Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке, и может быть использовано при изготовлении полых изделий вытяжкой и полых изделий с отверстием в донной части отбортовкой или вытяжкой-отбортовкой.
Известно устройство для отбортовки отверстий в листовом материале, содержащее матрицу и пуансон с гидравлической полостью, в которой размещен плунжер высокого давления, дополнительную емкость, заполненную жидкостью под избыточным давлением и соединенную через обратный клапан с гидравлической полостью, а плунжер подпружинен к пуансону в осевом направлении (см. а.с. СССР 858977, Бюл. №32 от 31.08.81 г.).
Недостатком известного устройства является ограничение технологических возможностей изготовления полых изделий одной операцией - отбортовкой, то есть формирование боковой поверхности полого изделия за счет деформирования донной части кольцевой заготовки, что обеспечивается специальной оснасткой с применением высокого избыточного давления.
Известно устройство - штамп для вытяжки полых изделий из листового металла, содержащее соосно установленные матрицу и пуансон, кооксиально которому расположен прижим, промежуточную плиту с кронштейнами, а также симметрично размещенные фиксаторы прижима, выполненные в виде шарнирно установленного на кронштейне двуплечего рычага с роликами на конце каждого плеча, один из которых установлен с возможностью взаимодействия с боковой поверхностью пуансона, другой с промежуточной плитой (см. а.с. SU 1232332, Бюл. №19 от 23.05.86).
Недостатком известного устройства является ограничение технологических возможностей с одной стороны из-за большой трудоемкости, связанной с необходимостью установки прижима, буфера и промежуточной плиты вручную, после вытяжки каждой заготовки это приемлемо лишь для единичного и мелкосерийного производства, с другой стороны изготовление полых изделий одной операцией - вытяжкой, в то время как анализ номенклатуры изделий крупных металлообрабатывающих производств выявил наличие широкой группы полых деталей с отверстием в донной части. Такие детали изготавливаются вытяжкой с последующей пробивкой отверстия, где боковая поверхность полого изделия формируется из фланцевой части заготовки.
Технический результат - увеличение производительности, снижение нормы расхода, уменьшение энергозатрат.
Технический результат достигается тем, что предлагаемое устройство содержит соосно установленные матрицу, с размещенным в ней контрприжимом, и пуансон, на боковой поверхности которого установлены регулирующие планки и коаксиально которому расположен прижим, промежуточную плиту с кронштейнами, смонтированную на верхней плите штампа подпружиненными осями, буфер, установленный между промежуточной плитой и прижимом, и симметрично размещенные фиксаторы прижима, выполненные в виде шарнирно установленного на кронштейне двуплечего рычага с роликами на конце каждого плеча, один из которых установлен с возможностью взаимодействия с промежуточной плитой, другой - с регулирующими планками.
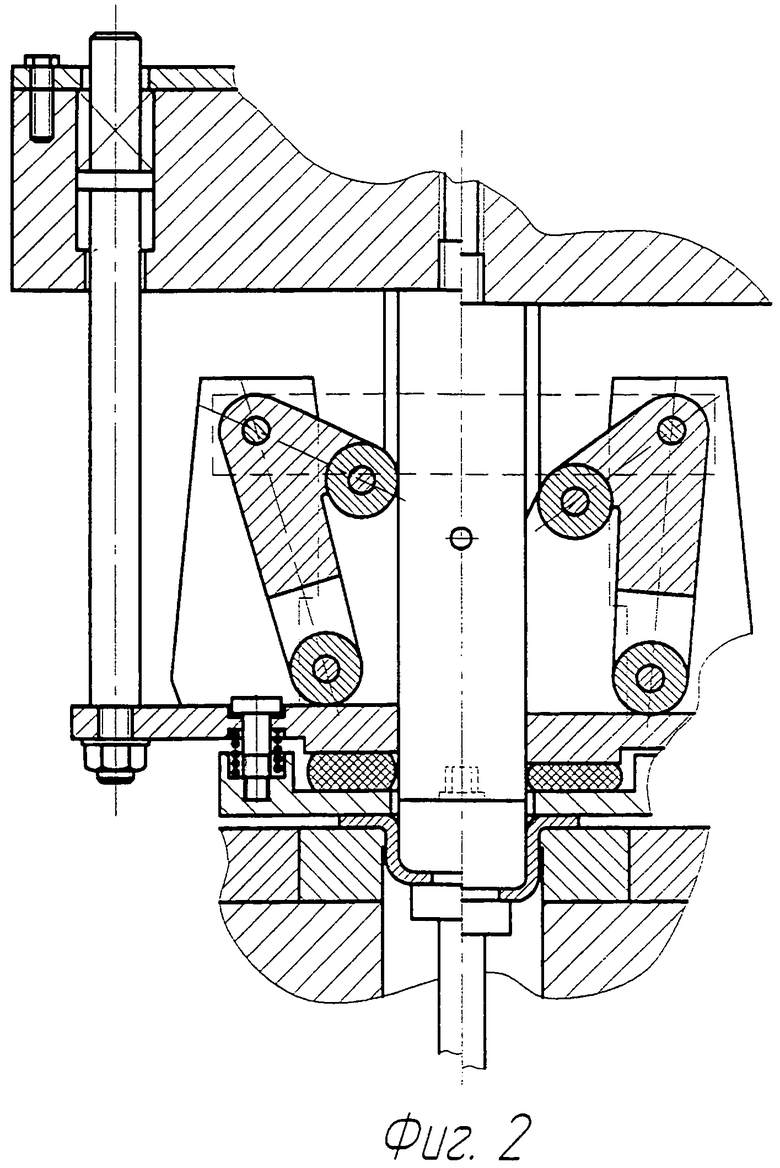
Сущность изобретения поясняется чертежами, где на фиг.1 - штамп в исходном положении, продольный разрез, на фиг.2 - штамп в рабочем положении.
Штамп содержит соосно установленные матрицу 1 с размещенным в ней контрприжимом 2 и пуансон 3, кооксиально которому расположен прижим 4. Над прижимом 4 расположена промежуточная плита 5 с двумя симметрично расположенными кронштейнами 6. Между прижимом 4 и промежуточной плитой 5 установлен буфер 7. Промежуточная плита 5 монтируется на верхней плите штампа 8 подпружиненными осями 9. На каждом кронштейне 6 размещен фиксатор прижима, выполненный в виде шарнирно установленного двуплечего рычага 10 с роликами 11 и 12 на конце каждого плеча, один из которых установлен с возможностью взаимодействия с промежуточной плитой, другой с регулирующими планками 13, установленными на боковой поверхности пуансона 2. На матрице 1 расположена плоская кольцевая заготовка 14.
Штамп работает следующим образом.
Плоскую кольцевую заготовку 14 укладывают на зеркало матрицы 1 (фиг.1). При рабочем ходе пресса пуансон 3 движется вниз, ролики 11, контактирующие с пуансоном 3, поворачивают рычаг 10 и с помощью роликов 12 опускают промежуточную плиту 5 на величину, достаточную для того, чтобы промежуточная плита 5, сжимая буфер 7, передала фланцевой части плоской кольцевой заготовки 14 через прижим 4 усилие прижима, достаточного для предотвращения складкообразования, осуществляется вытяжка, т.е. формообразование боковой поверхности полого изделия идет за счет металла фланцевой части плоской кольцевой заготовки 14 (фиг.2, слева). Когда диаметр фланца уменьшится до требуемой величины, ролики 11 перейдут в контакт с регулирующими планками 13, это дополнительно повернет рычаг 10, роликами 12 опустит промежуточную плиту 5, дополнительно сожмет буфер 7 и через прижим 4 передаст плоской кольцевой заготовке 14 дополнительное усилие зажима. Выбранное положение рычага 10 обеспечивает надежный зажим фланца плоской кольцевой заготовки 14. Далее преимущественным процессом деформирования становится отбортовка (фиг.2. справа), т.е. оставшаяся высота боковой поверхности полого изделия формируется из металла донной части получившегося после вытяжки полуфабриката.
Рычаги 10 с закрепленными на них роликами 11 и 12 установлены симметрично по отношению к центру давления штампа и расположены в зоне фланца прижимаемой плоской кольцевой заготовки 14.
Предлагаемый штамп позволяет изготавливать полые изделия как совмещением операций вытяжка-отбортовка, так и отдельными операциями вытяжкой и отбортовкой. Для этого необходимо в качестве фактора, обеспечивающего преимущественный вид деформирования вытяжкой или отбортовкой, использовать разность величин усилий прижима 4 и контрприжима 2. Усилие прижима 4 можно регулировать регулирующими планками 13, а контрприжим 2 работает от маркетного устройства.
Предлагаемый штамп за счет ликвидации ручных операций укладки прижима, буфера и промежуточной плиты, а также совмещения операций вытяжки и отбортовки позволяет увеличить производительность изготовления полых изделий, что делает возможным его использования в крупносерийном производстве.
Изготовление полых изделий вытяжкой и отбортовкой, когда в формообразовании боковой поверхности принимают участие и фланцевая и донная части кольцевой заготовки, позволяет увеличить коэффициент использования металла на 10÷15%.
Усилие, необходимое для получения полого изделия из кольцевой заготовки вытяжкой и отбортовкой, меньше усилия, необходимого для получения такого же изделия вытяжкой из круглой заготовки с последующей пробивкой отверстия, а это позволяет обеспечить энергосбережение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых изделий из листового металла | 1985 |
|
SU1232332A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2548857C2 |
| Способ вытяжки изделий и устройство для его осуществления | 1979 |
|
SU863083A1 |
| Штамп для вытяжки | 1979 |
|
SU893324A1 |
| Штамп для вытяжки на прессе простого действия | 1980 |
|
SU995985A1 |
| Способ изготовления полых изделий с отверстием в донной части | 1991 |
|
SU1817720A3 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| Штамп | 1991 |
|
SU1811940A1 |
| Штамп для двухпереходной вытяжки | 1979 |
|
SU845981A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке, и может быть использовано при изготовлении полых изделий вытяжкой и полых изделий с отверстием в донной части отбортовкой или вытяжкой-отбортовкой. Штамп для изготовления полых изделий с отверстием в донной части вытяжкой и отбортовкой содержит соосно установленные матрицу с размещенным в ней контрприжимом и пуансон. На боковой поверхности пуансона установлены регулирующие планки, а коаксиально ему расположен прижим. Штамп содержит промежуточную плиту с кронштейнами, смонтированную на верхней плите штампа подпружиненными осями. Также в штампе имеются буфер, установленный между промежуточной плитой и прижимом, и симметрично размещенные фиксаторы прижима. Фиксаторы прижима выполнены в виде шарнирно установленного на кронштейне двуплечего рычага с роликами на конце каждого плеча. Один из роликов установлен с возможностью взаимодействия с промежуточной плитой, другой - с регулирующими планками. В результате обеспечивается увеличение производительности, снижение нормы расхода и уменьшение энергозатрат. 2 ил.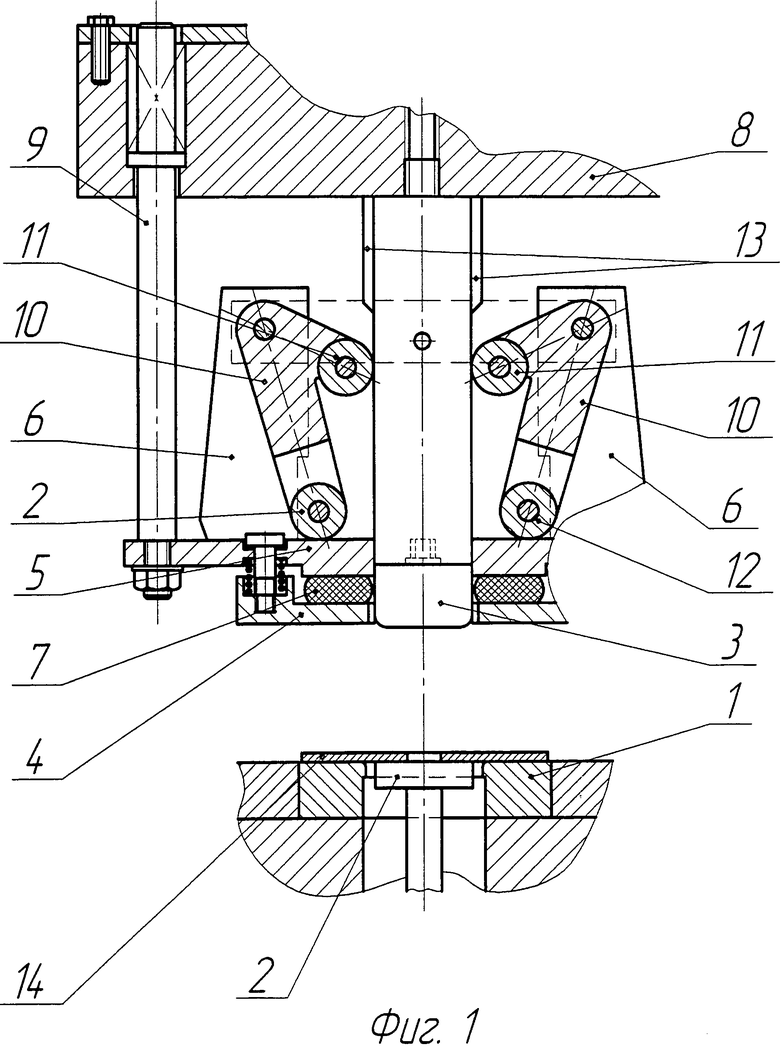
Штамп для изготовления полых изделий с отверстием в донной части вытяжкой и отбортовкой, характеризующийся тем, что он содержит соосно установленные матрицу с размещенным в ней контрприжимом и пуансон, на боковой поверхности которого установлены регулирующие планки и коаксиально которому расположен прижим, промежуточную плиту с кронштейнами, смонтированную на верхней плите штампа подпружиненными осями, буфер, установленный между промежуточной плитой и прижимом, и симметрично размещенные фиксаторы прижима, выполненные в виде шарнирно установленного на кронштейне двуплечего рычага с роликами на конце каждого плеча, один из которых установлен с возможностью взаимодействия с промежуточной плитой, другой - с регулирующими планками.
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| Штамп для вытяжки полых изделий из листового металла | 1985 |
|
SU1232332A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| JP 11147136 A, 02.06.1999 | |||
| JP 2003019519 A, 21.01.2003. | |||

