Изобретение относится к металлопродукции гнутых профилей и может быть использовано при производстве сложнопрофильных П-образных изделий большой длины из листовой или полосовой заготовки, преимущественно лонжеронов для автомобилей.
Известен способ производства гнутых штучных профилей из полос, полученных путем раскроя листовой заготовки, профилированием на профилегибочных станках. Изготовление гнутых профилей, в том числе П-образного профиля, осуществляют путем воздействия на полосу (развертку) ряда вращающихся пар рабочих валков. Профилируемая полоса последовательно перемещается через области деформаций, постепенно приобретая заданную калибровкой форму, при этом получение профиля с необходимой формой сечения обеспечивается путем постепенной подгибки частей исходной развертки [1].
Известный способ позволяет получать с высокой размерной точностью только прямолинейные П-образные изделия большой длины, в т.ч. и короткие лонжероны с прямолинейным продольным профилем основания и одинаковой шириной основания по длине.
Однако известным способом невозможно изготовление лонжеронов для автомобиля, которые имеют П-образный профиль поперечного сечения с различной шириной стенки (основания) по длине и продольный фасонный профиль стенки (основания).
Известен также способ изготовления лонжеронов автомобилей, включающий раскрой развертки из листовой заготовки, формирование отверстий на штампах совмещенного действия и последующее формообразование продольного фасонного профиля и поперечного П-образного профиля в штампе гибки [2].
Известный способ позволяет осуществлять формообразование продольного фасонного профиля и поперечного П-образного профиля, но характеризуется низкой производительностью при высокой мощности и уникальности используемого оборудования.
Например, на Кузнечном заводе тяжелых штамповок ПО «БелавтоМАЗ» для раскроя развертки лонжерона, пробивки отверстий и последующей гибки используется уникальный по размерам и конструкции четырехкривошипный пресс К4548 усилием 63000 кН с выдвижным столом длиной 10 м. Постоянные переналадки пресса с операции раскроя на операцию гибки (формообразования) снижают производительность и увеличивают себестоимость изготовления лонжерона. Кроме того, при гибке развертки лонжерона в штампе контакт между рабочим инструментом и заготовкой происходит по всей ее длине, что требует для длинномерных изделий значительных усилий формообразования. При этом точность и качество формообразования невысокие из-за больших размеров технологической оснастки (длина штампов достигает 10 м), а также неизбежности образования различного рода дефектов (разрывы, складкообразование и т.д.).
Известен способ изготовления лонжерона для автомобиля, включающий раскрой развертки из листовой заготовки, формирование отверстий, формообразование продольного фасонного профиля и поперечного П-образного профиля [3].
Недостаток способа - невысокое качество профилирования, особенно в переходных зонах лонжерона, где изменяется ширина стенок и возможно образование гофр и разрыв полок.
В качестве прототипа принят способ изготовления лонжерона для автомобиля, включающий раскрой развертки из листовой заготовки и формообразование продольного фасонного профиля и поперечного П-образного профиля [4].
Недостаток известного способа заключается в необходимости использования для повышения качества лонжеронов дополнительного высокочастотного оборудования для индукционного нагрева до температуры закалки полок.
В основу изобретения положена задача повышения качества, производительности и расширения технологических возможностей изготовления лонжеронов для автомобилей.
Поставленная задача достигается тем, что в способе изготовления лонжерона для автомобиля, включающем раскрой развертки из листовой заготовки и формообразование продольного фасонного профиля и поперечного П-образного профиля, согласно изобретению в развертке формируют отверстия, формообразование продольного фасонного профиля и поперечного П-образного профиля осуществляют путем жесткой фиксации развертки лонжерона на столе-оправке с одновременным ее продольным профилированием в плоскости наименьшей жесткости развертки и последующего последовательного пошагового и/или непрерывного профилирования развертки ее обкаткой по переходам в системе роликовых калибров с обеспечением копирования ими профиля стола-оправки, при этом в процессе обкатки производят подгибку полок лонжерона с увеличением угла подгибки, а на чистовых переходах обкатку ведут путем многократного знакопеременного деформирования.
В способе производят перемещение развертки для подгибки полок лонжерона, в процессе которого зону локализованного очага деформации, возникающего при подгибке полок, подвергают предварительному нагреву до температуры теплой деформации, после чего осуществляют пошаговое и/или непрерывное профилирование.
В способе зону локализованного очага деформации подвергают предварительному нагреву до температуры выше Ас3, пошаговое и/или непрерывное профилирование осуществляют в режиме теплой деформации и производят закалку упомянутой зоны путем ее интенсивного охлаждения хладагентом.
В способе многократное знакопеременное деформирование на чистовых переходах обкатки осуществляют в роликовых калибрах, имеющих ролики с горизонтальной и вертикальной осями вращения, с обеспечением калибрования полок лонжерона.
В способе раскрой развертки лонжерона совмещают с формированием в ней отверстий путем воздействия на листовую заготовку высокоэнергетического излучения, преимущественно лазерного.
Отличительные признаки и технический результат находятся между собой в причинно-следственной связи, т.е. совокупность новых признаков с неочевидностью позволяет улучшать качество изделия за счет повышения размерной точности, чистоты поверхности и создания упрочненных зон в локализованных очагах деформации подгиба полок, что свидетельствует о соответствии способа критерию изобретательский уровень.
Для лучшего понимания изобретения его поясняют чертежом, где
фиг.1 - схема технологической линии изготовления лонжерона;
фиг.2 - схема формообразования продольного профиля развертки лонжерона в плоскости наименьшей жесткости;
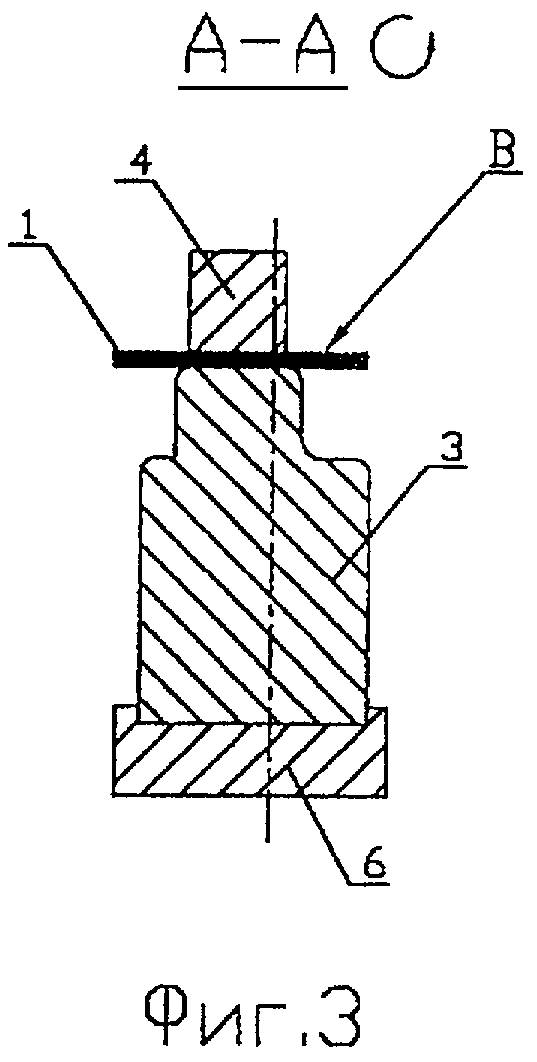
фиг.3 - разрез по А-А (фиг.1);
фиг.4 - разрез по Б-Б (фиг.1).
Способ поясняется на примере работы линии для изготовления лонжерона по фиг.1, которая содержит установку для раскроя развертки 1 лонжерона из листовой заготовки 2 и машину последовательного непрерывного профилирования.
Машина профилирования лонжерона (фиг.1-3) содержит стол-оправку 3, повторяющий внутренний профиль лонжерона, на котором фиксируют положения развертки 1 лонжерона относительно стола-оправки 3. Формообразующая плита 4 в продольном направлении повторяет продольный наружный профиль лонжерона в плоскости «В» наименьшей жесткости его развертки 1, т.е. при этом усилие гибки прикладывают по нормали к плоскости, характеризуемой большей величиной ширины к толщине развертки. Формообразующая плита 4 имеет ширину, равную или меньшую (h - 2R), где h - высота профиля лонжерона, R - радиус наружного закругления профиля (фиг.4).
Таким образом, стол-оправка 3, повторяющая внутренний профиль лонжерона, и плита 4, повторяющая продольный наружный профиль лонжерона, образуют штамповочный блок 5 для продольного профилирования развертки 1 лонжерона в плоскости «В» наименьшей жесткости (фиг.2, 3). Продольное профилирование развертки 1 лонжерона в плоскости «В» наименьшей жесткости путем жесткой фиксации упругопластического состояния развертки для последующей обкатки по переходам осуществляют силовым воздействием плитой 4 до заполнения материалом развертки гравюры штамповочного блока 5 в пределах ее (развертки) упругопластической деформации.
После продольного профилирования развертки 1 в штамповочном блоке 5 между столом-оправкой 3 и плитой 4 развертка 1 принимает установочное положение для последующей обкатки с продольной ориентацией по фиг.2 и с поперечной ориентацией по фиг.3.
Штамповочный блок 5 установлен с возможностью возвратно-поступательного перемещения в направляющих станины 6 через клетьевой блок 7 (фиг.1) продольного фасонного и поперечного П-образного профилирования развертки лонжерона.
Клетьевой блок 7 включает профилировочные клети 8, 9, ... n-1, n, соответственно числу переходов формообразования лонжерона. Каждая клеть (фиг.1, 2) включает пару приводных, симметрично установленных относительно продольной оси машины профилирования, обкатных роликов 10-11, 12-13, ... 28-29 (n-1 клети), 30-31 (n клети), образующих со столом-оправкой 3 калибры переходов.
Обкатные ролики каждой профилировочной клети 10-11, 12-13, ... 28-29 (n-1 клети), 30-31 (n клети) снабжены следящими устройствами 32, 33, 34, 35 для возможности копирования профиля стола-оправки 3 при его продольном перемещении. Обкатные ролики 10-11, 12-13 ... 28-29 (n-1 клети), 30-31 (n клети) каждого последующего перехода имеют калибровку роликов, обеспечивающую увеличение угла подгибки полок лонжерона по принятому режиму профилирования.
Например, в соответствии с рекомендациями [1] может быть принят режим профилирования, обеспечивающий подгибку полок по переходам: 0°-8°- 18°- 30°- 44°- 58°- 70°- 80°- 88°- 90°, либо другой режим, обеспечивающий для заданного профиля требуемую точность и качество формообразования.
Изготовление лонжерона для автомобиля осуществляют по технологической схеме (фиг.1), включающей раскрой развертки 1 из листовой заготовки 2, формирование отверстий путем воздействия на листовую заготовку высокоэнергетического излучения, преимущественно лазерного, формообразование продольного фасонного профиля и поперечного П-образного профиля.
Формообразование продольного фасонного профиля и поперечного П-образного профиля осуществляют путем жесткой фиксации развертки 1 лонжерона на столе-оправке 3 формообразующей плитой 4 с одновременным ее продольным профилированием в плоскости «В» наименьшей жесткости развертки и последующего последовательного пошагового и/или непрерывного профилирования развертки ее обкаткой по переходам в системе роликовых калибров, образованных обкатными роликами 10-11, 12-13, ... 28-29 (n-1 клеть), 30-31 (n клеть) и столом-оправкой 3, с обеспечением копирования ими профиля стола-оправки 3, при этом в процессе обкатки производят подгибку полок лонжерона с увеличением угла подгибки α. Обкатку развертки осуществляют в процессе ее пошагового и/или непрерывного перемещения через клиновой блок 7, причем на чистовых переходах обкатку ведут путем многократного знакопеременного деформирования, например за счет многократной реверсной подачи стола-оправки 3 с полуфабрикатом лонжерона - развертки 1, при этом при прямом ходе стола деформирующие ролики чистовой клети (обкатные ролики 28-29, 30-31) осуществляют деформацию одного знака, а при обратном ходе стола с разверткой 1 деформирующие ролики чистовой клети осуществляют обкатку заданного участка деформацией противоположного знака, по технологии реверсивной прокатки. При этом на участках развертки 1, склонных к образованию гофр, складок и других дефектов, путем воздействия многократной реверсивной обкатки происходит выглаживание материала зоны обкатки с сохранением требуемой размерной точности.
В способе производят перемещение развертки 1 для подгибки полок лонжерона, в процессе которого зону локализованного очага деформации, возникающего при подгибке полок, подвергают предварительному нагреву горелками 36, 37 до температуры теплой деформации, после чего осуществляют пошаговое и/или непрерывное профилирование.
В способе зону локализованного очага деформации подвергают предварительному нагреву горелками 36, 37 до температуры выше Ас3, пошаговое и/или непрерывное профилирование осуществляют в режиме теплой деформации и производят закалку упомянутой зоны путем ее интенсивного охлаждения системой форсунок 38, 39 требуемым хладагентом, например вода, воздух, водо-воздушная смесь и др.
В способе многократное знакопеременное деформирование на чистовых переходах обкатки осуществляют в роликовых калибрах, образованных обкатными роликами 10-11, 12-13, ... 28-29 (n-1 клеть), 30-31 (n клеть) и столом-оправкой 3 и имеющих ролики с горизонтальными осями вращения 30-31 и с вертикальными осями вращения роликов 28-29.
Раскрой развертки 1 лонжерона 40 возможен путем совмещения с формированием в ней технологических отверстий 41 путем воздействия на листовую заготовку 2 высокоэнергетического излучения, преимущественно, посредством лазера на установке 42 раскроя развертки 1.
Момент окончательного формообразования лонжерона 40 характеризует фиг.4, из которой с очевидностью следует, что готовый лонжерон 40 зафиксирован с шириной h требуемого квалитета точности в штамповочном блоке 5 между столом-оправкой 3 и плитой 4.
После завершения обкатки развертки снимают силовое воздействие плиты 4, извлекают окончательно изготовленный лонжерон 40 со стола-оправки 3 и передают его на склад 43 готовой продукции.
Проводили моделирование процесса изготовления лонжерона автомобиля МАЗ по изобретению на образцах с масштабом моделирования (М1:16) и с соблюдением условия подобия процессов пластической деформации.
Как следует из сопоставительного анализа известного и заявленного способов, изготовление лонжерона автомобиля по новой технологии повышает качество изделия за счет повышения размерной точности, чистоты поверхности и создания упрочненных зон в локализованных очагах деформации подгиба полок, что способствует повышению эксплуатационных свойств.
Лонжерон автомобиля МАЗ, полученный по известному способу [2], имеет размерную точность, соответствующую 16-17 квалитетам. Модель лонжерона автомобиля МАЗ, полученная по способу [3, 4], позволяет прогнозировать высокую размерную точность: по профилю до 8 квалитета точности и по длине в пределах 10-12 квалитетов точности. Однако на некоторых образцах изделий в локальных зонах деформации, характеризуемых несимметричной схемой напряженно-деформированного состояния, наблюдались дефекты формообразования полок в виде утонения и складкообразования материала.
Модель лонжерона автомобиля МАЗ, полученная по заявленному способу, идеально повторяла профиль и размеры стола-оправки.
Достижение более высокого качества формообразования лонжерона, особенно в местах его продольного и поперечного изгиба, было достигнуто благодаря возможности формообразования продольного фасонного профиля и поперечного П-образного профиля последовательным непрерывным профилированием в начальной стадии и последовательным пошаговым профилированием на чистовых переходах, при этом обкатку на чистовых переходах осуществляли путем многократной знакопеременной деформации.
Вариант осуществления способа, предполагающего только непрерывное профилирование лонжерона, наиболее предпочтителен при изготовлении «прямого лонжерона с перегибом стенки», т.е. продольного фасонного профиля и поперечного П-образного профиля с одинаковой шириной профиля (стенки) по всей длине лонжерона.
Вариант осуществления способа, предполагающего только пошаговое профилирование лонжерона, наиболее предпочтителен при изготовлении сложнопрофильных лонжеронов с продольным фасонным профилем и поперечным П-образным профилем с меняющейся по длине шириной профиля (стенки). Пошаговое профилирование таких лонжеронов позволяет на отдельных этапах их профилирования, в том числе и на начальной стадии, осуществлять многократное знакопеременное деформирование для предотвращения, например, складкообразования.
Калибрование путем поочередной многократной знакопеременной обкатки в калибрах, образованных обкатными роликами и столом-оправкой с вертикальными и горизонтальными осями вращения, позволяет оптимально перераспределить объемы металла неблагоприятных для деформации локальных зон лонжерона.
Шероховатость поверхности лонжерона, полученного по известному способу [3, 4], осталась на уровне шероховатости исходной развертки. Чистота наружных поверхностей полок лонжерона (значения параметров шероховатостей поверхностей полок лонжерона), полученного по заявляемому способу, уменьшилась на два класса шероховатости.
На моделях лонжерона, полученных по заявляемому способу, отсутствуют какие-либо дефекты поверхностного слоя, характерные для известного способа (разрывы, складкообразование и т.д.). Последовательное непрерывное профилирование развертки из листовой заготовки с покрытием обкаткой по переходам позволило получить на модели лонжерона продольный фасонный профиль и П-образный профиль поперечного сечения без единой царапины.
Производительность процесса изготовления лонжерона автомобиля по заявляемому способу в сравнении с известным способом [2] увеличивается в 1,5-2 раза за счет исключения целого ряда промежуточных вспомогательных операций, связанных с переналадкой формообразующего оборудования, транспортированием и межоперационным складированием развертки.
По сравнению с известным способом [3] заявляемый способ имеет большие технологические возможности, так как реализует процесс формообразования продольного фасонного профиля и поперечного П-образного профиля в различных режимах последовательного пошагового и/или непрерывного профилирования. В процессе профилирования осуществляют по переходам увеличение угла подгибки полок лонжерона, причем на чистовых переходах обкатку осуществляют путем многократной знакопеременной деформации.
По сравнению с известным способом [4] заявляемый способ позволяет увеличить производительность и уменьшить себестоимость изготовления лонжерона за счет совмещения формообразующих операций с термической обработкой (упрочнением) зон подгибки полок, а также значительно снизить энергетические затраты путем исключения необходимости использования высокочастотного оборудования для нагрева полок до температур закалки.
Заявляемый способ изготовления лонжерона автомобиля позволяет в процессе перемещения развертки осуществлять предварительный нагрев до температуры теплой (неполной горячей) деформации зоны локализованного очага деформации, возникающего при подгибке полок, что расширяет технологические возможности процесса изготовления за счет сокращения количества переходов обкатки и возможности профилирования изделий из материалов с пониженной пластичностью и труднодеформируемых в холодном состоянии материалов.
Предварительный нагрев развертки в процессе ее перемещения до температуры выше Ас3, профилирование в режиме теплой деформации и быстрое последеформационное охлаждение локализованного очага деформации позволяют осуществить термомеханическую обработку деформируемых участков лонжерона для повышения их прочности и пластичности.
Промышленное использование способа предполагается в РБ, РФ, странах ближнего и дальнего зарубежья.
Источники информации
1. С.Ф.Березовский. Производство гнутых профилей. М., «Металлургия», 1985, стр.128.
2. В.Г.Короткевич. Проектирование инструмента для пластического деформирования: Учеб. / Под ред. С.Б.Сарело. - Мн.: Выш. шк., 2000., стр.135-137, 163-167.
3. Заявка №а 20031006 от 05.11.2003 «Способ изготовления лонжерона для автомобиля». Официальный бюллетень «Изобретения, Полезные модели, Промышленные образцы», №2(45), 2005 г., стр.23.
4. А.с. SU 1025738 А, 30.06.1983, C21D 1/78. Способ изготовления лонжеронов рам транспортных машин. // К.З.Шепеляковский и др. - Опубл. в БИ №24, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| Способ изготовления гнутых зетовых профилей с покрытиями в роликах | 2018 |
|
RU2700224C1 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |


Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении из листовой заготовки сложнопрофильных П-образных изделий большой длины, в частности лонжеронов для автомобилей. Из листовой заготовки раскраивают развертку лонжерона. В развертке формируют отверстия и производят формообразование продольного фасонного профиля и поперечного П-образного профиля. Формообразование осуществляют путем жесткой фиксации развертки лонжерона на столе-оправке с одновременным ее продольным профилированием в плоскости наименьшей жесткости развертки. В дальнейшем производят последовательное пошаговое и/или непрерывное профилирование развертки ее обкаткой по переходам в системе роликовых калибров. При этом обеспечивают копирование калибрами профиля стола-оправки. В процессе обкатки подгибают полки лонжерона с увеличением угла подгибки. На чистовых переходах обкатку ведут путем многократного знакопеременного деформирования. В результате обеспечивается повышение производительности и расширение технологических возможностей способа и повышение качества полученных изделий. 4 ил.
| Способ изготовления лонжеронов рам транспортных машин | 1980 |
|
SU1025738A1 |
| Способ изготовления упругих элементов | 1978 |
|
SU718487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
| US 3841138 А, 15.10.1974 | |||
| Воздухораспределитель | 1987 |
|
SU1497433A1 |

