Область техники
Настоящее изобретение в общем относится к тиснению бумаги или ламинированной металлической фольги. В частности, изобретение относится к устройству и способу тиснения бумаги или ламинированной металлической фольги при рулонной подаче.
Предшествующий уровень техники
Листы бумаги и листы бумаги, ламинированной вместе с металлической фольгой, используются в различных случаях обертывания и упаковки. В такие листы бумаги или фольги часто заворачивают поштучно или пачками потребительские товары, такие как кондитерские изделия. Сигареты или сигары часто продают в жестяных коробках или пачках, выложенных такими листами. Листы ламинированной металлической фольги особенно пригодны для использования в качестве упаковочных прокладок для табачных изделий, так как металлическая фольга создает преграду для света и влаги, которые ухудшают их качество.
На листы ламинированной металлической фольги и листы бумаги, используемые для обертки или как прокладки при упаковке, часто наносят тиснение в виде таких рисунков, как торговая марка, название компании, логотипы или другую информацию, чтобы улучшить привлекательность товаров, обернутых или упакованных такими листами. Тиснение может быть выполнено широко известными способами, такими как тиснение с рулонной подачей, при котором подается полоса ламинированной фольги или бумаги и прессуется между парой валков для тиснения.
Например, в табачной промышленности широко известен способ тиснения, основанный на пропускании ламинированной металлической фольги через пресс, снабженный валками для тиснения из закаленной стали, один из которых является ведущим валком, а другой - валком, приводимым в движение ведущим валком. В одном из способов каждый из валков для тиснения предварительно подвергается механической обработке, при которой на них наносится рисунок тиснения, состоящий из группы небольших пирамидок, выступающих над поверхностью валка. Пирамидальные выступы действуют как штамп для тиснения, наносящий рисунок при прохождении листа между валками. Для получения изображений на листе, на который наносится тиснение, пирамидальные выступы ведущего валка частично или полностью удаляют на участке, соответствующем наносимому рисунку. После тиснения лист металлической фольги несет рисунок пирамидальных следов штампа везде, за исключением участков, соответствующих изображениям. Таким образом, изображения получаются путем оставления части листа без тиснения, в то время как тисненый рисунок создает фон для изображения. Поэтому в настоящем документе подразумевается, что термин "тиснение/тисненый рисунок" включает изображения (изобразительные элементы), созданные тиснением фонового рисунка, окружающего участок нетисненого изображения.
Валки для тиснения, используемые в таком способе тиснения, обычно предназначены для одноканальной производственной линии, на которой валки могут выдавать тисненую полосу ламинированной фольги или бумаги, которая затем разрезается на одинаковые листы. Все полученные таким образом листы выглядят совершенно одинаково и несут одинаковые фоновые рисунки и изображения. Поэтому, если продукцию упаковывают листами, несущими разные рисунки, например листами, имеющими надписи на разных языках, необходимо использовать разные наборы валков для тиснения. Каждый раз, когда нужно получать листы с другим тисненым рисунком, один набор валков для тиснения должен быть заменен в прессе другим набором валков для тиснения. Альтернативно могут быть установлены другие производственные линии с дополнительными прессами, снабженными другими наборами валков для тиснения. Это является недостатком, так как приводит к дополнительным производственным затратам, обязательным при тиснении листов с другими рисунками. В первом случае затраты связаны со снижением производительности из-за простоя оборудования во время смены валков для тиснения. Во втором случае затраты связаны с приобретением дополнительных прессов и другого оборудования.
Поэтому есть необходимость в разработке способа тиснения, в котором предусмотрена универсальность при получении различных изображений или рисунков тиснения на листах бумаги или ламинированной металлической фольги.
Краткое изложение сущности изобретения
В основу настоящего изобретения положена задач обеспечения устройства и способа изготовления листов бумаги или ламинированной металлической фольги с различными тиснеными рисунками (изобразительными элементами), которые свободны от упомянутых недостатков, присущих предшествующему уровню техники.
В соответствии с первым аспектом настоящего изобретения предложено устройство изготовления тисненых листов. Устройство содержит средство подачи вытянутой полосы бумаги или ламинированной металлической фольги, первый и второй валки для тиснения, установленные так, чтобы принимать такую полосу от средства подачи, и средство приема такой полосы от валков после ее тиснения, а также разрезания такой полосы на листы. Первый валок снабжен группой выполняющих тиснение штамповочных секторов, расположенных на его поверхности. По меньшей мере один из секторов выполняет первый рисунок тиснения, и по меньшей мере другой из штамповочных секторов выполняет чередующийся рисунок тиснения, отличный от первого рисунка. Штамповочным секторам придан размер, аналогичный размеру листов фольги. Поэтому по меньшей мере одна группа листов несет первый тисненый рисунок, в то время как по меньшей мере другая группа листов несет чередующийся тисненый рисунок. Выполняющие тиснение штамповочные сектора могут быть разнесены по оси валков для тиснения или расположены по окружности валков для тиснения, или как по оси, так и по окружности. Второй валок для тиснения также может иметь группу выполняющих тиснение штамповочных секторов, размещенных на его поверхности таким образом, чтобы сопрягаться с выполняющими тиснение штамповочными секторами первого валка для тиснения.
В соответствии со вторым аспектом настоящего изобретения предложен способ изготовления тисненых листов ламинированной металлической фольги или бумаги. Одна из операций способа заключается в тиснении полосы бумаги или металлической фольги по меньшей мере двумя группами штамповочных секторов. Каждая группа штамповочных секторов производит тиснение разного рисунка. Полоса затем разрезается на листы в соответствии с разными тиснеными рисунками.
В соответствии с еще одним аспектом настоящего изобретения предложена партия листов бумаги или ламинированной металлической фольги, предназначенных для упаковки сигарет. Партия включает группу тисненых листов, нарезанных из одной и той же полосы. По меньшей мере одна группа листов несет первый тисненый рисунок, и по меньшей мере другая группа листов несет чередующийся тисненый рисунок.
Соответственно, настоящее изобретение дает возможность использовать одну производственную линию для одновременного изготовления листов бумаги или ламинированной металлической фольги с разными тиснеными рисунками.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено со ссылкой не прилагаемые чертежи, на которых показано:
на фиг.1 - вид в перспективе предлагаемого в одном из вариантов выполнения настоящего изобретения устройства тиснения;
на фиг.2 - подробный вид в перспективе варианта выполнения валков для тиснения, используемых в устройстве тиснения с фиг.1;
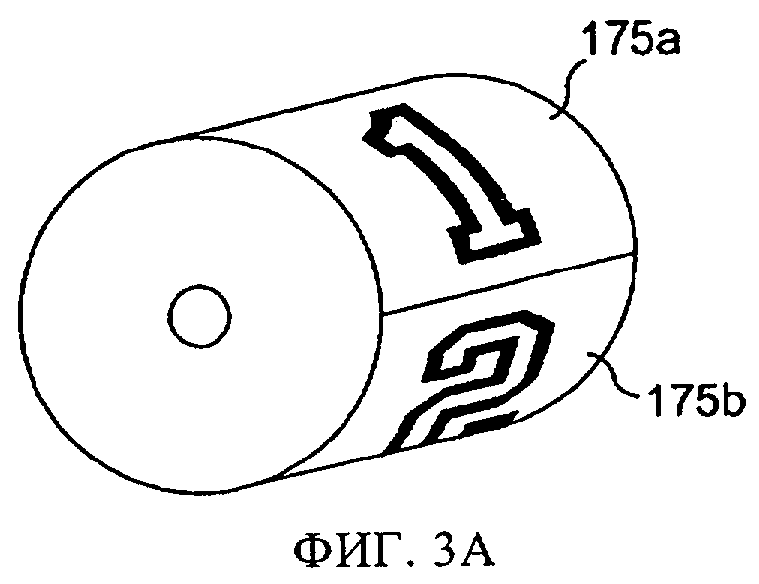
на фиг.3А - вид в перспективе другого варианта выполнения одного валка для тиснения из сопряженной пары валков для тиснения, используемых в устройстве тиснения с фиг.1;
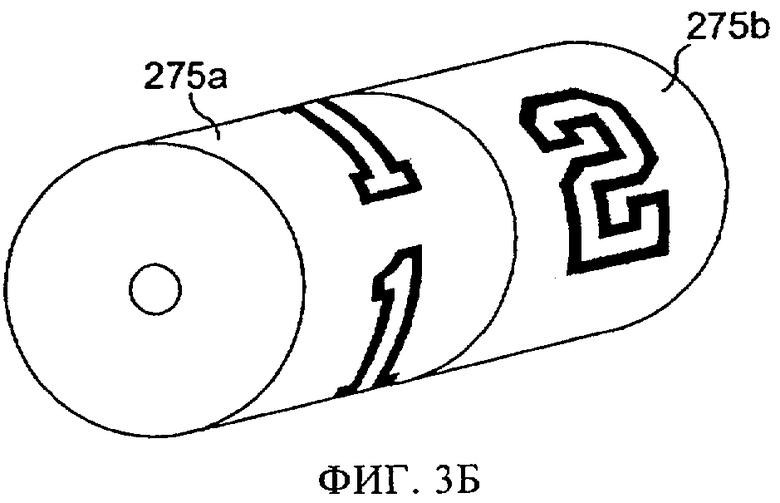
на фиг.3В - вид в перспективе варианта выполнения другого валка для тиснения из сопряженной пары валков для тиснения, используемых в устройстве тиснения с фиг.1;
на фиг.3С - вид в перспективе варианта выполнения другого валка для тиснения из сопряженной пары валков для тиснения, используемых в устройстве тиснения с фиг.1;
на фиг.4А - вид в плане листа фольги, полученного с пары сопряженных валков для тиснения, аналогичных показанному на фиг.3А валку;
на фиг.4В - вид в плане листа фольги, полученного с пары сопряженных валков для тиснения, аналогичных показанному на фиг.3В валку;
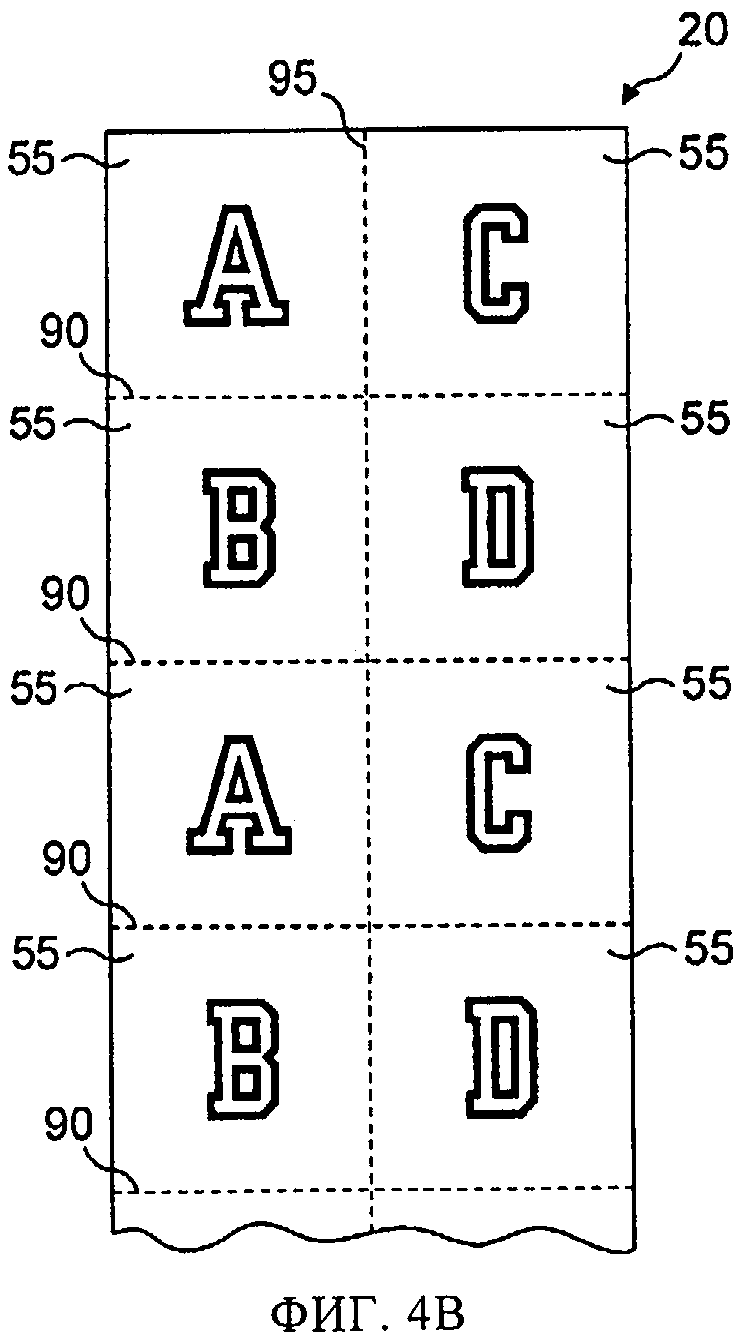
на фиг.4С - вид в плане листа фольги, полученного с пары сопрягающихся валков для тиснения, аналогичных показанному на фиг.3С валку;
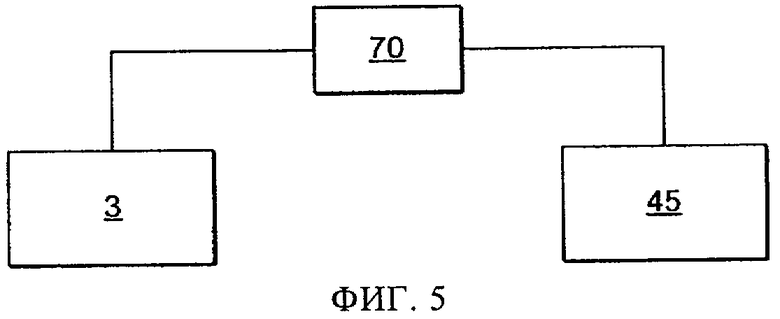
на фиг.5 - схема устройства тиснения, выполненного по другому варианту изобретения;
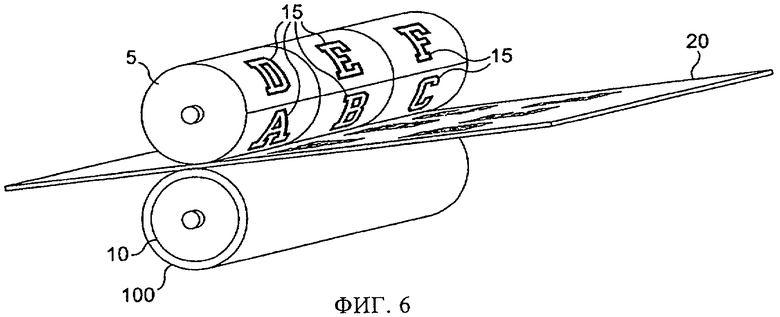
на фиг.6 - подробный вид в перспективе варианта выполнения валков для тиснения, используемых в устройстве тиснения с фиг.1;
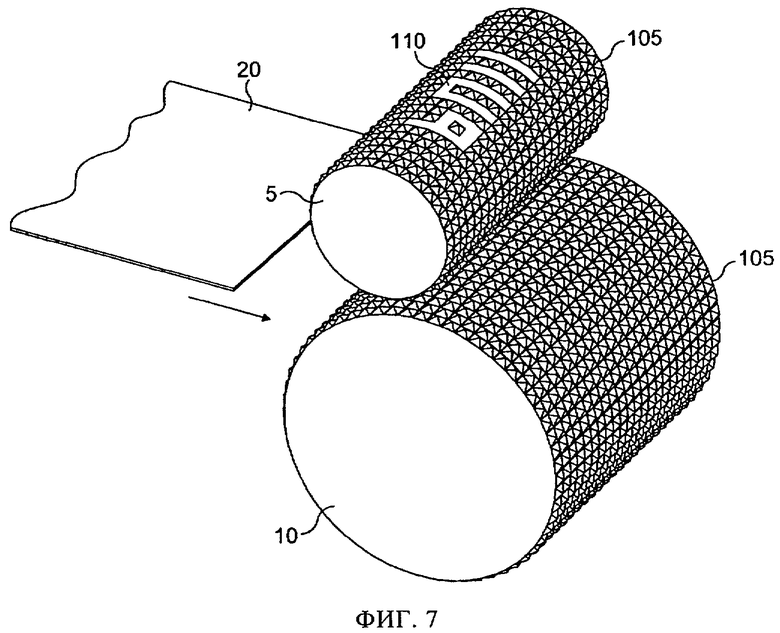
на фиг.7 - подробный вид в перспективе варианта выполнения валков для тиснения, используемых в устройстве тиснения с фиг.1.
Подробное описание осуществления изобретения
Настоящее изобретение может быть использовано при теснении различных изображений на бумаге или металлической фольге. Изобретение применимо в различных способах тиснения. Например, тиснение может быть выполнено с использованием первого валка из твердого материала, такого как сталь, и второго валка с гладким, мягким покрытием, таким как деформируемый пластик. В другом способе тиснения используются два рабочих валка, с нанесенными согласующимися друг с другом изображениями. В последнем способе изображение получается или за счет самой картины тиснения, или за счет тиснения окружающего изображение фона.
Далее рассмотрен вариант выполнения настоящего изобретения, связанный с изготовлением ламинированных металлических листов, размер которых пригоден для использования при упаковке сигарет. Устройство 1 тиснения, представленное на фиг.1, снабжено позицией 3 тиснения, включающей первый валок 5 для тиснения и второй валок 10 для тиснения. Диаметры обоих валков в зависимости от используемого способа тиснения могут быть одинаковыми, и на их цилиндрических наружных поверхностях располагаются сопряженные штамповочные элементы 15. При работе оба валка принудительно приводятся в контакт друг с другом. Валки 5 и 10 могут быть выполнены из стали, и их контактирующие поверхности закалены.
Как первый, так и второй валки 5 и 10 с возможностью вращения установлены на раме 30. Первый валок 5 может приводиться в движение с соответствующей скоростью узлом 35 двигателя с редуктором. Механическая сборка компонентов на раме устройства может быть выполнена любым из нескольких известных специалистам в данной области способов.
Второй валок 10 приводится в движение от первого валка 5 через шестеренную пару 40, что обеспечивает синхронность вращения этих двух валков. Могут быть также использованы другие средства синхронизации. Например, в некоторых случаях сопряженные штамповочные элементы 15 могут в достаточной мере обеспечивать синхронизацию между обоими валками 5 и 10.
Позиция 45 введена для приема тисненой полосы ламинированной металлической фольги, выходящей с валков 5 и 10, и разрезания ее на листы 55. Позиция резки снабжена узлом 60 продольной резки, узлом 65 поперечной резки и средством 70 синхронизации.
Валки 5 и 10 находятся в движении при введении между ними полосы ламинированной металлической фольги 20. Давление и расстояние между двумя валками 5 и 10 можно регулировать, так чтобы сопряженные штамповочные элементы 15 приходили во взаимодействие друг с другом для правильного тиснения полосы ламинированной металлической фольги 20.
В процессе тиснения полоса ламинированной металлической фольги 20 проходит между вращающимися валками, как показано на фиг.1. Как показано на фиг.2 каждый валок 5 и 10 несет на себе сопряженные штамповочные элементы 15, содержащие, например, текстурированный рисунок, изображения, картинки, товарную марку, логотип, название фирмы-производителя или другую информацию, служащую для улучшения внешнего вида товаров, оборачиваемых или упаковываемых в листы 55. Изображения, соответствующие штамповочным элементам 15, представлены буквами от А до F. Каждый валок 5 и 10 разделен на сектора 75, каждый из которых содержит разные сопряженные штамповочные элементы 15. Например, несущая изображение А часть может представлять собой название компании, в то время как несущая изображение В часть может представлять логотип компании. Каждый сектор 75 имеет размер, соответствующий размеру листа 55. Сектора 75 могут также содержать сочетание общих свойств, таких как фоновый рисунок, и отличительных свойств, таких как надпись или логотип.
За счет строгой синхронизации работы позиции 45 резки с роликами 5 и 10 полоса ламинированной фольги 20 может быть разрезана так, чтобы получались листы 55, с разными тиснеными изображениями. Хотя на фиг.1 средство 70 синхронизации представлено в виде цепи, синхронизация позиции 45 резки с позицией 3 тиснения может обеспечиваться многими другими способами. Например, могут быть использованы другие механические средства, такие как шестеренная передача или система рычагов, приспособленная для связи элементов позиции 3 тиснения с элементами позиции 45 резки. Например, средством 70 синхронизации может служить шестеренная передача, передающая вращательное движение от валка 5 узлу 65 поперечной резки, представляющему собой набор поперечных лезвий, вращающихся вокруг поперечной оси, параллельной оси вращения валков 5 и 10, что всегда обеспечивает точное разрезание полосы ламинированной металлической фольги 20 с получением листов 55.
Альтернативно позиция 45 резки может быть электронными средствами синхронизирована с позицией 3 тиснения с использованием связанного с сенсорами контроллера как для мониторинга скорости вращения валков 5 и 10, так и для приведения в действие позиции 45 резки, соответственно, или для отслеживания тисненного рисунка на полосе ламинированной металлической фольги 20 и приведения в действие позиции 45 резки, так чтобы получить точно разрезанные листы 55. На фиг.5 схематически изображена такая взаимосвязь между позицией 45 резки и позицией 3 тиснения, работа которых синхронизирована синхронизирующим средством 70.
Обращаясь к фигурам 3А, 3В, 3С и соответствующим им фигурам 4А, 4В и 4С, можно видеть три типа валков и три типа неразрезанных тисненых листов фольги. На фиг.3А показан валок с двумя разными и расположенными по окружности секторами 75. Первый сектор 175а несет тисненое изображение в виде цифры "1", в то время как второй сектор 175b несет тисненое изображение в виде цифры "2". Ширина валка соответствует ширине только одного листа 55. Результат тиснения с использованием пары валков с такими сопряженными тиснеными изображениями представлен на фиг.4А и представляет чередование тисненых изображений "1" и "2" в указанном порядке, соответствующем первому и второму секторам 175а и 175b валков. Полоса ламинированной металлической фольги 20 затем разрезается точно по поперечной линии 90 разреза на позиции 45 резки, так чтобы получить листы 55.
На фиг.3В изображен валок, имеющий первый и второй сектора 275а и 275b, расположенные вдоль оси валка. В этом варианте валки имеют ширину, соответствующую двум листам 55. Результат нанесения такого теснения на полосу ламинированной металлической фольги 20 представлен на фиг.4В. В этом случае на позиции 45 резки требуется наличие узла 60 продольной резки для разрезания по продольной линии 95 разреза.
Валок, представленный на фиг.3С, имеет четыре сектора 375а, 375b, 375с и 375d, на которых видны штампованные изображения "А", "В", "С" и "D", разнесенные по окружности и по оси. Результат нанесения такого теснения на полосу ламинированной металлической фольги 20, выполненного валками с такими сопряженными фигурными штамповочными элементами 15, представлены на фиг.4С.
Специалисту в данной области легко понять, что в наборе сопряженных валков как по окружности, так и по оси могут располагаться сектора 75 разного вида. Размещение большего числа секторов 75 по окружности может привести к увеличению диаметра валков, в то время как размещения большего числа секторов 75 вдоль оси может привести к увеличению ширины валков. Изображения могут быть ориентированы в любом направлении в соответствии с ориентацией листов 55 на полосе ламинированной металлической фольги 20.
Если в валках используется два или более сектора 75 с фигурными штампами, расположенных бок о бок друг к другу параллельно продольной оси, то на позиции резки вводится узел 60 продольной резки. Если полоса ламинированной металлической фольги 20 соответствует по ширине только одному изображению, и валки 5 и 10 включают по ширине один фигурный штамп, то на позиции 45 резки узел 60 продольной резки не требуется.
Валки могут включать группу фигурных штампов, состоящую из многих различных фигурных штампов в разных секторах 75, причем некоторые из них могут находиться в более чем одной части валка. Это позволяет иметь увеличенную долю изображений определенного вида в изготовленной партии.
При работе полоса ламинированной металлической фольги 20 подается через первый и второй валки 5 и 10, несущие сопряженные фигурные штамповочные элементы 15. Валки расположены друг против друга с достаточной точностью, чтобы получать соответствующее тиснение полосы ламинированной металлической фольги 20. Работа валков 5 и 10 синхронизирована друг с другом с помощью любого соответствующего средства. Вслед за тиснением на позиции 45 резки, работа которой синхронизирована с позицией 3 тиснения, выполняется операция разрезания, так что получаются листы 55, несущие различный рисунок тиснения, созданный различными секторами 75 валков 5 и 10.
После позиции резки может быть также введена позиция сортировки. На позиции сортировки листы 55 разделяются в соответствии с нанесенным не них тиснением. Это выполняется, например, за счет наличия секторов 75, расположенных вдоль оси валков 5 и пропускников или разделителей, установленных у выхода позиции 45 резки, так что листы 55 автоматически сортируются в зависимости от их расположения в поперечном направлении на выходе позиции 45 резки. За счет использования позиции сортировки в сочетании с валками, имеющими различные сектора 75 в окружном и осевом направлениях, можно получать листы 55, имеющие разный рисунок и предназначенные для разной продукции. Например, если валки 5 имеют 4 сектора, расположенных по оси, и два сектора, расположенных по окружности, можно изготавливать два типа листов 55, имеющих разный рисунок для четырех разных производственных линий.
Настоящее изобретение применимо в различных способах тиснения. Например, на фиг.6 представлен другой вариант выполнения изобретения. В этом варианте валок 5 выполнен из стали с закаленной контактной поверхностью, в то время как второй валок 10 имеет гладкое мягкое покрытие 100 из пластика. Фигурные штамповочные элементы 15 первого валка 5 выполняют тиснение полосы ламинированной фольги 20 и при этом производят упругую деформацию пластика 100 второго валка 10.
На фиг.7 представлен еще один альтернативный способ тиснения, в котором как на первом валке 5, так и на втором валке 10 гравировкой нанесен поверхностный узор, например в виде небольших пирамидок. Ламинированная металлическая фольга 20 проходит как через первый валок 5, так и через второй валок 10. На одном из валков, например на валке 5, образован фигурный штамповочный элемент 110 путем частичного или полного удаления поверхностного узора 105. Эта операция может быть выполнена путем механической обработки. За счет локального удаления пирамидок узора 105 может быть создано плоское, не вдавленное изображение на фоне тисненого рисунка. Другими словами, ламинированная металлическая фольга 20 имеет тиснение везде, кроме участка, представляющего собой определенное изображение. Как первый, так и второй валки 5,10 могут быть выполнены из закаленной стали.
Настоящее изобретение было описано в связи с предпочтительными вариантами выполнения. Описание, так же как чертежи, предназначено для облегчения понимания изобретения, а не для ограничения его объема. Специалисту в данной области техники понятно, что могут быть сделаны различные модификации изобретения без выхода за его объем, и подразумевается, что такие модификации охватываются настоящим описанием.





Изобретение раскрывает устройство для изготовления тисненной бумаги или ламинированной металлической фольги, при этом устройство содержит средство подачи вытянутой полосы бумаги или ламинированной металлической фольги. Первый и второй валки для тиснения, установленные с возможностью принятия указанной полосы от указанного средства подачи, причем первый валок имеет группу выполняющих тиснение секторов, расположенных на его поверхности, по меньшей мере один из которых обеспечивает первое тиснение, а по меньшей мере другой из указанных секторов обеспечивает чередующееся тиснение, отличное от указанного первого тиснения, и этим секторам придан размер, аналогичный размеру указанных листов фольги. Средство приема упомянутой полосы от указанных валков после выполнения ими тиснения и разрезания ее на листы, по меньшей мере часть которых несет указанное первое тиснение, а по меньшей мере другая часть которых несет указанное чередующееся тиснение. Сортировочный механизм, предназначенный для отделения указанной по меньшей мере одной части листов, несущих первое тиснение, от указанной по меньшей мере другой части листов, несущих чередующееся тиснение. Предложенное изобретение обеспечивает нанесение различных тисненых рисунков без простоя на смену валков и переналадку оборудования. 3 н. и 10 з.п. ф-лы, 11 ил.
1. Устройство для изготовления тисненой бумаги или ламинированной металлической фольги, содержащее
средство подачи вытянутой полосы бумаги или ламинированной металлической фольги,
первый и второй валки для тиснения, установленные с возможностью принятия указанной полосы от указанного средства подачи, причем первый валок имеет группу выполняющих тиснение секторов, расположенных на его поверхности, по меньшей мере один из которых обеспечивает первое тиснение, а по меньшей мере другой из указанных секторов обеспечивает чередующееся тиснение, отличное от указанного первого тиснения, и этим секторам придан размер, аналогичный размеру указанных листов фольги;
средство приема упомянутой полосы от указанных валков после выполнения ими тиснения и разрезания ее на листы, по меньшей мере часть которых несет указанное первое тиснение, а по меньшей мере другая часть которых несет указанное чередующееся тиснение; и сортировочный механизм, предназначенный для отделения указанной по меньшей мере одной части листов, несущих первое тиснение, от указанной по меньшей мере другой части листов, несущих чередующееся тиснение.
2. Устройство по п.1, дополнительно содержащее средство синхронизации, предназначенное для синхронизации работы указанного средства приема и резки с валками для тиснения.
3. Устройство по п.1 или 2, в котором выполняющие тиснение сектора расположены по окружности или вдоль оси первого валка для тиснения.
4. Устройство по п.3, в котором второй валок для тиснения имеет в основном гладкую и деформируемую наружную контактную поверхность.
5. Устройство по п.4, в котором первый валок для тиснения является ведущим валком.
6. Устройство по п.1, в котором второй валок для тиснения имеет группу выполняющих тиснение секторов, расположенных на его поверхности, причем по меньшей мере один из этих секторов обеспечивает первое тиснение, а по меньшей мере другой из секторов обеспечивает чередующееся тиснение, отличное от первого тиснения, и указанные сектора имеют размер, аналогичный размеру упомянутых листов фольги, и расположены с возможностью сопряжения с аналогичными секторами на первом валке для тиснения.
7. Устройство по п.6, дополнительно содержащее средство синхронизации, предназначенное для синхронизации работы указанного средства приема и резки с валками для тиснения.
8. Устройство по п.6, в котором выполняющие тиснение сектора расположены по окружности или вдоль оси валков для тиснения.
9. Устройство по п.6, в котором указанные сектора прилегают к валкам для тиснения.
10. Устройство по п.9, в котором упомянутое средство резки содержит механизм продольной резки и механизм поперечной резки.
11. Устройство по п.10, в котором валки для тиснения изготовлены из стали.
12. Способ изготовления тисненых листов бумаги или ламинированной фольги, при выполнении которого:
производят тиснение полосы бумаги или ламинированной металлической фольги валками для тиснения, по меньшей мере один из которых снабжен группой выполняющих тиснение секторов, причем по меньшей мере один из указанных секторов выполняет первый тисненый рисунок, и по меньшей мере другой из указанных секторов выполняет чередующийся тисненый рисунок, отличный по виду от указанного первого тисненого рисунка;
разрезают полосу на листы в соответствии с указанными секторами; и сортируют листы в соответствии с указанным видом тиснения.
13. Партия листов ламинированной металлической фольги для упаковки сигарет, включающая группу тисненых листов, нарезанных и отсортированных из одной и той же полосы ламинированной металлической фольги, причем по меньшей мере одна группа указанных листов несет первый тисненый рисунок, а по меньшей мере другая группа указанных листов несет чередующийся тисненый рисунок, отличный по виду от первого тисненого рисунка.
| WO 2006092817 A1, 08.09.2006 | |||
| WO 03086743 A, 23.10.2003 | |||
| EP 1325982 A1, 09.07.2003 | |||
| МАШИНА ДЛЯ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ, ТИСНЕНОЕ ЛИСТОВОЕ ИЗДЕЛИЕ И СПОСОБ ТИСНЕНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1996 |
|
RU2162414C2 |

