Изобретения относятся к вспомогательному оборудованию кузнечно-штамповочного производства, а именно к конструкциям клещевых головок ковочных манипуляторов, используемых при обработке металлов и сплавов подгруппы титана, а также других тугоплавких металлов и сплавов.
Известна клещевая головка ковочного манипулятора, содержащая корпус, зажимные губки с рабочими поверхностями и механизм управления губками (Миронов В.Г. и др. Конструирование кузнечных манипуляторов. М., Машиностроение, 1970, с.13).
Известная клещевая головка не обеспечивает требуемого качества поковки из-за образования в ней в процессе ковки ковочных дефектов (трещин, расслоения, рванин), вызванных значительной потерей тепла нагретого деформируемого металла поковки через губки клещевой головки манипулятора. В результате этого происходит снижение качества поковок, повышается уровень брака, снижается выход металла в годное, что в конечном счете приводит к повышению себестоимости изготовления поковок.
Наиболее близким аналогом к заявляемым изобретениям по технической сущности и достигаемому результату является известная клещевая головка ковочного манипулятора, содержащая корпус, основные зажимные губки, дополнительные губки, смонтированные в основных губках, элементы крепления и механизмы управления губками и головкой (А.с. СССР №1055583, B21J 13/12, B25J 15/00 Клещевая головка ковочного манипулятора, опубл. 23.11.1983, бюл. №43).
Известная клещевая головка также не обеспечивает требуемого качества поковки из-за образования в ней в процессе ковки ковочных дефектов (трещин, расслоения, рванин), вызванных значительной потерей тепла нагретого деформируемого металла поковки через губки клещевой головки манипулятора. В результате этого происходит снижение качества поковок, повышается уровень брака, снижается выход металла в годное, что в конечном счете приводит к повышению себестоимости изготовления поковок.
Заявляемые изобретения решают задачу снижения себестоимости изготовления поковок и повышения их качества.
Технический результат достигается тем, что в первом варианте, в отличие от известной клещевой головки ковочного манипулятора, содержащей корпус, основные зажимные губки, дополнительные губки, смонтированные в основных губках, элементы крепления и механизмы управления губками и головкой, дополнительные губки выполнены с защитным слоем из диоксида или нитрида циркония на рабочих поверхностях.
Технический результат достигается тем, что во втором варианте, в отличие от известной клещевой головки ковочного манипулятора, содержащей корпус, основные зажимные губки, дополнительные губки, смонтированные в основных губках, элементы крепления и механизмы управления губками и головкой, дополнительные губки выполнены из циркониевого сплава с пленкой оксида циркония на рабочих поверхностях.
Выполнение дополнительных губок с защитным слоем из диоксида или нитрида циркония на рабочих поверхностях, также как и выполнение их из циркониевого сплава с пленкой оксида циркония на рабочих поверхностях позволяет снизить теплопроводность рабочих поверхностей дополнительных губок, в которых зажимается нагретая заготовка с ~41 Вт/м°K (для стали) до ~2,2 Вт/м°K (для защитного слоя) при 300°C. В результате этого значительно снижаются потери тепла и в готовой поковке исключаются ковочные дефекты (трещины, расслоения, рванины), что приводит к значительному повышению качества поковки, к снижению уровня брака, к повышению выхода металла в годное, к снижению затрат на устранение поковочных дефектов, что в конечном счете приводит к снижению себестоимости изготовления поковок.
Защитный слой из диоксида или нитрида циркония наносят на рабочие поверхности дополнительных губок методами напыления или наплавки.
Окисный слой на рабочих поверхностях дополнительных губок из циркониевого сплава создают методом окисления в нагревательной печи.
При анализе патентных и научно-технических источников не выявлено технических решений, обладающих всей совокупностью существенных признаков, заявленных в данных изобретениях, что позволяет сделать вывод об их соответствии критерию «новизна».
Сравнение заявляемых изобретений с другими техническими решениями в данной области техники показывает, что известен металлический штамп для обжатия на ребро слябов, покрытый защитной оболочкой (заявка Японии №63-212029, B21J 13/00, B21B 15/00, опубл. 05.09.1988). Также известен ковочный штамп, секции пуансона и матрицы штампа, соприкасаемые с обрабатываемым материалом, снабжены покрытием, обеспечивающим значительное сопротивление ползучести и термостойкость этих секций (заявка Японии №93304154, B21J 13/02, опубл. 03.12.1993).
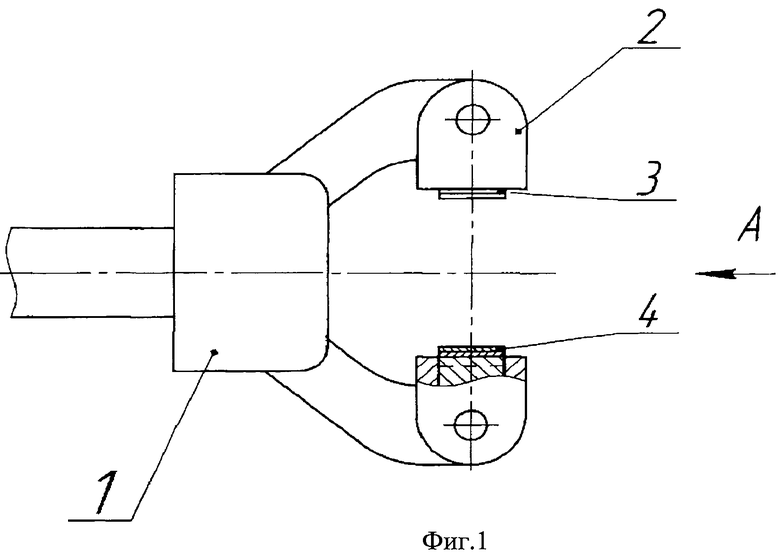
На фиг.1 изображена клещевая головка ковочного манипулятора по варианту клещевой головки, в котором дополнительные губки выполнены из циркониевого сплава с пленкой оксида циркония на рабочих поверхностях.
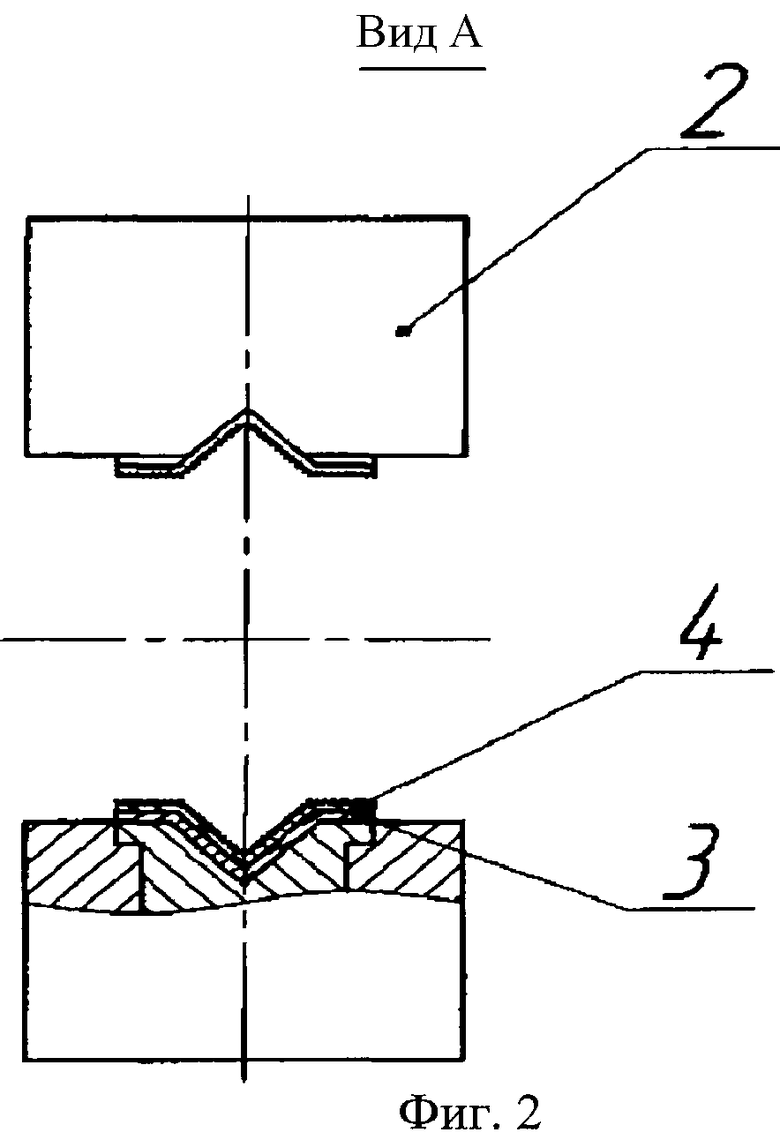
На фиг.2 изображен вид А клещевой головки ковочного манипулятора.
Клещевая головка ковочного манипулятора (фиг.1, 2) содержит корпус 1, основные зажимные губки 2, дополнительные губки 3, смонтированные в основных губках, защитный слой 4 из диоксида или нитрида циркония на рабочих поверхностях дополнительных губок 3, элементы крепления (не показаны) и механизмы управления губками и головкой (не показаны).
Аналогичный вид имеет клещевая головка с дополнительными губками, выполненными из циркониевого сплава с пленкой оксида циркония на рабочих поверхностях.
Клещевую головку по любому из вариантов используют следующим образом.
С помощью механизма управления губками (не показан) производят разжимание основных 2 и вмонтированных в них дополнительных 3 губок с защитным слоем покрытия на расстояние превышающее диаметр заготовки. Клещевую головку ковочного манипулятора с помощью механизма управления (не показан) перемещают в зону нагрева заготовок, подводят к нагревательной печи таким образом, чтобы оси дополнительных губок 3 примерно совпадали с осью симметрии нагретой заготовки. С помощью механизма управления губками (не показан) осуществляют зажим нагретой заготовки рабочими поверхностями дополнительных губок 3 с защитным слоем покрытия. Нагретую заготовку с помощью манипулятора перемещают в зону работы ковочного пресса и осуществляют ее ковку. Далее полученную заготовку перемещают в зону хранения, укладывают ее на стеллаж и с помощью механизма управления губками (не показан) производят разжимание дополнительных 3 и, вмести с ними, основных 2 губок. Клещевую головку ковочного манипулятора снова перемещают в зону нагрева заготовок и рабочий цикл ковки заготовки повторяется.
Анализ качества поковок, полученных с использованием заявляемых вариантов клещевой головки, показал отсутствие ковочных дефектов в зоне контакта зажимаемых губок с поковкой.
Клещевая головка ковочного манипулятора по заявляемым вариантам была изготовлена и опробована с положительным результатом в производственных условиях ОАО ЧМЗ при изготовлении поковок диаметром 320 мм из циркониевых сплавов Э125, Э110, Э635, Э110 о.ч., Э125 о.ч., из ниобия и его сплавов, из титана и его сплавов, гафния и других сплавов.
По сравнению с наиболее близким аналогом заявляемые варианты клещевой головки ковочного манипулятора позволяют получать поковки из разных тугоплавких металлов и сплавов более высокого качества, без ковочных дефектов (трещин, расслоений и рванин) и с более низкой себестоимостью изготовления за счет повышения выхода металла в годное и значительного снижения уровня брака поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Клещевая головка ковочного манипулятора | 1982 |
|
SU1055583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| Клещевая головка ковочного манипулятора | 1987 |
|
SU1449229A1 |
| Хобот ковочного манипулятора | 1977 |
|
SU725773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| Клещевая головка хобота ковочного манипулятора | 1983 |
|
SU1133013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2007 |
|
RU2362648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2007 |
|
RU2362647C2 |
Изобретения относятся к вспомогательному оборудованию кузнечно-штамповочного производства, в частности к ковочным манипуляторам, используемым при обработке металлов и сплавов подгруппы титана, а также других тугоплавких металлов и сплавов. Клещевая головка ковочного манипулятора содержит корпус, основные зажимные губки, в которых смонтированы дополнительные губки, элементы крепления, механизмы управления упомянутыми губками и клещевой головкой. В соответствии с одним из вариантов дополнительные губки выполнены с расположенным на их рабочих поверхностях защитным слоем из диоксида или нитрида циркония. Другой вариант предполагает выполнение дополнительных губок из циркониевого сплава с пленкой оксида циркония на рабочих поверхностях. В результате обеспечивается снижение теплопроводности рабочих поверхностей дополнительных губок, в которых зажимается нагретая заготовка при ковке, что приводит к снижению потерь тепла и повышению качества получаемых поковок. 2 н.п. ф-лы, 2 ил.
1. Клещевая головка ковочного манипулятора, содержащая корпус, основные зажимные губки, смонтированные в них дополнительные губки, элементы крепления, механизмы управления основными зажимными и дополнительными губками и клещевой головкой, отличающаяся тем, что дополнительные губки выполнены с защитным слоем из диоксида или нитрида циркония на рабочих поверхностях.
2. Клещевая головка ковочного манипулятора, содержащая корпус, основные зажимные губки, смонтированные в них дополнительные губки, элементы крепления, механизмы управления основными зажимными и дополнительными губками и клещевой головкой, отличающаяся тем, что дополнительные губки выполнены из циркониевого сплава с пленкой оксида циркония на рабочих поверхностях.
| Клещевая головка ковочного манипулятора | 1982 |
|
SU1055583A1 |
| Клещевая головка ковочного манипулятора | 1979 |
|
SU856640A1 |
| Клещевой захват ковочного манипулятора | 1982 |
|
SU1034826A1 |
| КЛЕЩИ КОВОЧНОГО ЛиНИПУЛЯТОРА | 0 |
|
SU316517A1 |
| СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ВРАЩАЮЩЕГО МОМЕНТА ЭЛЕКТРОДВИГАТЕЛЯ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 2002 |
|
RU2243572C2 |
| JP 61046340 A, 06.03.1986. | |||

