Изобретение относится к области термоэлектрического преобразования энергии, в частности к изготовлению термоэлектрического материала (ТЭМ) p-типа проводимости, используемого в термоэлектрических охлаждающих устройствах и термогенераторах. Термоэлектрические преобразователи способны производить «экологически чистую» энергию без выбросов вредных веществ в окружающую среду. Такие устройства успешно используются в системах кондиционирования, утилизации «бросового» тепла, холодильной технике, в медицине, космосе, вычислительной технике, микро- и оптоэлектронике и т.д.
Термоэлектрическая эффективность материала Z определяется выражением
Z=α2σ/æ,
где α - коэффициент Зеебека, σ - удельная электропроводность, æ - удельная теплопроводность ТЭМ. Z зависит от концентрации носителей тока, причем для каждого интервала рабочих температур термоэлектрических устройств (ТЭУ) существует оптимальная концентрация носителей тока, при которой величина Z ТЭМ достигает максимума. Величина Z находится в ограниченной области, так как электропроводность и коэффициент Зеебека имеют между собой обратную связь, т.е. когда электропроводность возрастает, то коэффициент Зеебека падает и наоборот.
Низкий коэффициент преобразования энергии (ZT≤1) является существенным ограничением для широкого применения объемных термоэлектрических материалов для охладителей и термогенераторов.
Термоэлектрические твердые растворы на основе халькогенидов висмута и сурьмы вследствие слоистой кристаллографической решетки обладают сильной анизотропией электрофизических и тепловых свойств. Так, анизотропия электропроводности объясняется изменением подвижности носителей тока в зависимости от кристаллографического направления. В результате термоэлектрическая эффективность Z во многом зависит от отношения анизотропных коэффициентов электро- и теплопроводности (σ/æ), которое достигает величины ≥2.
Известен способ получения наноструктурных термоэлектрических материалов на основе твердых растворов, содержащих Bi-Sb-Te, p-типа. Способ включает измельчение исходного тройного твердого раствора в высокоэнергетической шаровой мельнице до наноразмерных частиц и консолидацию полученных наноразмерных порошков либо методом горячего прессования, либо методом горячего спекания с применением постоянного тока под нагрузкой (Международная заявка № WO 2008/140596, МПК H01L 35/34, опубл. 20.11.2008 г.).
Данный способ позволил получить термоэлектрический материал p-типа проводимости на основе халькогенидов висмута и сурьмы, величина термоэлектрической эффективности которого составила ZT≥1,2÷1,4 (Пример 1 в патенте) для тройного твердого раствора неопределенного состава в области температур 50÷100°С соответственно (как следует из графика 9, при комнатной температуре 25°С величина ZT=1,18). В примере 3 патента для состава Bi0,3Sb1,7Te3 получена величина ZT=1,2 при 150°С (из графика 30 следует, что при 25°С величина ZT=0,9), а для состава Bi0,5Sb1,5Te3 величина ZT=1,2 при 75°С (в то время как при 25°С величина ZT=1,12). Режимы горячего прессования: температура - 450÷600°С; давление - 40÷160 МПа и продолжительностью до 60 мин, включая эксперименты с применением постоянного тока на установке Р2С. Спеченный таким образом материал представляет собой изотропную среду, свойства которой одинаковы независимо от направления в ней.
Известен способ получения термоэлектрических материалов на основе твердых растворов, содержащих Bi-Sb-Te. Твердые растворы Bi0,5Sb1,5Te3 с добавлением избытка Те (2-5 вес.%) (p-типа проводимости) синтезировали прямым сплавлением компонентов в запаянной кварцевой ампуле с вибрацией в течение 2 часов. Затем охлаждали и измельчали полученный материал в порошок в перчаточном боксе, в атмосфере аргона до получения порошка с размером зерен 60, 100, 150 и 210 мкм, а компактирование порошка в таблетку проводили методом холодного прессования. Холодно-спрессованную таблетку перемещали в аппарат (порошок-экструзия-спекание) и проводили одновременный процесс спекания и экструзии (условия спекания: 300-400°С и постоянный ток 250-350 А, а дальше прикладывали давление 100-200 МПа и проводили процесс экструзии). (Доклад B.G. Min и др. (Корея); «Получение и характеристика термоэлектрических материалов на основе твердых растворов Bi2Te3-Sb2Te3 с помощью техники порошок-экструзия-спекание», на 16-й Международной конференции по термоэлектрикам, Германия (Дрезден), 1997 г., стр.76-80).
Недостатком способа является получение материала с невысокими показателями электрофизических свойств, так как максимальная термоэлектрическая эффективность составила Z≤2,6·10-3 K-1.
Известен способ получения слитков термоэлектрических материалов на основе твердых растворов Bi2Te3-Sb2Te3 больших размеров с термоэлектрическими (Zp≥2,9·10-3 K-1) и механическими (>90 МПа) свойствами методом горячей экструзии. Способ включает операции механохимического спекания исходных компонентов (Bi, Те и Sb) в аттриторе (шаровой мельнице), холодного прессования порошка с последующим отжигом заготовки, горячей экструзии и, наконец, отжига экструдированного материала (патент США №6596226, Нкл. 419/32, МПК B22F3/20, опубл. 22.07.2003 г.). Способ принят за прототип.
К существенным недостаткам способа-прототипа можно отнести следующие:
- метод механохимического синтеза компонентов в аттриторе не позволяет получать порошки сложных твердых растворов халькогенидов висмута и сурьмы стехиометрического состава из-за кинетических ограничений твердофазных реакций (которые протекают с весьма низкими скоростями);
- при компактировании порошков методом холодного прессования, несмотря на достаточно высокое давление (≥300 МПа), плотность пресс-заготовки (особенно, больших размеров) не превышает 65÷70%, что приводит к повышенной пористости экструдированного материала;
- при последующем отжиге холодно-спрессованной заготовки для ее уплотнения, при температуре отжига <300°С материал практически не уплотняется, а при температуре отжига >300°С термоэлектрический материал претерпевает процесс рекристаллизации, в результате чего размер зерен возрастает, а термоэлектрическая эффективность Z падает;
- режим отжига экструдированного материала указан в широком диапазоне температур без учета температуры самого процесса экструзии, однако, отжиг экструдированного стержня термоэлектрического материала при температуре, превышающей температуру процесса экструзии, приводит к размытию текстуры. Поэтому в итоге термоэлектрическая эффективность и механическая прочность термоэлектрического материала, полученного известным способом, не превышают 2,9·10-3 К-1 и 90 МПа соответственно.
Техническим результатом изобретения является достижение воспроизводимо высокого уровня термоэлектрической эффективности ZT≥1,3 и механической прочности не менее 150 МПа для материала p-типа проводимости при комнатной температуре.
Технический результат достигается тем, что в способе получения термоэлектрического материала p-типа на основе твердых растворов Bi2Te3-Sb2Te3, включающем синтез твердого раствора, изготовление из него порошка, компактирование полученного порошка в брикет, экструзию материала из брикета, полученного на предыдущей операции, и отжиг экструдированного материала, согласно изобретению синтез твердого раствора осуществляют сплавлением взятых в стехиометрическом соотношении исходных компонентов Bi, Sb, Те в атмосфере аргона, в запаянных ампулах, защищенных слоем пироуглерода, и помещенных в трехзонную, качающуюся около горизонтального положения трубчатую печь, при температуре, превышающей на 150÷200°С температуру плавления твердого раствора халькогенидов висмута и сурьмы, с последующим охлаждением расплава со скоростью 200÷250°С/мин, измельчением полученного синтезированного материала, загрузкой порошка в герметичную пресс-форму и размещением ее в установку для компактирования, а компактирование полученного порошка осуществляют методом искрового плазменного спекания (SPS-спекание) в вакууме или в инертной атмосфере при температуре 400÷450°С, давлении 50÷100 МПа в течение не более 5 мин; экструзию из брикетированного материала проводят при температуре 400÷500°С и удельной нагрузке 5,0÷6,0 т/см2 для обеспечения скорости выдавливания экструдированного стержня термоэлектрического материала 2,0÷3,0 мм/мин, и отжиг экструдированного стержня проводят при температуре 340÷370°С продолжительностью от 1 до 5 суток; при этом качание трехзонной трубчатой печи осуществляют со скоростью 5÷7 кач./мин; измельчение синтезированного твердого раствора, загрузку порошка в пресс-форму и размещение ее в установке для искрового плазменного спекания осуществляют в боксе с атмосферой аргона с 3% содержанием водорода, а перед экструзией внутреннюю поверхность контейнера и брикетированный материал обрабатывают суспензией коллоидного графита в растворе аммиака «Аквадаг» при температуре 50÷100°С.
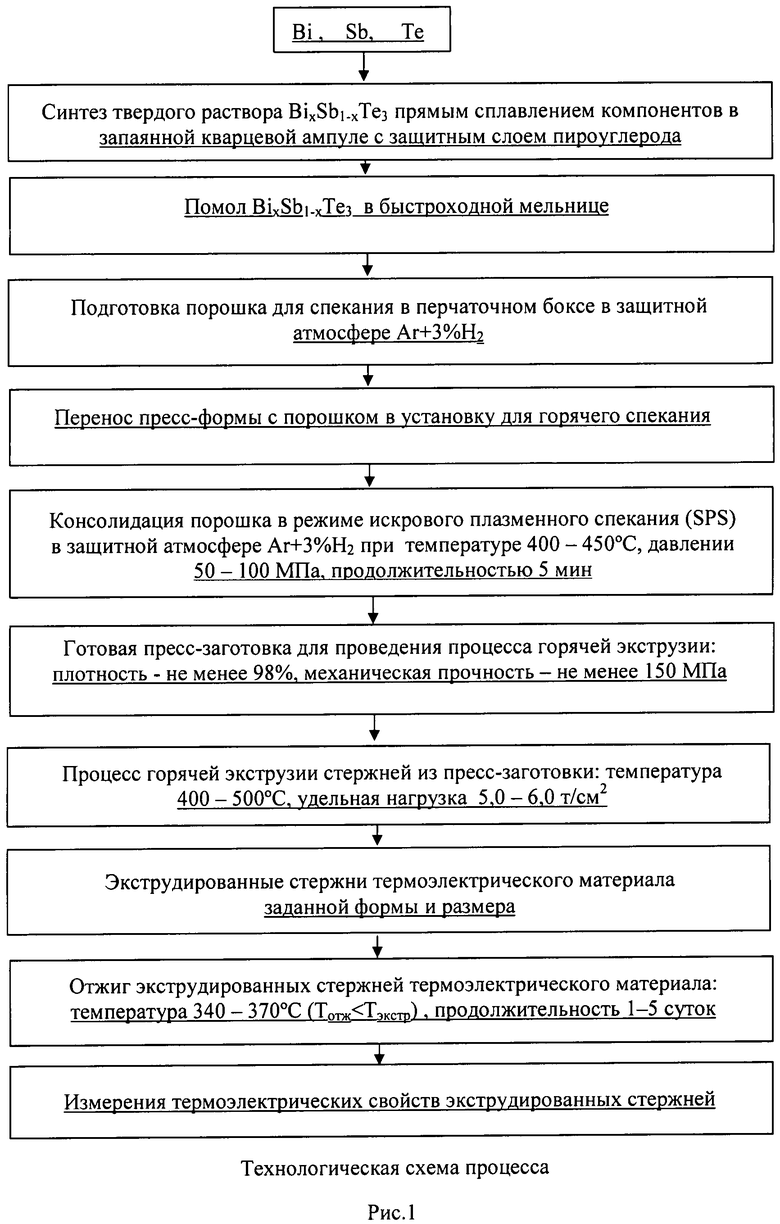
Общая технологическая схема процесса представлена на рис.1.
Сущность изобретения заключается в следующем.
Синтез твердого раствора Bi2Te3-Sb2Te3 осуществляют прямым сплавлением взятых в стехиометрическом соотношении исходных компонентов Bi, Sb, и Те в атмосфере аргона, при температуре, превышающей на 150÷200°С температуру плавления твердого раствора халькогенидов висмута и сурьмы (610÷615°С), в запаянных ампулах с защитным слоем пироуглерода, помещенных с целью достижения лучшей гомогенизации расплава в трехзонную качающуюся со скоростью 5÷7 кач./мин около горизонтального положения трубчатую печь, после этого расплав кристаллизуют со скоростью охлаждения 200÷250°С/мин во избежание образования в синтезированном твердом растворе ликвации в виде внутрикристаллической или межкристаллической неоднородности. Заявленные условия синтеза твердого раствора, по сравнению со способом прототипа обеспечивают получение материала стехиометрического состава.
Последующие условия измельчения синтезированного материала и его компактирования, а именно, используя для компактирования в герметичной пресс-форме, заполненной аргоном +3,0% Н2, микронный, субмикронный и наноразмерный порошок или их смеси, компактирование порошка осуществляют методом искрового плазменного спекания (SPS), пропуская импульсный электрический ток и одновременно механическое нагружение по заданной программе (температура 400÷450°С, давление 50÷100 МПа), обеспечивают получение однородно структурированной пресс-заготовки, гидростатическая плотность которой составляет не менее 98% и механическая прочность достигает не менее 150 МПа (согласно измерениям прочности по стандарту ASTM Е9-89а).
По сравнению с традиционными методами горячего прессования, SPS-спекание образцов происходит за счет искровых разрядов, возникающих в импульсном режиме, между спекаемыми частицами порошка под давлением, без связующих добавок, при достаточно низкой температуре спекания и короткого промежутка времени. Это позволяет существенно ограничить рост зерен в порошковом материале, что имеет принципиальное значение для создания высокоплотной по всему объему, практически без микропор, и механически высокопрочной однородно спеченной объемной пресс-заготовки термоэлектрического материала, пригодной для проведения качественного процесса горячей экструзии.
Для достижения максимального уровня термоэлектрической эффективности на экструдированных слитках термоэлектрического материала в процессе горячей экструзии, помимо придания образцу заданной формы и размера, необходимо обеспечить формирование направленной текстуры с благоприятной кристаллографической ориентацией, при которой плоскости спайности (001) параллельны оси слитка. Для этого материал заготовки, стенки контейнера и фильеры обрабатывают, например, суспензией коллоидного графита в растворе аммиака «Аквадаг» для уменьшения трения заготовки о стенки контейнера и фильеры, затем осуществляют равномерный нагрев контейнера с заготовкой и пластическую деформацию с удельной нагрузкой на пресс-заготовку 5,0÷6,0 т/см2 и равномерным распределением ее по площади заготовки.
Вместе с тем при пластической деформации в процессе экструзии происходит не только изменение формы, но и накопление точечных структурных дефектов в объеме экструдированного материала, оказывающих существенное влияние на термоэлектрические свойства материала. Для уменьшения концентрации собственных точечных структурных дефектов экструдированный материал подвергают термообработке. При этом температура отжига, во избежание размытия текстуры, должна быть ниже температуры самой экструзии (т.е. Тотж<Тэкстр), что гарантирует сохранение необходимой преимущественной кристаллографической ориентации, и, следовательно, получение максимальных термоэлектрических свойств экструдированного материала.
Обоснование заявленных параметров процесса получения термоэлектрического материала.
Синтез твердого раствора Bi2Te3-Sb2Te3 осуществляют при температуре, превышающей на 150÷200°С температуру плавления тройного твердого раствора.
Проведение процесса синтеза при температуре, превышающей температуру плавления твердого раствора менее чем на 150°С вязкость расплава остается еще достаточно высокой, что снижает эффективность перемешивания при качании ампулы, что приводит к неоднородности синтезируемого материала и, следовательно, снижает термоэлектрические свойства материала.
Проведение процесса синтеза при температуре, превышающей температуру плавления твердого раствора более чем на 200°С, вязкость расплава уменьшается и эффективность перемешивания возрастает, но вместе с тем возрастает степень диссоциации молекул в расплаве, что нарушает стехиометрию материала и, следовательно, снижает термоэлектрические свойства материала.
Кристаллизацию синтезированного материала осуществляют со скоростью охлаждения расплава 200÷250°С/мин.
При охлаждении расплава синтезированного материала со скоростью менее 200°С/мин в тройном твердом растворе образуются зоны ликвации в виде внутрикристаллической, межкристаллической и других неоднородностей.
При охлаждении расплава синтезированного материала со скоростью более 250°С/мин синтезированный материал, помимо повышения однородности, становится более хрупким, что существенно облегчает его измельчение в дальнейшем до микронных, субмикронных и наноразмерных частиц. Однако для дальнейшего повышения скорости охлаждения расплавленного материала требуется другая техника, например, спиннингование расплава, что экономически не всегда оправдано.
Компактирование порошка твердого раствора Bi2Te3-Sb2Te3 осуществляют методом искрового плазменного спекания (SPS) при температуре 400-450°С, давлении 50÷100 МПа в течение не более 5 мин.
При компактировании при температуре ниже 400°С и давлении ниже 50 МПа плотность брикета становится меньше 98% и для ее повышения требуется увеличение продолжительности спекания до 30 и более минут, что приводит к увеличению размеров частиц за счет рекристаллизации, а следовательно, к ухудшению термоэлектрической эффективности на ~15%.
При компактировании при температуре выше 450°С и давлении выше 100 МПа появляются микротрещины в спекаемом образце.
Экструзию из брикетированного материала проводят при температуре 400÷500°С и удельной нагрузке 5,0÷6,0 т/см2.
Изменение режимов экструзии как в сторону уменьшения, так и в сторону их увеличения, не обеспечивает формирования направленной текстуры с необходимой кристаллографической ориентацией.
Изотермический отжиг экструдированных стержней проводят при температуре 340÷370°С продолжительностью от 1 до 5 суток.
Отжиг экструдированных стержней при температуре ниже 340°С и продолжительностью менее 1 суток не удается полностью избавиться от неравновесных собственных точечных структурных дефектов, оказывающих отрицательное влияние на термоэлектрические свойства материала.
Отжиг экструдированных стержней при температуре выше 370°С и продолжительностью более 5 суток сопровождается ростом размеров частиц за счет рекристаллизации, что ухудшает термоэлектрические свойства материала.
Пример осуществления способа.
Для получения термоэлектрического материала p-типа проводимости стехиометрического состава Bi0,4Sb1,6Te3 загрузку компонентов рассчитывают по формулам в зависимости от общей массы тройного твердого раствора Gзагр: количество висмута g(Bi)=0,1264·Gзагр, г; количество сурьмы g(Sb)=0,2946·Gзагр, г; и количество теллура g(Te)=0,5790·Gзагр, г. Исходные основные компоненты загружают в подготовленную кварцевую ампулу, защищенную изнутри слоем пиролитического углерода. После загрузки всех необходимых компонентов ампулу вакуумируют до 1,33·10-1 Па, затем напускают в нее инертный газ (осушенный аргон или азот) до остаточного давления, порядка 0,8 атмосферы (0,8·105 Па) с последующей запайкой.
Подготовленную кварцевую ампулу с шихтой помещают в горизонтальную печь сопротивления, имеющую температурное плато на уровне 760÷815°С (что на ~150÷200°С превышает температуру плавления тройного твердого раствора: 610÷615°С), и синтезируют тройной твердый раствор в течение 2 часов в условиях непрерывного качания (5÷7 кач./мин) около горизонтального положения. После этого ампулу с расплавом вынимают из печи, кладут ее горизонтально в воду со льдом и расплав кристаллизуют со скоростью охлаждения 200÷250°С/мин во избежание образования в синтезированном твердом растворе ликвации в виде внутрикристаллической или межкристаллической неоднородности.
Полученный синтезированный термоэлектрический материал подвергают дроблению (до размеров частиц ~1÷2 мм). Дробленный материал загружают в высокоскоростную (28000 об/мин) мельницу ножевого типа внутри перчаточного бокса, заполненного инертным газом (например, чистым сухим аргоном с 3% содержанием водорода, при этом внутри бокса осуществляется непрерывный контроль влажности) и включают ее. Работа мельницы проводилась в цикличном режиме продолжительностью по 5 мин каждый. Для каждого образца выбирали 3 цикла. В промежутках между циклами мельница остывала 10÷15 мин. Усредненный гранулометрический состав зерен в порошке после помола составляет: частицы с размерами 50÷80 мкм - ~72%; частицы субмикронных размеров 0,9÷0,3 мкм - ~18% и частицы с наноразмерами 12÷25 нм - ~10%. Выгрузку порошка из мельницы также осуществляют в перчаточном боксе, где мельницу открывают и выгружают порошок в приготовленную пресс-форму.
Пресс-форму с порошком переносят из перчаточного бокса через шлюз и устанавливают в рабочей камере установки искрового плазменного спекания. Камеру вакуумируют до остаточного давления (1÷0,5) Па, предварительно подпрессовывают порошок, а потом по заданной программе (температура 400÷450°С, давление 50÷100 МПа и продолжительностью 5 мин) осуществляют процесс искрового плазменного спекания (ток - 600÷700 А, частота - 300 Гц).
Спеченная пресс-заготовка (брикет) диаметром 45 мм имеет однородную структуру, гидростатическая плотность ее составляет не менее 98%, механическая прочность (прочность на сжатие) достигает величины не менее 150 МПа.
Далее спеченную пресс-заготовку подвергают горячей экструзии. Для проведения процесса горячей экструзии использовали 200-тонный пресс. Для осуществления этого процесса собирают оснастку с фильерой (диаметром 20 мм на выходе) из закаленной инструментальной стали, которую предварительно прогревают до температуры ~50÷100°С. Затем выключают нагреватель и разбирают оснастку. С помощью кисточки наносят суспензию коллоидного графита в растворе аммиака «Аквадаг» на внутреннюю поверхность контейнера и фильеры, а затем на наружную поверхность спеченной заготовки и пресс-шайбы. Как только «Аквадаг» подсыхает, заготовку специальными щипцами загружают во внутреннюю полость контейнера, сверху заготовки ставят пресс-шайбу и пуансон, снаружи контейнера устанавливают нагреватель, в контейнер вставляют термопару типа ХА и проверяют связь ее с пид-регулятором температуры. После этого включают движение нижней плиты и вплотную придвигают пуансон к верхней плите пресса. На пуансон дают небольшое давление (~5 т) таким образом, чтобы пресс-шайба вошла в плотное соприкосновение с заготовкой, что фиксируют по индикатору часового типа, который устанавливают в исходное нулевое положение. Затем устанавливают защитный экран, подают электропитание на нагреватель и устанавливают в контейнере нужную температуру (в диапазоне 400÷500°С), дают выдержку в течение 30 мин для выравнивания температуры нагрева оснастки. Далее включают движение нижней плиты и постепенно со скоростью 10 т/мин увеличивают удельную нагрузку на заготовку до 5,0÷6,0 т/см2 и по показаниям индикатора часового типа следят за появлением экструдированного стержня термоэлектрического материала на выходе из фильеры.
Режим горячей экструзии: коэффициент вытяжки - ~5; температура - 400÷500°С; удельная нагрузка - 5,0÷6,0 т/см2; скорость выхода экструдированного стержня диаметром 20 мм - 2,0÷3,0 мм/мин.
Процесс экструзии продолжается до тех пор, пока стрелка индикатора не прекращает движение, свидетельствуя о полном израсходовании материала пресс-заготовки в канале контейнера. Затем нагреватель выключают, дают остыть оснастке, после этого нагреватель снимают, под контейнер ставят выпрессовочное кольцо и выдавливают фильеру с пресс-остатком от брикета под пресс-шайбой. Экструдированные стержни термоэлектрического материала отправляют на отжиг.
Групповой отжиг экструдированных стержней термоэлектрического материала p-типа проводят в защитной атмосфере аргона в кварцевой ампуле с квазигерметичным затвором при температуре 340÷370°С (т.е. Тотж<Тэкстр) в течение от 1 до 5 суток. По окончании отжига нагрев печи выключают и ампулу со стержнями термоэлектрического материала охлаждают до комнатной температуры вместе с печью. После этого стержни извлекают из ампулы и проводят измерения механических и термоэлектрических свойств материала.
Механическую прочность определяли по ASTM Е9-89а (2000) "Стандартные методы испытания на сжатие металлических материалов при комнатной температуре". Авторы прототипа при определении прочности использовали этот же стандарт.
Рентгенодифрактометрические исследования структуры показали, что основной компонентой текстуры после горячей экструзии является благоприятная кольцевая текстура (110), (010), т.е у 65% зерен плоскости спайности ориентированы параллельно направлению экструзии. При этом отжиг при температуре 340÷370°С (т.е. при Тотж<Тэкстр) в течение от 1 до 5 суток приводил к увеличению доли аксиальной текстуры. Дальнейшее увеличение температуры и продолжительности отжига размывало текстуру, что приводило к ухудшению термоэлектрических параметров.
На экструдированных образцах термоэлектрического материала после отжига методом Хармана измеряли следующие выходные параметры: электропроводность (σ), коэффициент термоЭДС (α) и термоэлектрическую эффективность Z при комнатной температуре с последующим определением коэффициента теплопроводности (æ). Следует отметить, что после отжига практически во всех случаях электропроводность возрастала в среднем на ~35÷45%, а величина термоэдс на ~5÷7%.
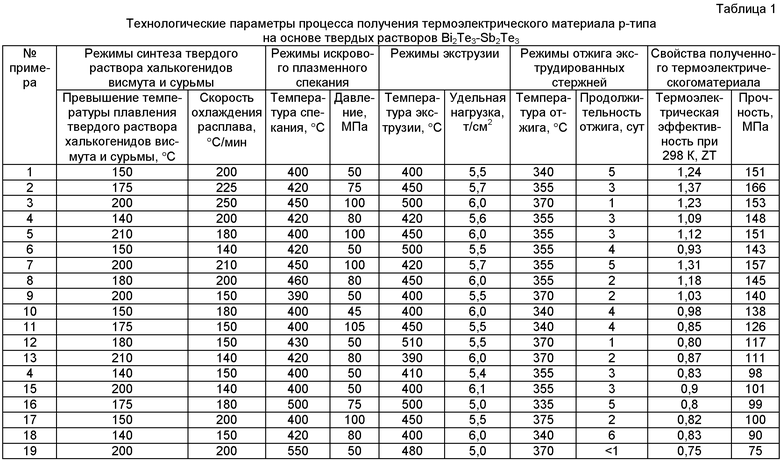
В таблице 1 приведены результаты осуществления способа, полученные при различных технологических параметрах.
В таблице 2 приведены результаты измерений термоэлектрических и механических свойств экструдированных стержней Bi0,4Sb1,6Te3 (примеры 1÷4), полученных по предлагаемой технологии, в сопоставлении с материалом прототипа (примеры 5÷7).
Измерения выполнены при комнатной температуре.
Таким образом, на основании данных таблиц 1 и 2 можно сделать вывод, что заявленный способ позволяет воспроизводимо получать термоэлектрический материал p-типа на основе твердых растворов Bi2Те3-Sb2Те3 с эффективностью ZT≥1,3 и механической прочностью не менее 150 МПа при комнатной температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения термоэлектрического материала р-типа проводимости на основе твердых растворов BiTe-SbTe | 2017 |
|
RU2683807C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА n-ТИПА НА ОСНОВЕ ТВЕРДЫХ РАСТВОРОВ BiTe-BiSe | 2012 |
|
RU2509394C1 |
| Способ получения наноструктурированных термоэлектрических материалов | 2022 |
|
RU2794354C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| НАНОСТРУКТУРНЫЙ ТЕРМОЭЛЕКТРИЧЕСКИЙ МАТЕРИАЛ | 2013 |
|
RU2528338C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА n-ТИПА НА ОСНОВЕ ТРОЙНЫХ ТВЕРДЫХ РАСТВОРОВ MgSiSn | 2013 |
|
RU2533624C1 |
| Способ получения термоэлектрического материала на основе теллурида висмута | 2021 |
|
RU2765275C1 |
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ФАЗОВОЙ ПАМЯТИ | 2015 |
|
RU2610058C1 |
| СПОСОБ ЭКСТРУЗИИ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ ХАЛЬКОГЕНИДОВ ВИСМУТА И СУРЬМЫ | 2011 |
|
RU2475333C1 |
Изобретение относится к термоэлектрическим материалам. Сущность изобретения: способ получения термоэлектрического материала р-типа на основе твердых растворов Вi2Те3-Sb2Те3 включает синтез твердого раствора сплавлением взятых в стехиометрическом соотношении исходных компонентов Bi, Sb, Те в запаянных ампулах, защищенных слоем пироуглерода, в атмосфере аргона, помещенных в трехзонную, качающуюся около горизонтального положения трубчатую печь, при температуре, превышающей на 150÷200°С температуру плавления твердого раствора халькогенидов висмута и сурьмы, с последующим охлаждением расплава со скоростью 200÷250°С/мин, измельчением полученного синтезированного материала, загрузкой порошка в герметичную пресс-форму и размещением ее в установку для компактирования, а компактирование полученного порошка осуществляют методом искрового плазменного спекания в вакууме или в инертной атмосфере при температуре 400÷450°С, давлении 50÷100 МПа в течение не более 5 мин, затем проводят экструзию из брикетированного материала при температуре 400÷500°С и удельной нагрузке 5,0÷6,0 т/см2 для обеспечения скорости выдавливания экструдированного стержня термоэлектрического материала 2,0÷3,0 мм/мин и отжиг экструдированного стержня при температуре 340÷370°С в течение 1÷5 суток. Изобретение обеспечивает достижение воспроизводимо высокого уровня термоэлектрической эффективности и механической прочности для материала р-типа проводимости при комнатной температуре. 4 з.п. ф-лы, 1 ил., 2 табл.
1. Способ получения термоэлектрического материала р-типа на основе твердых растворов Вi2Те3-Sb2Те3, включающий синтез твердого раствора, изготовление из него порошка, компактирование полученного порошка в брикет, экструзию материала из брикета, полученного на предыдущей операции, и отжиг экструдированного материала, отличающийся тем, что синтез твердого раствора осуществляют сплавлением взятых в стехиометрическом соотношении исходных компонентов: Bi, Sb, Те в запаянных ампулах, защищенных слоем пироуглерода, в атмосфере аргона, помещенных в трехзонную, качающуюся около горизонтального положения трубчатую печь, при температуре, превышающей на 150÷200°С температуру плавления твердого раствора халькогенидов висмута и сурьмы, с последующим охлаждением расплава со скоростью 200÷250°С/мин, измельчением полученного синтезированного материала, загрузкой порошка в герметичную пресс-форму и размещением ее в установку для компактирования, а компактирование полученного порошка осуществляют методом искрового плазменного спекания (SPS-спекание) в вакууме или в инертной атмосфере при температуре 400÷450°С, давлении 50÷100 МПа в течение не более 5 мин; экструзию из брикетированного материала проводят при температуре 400÷500°С и удельной нагрузке 5,0÷6,0 т/см2 для обеспечения скорости выдавливания экструдированного стержня термоэлектрического материала 2,0÷3,0 мм/мин, и отжиг экструдированного стержня проводят при температуре 340÷370°С в течение 1÷5 суток.
2. Способ по п.1, отличающийся тем, что качание трехзонной трубчатой печи осуществляют со скоростью 5÷7 кач/мин.
3. Способ по п.1, отличающийся тем, что измельчение синтезированного твердого раствора, загрузку порошка в пресс-форму и размещение ее в установке для искрового плазменного спекания осуществляют в боксе с атмосферой аргона с 3% содержанием водорода.
4. Способ по п.1, отличающийся тем, что для искрового плазменного спекания используют микронный, субмикронный и наноразмерный порошок или их смеси из синтезированного твердого раствора.
5. Способ по п.1, отличающийся тем, что перед экструзией внутреннюю поверхность контейнера и брикетированный материал обрабатывают суспензией коллоидного графита в растворе аммиака «Аквадаг» при температуре 50÷100°С.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| KR 20020006338 A, 19.01.2002 | |||
| JP 1037456 A, 08.02.1989 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ НА ОСНОВЕ ТВЕРДЫХ РАСТВОРОВ Bi(TeSe) ЭЛЕКТРОННОГО ТИПА ПРОВОДИМОСТИ | 1998 |
|
RU2157020C2 |

