Изобретение относится к области машиностроения, в частности к технологии изготовления резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления армированных амортизаторов и эластичных опорных шарниров (ЭОШ).
Известны пресс-формы для изготовления армированных резинотехнических изделий (см. например, патенты РФ №№2113998 и 2302944).
Эти пресс-формы содержат заполняемую эластомером цилиндрическую загрузочную камеру с перемещающимся в ней пуансоном.
Для прессования применяют гидравлические прессы, обеспечивающие постоянное давление на прессуемую деталь в течение всего времени прессования, при этом к устанавливаемой на нижнюю неподвижную плиту пресса и закрепляемой на ней пресс-форме с загруженным в нее эластомером при перемещении плунжера пресса передвигается верхняя подвижная плита с закрепленным на ней пуансоном и эластомер под действием пуансона в загрузочной камере пресс-формы подвергается прессованию.
Известен способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, включающий установку и закрепление пресс-формы на прессе для создания в ней давления прессования при перемещении пуансона в цилиндрической загрузочной камере (см., например, И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.156-159) - наиболее близкий аналог.
Известный способ позволяет создать требуемое давление прессования в пресс-форме, необходимое для изготовления резинотехнических изделий.
Однако применение этого способа для изготовления ЭОШ крупногабаритного соплового блока ракетного двигателя на твердом топливе (РДТТ) показало, что в пресс-форме с цилиндрической загрузочной камерой значительных размеров при движении пуансона под действием давления пресса возможен выход эластомера из загрузочной камеры наружу, по зазору между пуансоном и внутренней стенкой загрузочной камеры.
Это приводит к необходимости вторичной загрузки камеры пресс-формы эластомером для обеспечения его количества, требуемого для формования изделия.
Для осуществления вторичной загрузки необходимо извлечение пуансона из загрузочной камеры и повторная его установка после загрузки камеры эластомером, что приводит к увеличению трудоемкости способа.
Кроме того, формование в два этапа может привести к снижению качества изготовления армированных резинотехнических изделий в пресс-форме.
Установлено, что выход эластомера из загрузочной камеры наружу происходит из-за несоосного расположения пуансона относительно цилиндрической загрузочной камеры при его установке в загрузочную камеру после размещения в ней эластомера.
Несоосное расположение пуансона приводит к неравномерному по окружности распределению величины зазора между пуансоном и внутренней стенкой цилиндрической загрузочной камеры пресс-формы.
В ряде случаев, особенно при больших диаметрах пуансона пресс-формы, величина зазора в радиальной плоскости может достигать с одной стороны максимальной величины, а с противоположной стороны пуансон может касаться стенки загрузочной камеры, что недопустимо.
Таким образом, в известном способе подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий не обеспечивается требуемое центрирование пуансона в загрузочной камере, что приводит к снижению качества изготавливаемых изделий и повышению трудоемкости проведения работ.
Технической задачей данного изобретения является повышение качества изготавливаемых изделий и снижение трудоемкости способа подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий.
Технический результат достигается тем, что в способе подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, включающем установку и закрепление пресс-формы на прессе для создания давления прессования эластомера при перемещении пуансона в цилиндрической загрузочной камере пресс-формы, изготавливают кольцо Г-образного поперечного сечения, меньший внутренний диаметр которого соответствует диаметру пуансона, а больший внутренний диаметр равен наружному диаметру загрузочной камеры, после установки пресс-формы на пресс надевают кольцо на загрузочную камеру, совмещая поверхность кольца с большим внутренним диаметром с наружной поверхностью загрузочной камеры, устанавливают через кольцо в загрузочную камеру пуансон, центрируя его относительно загрузочной камеры, закрепляют пресс-форму на прессе, после чего кольцо снимают.
Центрирование пуансона относительно цилиндрической загрузочной камеры пресс-формы позволяет обеспечить равномерный зазор между пуансоном и внутренней поверхностью загрузочной камеры, требуемой для надежной работы пресс-формы величины.
Применение предварительно изготовленного съемного кольца предложенной формы и соответствующих элементам пресс-формы размеров позволяет наиболее просто и с требуемой точностью осуществлять центрирование пуансона.
Сущность способа поясняется чертежами.
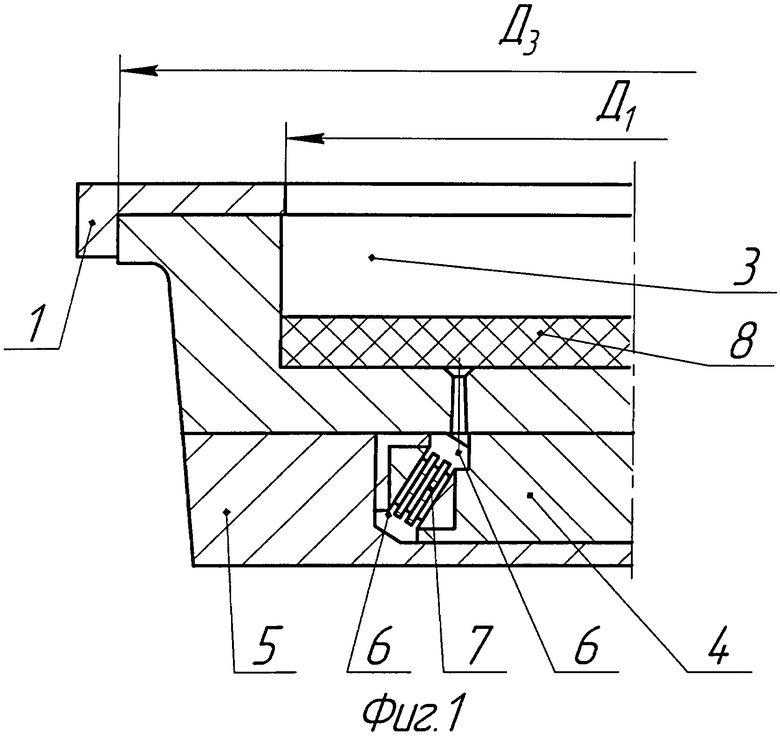
На фиг.1 приведена схема пресс-формы с установленным центрирующим кольцом.
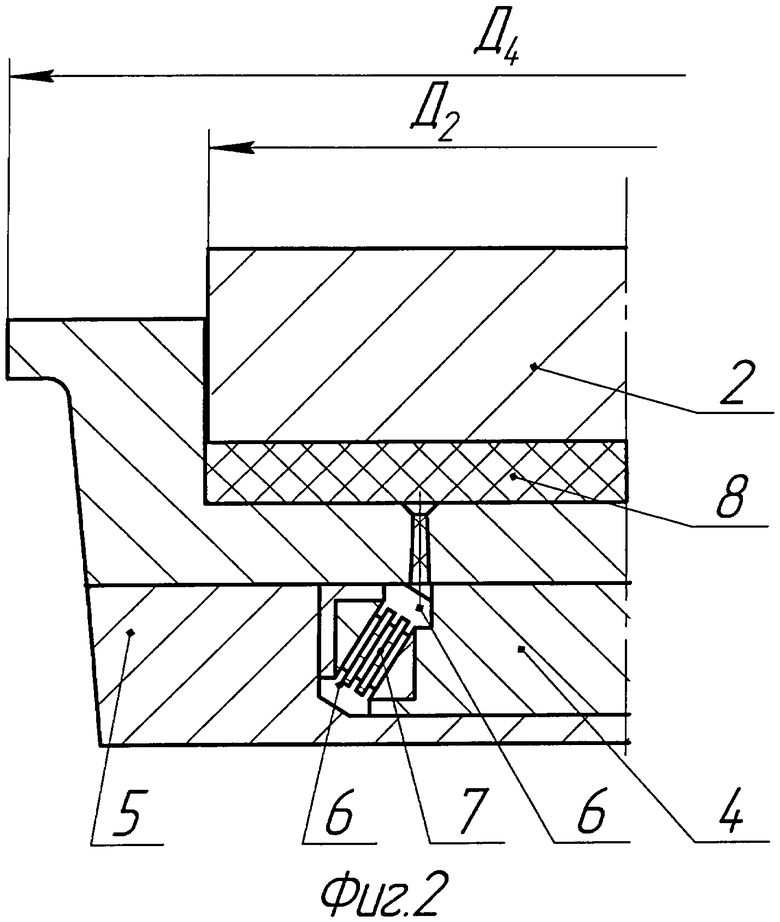
На фиг.2 приведена схема пресс-формы с установленным пуансоном после снятия центрирующего кольца.
Подготовка пресс-формы к работе предлагаемым способом осуществляется следующим образом.
Изготавливают кольцо 1 Г-образного поперечного сечения, меньший внутренний диаметр Д1 которого соответствует диаметру Д2 пуансона 2, а больший внутренний диаметр Д3 равен наружному диаметру Д4 цилиндрической загрузочной камеры 3 пресс-формы.
Диаметр Д1 кольца 1 пригоняется по пуансону 2, обеспечивая требуемую величину зазора, например, 0,2-0,4 мм на сторону.
Собирают формующий блок из верхнего 4 и нижнего 5 формующих колец с установленными в них с помощью фиксаторов 6 элементами 7 арматуры.
Помещают эластомер 8 в загрузочную камеру 3, устанавливают пресс-форму на нижнюю неподвижную плиту пресса и закрепляют на ней (не показано), надевают кольцо 1 на загрузочную камеру 3, совмещая поверхность кольца 1 с большим внутренним диаметром Д3 с наружной цилиндрической поверхностью (диаметр Д4) загрузочной камеры 3.
Устанавливают через кольцо 1 в загрузочную камеру 3 пуансон 2, центрируя его относительно загрузочной камеры 3, закрепляют пуансон 2 на верхней подвижной плите пресса (не показано).
Поднимают верхнюю плиту пресса с пуансоном 2, выводя его из загрузочной камеры 3 и кольца 1, после чего кольцо 1 снимают.
При перемещении плунжера пресса его верхняя подвижная плита с пуансоном 2 передвигается к пресс-форме, в результате чего отцентрированный пуансон 2 перемещается вдоль стенок загрузочной камеры 3 с равномерным зазором и эластомер 8 запрессовывается в изделие.
С использованием предлагаемого способа изготовлен ряд высококачественных ЭОШ крупногабаритных раструбов сопловых блоков РДТТ при обеспечении требуемой технологичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457942C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467876C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2517508C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
Изобретение относится к области машиностроения, в частности к технологии изготовления резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления армированных амортизаторов и эластичных опорных шарниров (ЭОШ). Способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий включает установку и закрепление пресс-формы на прессе для создания давления прессования эластомера при перемещении пуансона в цилиндрической загрузочной камере пресс-формы. При этом изготавливают кольцо Г-образного поперечного сечения, меньший внутренний диаметр которого соответствует диаметру пуансона, а больший внутренний диаметр равен наружному диаметру загрузочной камеры. После установки пресс-формы на пресс надевают кольцо на загрузочную камеру, совмещая поверхность кольца с большим внутренним диаметром с наружной поверхностью загрузочной камеры. Устанавливают через кольцо в загрузочную камеру пуансон, центрируя его относительно загрузочной камеры, закрепляют пресс-форму на прессе, после чего кольцо снимают. С использованием способа по изобретению изготовлен ряд высококачественных ЭОШ крупногабаритных раструбов сопловых блоков РДТТ при обеспечении требуемой технологичности. 2 ил.
Способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий, включающий установку и закрепление пресс-формы на прессе для создания давления прессования эластомера при перемещении пуансона в цилиндрической загрузочной камере пресс-формы, отличающийся тем, что изготавливают кольцо Г-образного поперечного сечения, меньший внутренний диаметр которого соответствует диаметру пуансона, а больший внутренний диаметр равен наружному диаметру загрузочной камеры, после установки пресс-формы на пресс надевают кольцо на загрузочную камеру, совмещая поверхность кольца с большим внутренним диаметром с наружной поверхностью загрузочной камеры, устанавливают через кольцо в загрузочную камеру пуансон, центрируя его относительно загрузочной камеры, закрепляют пресс-форму на прессе, после чего кольцо снимают.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Плунжерно-литьевая пресс-форма для изготовления резинотехнических изделий | 1979 |
|
SU887242A1 |
| Узел крепления рабочего инструмента к формовочной машине | 1983 |
|
SU1140996A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НАРУЖНОЙ РЕЗЬБОЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 0 |
|
SU345007A1 |
| US 4141950 А, 27.02.1979. | |||

