Изобретение относится к измерительной технике и предназначено для непрерывного измерения износа шлифовального круга в процессе работы.
Известен способ бесконтактного измерения степени износа алмазных шлифовальных кругов с помощью пневматического датчика [SU236026], характеризующийся тем, что с целью повышения точности измерения износа шлифовального круга в процессе работы, определяют расход подводимого воздуха за счет разности показаний длинномера пневматического датчика, причем в качестве измерительной базы принимают рабочую поверхность алмазного шлифовального круга.
Наиболее близким к предлагаемому является устройство контроля состояния шлифовального круга [Kevin М. Tanaka "A pneumatic sensor for grinding wheel condition monitoring" McMaster University, July 2013, доступ no ссылке https://macsphere.mcmaster.ca/handle/11375/15254], представляющее собой пневматический датчик, состоящий из корпуса с закрепленными на нем соплом, датчиком динамического давления, датчиком манометрического давления (манометр) и штуцером подачи воздуха, оснащенного контрольным отверстием. Корпус датчика обеспечивает зазор для подключения кабелей и пневмошлангов, а так же содержит полость и элемент крепления к основанию, например, столу станка. В полости имеется канал для датчика динамического давления и канал для подачи воздуха через сопло на поверхность шлифовального круга.
Использование датчика динамического давления позволяет измерять небольшие колебания давления, связанные с топографией шлифовального круга, а использование датчика манометрического давления позволяет контролировать среднее обратное давление. Воздух подается на пневматический датчик при постоянном давлении, контролируемом регулятором давления.
Известный из того же источника способ измерения состояния поверхности шлифовального круга заключается в следующем. Корпус располагается на основании (например, магнитной плите) таким образом, что вертикально расположенное сопло направлено радиально относительно шлифовального круга. Воздух подается через штуцер и контрольное отверстие в полость корпуса, откуда по каналам поступает к датчику динамического давления и соплу. Контроль состояния круга осуществляется на основании показаний датчика динамического давления.
Недостатком известного устройства и способа является отсутствие возможности непрерывного измерения состояния поверхности круга без остановки процесса обработки, осуществление регулировки зазора между соплом и кругом за счет вертикального перемещения стола, что недопустимо при точной обработке деталей. Кроме того отсутствует возможность определения возникновения засаливания шлифовального круга.
Известна схема дифференциального сильфонного пневмоэлектроконтактного преобразователя [Рогов В.А. Методика и практика технических экспериментов. Учеб. пос. для студ. ВУЗов / В.А. Рогов, Г.Г. Позняк. М.: Издательский центр "Академия". 2005. 288 с.], принцип действия которого основан на изменении давления воздуха в камере сильфона, при изменении зазора между соплом и измеряемой поверхностью.
Техническое решение заключается в том, что предлагается устройство для измерения состояния поверхности шлифовального круга в процессе обработки состоящее из сопла, датчика динамического давления, манометра, штуцера, регулятора давления, регулировочного устройства и пневмоэлектроконтактного преобразователя, который оснащен вентилем противодавления и соединен с расположенным в регулировочном устройстве штуцером, соединенным с соплом. В свою очередь манометр и регулятор давления установлены на пневмоэлектроконтактном преобразователе, а сам он оснащен измерительной системой, которая представляет собой датчик динамического давления, содержащей контакты, сильфоны, рамку, плоские и спиральную пружины, зубчатый сектор, стрелку и шкалу.
Контакты пневмоэлектроконтактного преобразователя включены в электрическую схему с сигнальным устройством.
Регулировочное устройство состоит из кронштейна, закрепленного на опоре, на котором, с возможностью вращения, располагается корпус, в котором расположен регулировочный винт, содержащий оснащенный штуцером направляющий винт, в котором закреплено сопло. Ось вращения корпуса параллельна оси вращения шлифовального круга. Шаг резьбы на поверхности регулировочного винта больше, чем у направляющего винта (дифференциальный винтовой механизм).
Кроме того техническое решение заключается в том, что предлагается способ измерения состояния поверхности шлифовального круга в процессе обработки, заключающийся в следующем. Опора фиксируется на станке, корпус своим вращением располагает ось сопла радиально относительно шлифовального круга. Перемещение сопла к центру шлифовального круга осуществляется вращением регулировочного винта, который заставляет перемещаться направляющий винт, что ведет к изменению положения стрелки, окончательное положение которой может быть отрегулировано вентилем противодавления. При предполагаемой обработке с самозатачиванием вращение регулировочного винта осуществляют до тех пор, пока стрелка не переместится в крайнюю правую часть шкалы. При предполагаемой обработке с засаливанием вращение регулировочного винта осуществляют до тех пор, пока стрелка не переместится в среднюю часть шкалы.
Предварительно контакты могут быть настроены таким образом, что максимальному зазору между кругом и соплом соответствует замыкание одного крайнего контакта, а минимальному - другого крайнего контакта. Соответственно при замыкании промежуточных контактов может происходить оповещение об изменении зазора на существенную величину, а при замыкании одного из крайних контактов - о необходимости правки. Или при замыкании одного из крайних контактов может осуществляться процесс правки с последующей корректировкой глубины обработки.
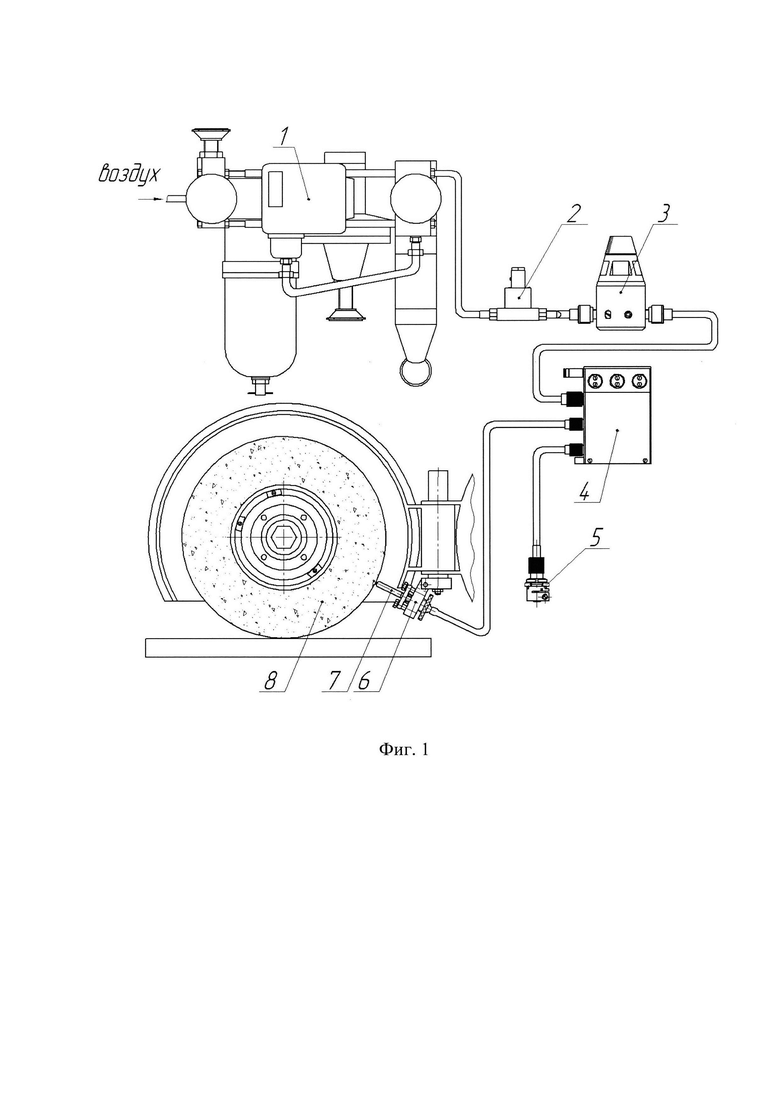
На фиг. 1 представлена схема предлагаемого устройства.
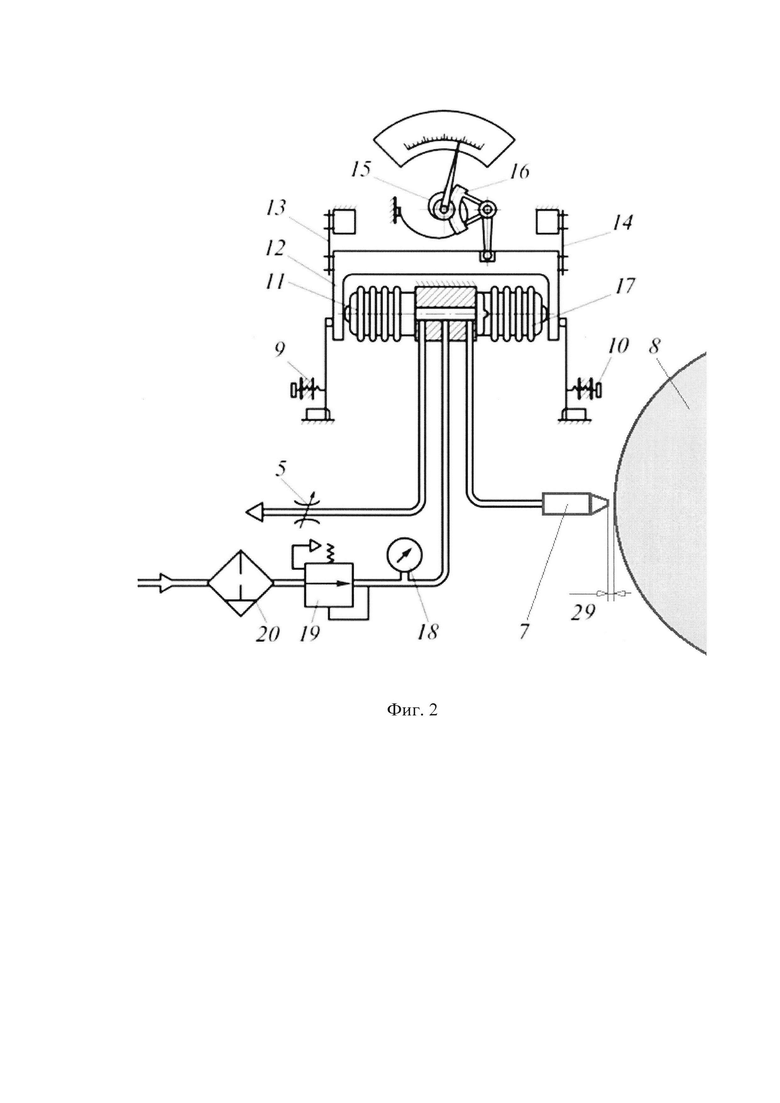
На фиг. 2 представлена схема пневмоэлектроконтактного преобразователя.
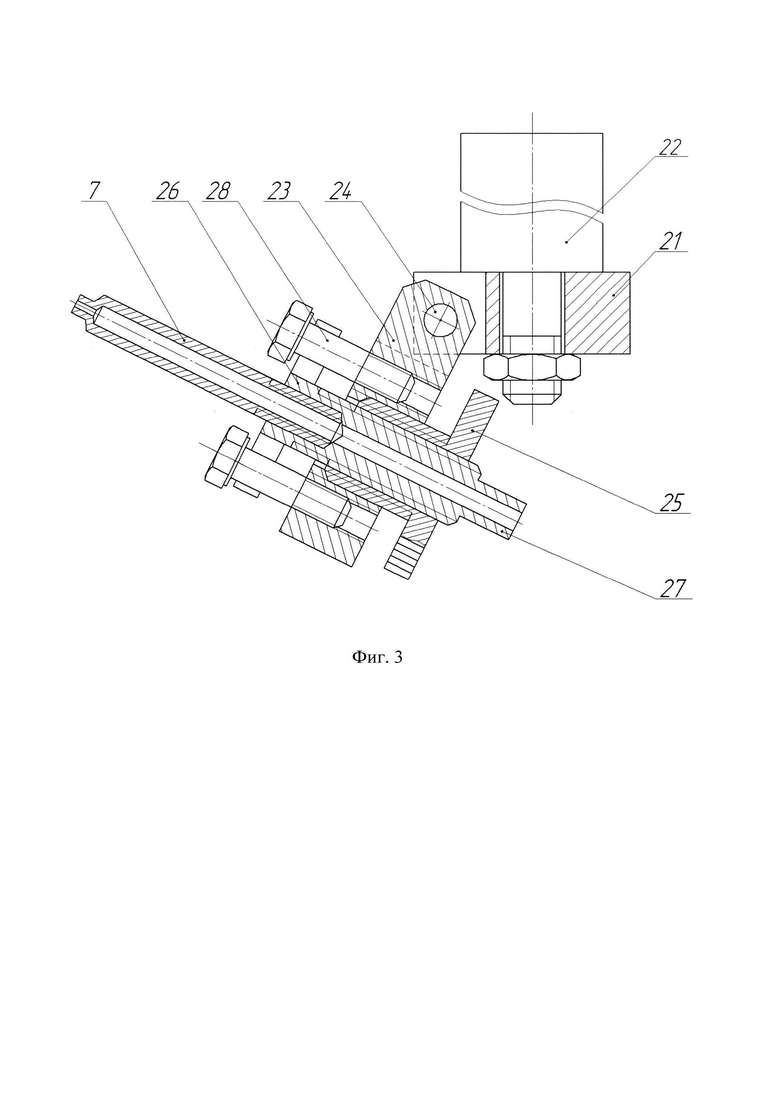
На фиг. 3 представлена схема регулировочного устройства.
Устройство для измерения состояния поверхности шлифовального круга в процессе обработки подключено к блоку подготовки воздуха 1 через дроссель 2 и стабилизатор давления 3. Само устройство состоит из пневмоэлектроконтактного преобразователя 4 с вентилем противодавления 5 и регулировочного устройства 6 с соплом 7, направленным на шлифовальный круг 8.
Пневмоэлектроконтактный преобразователь 4 содержит контакты 9 и 10, левый сильфон 11, рамку 12, плоские пружины 13 и 14, спиральную пружину 15, зубчатый сектор 16, правый сильфон 17, манометр 18, редукционный клапан 19 (являющийся регулятором давления), вентиль противодавления 5, фильтр-влагоотделитель 20.
Регулировочное устройство 6 состоит из кронштейна 21, закрепленного на опоре 22. На кронштейне 21 располагается корпус 23 с возможностью вращения вокруг оси 24. В корпусе 23 располагается регулировочный винт 25, содержащий направляющий винт 26 со штуцером 27. Сопло 7 закреплено в направляющем винте 26, который имеет проушины для размещения винтов противовращения 28.
Контакты 9 и 10 могут быть включены в электрическую схему (например, с помощью проводов) с сигнальным устройством, которое может выполнять функции оповещения или управления. Устройством оповещения может являться сигнальная лампа (например, светодиодная), зуммер или иное. Устройством управления может являться блок управления автоматической правкой.
Устройство работает следующим образом.
Сжатый воздух из компрессора последовательно проходит блок подготовки воздуха 1, дроссель 2 и стабилизатор давления 3, после чего подается через фильтр 20 и редукционный клапан 19 в полости левого 11 и правого 17 сильфонов (замкнутых латунных сосудов с гофрированными стенками). Одновременно воздух поступает к соплу 7 и вентилю противодавления 5, который представляет собой регулируемый пневмодроссель.
Расход воздуха через вентиль 5 при определенной его настройке будет постоянным, неизменным будет и давление в левом сильфоне 11. Расход воздуха через сопло 7 и давление в правом сильфоне 17 будут зависеть от фактической величины зазора 29 между поверхностью контролируемого шлифовального круга 8 и торцом сопла 7.
При износе шлифовального круга 8 будет увеличиваться зазор 29 между соплом 7 и кругом 8, давление в правом колене устройства уменьшается, правый сильфон 17 сожмется, а левый 11 - растянется. Рамка 12, подвешенная к корпусу преобразователя 4 на плоских пружинах 13 и 14, сместится влево и замкнет регулируемый контакт 9.
В серийно выпускаемых пневмоэлектроконтактных преобразователях могут быть до шести таких контактов (по три с каждой стороны), которые замыкаются при различной величине смещения рамки 12 в ту или иную сторону. Таким образом, весь диапазон измерения может быть разбит на семь интервалов. Это позволяет упростить автоматизацию процесса правки шлифовального круга 8.
Применение дифференциальной схемы (с регулируемым вентилем противодавления 5) повышает чувствительность преобразователя 4 и снижает требования к точности стабилизации давления подводимого воздуха, контролируемого манометром 18. Преобразователь 4 оснащен измерительной системой: рамка 12 вырезом зацепляется за рычажок и поворачивает зубчатый сектор 16, который связан со стрелкой, а спиральная пружина 15 возвращает зубчатый сектор 16 в начальное положение.
Регулировочное устройство 6 работает следующим образом. Опора 22 фиксируется на станке (например, в корпусе защиты шлифовального круга). Корпус 23 своим вращением вокруг оси 24 располагает ось сопла 7 радиально относительно шлифовального круга 8. Перемещение сопла 7 к центру шлифовального круга 8 осуществляется вращением регулировочного винта 25, который заставляет перемещаться направляющий винт 26, а винты противовращения 28 препятствуют вращению направляющего винта 26. Шаг резьбы на поверхности регулировочного винта 25 больше, чем у направляющего винта 26, что дает возможность плавной подачи сопла 7. Подача воздуха осуществляется через штуцер 27.
Оптимальное давление на входе сопла 7 составляет 0,25-0,3 МПа и регулируется редукционным клапаном 19. Любое положение корпуса 23 и направляющего винта 26 может фиксироваться, например, за счет элементов с резьбовым соединением.
При предполагаемой обработке с самозатачиванием вращение регулировочного винта 25 осуществляют до тех пор, пока стрелка не переместится в крайнюю правую часть шкалы. При предполагаемой обработке с засаливанием вращение регулировочного винта 25 осуществляют до тех пор, пока стрелка не переместится в среднюю часть шкалы.
Предварительно контакты 9 и 10 могут быть настроены таким образом, что максимальному зазору между кругом и соплом соответствует замыкание одного крайнего контакта, а минимальному - другого крайнего контакта. Соответственно при наличии промежуточных контактов их замыкание ведет к оповещению об изменении зазора на существенную величину, а при замыкании одного из крайних контактов 9 или 10 - о необходимости правки. Или при замыкании одного из крайних контактов 9 или 10 может осуществляться процесс правки с последующей корректировкой глубины обработки.
После замыкания контакта, соответствующего максимальному зазору, необходимо повторно осуществить перемещение сопла 7 к центру шлифовального круга 8 вращением регулировочного винта 25 до тех пор, пока зазор не станет минимальным.
Настройка контактов может быть произведена на основе предварительно проведенных опытов. Под максимальным зазором следует понимать такой зазор, который свидетельствует о необходимости корректировать глубину обработки из-за уменьшения диаметра круга и соответствующего выхода получаемого размера из поля допуска. Под минимальным понимается такой зазор, который образуется после контакта шлифовального круга с соплом.
Техническим результатом является увеличение размерной точности обработки, снижение затрат времени на измерение шлифовального круга, снижение расхода шлифовального круга в связи с проведением автоматической правки только по фактическому состоянию круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения проницаемости пористых изделий | 1985 |
|
SU1272186A1 |
| Вертикальный балансировочный станок для дисков с центральным отверстием | 1984 |
|
SU1290117A1 |
| УСТРОЙСТВО для СОРТИРОВКИ ШАРОВ по ДИАМЕТРУ | 1971 |
|
SU314563A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Пневматическое устройство для измерения линейных размеров | 1988 |
|
SU1551997A1 |
| Прибор для измерения глубоких отверстий | 1976 |
|
SU607724A1 |
| СПОСОБ КОНТРОЛЯ КРУТЯЩЕГО МОМЕНТА И ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2199099C2 |
| Прибор для определения проницаемости пористых изделий | 1978 |
|
SU787958A1 |
Изобретение относится к измерительной технике и может быть использовано для непрерывного измерения износа шлифовального круга в процессе работы. Устройство для измерения состояния поверхности шлифовального круга состоит из сопла, датчика динамического давления, манометра, штуцера, регулятора давления, регулировочного устройства и пневмоэлектроконтактного преобразователя, который оснащен вентилем противодавления и соединен с расположенным в регулировочном устройстве штуцером, соединенным с соплом. Манометр и регулятор давления установлены на пневмоэлектроконтактном преобразователе, который оснащен измерительной системой, включающей датчик динамического давления, контакты, сильфоны, рамку, плоские и спиральную пружины, зубчатый сектор, стрелку и шкалу. В результате повышается точность обработки, снижается время измерения шлифовального круга и его расход в связи с проведением правки круга по его фактическому состоянию. 2 н. и 11 з.п. ф-лы, 3 ил.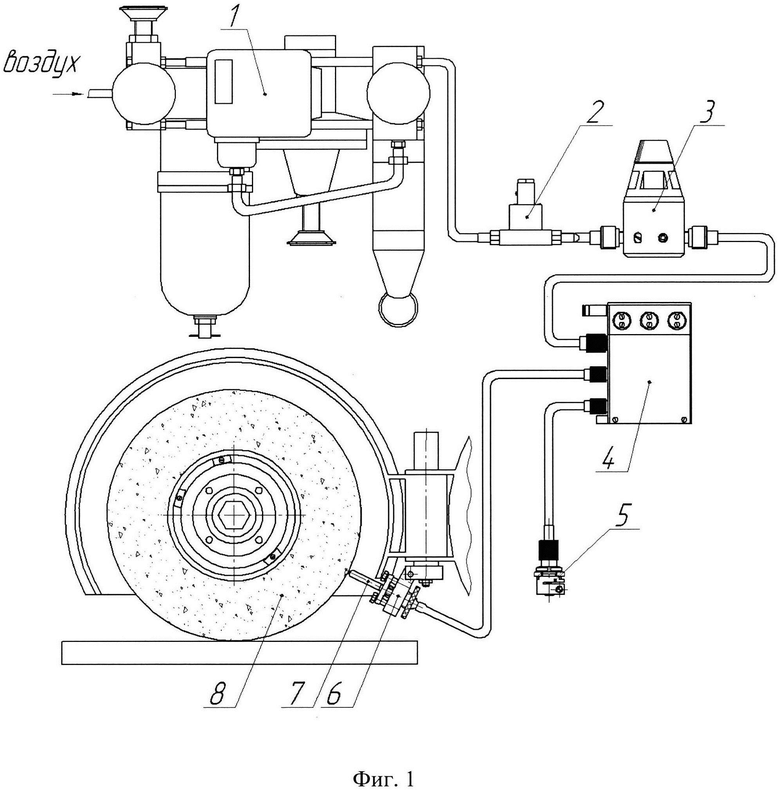
1. Устройство для измерения износа поверхности шлифовального круга в процессе обработки, содержащее сопло, датчик динамического давления, манометр, штуцер и регулятор давления, отличающееся тем, что оно содержит регулировочное устройство и пневмоэлектроконтактный преобразователь, который оснащен вентилем противодавления и соединен с расположенным в регулировочном устройстве штуцером, соединенным с соплом, при этом упомянутые манометр и регулятор давления установлены на пневмоэлектроконтактном преобразователе, оснащенном измерительной системой, включающей датчик динамического давления.
2. Устройство по п. 1, отличающееся тем, что регулировочное устройство содержит закрепленный на опоре кронштейн, на котором с возможностью вращения расположен корпус, в котором размещен регулировочный винт, имеющий оснащенный упомянутым штуцером направляющий винт, в котором закреплено сопло.
3. Устройство по п. 2, отличающееся тем, что ось вращения корпуса регулировочного устройства параллельна оси вращения шлифовального круга.
4. Устройство по п. 2, отличающееся тем, что шаг резьбы на поверхности регулировочного винта больше, чем у направляющего винта.
5. Устройство по п. 1, отличающееся тем, что измерительная система содержит контакты, сильфоны, рамку, плоские и спиральную пружины, зубчатый сектор, стрелку и шкалу.
6. Устройство по п. 5, отличающееся тем, что контакты пневмоэлектроконтактного преобразователя включены в электрическую схему с сигнальным устройством.
7. Способ измерения износа поверхности шлифовального круга в процессе обработки, включающий размещение устройства для измерения на станке для обработки, расположение сопла радиально относительно шлифовального круга, подачу воздуха через штуцер, контроль подаваемого воздуха с помощью манометра и датчика динамического давления и контроль износа круга на основании показаний датчика динамического давления, отличающийся тем, что расположение сопла радиально относительно шлифовального круга осуществляют путем вращения корпуса регулировочного устройства вокруг оси, расположенной в кронштейне, при этом перемещение сопла к центру шлифовального круга производят вращением регулировочного винта, который перемещает направляющий винт с обеспечением изменения положения стрелки измерительной системы.
8. Способ по п. 7, отличающийся тем, что окончательное положение стрелки регулируют вентилем противодавления.
9. Способ по п. 8, отличающийся тем, что при обработке с самозатачиванием шлифовального круга вращение регулировочного винта осуществляют до тех пор, пока стрелка измерительной системы не переместится в крайнюю правую часть ее шкалы.
10. Способ по п. 8, отличающийся тем, что при обработке с засаливанием шлифовального круга вращение регулировочного винта осуществляют до тех пор, пока стрелка измерительной системы не переместится в среднюю часть ее шкалы.
11. Способ по п. 7, отличающийся тем, что крайние контакты измерительной системы предварительно настраивают таким образом, что максимальному зазору между шлифовальным кругом и соплом соответствует замыкание одного крайнего контакта, а минимальному зазору - другого крайнего контакта.
12. Способ по п. 11, отличающийся тем, что при замыкании одного из крайних контактов вырабатывается сигнал о необходимости правки.
13. Способ по п. 11, отличающийся тем, что при замыкании одного из крайних контактов вырабатывается сигнал, на основании которого происходит процесс правки шлифовального круга с последующей корректировкой глубины обработки.
| Пневматическое устройство для измерения линейных размеров | 1988 |
|
SU1551997A1 |
| Бесконтактный пневматический прибор для измерения перемещений | 1975 |
|
SU534647A1 |
| УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ с АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКОЙ | 0 |
|
SU343835A1 |
| US 3802086 A1, 09.04.1974. | |||

