Настоящее изобретение касается способа прокатки металлической полосы, которая имеет головную часть и хвостовую часть, при этом металлическую полосу, начиная с головной части, прокатывают в прокатной клети прокатного устройства между верхней и нижней системами валков прокатной клети.
Настоящее изобретение касается также компьютерной программы, включающей машинный код, выполнение которой с помощью устройства управления для прокатной клети способствует эксплуатации прокатной клети согласно такому способу прокатки.
Далее настоящее изобретение касается носителя данных, на котором записана такая компьютерная программа.
Настоящее изобретение касается также устройства управления для прокатной клети, в котором заложена такая компьютерная программа, при этом устройство управления способно осуществлять компьютерную программу.
Наконец, настоящее изобретение касается прокатного устройства для прокатки металлической полосы, которое содержит по меньшей мере одну прокатную клеть с одной верхней и одной нижней системами валков, а также исполнительный механизм для передачи системам валков изгибающего усилия, при этом управление прокатной клетью осуществляется посредством устройства управления описанного выше типа.
Описанные выше объекты широко известны. В частности, каждый обычный процесс прокатки осуществляется вышеописанным образом, запрограммированы ли устройства управления для прокатных клетей и выполнено ли прокатное устройство так, как описано выше.
При производстве металлической полосы, в частности горячекатаной металлической полосы, в прокатном стане может возникнуть проблема в том, что хвостовая часть металлической полосы выкрашивается сбоку. Таким образом, может возникнуть проблема, заключающаяся в том, что непосредственно желаемое установленное по центру прохождение металлической полосы и тем самым беспроблемное для процесса прокатки функционирование прокатного устройства не гарантировано.
Выкрашивание металлической полосы сбоку может быть вызвано различными физическими зависимостями. Примерами таких зависимостей являются несимметричная характеристика напряжения при натяжении по ширине металлической полосы, клиновидное поперечное сечение металлической полосы, наклонное положение рабочих валков, несимметричная форма рабочих валков и так далее.
Для того чтобы избежать выкрашивания металлической полосы сбоку и связанных с этим недостатков, в уровне техники известен прием, заключающийся в том, что со стороны привода прокатной клети снижают натяжение металлической полосы до нуля. Снижение натяжения можно осуществить, например, путем снижения петлеподъемника, установленного между одной прокатной клетью и следующей, расположенной выше по движению прокатной клетью. Альтернативно, может быть также полностью или частично раскрыт зазор между валками расположенной выше по движению прокатной клети. Этому методу присущ недостаток, заключающийся в том, что он непосредственно влияет на процесс прокатки как таковой. В частности, снижение натяжения приводит к более интенсивной прокатке металлической полосы в прокатной клети. Раскрытие расположенной выше по движению прокатной клети приводит даже к тому, что осуществляемый, по существу, в этой вышерасположенной прокатной клети процесс прокатки полностью или частично не происходит.
Другие принятые в уровне техники меры заключаются в том, что перед или позади прокатной клети размещают сегментированные тягомерные ролики, то есть петлеподъемники, посредством которых может регистрироваться напряжение при натяжении по ширине металлической полосы. Зарегистрированные напряжения при натяжении могут в этом случае служить основой регулировки, противодействующей боковому выкрашиванию металлической полосы. Однако сегментированные тягомерные ролики являются весьма дорогостоящими. Кроме того, эффективность этой меры экспериментально не обоснована.
Из JP 11267728 А известен способ прокатки названного выше типа, при котором контролируют, достигла ли хвостовая часть металлической полосы пункта переключения, расположенного в направлении прокатки перед прокатной клетью, и сообщено ли системам валков, начиная с момента, к которому хвостовая часть металлической полосы достигает пункта переключения (момент переключения), посредством исполнительного механизма изгибающее усилие, раздвигающее системы валков, которое имеет такую же величину, как и усилие балансировки верхней системы валков. Усилие балансировки верхней системы валков представляет собой вес, который должен быть компенсирован для того, чтобы удерживать верхнюю систему валков в сбалансированном состоянии, то есть, чтобы предотвратить опускание верхней системы валков на нижнюю систему валков.
Из JP 07144211 А известен способ прокатки, при котором режим работы прокатного устройства переключается к моменту, к которому хвостовая часть металлической полосы проходит измерительное устройство, установленное между прокатной клетью и элементом задержки металлической полосы, расположенным относительно прокатной клети в направлении прокатки выше по движению.
Задача настоящего изобретения заключается в создании способа прокатки и связанных с ним объектов (компьютерной программы, носителя данных, устройства управления, прокатного устройства), которые позволяют оптимально противодействовать боковому выкрашиванию металлической полосы, без оказания негативного воздействия на процесс прокатки.
Задача технологически решается благодаря тому, что системе валков с момента переключения сообщают изгибающее усилие, раздвигающее систему валков, имеющее по меньшей мере такую же величину, что и минимальное усилие. Минимальное усилие при этом имеет по меньшей мере такую же величину, что и усилие балансировки верхней системы валков. Оно определяется, согласно изобретению, в зависимости от параметров металлической полосы и/или рабочих параметров прокатного устройства.
В связи с этим задача в программно-техническом отношении решается с помощью компьютерной программы, содержащей машинный код, выполнение которой с помощью устройства управления для прокатной клети способствует эксплуатации прокатной клети согласно такому способу прокатки.
Задача решается далее с помощью носителя данных, на котором в машиносчитываемой форме записана такая компьютерная программа.
В отношении оснащения задача решается с помощью устройства управления для прокатной клети, в котором заложена такая компьютерная программа, осуществляемая устройством управления.
Наконец, в отношении оснащения задача решается также с помощью прокатного устройства названного выше типа, в котором управление прокатной клетью осуществляется посредством устройства управления названного последним типа.
В большинстве процессов прокатки металлическая полоса закреплена между прокатной клетью и элементом задержки, расположенным в направлении прокатки выше по движению. Элемент задержки, со своей стороны, также может представлять собой прокатную клеть.
Пункт переключения расположен в направлении прокатки перед прокатной клетью. В зависимости от варианта осуществления настоящего изобретения пункт переключения может располагаться в направлении прокатки между прокатной клетью и элементом задержки или перед элементом задержки.
Существует возможность проконтролировать, сообщено ли уже исполнительным механизмом системам валков к моменту переключения изгибающее усилие, раздвигающее системы валков, имеющее такую же величину, как минимальное усилие. В случае утвердительного ответа это изгибающее усилие может быть сохранено. В случае отрицательного ответа изгибающее усилие повышают до величины минимального усилия. Преимущество этого метода заключается в том, что процесс прокатки может быть продолжен в неизменном виде, если изгибающее усилие уже имеет достаточно большую величину. Только в том случае, если изгибающее усилие недостаточно велико, его повышают до величины минимального усилия.
Можно устанавливать пункт переключения постоянным. Однако предпочтительно определять пункт переключения в зависимости от параметров металлической полосы и/или рабочих параметров прокатного устройства.
Исполнительное устройство содержит, по всем правилам, делительное исполнительное устройство со стороны привода и делительное исполнительное устройство со стороны обслуживания. Как правило, происходит синхронное управление делительным исполнительным устройством со стороны привода и со стороны обслуживания. Однако в отдельных случаях может оказаться предпочтительным, если в процессе прокатки металлической полосы функциональную характеристику параметров металлической полосы и/или рабочих параметров прокатного устройства регистрируют поперек направления прокатки и в зависимости от полученной функциональной характеристики устанавливают распределение изгибающего усилия на делительное исполнительное устройство со стороны привода и со стороны обслуживания. В этом случае может получиться несимметричное распределение изгибающего усилия на оба делительных исполнительных устройства.
Дополнительные преимущества и детали следуют из последующего описания примеров осуществления в соединении с чертежами. В изображении в виде блок-схемы показывают:
фиг.1 - прокатное устройство в виде сбоку,
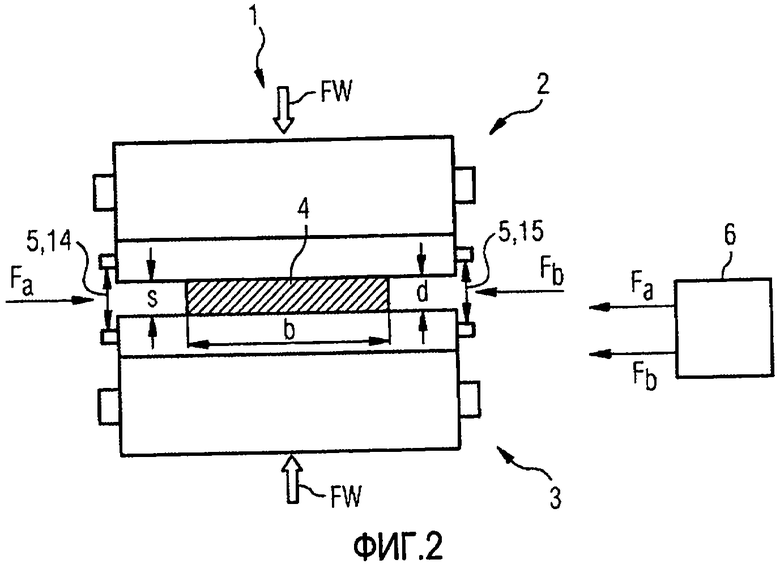
фиг.2 - разрез через прокатную клеть по линии II-II на фиг.1, и
фиг.3 - блок-схема программы.
Согласно фиг.1 и 2, прокатное устройство содержит по меньшей мере одну прокатную клеть 1. Прокатная клеть 1 содержит верхнюю систему 2 валков и нижнюю систему 3 валков. Между системами 2, 3 валков осуществляется прокатка металлической полосы 4.
Прокатная клеть 1 содержит далее исполнительное устройство 5. Исполнительное устройство 5 воздействует на рабочие валки систем 2, 3 валков. Посредством исполнительного устройства 5 на системы 2, 3 валков может передаваться изгибающее усилие F. В зависимости от знака изгибающего усилия F исполнительное устройство 5 раздвигает или сжимает системы 2, 3 валков.
Прокатное устройство содержит далее устройство управления 6.
Устройство управления 6 предназначено для управления прокатной клетью 1. В устройство управления 6 загружают компьютерную программу 7, записанную в носителе данных 8 устройства управления 6. Носитель данных 8 устройства управления 6 соответствует носителю данных в значении настоящего изобретения.
Компьютерная программа 7 включает в себя машинный код 9, выполняемый устройством управления 6. Если устройство управления 6 выполняет компьютерную программу 7, то оно приводит в действие прокатную клеть 1 согласно способу прокатки, который ниже подробно поясняется в связи с фиг.3.
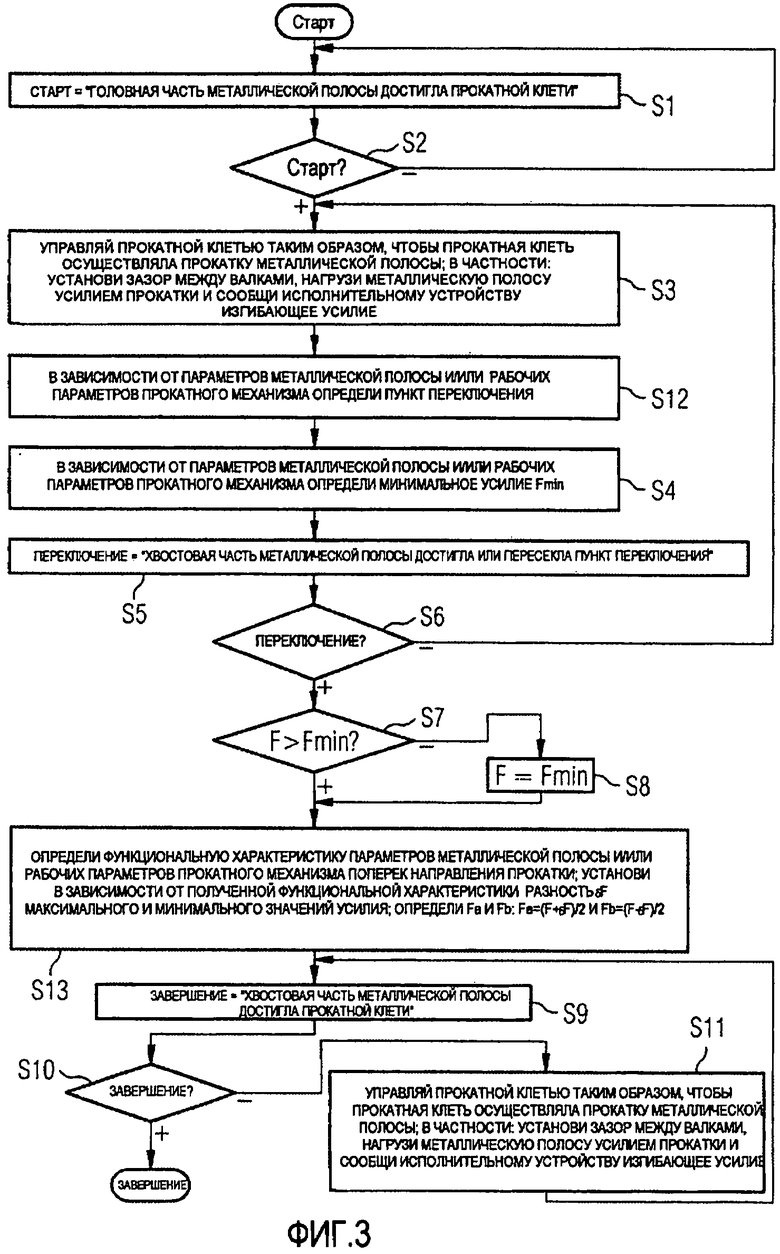
Согласно фиг.3, устройство 6 управления, прежде всего, устанавливает на первом шаге S1 значение первой логической переменной СТАРТ. Первая логическая переменная СТАРТ принимает значение «ИСТИНА» только тогда, когда головная часть 10 металлической полосы 4 достигла прокатной клети 1.
В шаге S2 устройство управления 6 проверяет значение первой логической переменной СТАРТ. В зависимости от результата проверки устройство управления 6 возвращается к шагу S1 или переходит к шагу S3.
В шаге S3 устройство управления 6 управляет прокатной клетью 1 таким образом, что прокатная клеть 1 осуществляет прокатку металлической полосы 4. Управление прокатной клети 1 посредством устройства управления 6 способствует, в частности, тому, что устанавливается зазор s между валками и на металлическую полосу 4 передается усилие прокатки FW. Кроме того, управление прокатной клетью посредством устройства управления 6 способствует передаче исполнительному устройству 5 изгибающего усилия F. Значение изгибающего усилия F устанавливается устройством управления 6 в соответствии с технологическими требованиями процесса прокатки. Значение может быть больше или меньше усилия балансировки верхней системы 2 валков. Оно может быть также отрицательным (то есть системы 2, 3 валков сжимаются).
В шаге S4 устройство управления 6 устанавливает минимальное усилие Fmin. Установка минимального усилия Fmin осуществляется в зависимости от параметров металлической полосы 4 и/или рабочих параметров прокатного устройства. Примерами параметров металлической полосы 4 являются свойства ее материала, ее размеры и ее температура. Примерами рабочих параметров прокатного устройства являются скорость v прокатки, обжатие при проходе через валки, натяжение Z (при необходимости как функция по ширине b металлической полосы) и прочее. Минимальное усилие Fmin устанавливается в шаге S4 таким образом, чтобы оно по своей величине было таким же, как усилие балансировки верхней системы 2 валков.
В шаге S5 устройство управления 6 устанавливает значение второй логической переменной ПЕРЕКЛЮЧЕНИЕ. Вторая логическая переменная ПЕРЕКЛЮЧЕНИЕ принимает значение «ИСТИНА» только тогда, когда хвостовая часть 11 металлической полосы 4 достигла или пересекла пункт переключения 12.
Как видно, в частности, из фиг.1, металлическая полоса 4 обычно закреплена между прокатной клетью 1 и элементом 13 задержки, расположенным в направлении х прокатки выше по движению. Элементом 13 задержки может служить, в частности, даже прокатная клеть. Пункт переключения 12, см. опять же фиг.1, может располагаться в направлении х прокатки между прокатной клетью 1 и элементом 13 задержки. Однако, альтернативно, можно также разместить пункт переключения 12 в направлении х прокатки перед элементом 13 задержки. В качестве примера для обоих этих случаев на фиг.1 пункт переключения 12 обозначен штриховой линией.
В шаге S6 устройство управления 6 проверяет значение второй логической переменной ПЕРЕКЛЮЧЕНИЕ. В зависимости от результата проверки устройство управления 6 возвращается к шагу S3 или переходит к шагу S7.
В шаге S7 устройство управления 6 проверяет, больше ли по величине изгибающее усилие F, установленное в шаге S3, минимального усилия Fmin. Если нет, то устройство управления 6 в шаге S8 повышает изгибающее усилие F до минимального усилия Fmin. В противном случае не нужно принимать никаких мер. В этом случае может быть сохранено изгибающее усилие F.
В шаге S9 устройство управления 6 устанавливает значение третьей логической переменной ЗАВЕРШЕНИЕ. Третья логическая переменная принимает значение «ИСТИНА» только в том случае, если хвостовая часть 11 металлической ленты 4 достигает прокатной клети 1.
В шаге S10 устройство управления 6 проверяет значение третьей логической переменной ЗАВЕРШЕНИЕ. В зависимости от результата проверки устройство управления 6 переходит к шагу S11 или завершает дальнейшую последовательность процесса.
Шаг S11 по содержанию, по существу, соответствует шагу S3. Однако в отличие от шага S3 в шаге S11 изгибающее усилие F больше не устанавливают, а только сохраняют. От шага S11 устройство управления 6 возвращается к шагу S9.
Согласно примеру осуществления по фиг.3, изгибающее усилие F повышают до минимального усилия Fmin лишь в том случае, если изгибающее усилие F меньше минимального усилия Fmin. В противном случае изгибающее усилие F сохраняется. Альтернативно, можно было бы всегда устанавливать изгибающее усилие F на минимальное усилие Fmin, то есть опустить шаг S7 и всегда выполнять шаг S8. Однако метод по фиг.3 предпочтителен.
В связи с фиг.3 ниже поясняются два варианта метода по фиг.3. Оба варианта представлены на фиг.3 скомбинированными друг с другом. Однако они независимы друг от друга. Таким образом, они могут быть реализованы по отдельности.
Согласно фиг.3, между шагами S3 и S4 введен шаг S12. В шаге S12 устройство управления 6 устанавливает пункт переключения 12. Определение пункта переключения 12 происходит в ходе осуществления шага S12 в зависимости от параметров металлической полосы 4 и/или рабочих параметров прокатного устройства. Параметры металлической полосы 4 и рабочие параметры прокатного устройства могут быть такими же, какие названы выше в связи с определением минимального усилия Fmin. Шаг S12 реализует первый вариант метода по фиг.3.
Согласно фиг.3, шаг S12 предваряет шаг S4. Однако, альтернативно, он мог бы быть введен после шага S4.
Далее, согласно фиг.3, шаг S13 предваряет шаг S9. В шаге S13 устройство управления 6 определяет функциональную характеристику параметров металлической полосы 4 и/или рабочих параметров прокатного устройства поперек направления х прокатки.
В зависимости от полученной функциональной характеристики, в частности в зависимости от усилия натяжения Z и усилия прокатки FW, устройство управления 6 в ходе осуществления шага S14 устанавливает разность δF максимального и минимального значений усилия. Делительный исполнительный механизм 14 на стороне привода и делительный исполнительный механизм 15 на стороне обслуживания исполнительного механизма 5 нагружаются изгибающим усилием Fa на стороне привода и изгибающим усилием Fb на стороне обслуживания, при этом действительны зависимости
Fa+Fb=F и
Fa-Fb=δF.
Тем самым, в результате, в ходе осуществления шага S13 устанавливают распределение изгибающего усилия F на делительный исполнительный механизм 14 на стороне привода и делительный исполнительный механизм 15 на стороне обслуживания.
С помощью настоящего изобретения можно, в частности, добиться того, что может быть предотвращено повышенное ограничение металлической полосы на краях металлической полосы, и таким образом может быть предотвращен различный технологический процесс на обоих краях катаной металлической полосы. Другое преимущество заключается в том, что процесс прокатки как таковой свободен от каких-либо воздействий. В частности, остается свободной от каких-либо воздействий толщина d выходящей из прокатной клети 1 металлической полосы 4. Следствием этого является, в частности, более высокая производительность. Кроме того, могут быть уменьшены механические поверхностные повреждения рабочих валков и поверхности металлической полосы. Может быть также уменьшен износ рабочих валков. Благодаря этому также повышается производительность прокатного устройства.
Приведенное выше описание служит исключительно для пояснения настоящего изобретения. Зато объем защиты настоящего изобретения должен определяться исключительно приложенной формулой изобретения.
Способ и устройство предназначены для повышения качества металлической полосы (4), имеющей головную часть (10) и хвостовую часть (11). Металлическую полосу (4), начиная с головной части (10), прокатывают в прокатной клети (1) прокатного механизма между верхней и нижней системами (2, 3) валков прокатной клети (1). Контролируют, достигла ли хвостовая часть (11) пункта переключения (12), расположенного в направлении прокатки (х) перед прокатной клетью (1). Исключение бокового выкрашивания полосы на участке ее хвостовой части без оказания негативного воздействия на процесс прокатки обеспечивается за счет того, что, начиная с момента, к которому хвостовая часть (11) достигает пункта переключения (12), системам (2, 3) валков посредством исполнительного механизма (5) сообщают изгибающее усилие (F), раздвигающее системы (2, 3) валков, величина которого по меньшей мере равна величине минимального усилия. Величина минимального усилия по меньшей мере равна величине усилия балансировки верхней системы (2) валков. Его устанавливают в зависимости от определенных параметров металлической полосы (4) и определенных рабочих параметров прокатного стана. 2 н. и 18 з.п. ф-лы, 3 ил.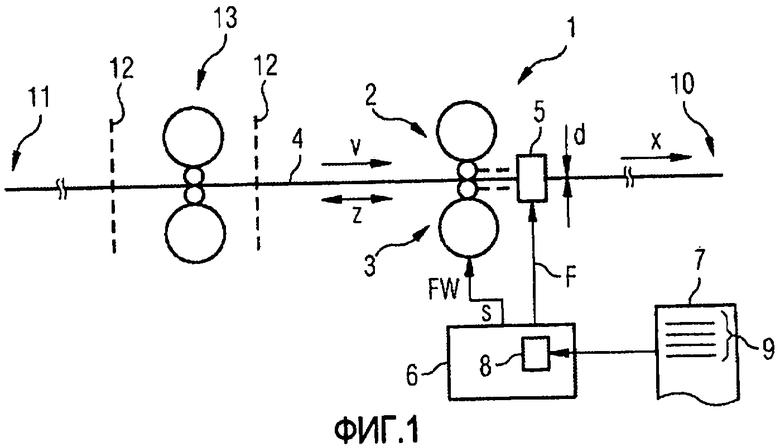
1. Способ прокатки металлической полосы (4), имеющей головную часть (10) и хвостовую часть (11), включающий прокатку металлической полосы (4), начиная с головной части (10), в прокатной клети (1) прокатного устройства между верхней и нижней системами (2, 3) валков прокатной клети (1) с контролем достижения хвостовой частью (11) металлической полосы (4) пункта переключения (12), расположенного в направлении прокатки (х) перед прокатной клетью (1), при этом системам (2, 3) валков, начиная с момента переключения, к которому хвостовая часть (11) металлической полосы (4) достигает пункта переключения (12), посредством исполнительного устройства (5) сообщают изгибающее усилие (F), раздвигающее системы (2, 3) валков, величина которого по меньшей мере равна величине минимального усилия (Fmin), при этом величина минимального усилия (Fmin) по меньшей мере равна величине усилия балансировки верхней системы (2) валков, отличающийся тем, что величину минимального усилия (Fmin) устанавливают в зависимости от характеристики материала, размеров и температуры металлической полосы (4) и от рабочих параметров - скорости прокатки, обжатия и натяжения полосы в прокатном устройстве.
2. Способ прокатки по п.1, отличающийся тем, что металлическая полоса (4) расположена с натяжением между прокатной клетью (1) и элементом задержки (13), расположенным в направлении (х) прокатки выше по движению, причем пункт переключения (12) расположен в направлении (х) прокатки между прокатной клетью (1) и элементом задержки (13).
3. Способ прокатки по п.1, отличающийся тем, что металлическая полоса (4) расположена с натяжением между прокатной клетью (1) и элементом задержки (13), расположенным в направлении (х) прокатки выше по движению, при этом пункт переключения (12) расположен в направлении (х) прокатки перед элементом задержки (13).
4. Способ прокатки по любому из пп.1-3, отличающийся тем, что проверяют условие сообщения исполнительным механизмом (5) системам (2, 3) валков к моменту переключения изгибающего усилия (F), раздвигающего системы (2, 3) валков, величина которого по меньшей мере равна величине минимального усилия (Fmin), при соблюдении указанного условия это изгибающее усилие (F) сохраняют, а при несоблюдении указанного условия изгибающее усилие (F) повышают до величины минимального усилия (Fmin).
5. Способ прокатки по любому из пп.1-3, отличающийся тем, что пункт переключения (12) устанавливают в зависимости от параметров металлической полосы (4) и/или рабочих параметров прокатного устройства.
6. Способ прокатки по п.4, отличающийся тем, что пункт переключения (12) устанавливают в зависимости от параметров металлической полосы (4) и/или рабочих параметров прокатного устройства.
7. Способ прокатки по любому из пп.1-3, отличающийся тем, что исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) функциональную характеристику параметров металлической полосы (4) и/или рабочих параметров прокатного устройства регистрируют поперек направления (х) прокатки и в зависимости от полученной функциональной характеристики устанавливают распределение изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
8. Способ прокатки по п.4, отличающийся тем, что исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) функциональную характеристику параметров металлической полосы (4) и/или рабочих параметров прокатного устройства регистрируют поперек направления (х) прокатки и в зависимости от полученной функциональной характеристики устанавливают распределение изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
9. Способ прокатки по п.5, отличающийся тем, что исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) функциональную характеристику параметров металлической полосы (4) и/или рабочих параметров прокатного устройства регистрируют поперек направления (х) прокатки и в зависимости от полученной функциональной характеристики устанавливают распределение изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
10. Способ прокатки по п.6, отличающийся тем, что исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) функциональную характеристику параметров металлической полосы (4) и/или рабочих параметров прокатного устройства регистрируют поперек направления (х) прокатки и в зависимости от полученной функциональной характеристики устанавливают распределение изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
11. Устройство для управления прокаткой металлической полосы в прокатной клети (1) прокатного устройства, снабженной верхней и нижней системами (2, 3) валков прокатной клети (1), исполнительным механизмом (5) и предназначенной для прокатки металлической полосы (4), имеющей головную часть (10) и хвостовую часть (11), между верхней и нижней системами (2, 3) валков прокатной клети (1), характеризующееся тем, что оно имеет пункт переключения (12), расположенный в направлении прокатки (х) перед прокатной клетью (1), и выполнено с возможностью обеспечения контроля достижения хвостовой части (11) металлической полосы (4) пункта переключения (12), установки в зависимости от параметров металлической полосы (4), характеризующих ее материал, размеры и температуру, и от рабочих параметров прокатного устройства, характеризующих скорость прокатки, обжатие и натяжение полосы, минимального усилия (Fmin), величина которого по меньшей мере равна величине усилия балансировки верхней системы (2) валков, сообщения посредством исполнительного устройства (5) системам (2, 3) валков изгибающего усилия (F), раздвигающего системы (2, 3) валков, величина которого по меньшей мере равна величине минимального усилия (Fmin), причем упомянутое изгибающее усилие (F) сообщается системам (2, 3) валков, начиная с момента достижения хвостовой частью (11) металлической полосы (4) пункта переключения (12).
12. Устройство по п.11, в котором металлическая полоса (4) расположена с натяжением между прокатной клетью (1) и элементом задержки (13), расположенным в направлении (х) прокатки выше по движению, причем пункт переключения (12) расположен в направлении (х) прокатки между прокатной клетью (1) и элементом задержки (13).
13. Устройство по п.11, в котором металлическая полоса (4) расположена с натяжением между прокатной клетью (1) и элементом задержки (13), расположенным в направлении (х) прокатки выше по движению, при этом пункт переключения (12) расположен в направлении (х) прокатки перед элементом задержки (13).
14. Устройство по любому из пп.11-13, которое выполнено с возможностью проверки условия сообщения исполнительным механизмом (5) системам (2, 3) валков к моменту переключения изгибающего усилия (F), раздвигающего системы (2, 3) валков, величина которого по меньшей мере равна величине минимального усилия (Fmin), при соблюдении указанного условия - сохранения этого изгибающего усилия (F), а при несоблюдении указанного условия - повышения изгибающего усилия (F) до величины минимального усилия (Fmin).
15. Устройство по любому из пп.11-13, в котором пункт переключения (12) установлен в зависимости от параметров металлической полосы (4) и/или рабочих параметров прокатного устройства.
16. Устройство по п.14, в котором пункт переключения (12) установлен в зависимости от параметров металлической полосы (4) и/или рабочих параметров прокатного устройства.
17. Устройство по любому из пп.11-13, в котором исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) предусмотрена регистрация функциональной характеристики параметров металлической полосы (4) и/или рабочих параметров прокатной клети поперек направления (х) прокатки и установка, в зависимости от полученной функциональной характеристики, распределения изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
18. Устройство по п.14, в котором исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) предусмотрена регистрация функциональной характеристики параметров металлической полосы (4) и/или рабочих параметров прокатной клети поперек направления (х) прокатки и установка, в зависимости от полученной функциональной характеристики, распределения изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
19. Устройство по п.15, в котором исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) предусмотрена регистрация функциональной характеристики параметров металлической полосы (4) и/или рабочих параметров прокатной клети поперек направления (х) прокатки и установка, в зависимости от полученной функциональной характеристики, распределения изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
20. Устройство по п.16, в котором исполнительный механизм (5) содержит делительное исполнительное устройство (14) со стороны привода и делительное исполнительное устройство (15) со стороны обслуживания, при этом в процессе прокатки металлической полосы (4) предусмотрена регистрация функциональной характеристики параметров металлической полосы (4) и/или рабочих параметров прокатной клети поперек направления (х) прокатки и установка, в зависимости от полученной функциональной характеристики, распределения изгибающего усилия (F) на делительные исполнительные устройства (14, 15) со стороны привода и со стороны обслуживания.
| JP 11267728 А, 05.10.1999 | |||
| Способ противоизгиба валков | 1978 |
|
SU698691A1 |
| Способ противоизгиба валков | 1980 |
|
SU910261A1 |
| Способ стабилизации формы полосы на стане кварто | 1985 |
|
SU1258543A2 |
| 0 |
|
SU188451A1 | |

