Изобретение относится к производству пружин и может быть использовано, в основном, в мебельной промышленности при изготовлении пружинных матрасов для мягкой мебели.
Цель изобретения - повышение надежности.
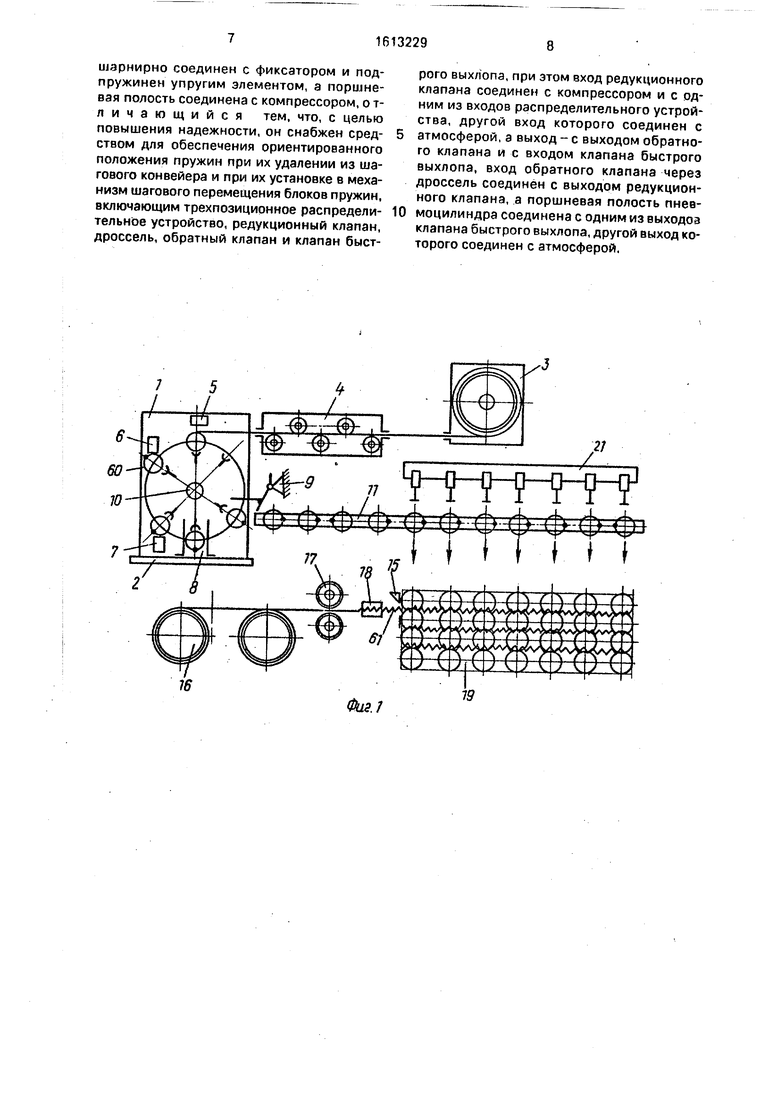
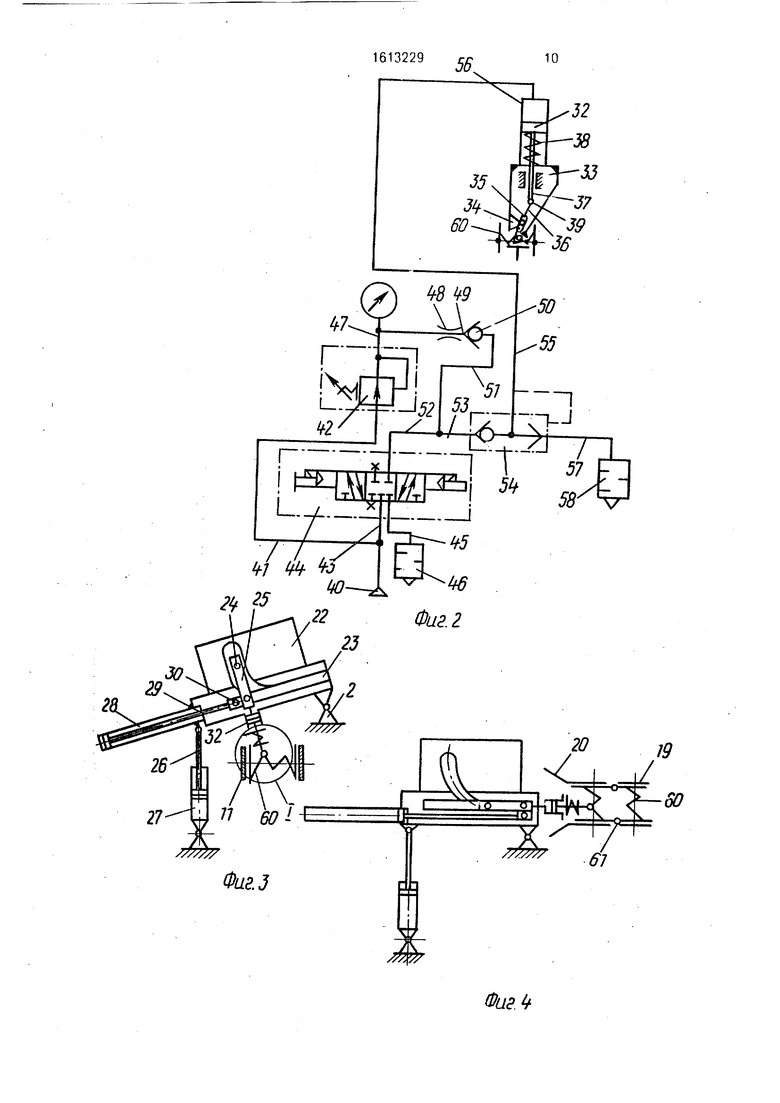
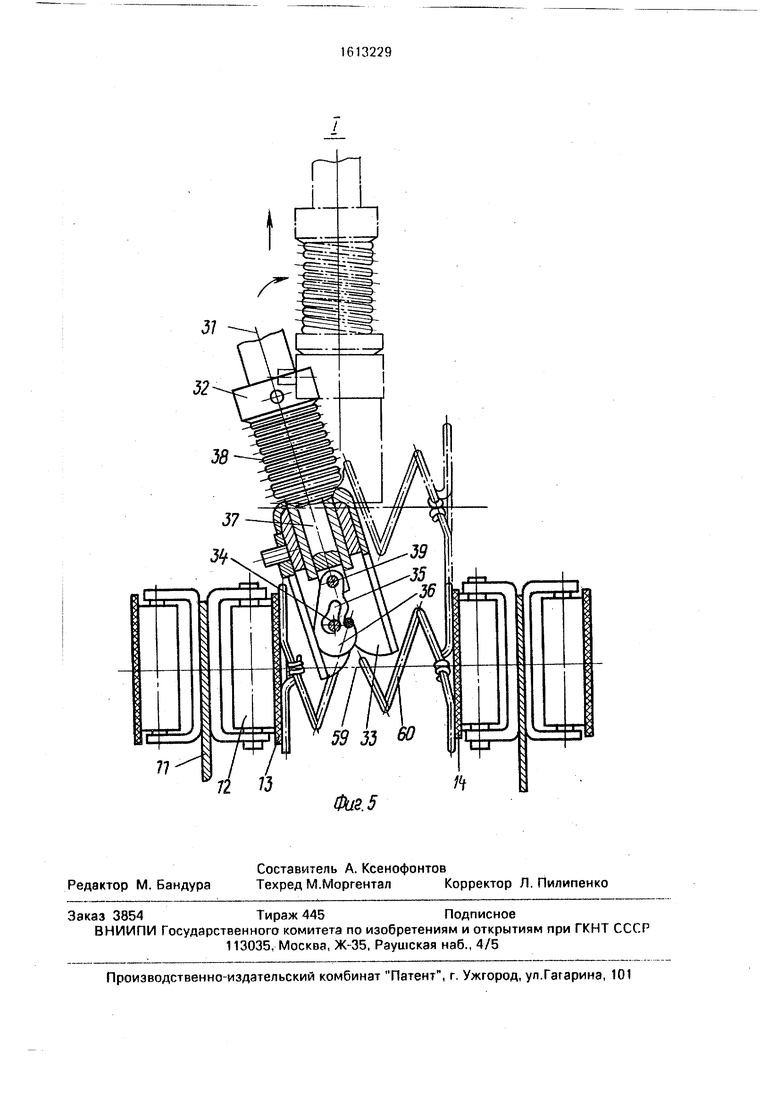
На фиг. 1 схематично изображен комплекс для изготовления блоков пружин; на фиг. 2 - устройство для перемещения пружин от шагового конвейера к механизму шагового перемещения блоков пружин; на фиг. 3 - положение траверсы в момент выемки пружины из шагового конвейера; на фиг. 4 - то же, в момент установки пружины в механизм шагового перемещения блоков пружин; на фиг. 5 - узел I на фиг. 3.
Комплекс для изготовления блоков пружин содержит пружинонавивочный станок 1, на основании 2 которого по ходу технологического процесса последовательно установлены разматывающее устройство 3, правильное устройство 4, механизм 5
навивки двухконусных пружин, механизмы 6 и 7 для завязки узлов на верхнем и нижнем концах пружин, устройство 8 для термообработки, толкатель 9 и шестипозиционный поворотный манипулятор 10 для захвата пружин и перемещения их между механизмами 5, 6, 7 и устройствами 8, 9.
Перед толкателем 9 установлен шаговый конвейер 11, состоящий из двух огибающих ролики 12 замкнутых лент 13 и 14, получающих движение от приводного барабана (не показан).
Возле шагового конвейера 11 установлен станок 15 для сборки блоков пружин, содержащий разматывающее устройство 16, подающие ролики 17, механизм 18 формирования соединительной спирали и механизм 19 шагового перемещения блоков пружин.
Между конвейером 11 и ловителем 20 механизма 19 шагового перемещения блоков пружин размещено устройство 21 для перемещения пружин от шагового конвейера 11 к механизму 19. Устройство 21 содерсл
с
жит траверсу 22, шарнирно закрепленную на основании 2 или на своем собственном основании. В траверсе 22 выполнен фасонный паз 23, а котором установлены ролики 24, смонтированные на каретке 25. Травер- са 22 шарнирно соединена со штоком 26 силового цилиндра 27, шарнирно установленного на основании 2, На траверсе 22 закреплен силовой цилиндр 28, шток 29 которого с помощью оси 30 соединен с карет- кой 25. На каретке 25 параллельно оси 31 установлен ряд или по крайней мере один i пневмоцилиндр 32 и ложемент 33, на кото- : ром закреплена ось 34, введенная в паз 35 ; фиксатора 36. Шток 37 пнзвмоцилиндра 32 I подпружинен от ложемента 33 упругим эле- ментом 38 и с помощью оси 39 соединен с ; фиксатором 36.
: Компрессор 40 соединен с входом 41 : редукционного клапана 42 и с входом 43 распределительного устройства 44, вход 45 которого через глушитель 46 соединен с атмосферой. Выход 47 редукционного клапана 42 через дроссель 48 соединен с входом
49обратного клапана 50. Выход 51 клапана
50соединен с выходом 52 распределительного устройства 44 и с входом 53 клапана 54 быстрого выхлопа, выход 55 которого соединен с поршневой полостью 56 каждого пневмоцилиндра 32, а выход 57 через глу- шитель 58 с атмосферой.
Позицией 59 на чертежах обозначена осьдвухконусной пружины 60, позицией 61 - соединительная спираль.
Комплекс для изготовления блоков пру- жин работает следующим образом. I Автоматический режим работы комп- Iлекса обеспечивается комзндоаппаратом, I при включении которого разматывающее устройство 3 подает проволоку к правильно- му устройству 4, откуда она подается в механизм 5, формирующий из проволоки двухконусную пружину 60. Манипулятор 10 захватывает пружину 60 и после отрезки от проволоки последовательно подает ее к ме- ханизмам 6 и 7, где на верхнем и нижнем концах пружины 60 завязываются узлы, После перемещения пружины 60 к механизму
6механизм 5 производит навивку очередной пружины, что обеспечивает непрерыв- ный цикл работы комплекса Из механизма
7пружина 60 перемещается манипулятором 10 в устройство 8 для термообработки и оттуда - к толкателю 9 на позицию выгрузки готовых пружин. Толкатель 9 подает пру-
жииу 60 8 пространство между лентами 13 и 14 конвейера 11, который перемещает ее на шаг к yctpoйcтвy 21.
В исходный момент траверса 22 устройства 21 занимает горизонтальное положение (как показано на фиг. 4), шток 29 цилиндра 28 втянут, и каретка 25 находится в верхней части паза 23 (как показано на фиг. 3), При 3ToiOi ось 31, вдоль которой установлены пневмоцилиндры 32 и ложементы 33, расположена вертикально и находится под прямым углом к оси 59 пружины 60, занимающей в конвейере 11 горизонтальное положение.
При включении компрессора 40 сжатый воздух поступает на вход 41 редукционного клапана 42, который понижает его давление. С выхода 47 клапана 12 воздух через дросель 48 и открытый обратный клапан 50 поступает на вход 53 клапана 54 быстрого выхлопа,
В исходный момент работы устройства 21 шток 37 каждого пневмоцилиндра 32 под действием упругого элемента 38 втянут в корпус, а фиксатор 36 развернут вокруг оси 34 и запирает ложемент 33, Выход 57 клапана 54 закрыт, его вход 53 открыт, и через открытый выход 55 воздух поступает в поршневую полость 56, ослабляя усилие втягивания штока 37.
После установки в шаговый конвейер 11 ряда пружин 60, соответствующего числу пневмоцилиндров 32, распределительное устройство 44 соединяет компрессор 40 с входом 53 клапзна 54 быстрого выхлопа, Обратный клапан 50 закрывается, и сжатый воздух под высоким давлением поступает от компрессора 40 через вход 53 и выход 55 клапана 54 в поршневые полости56 пневмо- цилиндров 32. Их штоки 37 выдвигаются, сжимают упругие элементы 38 и разворачивают вокруг осей 34 фиксаторы 36, которые раскрывают ложемент 33.
После этого цилиндр 27 штоком 26 разворачивает траверсу 22 вниз, в результате чего ложементы 33 подходят к пружинам 60 и занимают по отношению к их осям 59 наклонное полол ение (см. фиг. 3, 5), В момент, когда витки пружин 60 заходят в ложементы 33,распределительное устройство44 соединяет вход 53 клапана 54 быстрого выхлопа со своим входом 45, связанным через глушитель 46 с атмосферой. При этом вход 53 клапана 54 закрывается, а выход 57 открывается, и воздух из поршневых полостей 56 пневмоцилиндров 32 через глушитель 58 поступает в атмосферу.
Обратный клапан 50 открывается, и с выхода 47 редукционного клапана 42 сжатый воздух также поступает в атмосферу через глушитель 46, причем дроссель 48 обеспечивает снижение расхода воздуха.
Под действием упругих элементов 38 штоки 37 пневмоцилиндров 32 втягиваются и разворачивают вокруг осей 34 фиксаторы
36, которые воздействуют на витки пружин 60 с максимальным усилием. Благодаря этому обеспечивается их плотная посадка и правильное положение в ложементах 33.
После этого распределительное устройство 44 снова переключается в исходное положение, при котором сжатый воздух поступает в поршневые полости 56 с выхода 47 редукционного клапана 42 и ослабляет усилие фиксации витков пружин 60 в ложементах 33.
Силовой цилиндр 27 разворачивает траверсу 22 вверх и устанавливает ее в горизонтальное положение. В процессе перемещения траверсы 22 расположенные параллельно оси 31 штоки 37 пневмоцилин- дров 32 сообщают установленным в ложементах 33 пружинам 60 тянущее усилие, обеспечивающее их перемещение между направляющими лентами 13, 14 конвейера 11 по вертикали, и одновременно позволяют ложементам 33 благодаря ослабленному усилию зажима пружин 60 проворачиваться относительно их витков.
В момент выхода пружин 60 из шагового конвейера 11 штоки 37 устанавливаются перпендикулярно к их осям 59. При этом распределительное устройство 44 снова переключается в положение, при котором вход 53 клапана 54 быстрого выхлопа соединен с входом 45. Происходит фиксация пружин 60 в ложементах 33 с максимальным усилием, исключающим возможность их дальнейшего проворота относительно друг
друга.
Силовой цилиндр 28 перемещает каретку 25 по фасонному пазу 23 траверсы 22. При этом штоки 37 пневмоцилиндров 32 смещаются относительно шагового конвейера 11 и затем разворачиваются в горизонтальное положение, а оси 59 пружин 60 устанавливаются вертикально. При дальнейшем перемещении каретки 25 пружины 60 заходят в ловитель 20 механизма 19, сохраняя свое вертикальное положение (как показано на фиг. 4),
Распределительное устройство 44 соединяет компрессор 40 с входом 53 клапана 54 быстрого выхлопа, в результате чего он открывается, а выход 57 закрывается. Штоки 37 пневмоцилиндров 32 выдвигаются, и фиксаторы 36 освобождают пружины 60 от зажима.
Силовой цилиндр 28 возвращает каретку 25 в исходное положение, причем ложементы 33 остаются раскрытыми.
Механизм 19 шагового перемещения блоков пружин перемещает установленный в нем ряд пружин 60 из ловителя 20 на один шаг в направлении, перпендикулярном оси
соединительной спирали 61. После формирования и установки в конвейер 11 очередного ряда пружин 60 устройство 21 перемещает их в ловитель 20 механизма 19
по описанному циклу.
Разматывающее устройство 16 через ролики 17 подает в механизм 18 концы проволок, из которых формируются верхняя и нижняя соединительные спирали 61. Совершающие винтовое движение спирали 61 пропускаются механизмом 18 через соприкасающиеся витки на верхних и нижних концах пружин 60, установленных в механизме 19 двумя рядами, и соединяют их в блок
После отрезки соединительных спиралей 16 блок пружин 60 смещается механизмом 19 на один шаг и затем удаляется из станка 15 или аналогичным образом соединяется со следующим рядом пружин.
После этого работа комплекса для изготовления блоков пружин продолжается по описанному циклу.
Использование изобретения обеспечивает правильное положение пружин при их
выемке из шагового конвейера и при установке в механизм шагового перемещения блоков пружин, благодаря чему исключаются сбои в работе и повышается надежность комплекса для изготовления блоков
пружин.
Формула изобретения Комплекс для изготовления блоков пружин, содержащий пружинонавивочный ста- нок с последовательно установленными на основании по ходу технологического процесса разматывающим устройством, правильным устройством, механизмами навивки двухконусных пружин и завязки уз- лов на концах пружин, устройством для термообработки и толкателем, а также манипулятором для захвата пружин и перемещения их между указанными механизмами и устройствами, станок для сборки блоков пружин со своим разматывающим устройством, механизмом формирования соединительной спирали и механизмом шагового перемещения блоков пружин, шаговый конвейер, установленный перед толкателем, и устройство для перемещения пружин от шагового конвейера к механизму шагового перемещения блоков пружин, включающее шарнирно установленную на основании поворотную траверсу с выпол- ненным а ней фасонным пазом, приводную, каретку, установленную на траверсе с возможностью перемещения по ее пазу, ложемент, неподвижно закрепленный на каретке, фиксатор, смонтированный на ложементе, и пневмоцилиндр, шток которого
шарнирно соединен с Фиксатором и подпружинен упругим элементом, а поршневая полость соединена с компрессором, отличающийся тем, что, с целью повышения надежности, он снабжен средством для обеспечения ориентированного положения пружин при их удалении из шагового конвейера и при их установке в механизм шагового перемещения блоков пружин, включающим трехпозиционное распределительное устройство, редукционный клапан, дроссель, обратный клапан и клапан быстрого выхлопа, при этом вход редукционного клапана соединен с компрессором и с одним из входов распределительного устройства, другой вход которого соединен с
атмосферой, а выход - с выходом обратного клапана и с входом клапана быстрого выхлопа, вход обратного клапана через дроссель соединён с выходом редукционного клапана, а поршневая полость пневмоцилиндра соединена с одним из выходов клапана быстрого выхлопа, другой выход которого соединен с атмосферой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| Амортизирующее устройство | 1983 |
|
SU1106589A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Шаговый конвейер | 1986 |
|
SU1447726A1 |
| Манипулятор для кладки стен из штучных элементов | 1989 |
|
SU1712561A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство для перемещения листового материала | 1988 |
|
SU1581439A1 |
Изобретение относится к производству блоков пружин, применяемых в мебельной промышленности, и позволяет повысить надежность комплекса оборудования для изготовления блоков пружин. Из разматывающего устройства проволока подается к пружинонавивочному станку, формирующему двухконусную пружину. Толкатель подает готовую пружину в шаговый конвейер, откуда она переносится устройством в станок для сборки блоков пружин. Соединение пружин в блоки производится спиралями, подаваемыми из механизма для их изготовления. 5 ил.
Фаг.1
2 5
.22
.23
Фиг. 2
0J9
д--а
ч
517
ffj
Фиг.
77
Фи5.5
| Пневматическая система управления | 1987 |
|
SU1552150A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
