Изобретение относится к области машиностроения, в частности к технологии изготовления резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено при изготовлении армированных амортизаторов и эластичных опорных шарниров (ЭОШ).
Известны пресс-формы для изготовления армированных резинотехнических изделий (см., например, патенты РФ №№2113998 и 2302944).
Эти пресс-формы содержат заполняемую эластомером цилиндрическую загрузочную камеру с перемещающимся в ней пуансоном, формующий блок и литниковую систему.
Для прессования применяют гидравлические прессы, обеспечивающие постоянное давление на прессуемую деталь в течение всего времени прессования, при этом к устанавливаемой на нижнюю неподвижную плиту пресса и закрепляемой на ней пресс-форме с загруженным в нее эластомером при перемещении плунжера пресса прижимается верхняя подвижная плита с закрепленным на ней пуансоном пресс-формы, и эластомер пуансоном выдавливается из загрузочной камеры через литниковую систему в формующий блок, где эластомер подвергается прессованию.
Известен способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, включающий установку пресс-формы на нижнюю плиту пресса, скрепление пуансона пресс-формы с верхней плитой пресса, помещение эластомера в загрузочную камеру пресс-формы и опускание в нее пуансона (см. И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.165-168) - наиболее близкий аналог.
Применение известного способа при изготовлении ЭОШ крупногабаритного соплового блока ракетного двигателя на твердом топливе (РДТТ) показало, что в подготовленной к работе пресс-форме с цилиндрической загрузочной камерой значительных размеров при движении пуансона под действием давления пресса возможен выход эластомера из загрузочной камеры наружу, по зазору между пуансоном и внутренней стенкой загрузочной камеры.
Это приводит к необходимости вторичной загрузки камеры пресс-формы эластомером для обеспечения его количества, требуемого для формования изделия, что приводит к увеличению стоимости и трудоемкости способа.
Дополнительное центрирование пуансона относительно загрузочной камеры перед скреплением его с верхней плитой пресса, которое может производиться при подготовке к работе пресс-формы известным способом для обеспечения равномерного по периметру зазора между пуансоном и внутренней поверхностью загрузочной камеры, так же не исключает полностью возможность выхода эластомера из загрузочной камеры наружу по зазору между пуансоном и внутренней стенкой загрузочной камеры, так как при больших габаритах загрузочной камеры и, соответственно, пуансона, величина гарантированного равномерного зазора может быть значительной.
Таким образом, подготовка к работе пресс-формы известным способом не исключает возможность выхода эластомера в процессе прессования из загрузочной камеры наружу по зазору между пуансоном и внутренней стенкой загрузочной камеры, что снижает надежность работы пресс-формы.
Технической задачей данного изобретения является разработка технологического процесса подготовки к работе пресс-формы, обеспечивающего повышение надежности работы пресс-формы за счет исключения возможности выхода эластомера в процессе прессования из загрузочной камеры наружу по зазору между пуансоном и внутренней стенкой загрузочной камеры.
Технический результат достигается тем, что в способе подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, включающем установку пресс-формы на нижнюю плиту пресса, скрепление пуансона пресс-формы с верхней плитой пресса, помещение эластомера в загрузочную камеру пресс-формы и опускание в нее пуансона, изготавливают разжимное кольцо, наружный диаметр которого соответствует внутреннему диаметру загрузочной камеры, устанавливают разжимное кольцо на дно загрузочной камеры, опускают в загрузочную камеру пуансон до контакта с разжимным кольцом, центрируют пуансон относительно загрузочной камеры и скрепляют его с верхней плитой пресса, затем поднимают пуансон и извлекают разжимное кольцо, помещают эластомер в загрузочную камеру, опускают пуансон и выравнивают им поверхность эластомера, после чего поднимают пуансон, устанавливают разжимное кольцо на выровненную поверхность эластомера и снова опускают пуансон в загрузочную камеру.
Проведение центрирования пуансона относительно загрузочной камеры в начале процесса подготовки к работе пресс-формы, до загрузки эластомера и при установленном на дно загрузочной камеры разжимном кольце позволяет наиболее просто с требуемой точностью обеспечить центрирование при наиболее полной имитации условий работы пресс-формы и проводить дальнейшие операции по подготовке с отцентрированным пуансоном, скрепленным с верхней плитой пресса.
Центрирование пуансона относительно цилиндрической загрузочной камеры пресс-формы, которое может проводиться, например, при помощи специально разработанного съемного центрирующего кольца, позволяет обеспечить равномерный зазор между пуансоном и внутренней поверхностью загрузочной камеры, что важно для надежной работы пресс-формы.
Выравнивание поверхности эластомера в загрузочной камере перед установкой разжимного кольца позволяет наиболее просто и без перекоса установить разжимное кольцо на выровненную поверхность эластомера, что требуется для надежной работы пресс-формы.
Установка разжимного кольца на выровненную поверхность эластомера без перекоса позволяет исключить вероятность заклинивания разжимного кольца в загрузочной камере при его движении вместе с пуансоном и полностью исключить возможность выдавливания эластомера при работе пресс-формы в гарантированный зазор между пуансоном и загрузочной камерой.
Разработанная совокупность технологических операций, проводимых в строго определенной последовательности, позволяет наилучшим образом подготовить пресс-форму к работе при обеспечении требуемой технологичности.
Сущность способа поясняется рисунками.
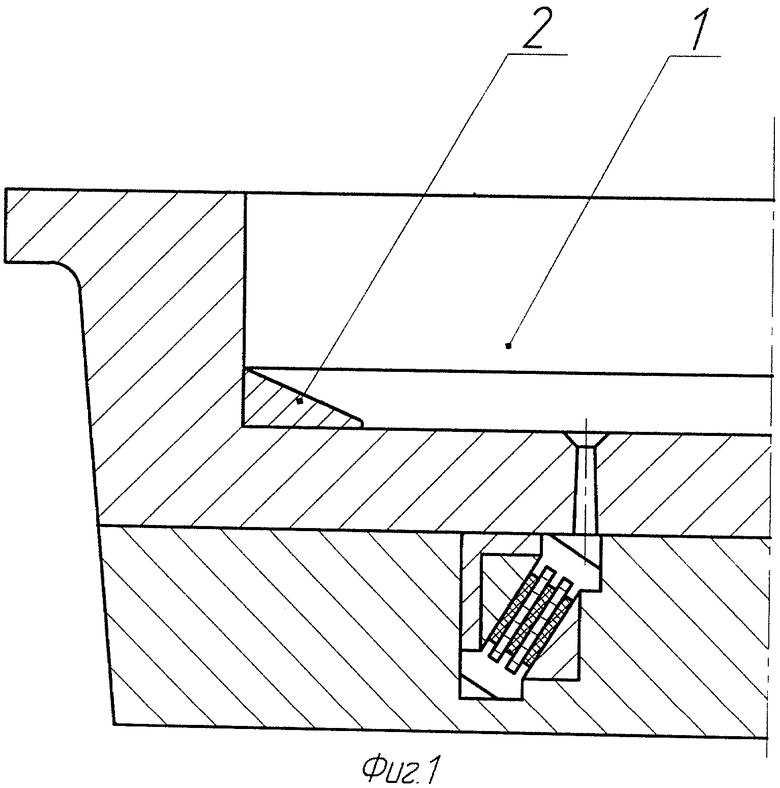
На фиг.1 приведена схема пресс-формы с установленным на дно загрузочной камеры разжимным кольцом.
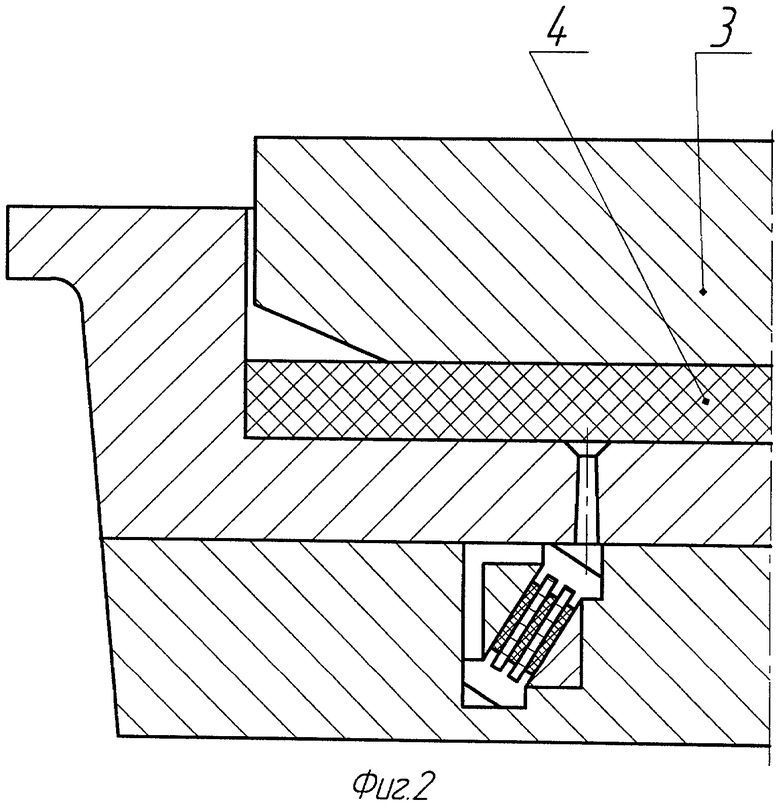
На фиг.2 приведена схема пресс-формы с эластомером в загрузочной камере и установленным для выравнивания поверхности эластомера пуансоном.
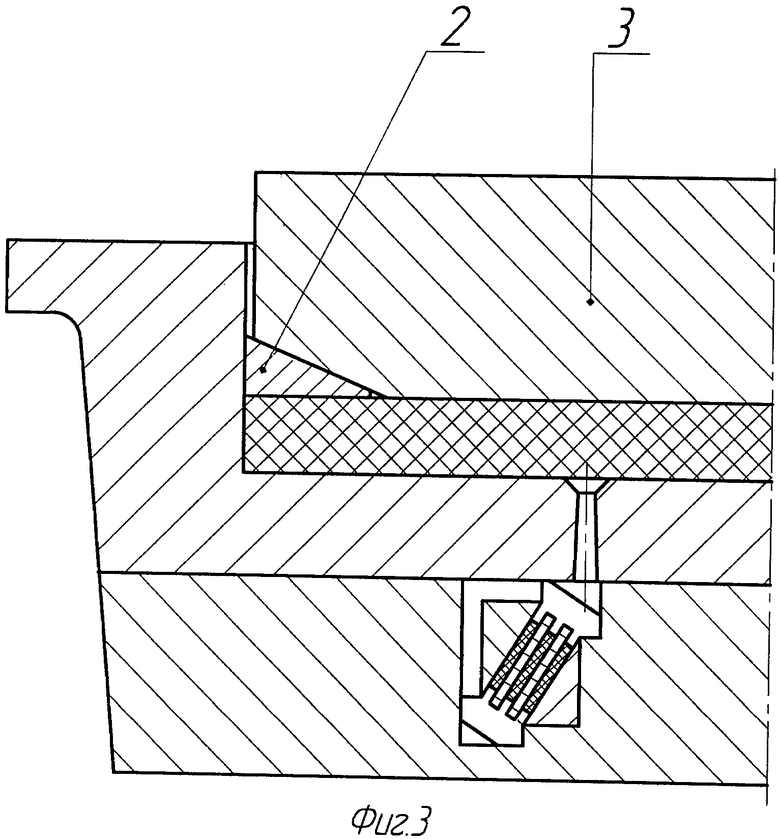
На фиг.3 приведена схема пресс-формы с установленным на выровненную поверхность эластомера разжимным кольцом.
Подготовка пресс-формы к работе предлагаемым способом осуществляется в три этапа следующим образом.
Изготавливают разжимное кольцо, наружный диаметр которого соответствует внутреннему диаметру загрузочной камеры пресс-формы.
Разжимное кольцо выполнено в виде пружинного кольца со сквозным разрезом в одном из поперечных сечений.
Устанавливают предварительно собранную пресс-форму на нижнюю неподвижную плиту пресса и закрепляют на ней (на рисунках не показана).
В процессе подготовки пресс-формы к работе сначала на дно загрузочной камеры 1 устанавливают разжимное кольцо 2.
Опускают в загрузочную камеру 1 пуансон 3 до контакта с разжимным кольцом 2, центрируют пуансон 3 относительно загрузочной камеры 1 и скрепляют пуансон 3 с верхней плитой пресса (на рисунках не показана).
Затем поднимают пуансон 3 и извлекают разжимное кольцо 2, помещают эластомер 4 в загрузочную камеру 1, опускают пуансон 3 и выравнивают им поверхность эластомера 4.
После чего поднимают пуансон 3, устанавливают разжимное кольцо 2 на выровненную поверхность эластомера 4 и снова опускают пуансон 3 в загрузочную камеру 1.
В процессе прессования при перемещении плунжера пресса его верхняя подвижная плита с пуансоном 3 передвигается к пресс-форме, в результате чего пуансон 3 совместно с разжимным кольцом 2 перемещается вдоль стенок загрузочной камеры 1 и эластомер 4 запрессовывается в изделие.
С использованием предлагаемого способа, повышающего надежность работы пресс-формы, изготовлен ряд высококачественных ЭОШ крупногабаритных сопловых блоков РДТТ при обеспечении требуемой технологичности изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467876C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2517508C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
Изобретение относится к технологии изготовления резинотехнических изделий путем вулканизации в пресс-форме и может быть применено при изготовлении армированных амортизаторов и эластичных опорных шарниров. Техническим результатом заявленного изобретения является повышение надежности работы пресс-формы. Технический результат достигается способом подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, который включает установку пресс-формы на нижнюю плиту пресса, скрепление пуансона пресс-формы с верхней плитой пресса, помещение эластомера в загрузочную камеру пресс-формы и опускание в нее пуансона. При этом изготавливают разжимное кольцо, наружный диаметр которого соответствует внутреннему диаметру загрузочной камеры. Затем устанавливают разжимное кольцо на дно загрузочной камеры, опускают в загрузочную камеру пуансон до контакта с разжимным кольцом, центрируют пуансон относительно загрузочной камеры и скрепляют его с верхней плитой пресса. Далее поднимают пуансон и извлекают разжимное кольцо, помещают эластомер в загрузочную камеру, опускают пуансон и выравнивают им поверхность эластомера. После этого поднимают пуансон, устанавливают разжимное кольцо на выровненную поверхность эластомера и снова опускают пуансон в загрузочную камеру. 3 ил.
Способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, включающий установку пресс-формы на нижнюю плиту пресса, скрепление пуансона пресс-формы с верхней плитой пресса, помещение эластомера в загрузочную камеру пресс-формы и опускание в нее пуансона, отличающийся тем, что изготавливают разжимное кольцо, наружный диаметр которого соответствует внутреннему диаметру загрузочной камеры, устанавливают разжимное кольцо на дно загрузочной камеры, опускают в загрузочную камеру пуансон до контакта с разжимным кольцом, центрируют пуансон относительно загрузочной камеры и скрепляют его с верхней плитой пресса, затем поднимают пуансон и извлекают разжимное кольцо, помещают эластомер в загрузочную камеру, опускают пуансон и выравнивают им поверхность эластомера, после чего поднимают пуансон, устанавливают разжимное кольцо на выровненную поверхность эластомера и снова опускают пуансон в загрузочную камеру.
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 2007 |
|
RU2351472C1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Выносная опора грузоподъемной машины | 1975 |
|
SU633793A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| Устройство для масштабирования изображения в электронном микроскопе | 1986 |
|
SU1310922A1 |

