Устройство относится к области машиностроения и предназначено для автоматизации процесса сварки.
Известно устройство для управления технологическими процессами в электронно-лучевой установке, содержащее электронную пушку, вакуумную камеру, изделие, установленное на манипуляторе, источник питания высокого напряжения, систему стабилизации ускоряющего напряжения и тока электронного пучка (Лазерная и электронно-лучевая обработка материалов: Справочник / Н.Н.Рыкалин, А.А.Углов, И.В.Зуев и др. - М. Машиностроение, 1985 г. с.475-487). Данное устройство обеспечивает управление процессом сварки в ручном режиме с установкой требуемых параметров перед каждым циклом сварки. Недостатком данного устройства является то, что оно не обеспечивает стабильности параметров процесса сварки (обработки).
Наиболее близким аналогом (прототипом) является устройство для управления процессом электронно-лучевой сварки, содержащее электронную пушку, подключенную к отрицательному полюсу высоковольтного источника питания, источник питания управляющего электрода, вакуумную камеру с размещенной в ней подвижной платформой, снабженной приводом перемещения изделия и блоком управления пушкой (Устройство для регулирования процесса электронно-лучевой сварки, патент на полезную модель №64972, кл. B23K 15/00, опубликовано 27.07.2007, Бюл. №21).
Недостатком данного устройства является то, что параметры процесса сварки изменяются, несмотря на стабилизацию напряжения высоковольтного и ускоряющего источников напряжения. Нестабильность параметров сварки, проявляющаяся при непрерывном воздействии электронного пучка на изделие, приводит к снижению качества сварного соединения, особенно при сварке малогабаритных изделий.
Техническая задача, решаемая предлагаемым устройством, состоит в обеспечении контроля мощности и времени воздействия электронного пучка на изделие.
Технический результат, получаемый при решении технической задачи, заключается в обеспечении стабильности параметров сварочной ванны. Указанный технический результат достигается тем, что в известное устройство, содержащее электронную пушку, подключенную к отрицательному полюсу высоковольтного источника питания, с датчиками тока и напряжения, источник питания управляющего электрода, блок управления пушкой и вакуумную камеру с размещенной в ней подвижной платформой, снабженной приводом перемещения изделия с двигателями и блоком управления двигателями, отличающееся тем, что дополнительно введены блок выделения длительности импульса, блок выделения скорости привода перемещения изделия, элемент сравнения и блок задания скорости перемещения изделия, выход которого подключен к первому входу блока выделения скорости и первому входу элемента сравнения, связанного выходом с блоком управления двигателями, а вторым входом с выходом блока выделения скорости перемещения изделия, подключенного соответственно вторым, третьим и четвертым входами к выходам датчика напряжения, датчика тока и блока выделения длительности импульса, подключенного входом к выходу датчика тока.
На чертеже приведена функциональная схема устройства для управления процессом электронно-лучевой сварки.
Устройство для управления процессом электронно-лучевой сварки содержит электронную пушку 1, подключенную к отрицательному полюсу высоковольтного источника питания 2, с датчиками тока 3 и напряжения 4, источник питания управляющего электрода 5, блок управления пушкой 6 и вакуумную камеру 7 с размещенной в ней подвижной платформой 8, снабженной приводом перемещения изделия с двигателями 9 и блоком управления двигателями 10. Блок выделения длительности импульса 11 подключен вторым входом к выходу датчика тока 3, а выходом к первому входу блока выделения скорости привода перемещения изделия 12, второй вход которого подключен к выходу датчика тока 3, третий вход - к выходу датчика напряжения 4, а четвертый вход - к выходу блока задания скорости 14, соединенного также с первым входом элемента сравнения 13, второй вход которого соединен с выходом блока выделения скорости 12. Выход элемента сравнения 13 подключен к входу блока управления двигателями 10. К выходу высоковольтного источника питания 2 подключены датчик тока 3 и датчик напряжения 4.
Предлагаемое устройство может содержать как однокоординатный, так и двухкоординатный привод перемещения изделия. Число координат привода перемещения изделия и типы двигателей не оказывает влияния на существо предложения.
Блок выделения длительности импульса 11 по сигналу тока луча вычисляет длительность импульса тока электронного пучка, непосредственно воздействующего на изделие. По существу этот блок вырабатывает аналоговый или цифровой сигнал, пропорциональный длительности импульса тока луча. Он может быть реализован как аппаратными средствами (на так называемой «жесткой логике»), так и на программируемых контроллерах.
Блок выделения скорости привода перемещения изделия 12 по существу вычисляет энергию, поступающую на изделие, и преобразует ее в сигнал коррекции задания скорости перемещения изделия. Погонная энергия, вводимая в изделие на единицу длины сварного шва при действии импульса тока пучка, определяется по выражению
 ,
,
где I, U - ток и напряжение высоковольтного источника питания,  νсв - скорость сварки.
νсв - скорость сварки.
Сигнал коррекции скорости Δν связан с энергией, поступающей на изделие, соотношением
 ,
,
где Wз - заданное значение энергии пучка, рассчитанное для данного режима сварки по тепловой модели; tи - длительность импульса, выработанная блоком выделения длительности импульса 11. Этот блок также может быть реализован как на цифровой элементной базе («жесткой логике»), так и на программируемом контроллере.
Важной особенностью предлагаемого устройства является обеспечение стабильности условий формирования сварного соединения, которые достигаются импульсным воздействием на изделие тока луча с стабильными значениями мощности и времени. Очевидно, что в этом случае при однократной настройке длительности тока луча, его формы и величины воспроизводимость заданного качества сварного соединения будет нарушаться вследствие воздействия неконтролируемых факторов, к которым относятся колебания напряжения питания электронной пушки, изменение толщины изделия и др. Расчет энергии электронного пучка в импульсе, производимый в реальном времени блоком выделения скорости привода перемещения изделия 12, позволяет определить отклонение энергии, поступающей на изделие в предыдущем цикле сварки, и скорректировать ее в следующем цикле. Если, например, в предыдущем цикле сварки была введена энергия, меньше заданной, то сигнал коррекции обеспечит снижение скорости подачи изделия, сохранив тем самым неизменное интегральное значение вводимой мощности.
Устройство работает следующим образом. Каждый цикл сварки обеспечивается формированием на выходе блока управления пушкой 6 короткого импульса управления (значительно меньшей длительности в сравнении с длительностью цикла сварки). При этом привод обеспечивает перемещение изделия с заданной скоростью, величина которой вырабатывается блоком задания скорости 14. Изделие может перемещаться по одной или двум координатам. Рассмотрим для определенности работу устройства при поступлении на электронную пушку очередного импульса управления. В результате на изделие поступает импульс тока длительностью tи, величиной I при ускоряющем напряжении U, измеряемые соответственно блоком выделения длительности 11, датчиком тока 3 и датчиком напряжения 4. Если значение энергии W, вычисленное по указанным выше величинам, равно заданному Wз, то на выходе блока 12 вырабатывается сигнал коррекции Δν=0. Это означает, что электронная пушка формирует пучок заданной энергии и скорость привода сохраняется неизменной.
Если длительность импульса tи, величина напряжения U и тока I под действием неконтролируемых возмущений изменятся, что приведет, например, к уменьшению энергии пучка W, то блоком выделения скорости 12 будет выделен сигнал коррекции, обеспечивающий снижение скорости подачи изделия на следующем после текущего импульса. При увеличении текущего значения энергии W сигнал коррекции будет иметь положительное значение, что приведет к увеличению скорости подачи изделия.
Коррекция скорости перемещения изделия при различного рода возмущающих воздействиях на параметры пучка обеспечивает неизменность теплового режима сварки и, следовательно, постоянство качества и параметров сварного соединения по длине шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2011 |
|
RU2467849C1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2000 |
|
RU2192687C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1832614A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1609582A1 |
| Устройство визуализации стыка и шва для электронно-лучевой сварки | 1990 |
|
SU1756070A1 |
| Способ управления параметрами электронно-лучевой сварочной пушки и устройство для его осуществления | 1988 |
|
SU1562088A1 |
| Электронно-лучевая технологическая установка | 1981 |
|
SU1120495A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Электротермическая установка с электронной пушкой | 1987 |
|
SU1733213A1 |
Устройство предназначено для управления процессом электронно-лучевой сварки. Оно содержит блок управления электронной пушкой (12), электронную пушку (1), подключенную к отрицательному полюсу высоковольтного источника питания (2), источник питания управляющего электрода (3), вакуумную камеру (6) с размещенной в ней подвижной платформой (7) с приводом перемещения изделия (8) с двигателями (9, 10) и блоком управления (11), блок выделения длительности импульса, блок выделения скорости привода перемещения изделия, элемент сравнения и блок задания скорости перемещения изделия. Выход блока задания скорости перемещения изделия подключен к первому входу блока выделения скорости (12) и одному входу элемента сравнения, связанного выходом с блоком управления двигателями (11), а вторым входом с выходом блока выделения скорости перемещения изделия, подключенного соответственно вторым, третьим и четвертым входами к выходам датчика напряжения, датчика тока и блока выделения длительности импульса, подключенного входом к выходу датчика тока. Устройство обеспечивает постоянство параметров сварки, неизменность теплового режима и, соответственно, качество сварки. 1 ил.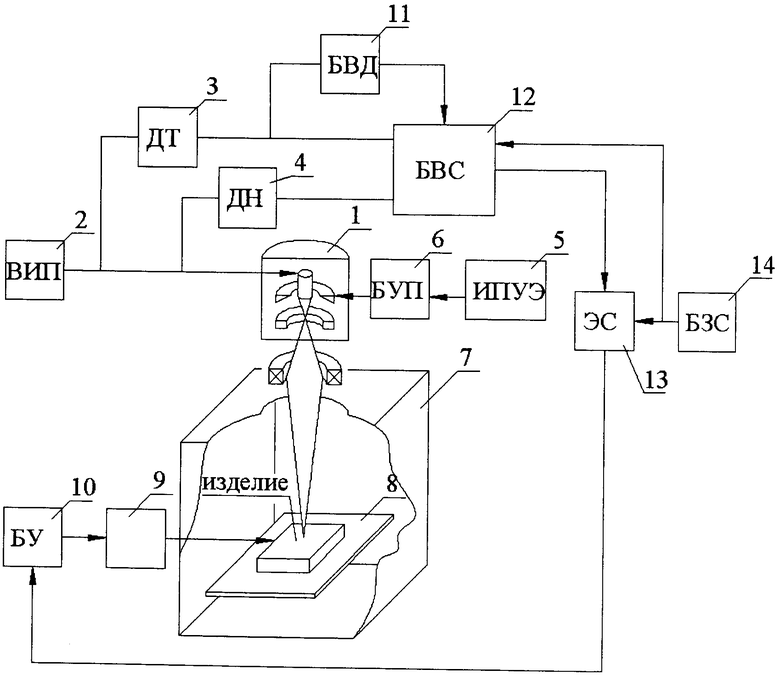
Устройство для управления процессом электронно-лучевой сварки, содержащее электронную пушку, подключенную к отрицательному полюсу высоковольтного источника питания, с датчиками тока и напряжения, источник питания управляющего электрода, блок управления пушкой и вакуумную камеру с размещенной в ней подвижной платформой, снабженной приводом перемещения изделия с двигателями и блоком управления двигателями, отличающееся тем, что оно дополнительно содержит блок выделения длительности импульса, блок выделения скорости привода перемещения изделия, элемент сравнения и блок задания скорости перемещения изделия, выход которого подключен к первому входу блока выделения скорости и первому входу элемента сравнения, связанного выходом с блоком управления двигателями, а вторым входом - с выходом блока выделения скорости перемещения изделия, подключенного соответственно вторым, третьим и четвертым входами к выходам датчика напряжения, датчика тока и блока выделения длительности импульса, подключенного входом к выходу датчика тока.
| Хлебопекарная печь | 1939 |
|
SU64972A1 |
| Способ управления частотой и длительностью импульсов тока электронного пучка | 1987 |
|
SU1489947A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
SU1466129A3 |
| УСТРОЙСТВО ДЛЯ ЛУЧЕВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2049630C1 |
| GB 1371114 A, 23.10.1974. | |||

