных металлов являются инертными растворителями для большинства реакций металлизации, вследствие того, что атомы металла, полученные электролитическим способом из солей, не растворяются на поверхности катода и не вступают с ним в реакцию. До того, как они переместят большинство атомов с поверхности катода, они столкнутся с фторометаллизированными анионами и сразу заберут атомы фтора. В результате высвобождаются атомы, которые затем диффундируют в поверхность катода.
В-третьих, фторидные растворители являются превосходными проводниками электрического тока. В расплавленном состоянии они ионизируются настолько, что допустимый ток не является ограничивающим фактором при образовании диффузионных покрытий. Кроме того, фторидные растворители обычно не вызывают коррозию, в особенности, если они практически не содержат кислород. Также они обладают рядом других преимуществ: они имеют низкое давление пара при рабочих температурах, они устойчивы к реакциям замещения металлами анода, и они имеют высокое поверхностное натяжение (таким образом, малая их часть удаляется, когда деталь с покрытием вынимается из ванны для металлизации).
Свойства и функции фторидных растворителей являются техническими характеристиками процесса металлизации. Наряду с тем, что большинство реакций металлизации будет поддерживаться посредством аккумуляторной батареи, создающей внутреннюю электродвижущую силу, внешний электрический ток обычно воздействует на внутреннюю электродвижущую силу и имеет то же направление для того, чтобы достичь более постоянной и высокой плотности тока во время работы аккумуляторной батареи. Таким образом, металлизация может протекать от трех до 10 раз быстрее, чем при использовании самогенерирующейся аккумуляторной батареи без превышения скорости, при которой легирующее вещество может диффундировать в катодную подложку.
Когда гальванический элемент процесса металлизации работает как аккумуляторная батарея, полярность катода на самом деле положительна по отношению к аноду, тогда как покрытие катода всегда имеет отрицательную полярность по отношению к аноду. Если во время металлизации дополнительный ток от внешнего источника добавляется к достаточно низкому току (сила тока в амперах) и процесс диффузии ускоряется, то в целом реакция может протекать без изменения катодом полярности с положительной на отрицательную. Если в процессе применения реакции тока ток прерывается, быстрое возвращение катоду положительной полярности указывает на то, что процесс диффузии протекает с осаждением. Невозвращение катоду положительной полярности указывает на то, что металл анода начал покрывать катод вместо того, чтобы диффундировать в него.
Краткое изложение сущности изобретения
Настоящее изобретение относится к усовершенствованным методам металлизации структуры основного металла. Изобретение также направлено на процессы покрытия и/или диффундирования структуры основного металла двумя или более предварительно выбранными металлами в солевой ванне. На материал может быть нанесено покрытие для улучшения старых и придания новых необходимых свойств посредством процесса металлизации, проводимого в среде практически с полным отсутствием кислорода и с использованием в данной среде электролитической ванны. Электропроводящая подложка, на которую необходимо нанести покрытие, погружается в ванну и используется в качестве катода наряду с несколькими анодами, причем все аноды отличаются друг от друга по составу. Различные источники питания создают конкретные плотности тока для каждого анода, используя, таким образом, материал из каждого анода для покрытия подложки пропорционально используемым плотностям тока. Было обнаружено, что исключительно твердое, устойчивое к коррозии и эрозии, равномерное, сцепленное покрытие электроосажденным сплавом может быть сформировано на или диффундировано в металл специальной группы, для которой требуются несколько низких значений плотности тока, т.е. значение общей плотности тока находится в диапазоне от 0,05 до 10 А/дм2.
В настоящем изобретении описан прибор, который может вмещать в себя среду практически с полным отсутствием кислорода и электролитическую ванну в данной среде. Поверхность электропроводящей подложки как минимум частично погружена внутрь ванны наряду с совокупностью элементов. Каждый элемент обладает электропроводимостью, при этом все элементы отличаются друг от друга по составу. Внешний источник питания используется для подложки и каждого элемента из совокупности. Источник питания подает конкретную плотность тока для каждого элемента и для подложки, таким образом, что в результате материал от каждого элемента из совокупности используется внутри ванны для покрытия подложки пропорционально плотностям тока, приложенного к ним.
Особенность метода нанесения покрытия на подложку, описанного в данном изобретении, может заключаться в создании среды практически с полным отсутствием кислорода и электролитической ванны внутри данной среды, в погружении электропроводящей подложки в ванну, погружении совокупности электропроводящих элементов в ванну, при этом все элементы отличаются друг от друга по составу, и в создании плотности тока для каждого элемента из совокупности. Плотность созданного тока является достаточной для покрытия подложки внутри ванны с помощью материала от каждого из совокупности элементов пропорционально плотности тока, созданного в каждом из элементов совокупности.
В качестве примера, интерметаллические покрытия из боридов ниобия, тантала, титана, кремния и других металлов и покрытия из сплава, а также диффузионные покрытия могут быть выполнены на металлических подложках заданного состава путем создания гальванического элемента, состоящего из металлической структуры, такой как катод, присоединенный посредством цепи, содержащей параллельные внешние электрические соединения, к двум или более анодам. В качестве примера осуществления изобретения, представленного в данном документе, один анод может быть выполнен из бора, а другие могут включать металлы, необходимые для легирования. Температура используемого предварительно выбранного расплавленного электролита поддерживается на отметке как минимум 600°C, например, однако ниже точки плавления металлической структуры. Данный гальванический элемент создает электрический ток, однако отдельное переменное электромагнитное поле или сила (ЭДС) воздействует на каждую часть анодной цепи для того, чтобы установить долю легированного сплава в процентах для металла каждого анода, осаждаемого на металл катода.
Изменения в форме волны постоянного тока имеют доказанные преимущества при определенных условиях применения. Желательно, чтобы общая плотность тока катода не превышала 10 А/дм2. Металлы анода диффундируют в и/или на основной металл для образования покрытия электроосажденным сплавом или диффузионного покрытия на подложке или внутри подложки, состоящего из металлов анода и/или металла подложки. Данный процесс пригоден для формирования покрытий на металлических подложках.
Краткое описание чертежей
Для полного понимания изобретения далее представлено следующее подробное описание с учетом сопроводительных чертежей, иллюстрирующих различные варианты осуществления настоящего изобретения, где
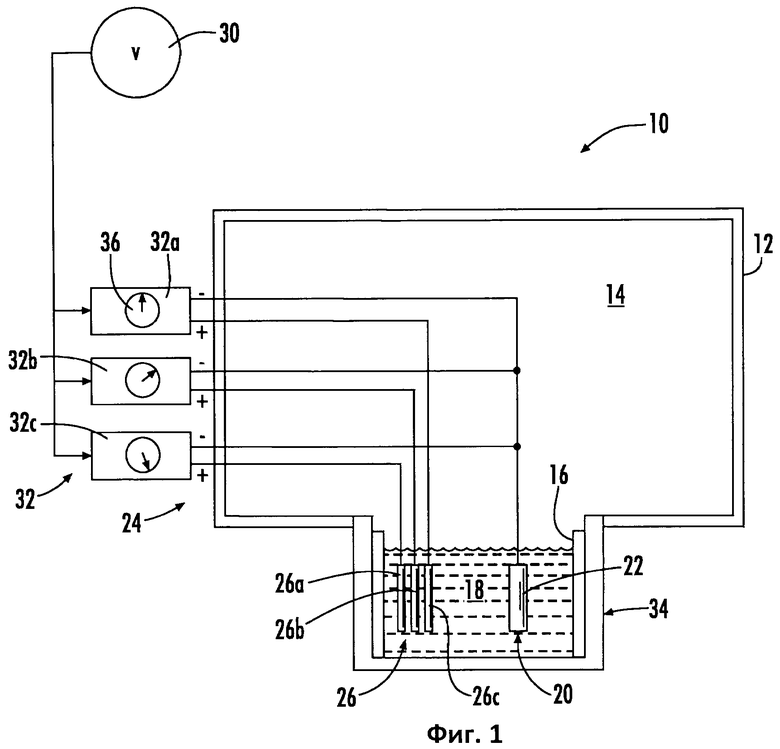
на ФИГ.1 представлено схематическое изображение одного из вариантов осуществления изобретения, включающего совокупность элементов, образующих аноды, каждый из которых функционирует с помощью контроллера напряжения для нанесения покрытия из предварительно выбранного сплава на подложку, являющуюся катодом;
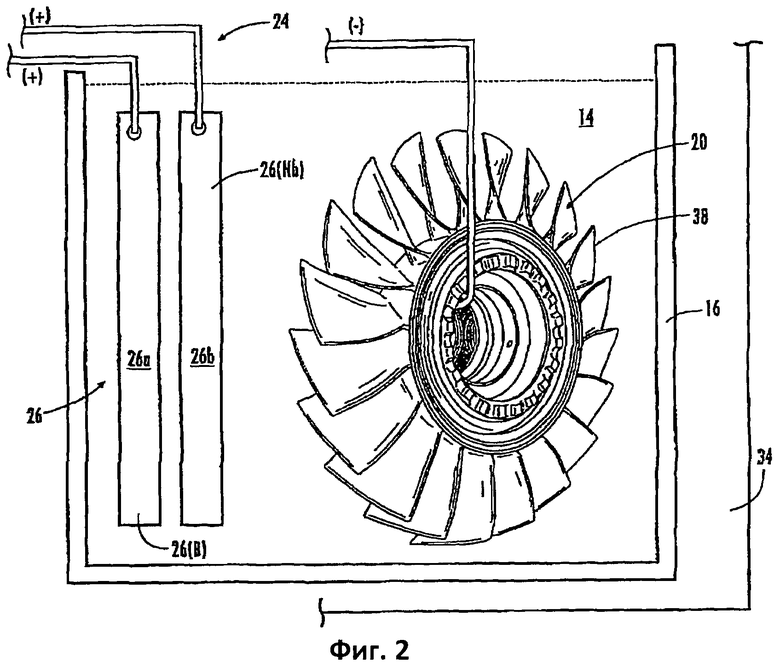
на ФИГ.2 представлен эскиз одного из вариантов осуществления изобретения, включающего двухэлементный анод, одним элементом которого является бор, а вторым ниобий, расположенный в ванне для нанесения покрытия на лопатку турбины из нержавеющей стали;
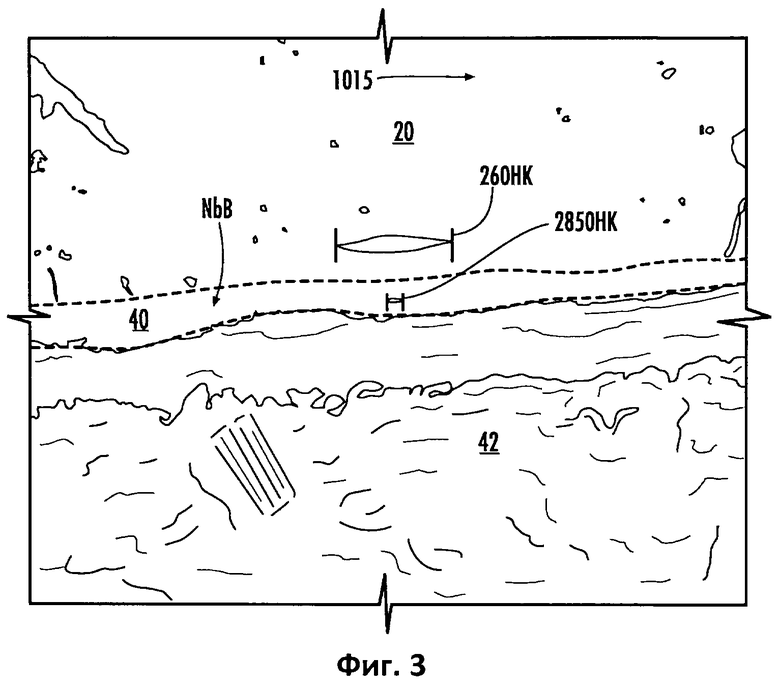
на ФИГ.3 представлено диаграммное микрофотографическое изображение двухэлементного сплава в соответствии с идеей настоящего изобретения, где показаны ниобий и бор на стальной подложке;
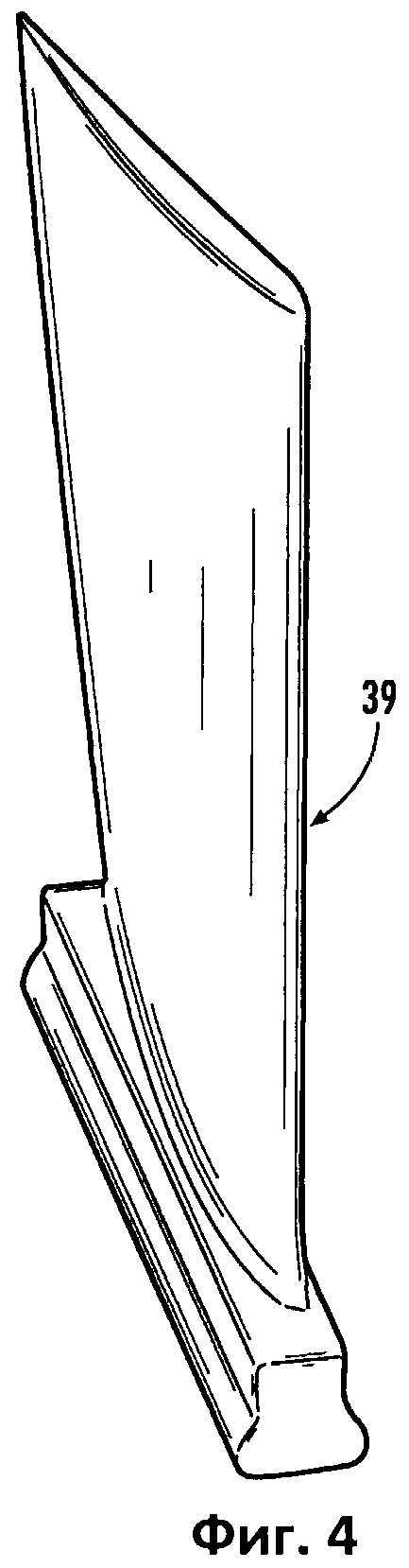
на ФИГ.4 представлено перспективное изображение одной лопатки с покрытием электроосажденным сплавом в соответствии с идеей настоящего изобретения; и
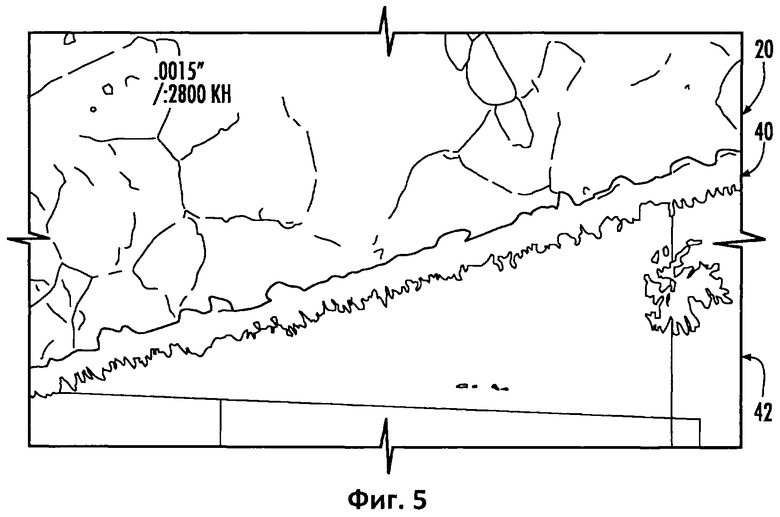
на ФИГ.5 представлено схематичное микрофотографическое изображение двухэлементного сплава в соответствии с идеей настоящего изобретения, где показаны тантал и бор на стальной подложке.
Описание вариантов осуществления изобретения
Далее настоящее изобретение будет описано более подробно со ссылкой на сопроводительные чертежи, на которых показаны альтернативные варианты осуществления изобретения. Данное изобретение, однако, может быть воплощено во множестве различных форм и не должно ограничиваться вариантами осуществления, представленными далее в документе. Точнее говоря, данные варианты осуществления изобретения представлены таким образом, чтобы данное раскрытие изобретения было тщательным и полным и в полной мере раскрывало объем данного изобретения для специалиста в данной области техники.
В соответствии с ФИГ.1 один вариант осуществления изобретения, описанный здесь, представлен в качестве прибора 10, состоящего из корпуса 12, содержащего среду 14 практически с полным отсутствием в ней кислорода. Было обнаружено, что инертная среда и вакуум создают эффективную среду для поддержания процесса металлизации. Контейнер 16, размещенный внутри корпуса 12, включает в себя электролитическую ванну 18. Электропроводящая подложка 20 включает поверхность 22, на которую должно быть нанесено покрытие, погруженную в ванну 18. Как показано в данном документе, подложка 20 является катодом для электрической цепи 24, а совокупность электропроводящих элементов 26 является анодом в данной цепи. Каждый элемент 26a, 26b, 26c анода отличается по составу друг от друга, о чем будет подробно сказано далее в данном разделе, при этом поверхность 28 каждого из них погружена в ванну 18.
Далее, в соответствии с ФИГ.1, источник питания 30 подключен к подложке (катоду) 20 и к каждому элементу (аноду) из совокупности 26. Кроме того, источник питания 30 используется вместе с реостатами 32 для подачи предварительно заданного тока отдельно на каждый элемент из совокупности 26. Здесь в качестве примера представлены три реостата 32a, 32b, 32c для подачи заранее заданного тока на соответствующие элементы анода 26a, 26b, 26c для создания плотности тока на каждом из элементов 26 и подложки 20. В результате происходит реакция металлизации и подложка 20 покрывается материалом, диффундирующим с совокупностью элементов 26 внутри ванны 18 на подложку 20 пропорционально плотности тока, созданного на каждом элементе из совокупности 26. Специалисты, квалифицированные в данной области, будут иметь информацию о том, что для каждого отдельного элемента анода 26 могут использоваться отдельные источники питания. Кроме того, время, требуемое для создания тока, будет зависеть от параметров источника. Для примера, при полуволновом питании постоянным током обычно требуется в два раза больше времени для создания плотности тока по сравнению с постоянным питанием постоянным током.
В качестве примера, элементы 26, образующие анод, могут состоять из атомного элемента, металла, неметаллического материала и/или сплава.
В соответствии с идеей настоящего изобретения и с постоянной ссылкой на ФИГ.1 один процесс идет с использованием предварительно выбранных металлов, что будет подробно описано в данном разделе ниже, которые используются в качестве анодов 26 и погружены в ванну с расплавленной солью, содержащей смесь фторидов щелочных металлов или смесь фторидов щелочных металлов с фторидом кальция, фторидом стронция, фторидом бария, фторидом калия, фторидом натрия или фторидом лития и содержащей от 0.1 до 15% мольных долей фторида соответствующего анода. В одном варианте осуществления изобретения электролитическая ванна содержит соль фтористоводородной кислоты. Ванна, например, может содержать фториды кальция, лития, натрия, калия, рубидия и цезия.
Катод 20 используется в качестве основного металла, на который наносится осажденное покрытие. В данных условиях, металлы анода растворяются в ванне с расплавленной солью и ионы металла анода высвобождаются на поверхности базового металла катода, где они образуют легирующее осажденное покрытие и/или диффузионное покрытие на основном металле или внутри него для получения металлического или интерметаллического покрытия и/или диффузионного покрытия. Как подтверждено работой Ньюэлла С.Кука, ссылка на которую дана выше, прибор 10 на ФИГ.1, используемый в реакциях металлизации, включает в себя металлизирующее вещество, служащее в качестве анода 26, который растворяется в ванне расплавленного фторида 18, привлекающее положительные ионы вследствие склонности фторида в растворителе к захватыванию электронов. На катоде 20, который включает в себя погруженный металл, предназначенный для нанесения покрытия, электроны внешнего тока, идущего через прибор, восстанавливают ионы до атомов металла анода, атомы которого затем диффундируют в поверхность 22 катода 20, обеспечивая создание новых свойств в катоде/подложке 20. Если в примерах, представленных ниже, используются два элемента анода, то специалисты в данной области должны понимать, что совокупность элементов анода можно применить по желанию.
Скорость растворения и осаждения осаждаемых материалов не является саморегулирующейся, поскольку скорость осаждения материала с каждого элемента анода 26 на и в основной металл катода 20 зависит от отдельного внешнего тока.
Фториды щелочных металлов, применяемые в соответствии с процессом, могут включать фториды лития, натрия, калия, рубидия и цезия. Однако при возможности использования смеси, которая плавится при низкой температуре, желательно осуществлять данный процесс при относительно низкой температуре. Смеси фторидов щелочных металлов с фторидом кальция, фторидом стронция или фторидом бария также можно использовать в качестве расплавленной соли в процессе по данному изобретению.
Требуется уделить внимание химическому составу ванны 18, в случае, если должны быть получены желаемые покрытия и/или диффузионные покрытия. В качестве примера, исходная соль должна быть, насколько это возможно, безводной и не должна содержать включений, или должна легко обезвоживаться или очищаться путем простого нагрева на этапе плавления. Процесс желательно проводить при практически полном отсутствии кислорода, отрицательно влияющего на процесс. Как было указано выше, процесс можно проводить в среде инертного газа или в вакууме. Термин "практически полное отсутствие кислорода" означает, что в ванне расплавленной соли практически не должны присутствовать ни атмосферный кислород, ни оксиды металлов. В качестве примера, требуемые результаты были получены с помощью химически чистых солей и путем проведения процесса в вакууме или в среде инертного газа, например в среде аргона, гелия, неона, криптона, азота или ксенона.
Было обнаружено, что даже имеющиеся на рынке химически чистые соли могут подвергаться дальнейшей очистке с учетом требований осуществляемого процесса металлизации. Данная очистка может быть легко осуществлена с помощью деталей из металлического лома, используемых в качестве катодов, и выполнения циклов первоначальной очистки с приложением дополнительного напряжения или без него, выделяя, таким образом, и удаляя из ванны те включения, которые отрицательно влияют на формирование высококачественных покрытий.
Основные металлы, на которые наносятся покрытия в соответствии с процессом, описанным в настоящем изобретении, могут включать все металлы и сплавы металлов, температура плавления которых выше 500°C. Форма анода не принципиальна.
Для получения достаточно высокой скорости осаждения и гарантии того, что при покрытии и/или диффузии металлов на и/или в основном металле образуется сплав, процесс необходимо проводить при температуре от 500°C до 1100°C. Полезно осуществлять процесс при температуре от 600° до 1100°C. Температура, при которой проводится процесс, в общем случае зависит, до известной степени, от ванны с расплавленной солью, которая используется. Таким образом, например, когда требуются температура ниже 600°C, можно использовать плавящиеся при низкой температуре фториды калия и лития. Поскольку предпочтительный рабочий диапазон для большинства покрытий находится в пределах от 900°C до 1100°C, то в качестве расплавленной соли предпочтительно использовать фторид лития. Как показано на ФИГ.1, вместе с контейнером 16, в котором содержится ванна 18, используется нагреватель 34.
Количество тока, прикладываемое к каждому элементу 26, может быть измерено с помощью амперметра, который позволяет легко вычислить количество материала анода(ов), осаждаемое на основном материале катода и превращающееся в легированный слой. Имея информацию о зоне и электрических характеристиках покрываемого/плакируемого элемента (подложка 20), можно определить толщину формируемого покрытия, обеспечивая, таким образом, точный контроль процесса для получения слоя любой требуемой толщины.
Прикладываемое напряжение и, соответственно, ток могут быть изменены для получения во время реакции различной плотности тока и для увеличения и контроля скорости осаждения покрытия с легирующими компонентами, который осаждается без превышения скорости диффузии и легирования материалом анода(ов) основного материала катода внутри и снаружи. В качестве примера, напряжение не может превышать 1.0 В и в процессе металлизации может находится в диапазоне от 0.1 до 0.5 В.
Поскольку скорость диффузии и нанесения покрытия различными анодными материалами элементов катода внутри и снаружи варьируется от одного материала к другому в зависимости от температуры и толщины формируемого покрытия, обычно существует диапазон верхних пределов плотности тока, который может быть использован. Поэтому скорость осаждения легирующих веществ регулируется таким образом, чтобы не превышать скорость диффузии и нанесения легирующих веществ на материал подложки изнутри и снаружи, при необходимости получения высокоэффективных и высококачественных покрытий. Максимальная плотность тока для требуемого покрытия электроосажденным сплавом и/или диффузионного покрытия составляет 10 ампер/дм2, при работе в пределах температурного диапазона, указанного выше в данном раскрытии изобретения.
В качестве дополнительного примера, часто используются относительно низкие плотности тока (.01-.1 ампер/дм2), когда скорости диффузии и нанесения покрытия также соответственно низкие, и когда требуются поверхностные растворы очень низкой концентрации или очень тонкие покрытия. Состав диффузионного покрытия изменяется путем изменения плотности тока на отдельных анодах с образованием состава, подходящего для конкретного использования. Вследствие того факта, что элементы имеют широкий диапазон размеров атомов, невозможно создать чрезвычайно твердые сплавы, устойчивые к коррозии и эрозии, путем нанесения одного элемента поверх другого, для создания требуемого покрытия сплавом элементы должны наноситься на подложку катода атом за атомом в надлежащей пропорции. Идея настоящего изобретения позволяет получать подобные покрытия электроосажденным сплавом с требуемыми свойствами.
Как правило, плотности тока для образования покрытий электроосажденным сплавом/диффузионных покрытий с качеством, которое требуется в конкретном случае, находятся в диапазоне от 5 до 10 ампер/дм2 при температурах, указанных в данном раскрытии изобретения. Если для сокращения времени операции требуется приложить дополнительное напряжение к цепи, общая плотность тока не будет превышать, к примеру, 10 ампер/дм2.
Источник питания 30 (например, аккумуляторная батарея или другой источник постоянного тока) подключен к цепи 24, таким образом, что отрицательный вывод подсоединен к основному металлу, на который наносится покрытие, катод 20 и положительный вывод подсоединены к аноду 26. В данном случае напряжения от обоих источников алгебраически складываются. Как будет понятно специалистам в данной области техники, для осуществления контроля процесса в цепь могут быть включены такие измерительные приборы, как вольтметры, амперметры, омметры, таймеры и тому подобное.
Поскольку такие свойства покрытий и диффузионных покрытий, как чрезвычайная твердость, прочность, отсутствие пор, плотное прилегание, коррозионная и эрозионная стойкость, на всей обработанной поверхности одинаковы, металлические составы с покрытием, изготовленные с помощью процесса металлизации, описанного в данной заявке, имеют широкий спектр применения. В качестве примера, прибор 10, как указано выше, может использоваться для образования покрытий с атомарно-связанной поверхностью, таких как бориды ниобия, титана, тантала и циркония для обеспечения износо- и коррозионной стойкости для послойного нанесения циркония и бора на ядерные топливные стержни и для многих других способов использования, которые очевидны для специалистов в данной области техники, наряду с другими модификациями и изменениями настоящего изобретения в свете вышеуказанных идей.
В качестве примера и со ссылкой на ФИГ.2, один вариант осуществления изобретения включает двухэлементный анод, один элемент из ниобия 26(Nb) и один из бора 26(B), обеспечивающий нанесение покрытия из борида ниобия на поверхность газотурбинной лопатки 38, используемой в качестве подложки 20. Подобные лопатки турбины 38 обычно располагаются в передней секции компрессора двигателя. Покрытие из борида ниобия 40, которое наносится с помощью идей настоящего изобретения, обеспечивает нанесение плотного атомарно-связанного покрытия из ниобия и бора и получение, в результате, сплава борида ниобия (NbB) на подложке/катоде 20 из нержавеющей стали 1015, как показано на ФИГ.3. Покрытие 20 используется как для покрытия лопаток из мартенситной нержавеющей стали, так и для покрытия лопаток из титана, показанных на ФИГ.4.
В качестве примера, если требуется получить борид ниобия (NbB) посредством нанесения покрытия электроосажденным сплавом из ниобия и бора, то на каждом аноде 26(Nb), 26(B) создаются равные плотности тока. На аноды, имеющие равные площади поверхности внутри ванны, нужно подавать равные токи. В качестве альтернативы, может потребоваться нанесение покрытия электроосажденным сплавом борида ниобия (NbB2), который также называется диборид ниобия. В данном случае плотность тока для анода из бора 26(B) обычно удваивается по сравнению с той, которая создается на аноде из ниобия 26(Nb). Результаты показали, что плотность тока обычно линейно зависит от количества наносимого материала анода.
Экономические преимущества от использования данного покрытия в авиационной промышленности являются значительными. Для авиационного турбинного двигателя в зависимости от его модели и возраста каждые 8000-15000 часов работы требуется реконструкция. Увеличение расхода топлива вследствие потери кпд компрессора от начального состояния до восстановления и от восстановления до вторичного восстановления составляет 5% или 2½% за период. Данная потеря вызвана эрозией лопаток компрессора с нарушением аэродинамических свойств. Данная эрозия является следствием засасывания в турбину во время посадки и взлета взвешенных в воздухе частиц. Износостойкость NbB приблизительно в 10 раз превышает износостойкость незащищенных лопаток, и, вследствие определенных технических проблем, (при условии, что покрытие имеет сцепление на атомарном уровне) сертификация Федерального авиационного агентства будет получена менее чем за 2 месяца. Экономия топлива только для одной авиакомпании American Airlines (700 самолетов) составит около 300 миллионов долларов в год.
Данное покрытие NbB на титане имеет следующие потенциальные возможности применения. Титан является промышленным материалом, однако при этом он слабо сопротивляется эрозии, коррозии и истиранию (износу). Покрытие в ½ тысячной может решить большинство данных проблем, поскольку NbB значительно тверже, чем карбид вольфрама, и обладает чрезвычайно большой стойкостью к коррозии. Как показано на ФИГ.5, покрытие из борида тантала 40 на стальной подложке 20 обеспечивает желаемые результаты. Для обоих схематичных микрофотографических изображений, представленных на ФИГ.3 и 5 и взятых с действительных микрофотографий, кроме того, показано приспособление 42, используемое при испытании подложки, однако оно не входит в состав заявленного изобретения.
Специалисты в данной области могут придумать ряд изменений и другие варианты осуществления данного изобретения с целью извлечения пользы из идей, представленных в вышеуказанных описаниях и соответствующих чертежах. Поэтому следует понимать, что изобретение не должно ограничиваться конкретными раскрытыми вариантами осуществления и что изменения и альтернативные варианты осуществления изобретения должны быть включены в объем формулы изобретения, представленной в данном документе.
Изобретение относится к области гальванотехники и может быть использовано для нанесения покрытий из расплавов солей на электропроводящие подложки. Устройство содержит среду с полным отсутствием кислорода, электролитическую ванну, находящуюся внутри среды, подложку, погруженную в ванну, электропроводные элементы, отличающиеся по составу, и источник питания, подключенный к подложке и совокупности элементов и выполненный с возможностью создания плотности тока на каждом элементе и подложке таким образом, что обеспечивается покрытие подложки материалом из каждого из совокупности элементов, погруженных в ванну, пропорционально созданным на них плотностям тока. Способ включает создание среды с полным отсутствием кислорода при наличии ванны внутри среды, погружение подложки и электропроводных элементов, отличающихся по составу, в ванну, создание плотности тока на каждом элементе и использование плотностей тока, достаточных для покрытия подложки материалом от каждого элемента внутри ванны, пропорционально плотностям тока, созданным на каждом элементе. Изобретение позволяет получать покрытия с требуемыми свойствами. 2 н. и 15 з.п. ф-лы, 5 ил.
1. Устройство для металлизации, содержащее:
среду практически с полным отсутствием кислорода;
электролитическую ванну, находящуюся внутри данной среды;
электропроводящую подложку с погруженной в ванну поверхностью;
совокупность элементов, каждый из которых обладает электрической проводимостью и отличается по составу от других элементов, при этом поверхности каждого из элементов погружены в ванну; и
источник питания, подключенный к подложке и совокупности элементов и выполненный с возможностью создания плотности тока на каждом элементе и подложке таким образом, что обеспечивается покрытие подложки материалом из каждого из совокупности элементов, погруженных в ванну, пропорционально созданным на них плотностям тока.
2. Устройство по п.1, отличающееся тем, что как минимум один из совокупности элементов содержит как минимум один атомный элемент, металл, неметаллический материал и сплав.
3. Устройство по п.1, отличающееся тем, что элемент выбран из группы атомных элементов, состоящей из кремния (Si), ниобия (Nb), бора (B) и тантала (Ta).
4. Устройство по п.1, отличающееся тем, что совокупность элементов состоит из двух элементов, включающих первый элемент из бора и второй элемент из ниобия, при этом плотности тока, созданные на первом и втором элементах, обеспечивают нанесение покрытия из сплава борида ниобия на подложку.
5. Устройство по п.1, отличающееся тем, что подложка выполнена из стали.
6. Устройство по п.1, отличающееся тем, что электролитическая ванна содержит соль фтористоводородной кислоты.
7. Устройство по п.6, отличающееся тем, что соль фтористоводородной кислоты выбрана из группы, состоящей из фторидов лития, натрия, калия, рубидия и цезия.
8. Устройство по п.1, отличающееся тем, что среда включает в себя как минимум одну из инертных сред и вакуум.
9. Устройство по п.1, отличающееся тем, что источник питания подключен к подложке и совокупности элементов посредством электрической цепи, при этом совокупность элементов служит анодом, а подложка - катодом.
10. Способ металлизации, включающий:
создание среды практически с полным отсутствием кислорода при наличии электролитической ванны внутри данной среды;
погружение электропроводящей подложки в ванну;
погружение совокупности электропроводящих элементов в ванну, при этом каждый элемент отличается по составу от других элементов;
создание плотности тока на каждом элементе из совокупности и
использование плотностей тока, достаточных для покрытия подложки материалом от каждого элемента из совокупности внутри ванны, пропорционально плотностям тока, созданным на каждом элементе из совокупности.
11. Способ по п.10, отличающийся тем, что он дополнительно включает выбор каждого элемента из совокупности как минимум из одного атомного элемента, металла, неметаллического материала и сплава.
12. Способ по п.10, отличающийся тем, что создание плотности тока включает установление каждого элемента из совокупности в качестве анода и подложки в качестве катода внутри электролитической ванны, при этом электролитическая ванна содержит расплавленную соль фтористоводородной кислоты.
13. Способ по п.12, отличающийся тем, что катод состоит как минимум из одной металлической лопатки, имеющей вид турбинной лопатки, и одиночной лопатки, при этом совокупность электропроводящих элементов, образующих анод, включает в себя первый анод, содержащий ниобий, и второй анод, содержащий бор, для покрытия металлических лопаток сплавом ниобия и бора.
14. Способ по п.12, отличающийся тем, что совокупность элементов состоит из двух элементов, включающих первый элемент из бора и второй элемент из ниобия, при этом создание плотности тока включает создание плотности тока для каждого из элементов, первого и второго, для нанесения покрытия из сплава борида ниобия на подложку.
15. Способ по п.14, отличающийся тем, что плотность тока, созданная на первом элементе из бора, как правило, равна плотности тока, созданной на втором элементе из ниобия, для формирования покрытия из сплава NbB.
16. Способ по п.14, отличающийся тем, что плотность тока, созданная на первом элементе из бора, удвоена по сравнению с плотностью тока, созданной на втором элементе из ниобия, для формирования покрытия из сплава NbB2.
17. Способ по п.10, отличающийся тем, что он дополнительно включает этап нагревания электролитической ванны и контроль ее температуры на этапе создания плотности тока.
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ ТУГОПЛАВКИМ МЕТАЛЛОМ | 1997 |
|
RU2121532C1 |
| Способ получения железоцинкового покрытия | 1980 |
|
SU926082A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ АЛЮМИНИРОВАНИЯМЕТАЛЛОВ | 0 |
|
SU178257A1 |
| US 6830827 B2, 14.12.2004. | |||

