Изобретение относится к способу калибровки прокатной клети, в котором для определения относительного положения поворота комплекта валков для установки симметричного очага деформации и/или для определения удлинения прокатной клети, перед собственно процессом прокатки сжимают комплект валков друг с другом с заданной радиальной силой и измеряют образующуюся деформацию прокатной клети предпочтительно на цилиндропоршневом блоке, при этом определяемое за счет этого положение поворота комплекта валков и/или определяемый при этом модуль жесткости прокатной клети используют при последующей прокатке изделия между рабочими валками для вычислений с целью установки комплекта валков.
Известны прокатные клети, в которых два взаимодействующих друг с другом рабочих валка поддерживаются (по меньшей мере) двумя опорными валками для прокатки, например, стальной полосы. Например, это известно из документа ЕР 0 763 391 В1.
Для достижения высокого качества при прокатке полосы в прокатной клети необходимо после смены валков прокатной клети выполнять калибровку.
Если предусмотрены системы осевого сдвига для рабочих валков (например, так называемая система CVC), то рабочие валки при калибровке находятся в основном положении (осевой сдвиг равен нулю). При калибровке рабочие валки прижимают непосредственно друг к другу и снимают кривую удлинения, из нее определяют модуль жесткости прокатной клети, и очаг деформации устанавливают параллельно, соответственно, симметрично. При последующей прокатке имитируют условия калибровки с помощью вычислительной программы и пересчитывают на условия прокатки (ширину полосы), с целью обеспечения возможности точной установки положения валков и тем самым толщины полосы.
При этом было установлено следующее: ширина полосы в большинстве случаев значительно меньше, чем ширина контакта между обоими рабочими валками. За счет этого получаются различные соотношения контакта при калибровке и при прокатке. Это, в свою очередь, приводит к различным удлинениям прокатной клети в обоих названных случаях. В зависимости от используемых валков (в частности, при применении валков CVC) изменяется модуль жесткости прокатной клети в зависимости от относительного осевого сдвига между рабочими валками. Кроме того, при осевом сдвиге изменяются геометрические условия в очаге деформации, а также между рабочими и опорными валками. А именно, это справедливо тогда, когда используются не цилиндрические валки, а валки с не симметричными профилями (например, со шлифом CVC или аналогичной формой). При этом рабочие валки прокатных клетей со сдвигом, как правило, длиннее на двойную величину сдвига, чем длина опорных валков, или же чем длина рабочих валков в обычных прокатных клетях без осевого сдвига.
Поэтому в основу изобретения положена задача усовершенствования способа, указанного в начале вида так, чтобы простым образом обеспечить возможность учета эффекта различного удлинения прокатной клети при калибровке и при прокатке. За счет этого должна достигаться более высокая точность при прокатке. В частности, в сдвинутом в осевом направлении состоянии рабочих валков (соответственно, также промежуточных валков в шестивалковой клети) должна проводиться калибровка, с целью получения более точного модуля жесткости и более надежного значения поворота валков.
Решение этой задачи с помощью изобретения характеризуется тем, что рабочие валки установлены с возможностью перестановки в осевом направлении относительно друг друга, исходя из осевого положения без осевого сдвига, при этом определение положения поворота для установки симметричного очага деформации и/или определение модуля жесткости выполняют в положении относительного сдвига рабочих валков, которое не равно нулевому положению (положению калибровки), при этом определяемое положение поворота и/или значение модуля жесткости заносят в память и используют для дальнейшего вычисления положения поворота и/или установки комплекта валков при прокатке прокатного изделия.
При этом выполняют, предпочтительно исходя из внесенного в память положения поворота и/или из внесенного в память значения модуля жесткости прокатной клети, пересчет положения калибровки в соответствующее фактическое положение сдвига.
После этого осуществляют по меньшей мере один раз поворот для установки симметричного очага деформации и/или модуля жесткости в относительном осевом положении рабочих валков (предпочтительно в положении максимального положительного сдвига) и это положение вносят в память, соответственно, используют в качестве опорного значения для дальнейшего вычисления других положений сдвига.
В одной особенно предпочтительной модификации предусмотрено, что определение положения поворота для установки симметричного очага деформации и/или определение модуля жесткости выполняют по меньшей мере два раза, а именно в первом относительном осевом положении рабочих валков и во втором относительном осевом положении рабочих валков, при этом первое относительное осевое положение отличается от второго относительного осевого положения, и при этом по меньшей мере два определяемых положения поворота и/или значения модуля жесткости заносят в память и используют для дальнейшего вычисления положения поворота и/или установки комплекта валков при прокатке прокатного изделия.
Предпочтительно, определяют более двух положений поворота и/или модулей жесткости при более чем двух различных относительных осевых положениях рабочих валков. Например, можно определять 3-6 различных относительных осевых положений и/или модулей жесткости прокатной клети при 3-6 различных относительных осевых положениях рабочих валков. При этом одно из положений поворота и/или один из модулей жесткости прокатной клети можно определять при максимальном, согласно предназначению, относительном осевом сдвиге рабочих валков.
По меньшей мере два определяемых положения поворота и/или модуля жесткости прокатной клети при различных относительных осевых положениях рабочих валков можно приводить в функциональное соотношение и закладывать в основу дальнейшего вычисления. Однако в качестве альтернативного решения и упрощения может быть также предусмотрено, что по меньшей мере из двух определяемых положений поворота и/или модулей жесткости прокатной клети при различных относительных осевых положениях рабочих валков образуют среднее значение, которое закладывают в основу дальнейшего вычисления.
Рабочие валки могут иметь в принципе любую наружную поверхность, например цилиндрический наружный контур. Возможен также выпуклый или вогнутый наружный контур рабочих валков. Однако предпочтительно предусмотрен асимметричный контур рабочих валков, например комбинированный выпуклый и вогнутый наружный контур (валки CVC) или в целом наружный контур, который описывается полиномом, в частности полиномом третьего порядка, или тригонометрической функцией.
При измерении деформации клети можно определять действующую на клеть силу с помощью по меньшей мере одной месдозы. В качестве альтернативного решения, можно определять действующую для радиальной перестановки рабочего валка силу в цилиндропоршневом блоке. При этом также возможно, что определяемая с помощью месдозы сила и действующая в цилиндропоршневом блоке сила усредняется по количеству сторон клети.
Согласно одной другой модификации предусмотрено, что калибровку выполняют при приложении силы изгиба к рабочему валку. При этом может быть также дополнительно предусмотрено, что калибровку выполняют при приложении по меньшей мере двух различных сил изгиба к рабочему валку.
В другой модификации может быть предусмотрено, что прокатная клеть выполнена в виде шестивалковой клети с рабочими, промежуточными и опорными валками, при этом указанный выше процесс калибровки для комплекта валков выполняют также для промежуточных валков. В этом случае может быть предусмотрено, что при сдвигаемых относительно друг друга в осевом направлении рабочих и промежуточных валках выполняют процесс калибровки в сдвинутом в осевом направлении состоянии рабочих и промежуточных валков и определяют положения поворота для установки симметричного очага деформации и/или модуля жесткости прокатной клети.
Для обеспечения также более точной и стабильной установки очага деформации, согласно изобретению, среди прочего предусмотрено, что процесс калибровки выполняют не только в среднем положении (без относительной осевой перестановки рабочих валков), но также в сдвинутом положении рабочих валков. Длина контакта между рабочими валками при заданном осевом сдвиге валков короче и может соответствовать длине опорных валков и тем самым быть ближе к ширине полосы. При этом в зависимости от формы шлифа рабочих валков можно устанавливать максимальное положительное или отрицательное положение сдвига рабочих валков. В качестве опорного положения сдвига можно задавать любое положение сдвига, например максимальное положение сдвига.
На чертеже показаны примеры выполнения изобретения:
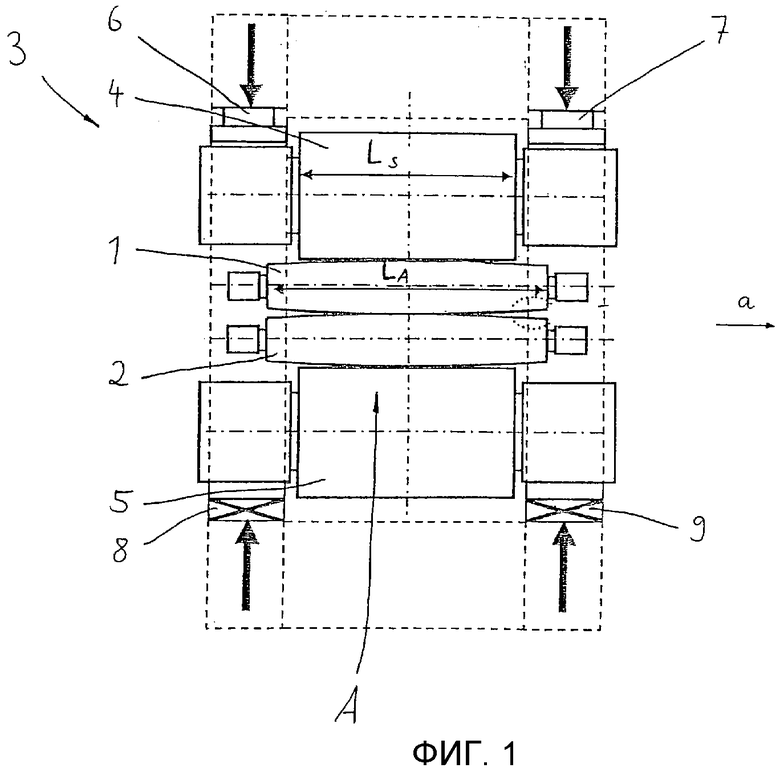
фиг. 1 - схема прокатной клети с двумя рабочими и двумя опорными валками в первом положении рабочих валков при калибровке, при рассмотрении в направлении прокатки;
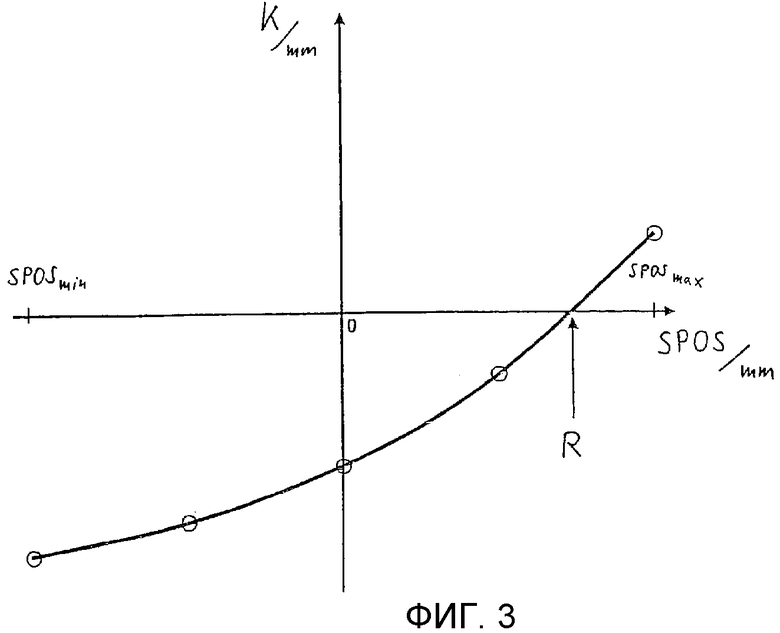
фиг. 2 - прокатная клеть, согласно фиг. 1, во втором положении рабочих валков при калибровке;
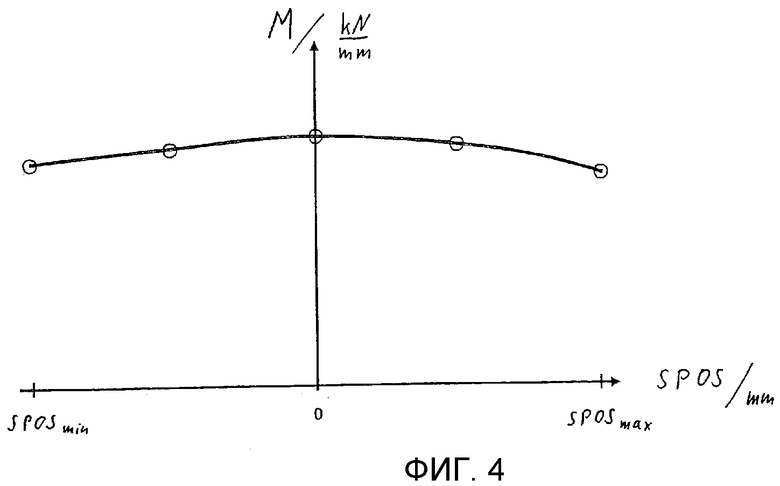
фиг. 3 - ход изменения значения коррекции положения установки в зависимости от сдвига рабочих валков; и
фиг. 4 - ход изменения модуля жесткости прокатной клети в зависимости от сдвига рабочих валков.
На фиг. 1 показана прокатная клеть 3, которая имеет взаимодействующие друг с другом рабочие валки 1 и 2. Рабочие валки 1, 2 опираются на опорные валки 4 и 5. Рабочие валки 1, 2 выполнены в данном случае не цилиндрическими, а имеют выпуклую прокатную поверхность, как показано увеличенным образом на фиг. 1.
Рабочие валки 1, 2 имеют длину LA, которая больше длины LS опорных валков 4, 5.
При работе предусмотрено, что рабочие валки 1, 2 переставляют относительно друг друга в осевом направлении а. На фиг. 1 показано относительное осевое положение А, в котором нет относительного осевого сдвига рабочих валков 1, 2 относительно друг друга (основное положение).
Кроме того, показаны цилиндропоршневые блоки 6, 7, с помощью которых можно подавать друг к другу в радиальном направлении валки, в частности рабочие валки 1, 2, с целью обеспечения возможности установки заданного очага деформации для прокатки неизображенного прокатного изделия. Действующую между рабочими валками 1, 2 и тем самым в прокатной клети 3 силу можно измерять с помощью месдоз 8, 9 для измерения нагрузки (динамометрических датчиков).
Перед прокаткой изделия выполняют калибровку клети 3, соответственно, рабочих валков 1, 2. При этом определяют удлинение прокатной клети 3 при действующей между рабочими валками 1, 2 радиальной силе, т.е. определяют так называемый модуль М жесткости прокатной клети. Затем устанавливают очаг деформации симметрично (не клиновидно) относительно середины прокатной клети.
Во время калибровки, которая показана в качестве первой калибровочной стадии способа на фиг. 1, оба рабочих валка 1, 2 прижимают непосредственно друг к другу. При этом рабочие валки находятся в основном положении А, т.е. относительный осевой сдвиг равен нулю (SPOS=0). Длина контакта рабочих валков 1, 2 длиннее по сравнению с зазором между рабочими и опорными валками на примерно более чем двойной ход сдвига.
При прижимании друг к другу рабочих валков 1, 2 измеряют образующуюся деформацию прокатной клети 3, а также силу прижимания и силы реакции. Затем определяемый так модуль М жесткости прокатной клети используют в вычислениях при установке межвалкового зазора, соответственно, установке рабочих валков для последующей прокатки изделия. Это само по себе достаточно известно.
Весьма предпочтительным является то, что определение положения поворота для установки симметричного очага деформации или определение модуля М жесткости прокатной клети выполняют два раза, а именно сначала в первом относительном осевом положении А рабочих валков 1, 2, как показано на фиг. 1.
Затем определяют положение поворота для установки симметричного очага деформации и/или модуль М жесткости прокатной клети по меньшей мере один другой раз, а именно, во втором относительном осевом положении В рабочих валков 1, 2, как показано на фиг. 2. Можно видеть, что рабочие валки 1, 2 здесь сдвинуты в осевом направлении а, то есть на путь SPOS в несколько миллиметров.
Вторые определяемые значения положения поворота и/или модуля М жесткости прокатной клети заносят в память и используют для дальнейшего вычисления установки рабочих валков 1, 2 при прокатке изделия.
Модули М жесткости прокатной клети в обоих относительных осевых положениях А (смотри фиг. 1) и В (смотри фиг. 2) различны. Из геометрических соотношений можно на основании обоих определяемых модулей М жесткости прокатной клети вычислять также значение К коррекции установки для прокатки. Значения коррекции положения установки также различны в обоих положениях А и В.
В показанном примере выполнения эта идея развита еще дальше. Здесь рассматриваются не только две позиции (а, В) для относительного осевого положения рабочих валков, а в целом пять различных позиций. Если нанести ход изменения значения К коррекции положения установки и модуля М жесткости прокатной клети в зависимости от сдвига SPOS рабочих валков, то получаются показанные на фиг. 3 и 4 функциональные кривые, т.е. точнее, пять обозначенных кружками точек, через которые затем можно проводить функциональную кривую. При этом левые и правые конечные точки на оси абсцисс соответствуют максимальному, соответственно, минимальному пути сдвига SPOSmax и SPOSmin рабочих валков 1, 2. Эту функциональную кривую можно затем использовать в качестве основы для вычисления эффективной средней установки рабочих валков. На фиг. 3 нанесено также опорное положение R при калибровке, из которого определяют функциональную кривую, согласно фиг. 3, соответственно, фиг. 4.
В показанном примере выполнения также предусмотрено, что процесс калибровки выполняют в нескольких (в данном случае пяти) различных положениях сдвига, и кривую удлинения в виде функции положения сдвига заносят в память и используют в качестве основы дальнейшего вычисления. Как результат процесса калибровки со снятием нескольких кривых удлинения получают более точные значения К коррекции для регулирования толщины, а также модуль М жесткости прокатной клети в виде функции сдвига рабочих валков. Эти значения заносят в память. Поэтому можно не только использовать значения вычисления, но также повышать точность за счет применения измерительных значений при различных положениях сдвига.
Согласно упрощенному варианту выполнения изобретения можно также образовывать среднее значение положения поворота для установки симметричного очага деформации и/или определяемых модулей жесткости прокатной клети, соответственно, значений коррекции, и использовать его в качестве основы для дальнейших вычислений.
С помощью вычислительных моделей имитируются геометрические изменения и изменения распределения нагрузки в очаге деформации и между рабочими, и опорными валками, а также связанные с этим изменения удлинения из состояния калибровки и сравниваются с измерительными значениями. Таким образом, тем самым адаптируется вычислительная модель, что повышает точность установки. В другой стадии осуществляется пересчет из состояния калибровки на соответствующее фактическое положение сдвига и ширину полосы во время процесса прокатки. При регулировании толщины учитываются также эти эффекты, и тем самым устанавливается более точно толщина.
Предпочтительно используемые в данном способе рабочие валки не имеют цилиндрический наружный контур, а являются предпочтительно так называемыми валками CVC, или же валками, форма которых описывается тригонометрической функцией. Таким образом, речь идет о не симметрично профилированных рабочих валках. Однако способ можно в принципе использовать для валков любого вида, то есть, в частности, для цилиндрических рабочих валков, для обычных положительно или отрицательно бочкообразных рабочих валков, для так называемых конических (tapered) валков (смотри ЕР 0 819 481), для так называемых конических валков CVC (смотри ЕР 0 876 857) или в целом для рабочих валков, которые могут быть описаны с помощью радиусной функции с полиномом порядка n (R(x)=a0+a1x+a2x2+…+anxn, где R - радиус, x - координата длины бочки валка, ai - полиномные коэффициенты).
Таким образом, для снятия кривой удлинения, соответственно, в процессе калибровки, измеряемые с помощью месдоз нагрузки или силы в цилиндрах используются в качестве базовой силы. В качестве альтернативного решения, можно образовывать также среднее значение из измеряемой с помощью месдоз силы и силы цилиндра для каждой стороны и применять в процессе калибровки.
Не обязательно, во время процесса калибровки силу изгиба рабочих валков увеличивают с противовесной силы, например, до максимальной силы изгиба. Для более точного измерения также воздействия изгиба рабочих валков на характеристики удлинения, соответственно, нулевую точку, в качестве другого альтернативного решения или дополнения предусмотрено выполнение процесса калибровки для двух различных уровней силы изгиба. Результаты применяют для коррекции или для автоматической адаптации моделей удлинения прокатной клети и более точного описания влияния изгиба рабочих валков при фактических краевых условиях (например, диаметр, шлиф валков).
Таким образом, в предлагаемой калибровке процесс калибровки выполняют так, что калибровка происходит так, что длина контакта рабочих валков друг с другом уменьшается, а именно, в частности, так, что длина контакта рабочих валков примерно соответствует длине опорных валков. Таким образом, калибровка выполняется, например, так, что рабочие валки сдвигают лишь на определенное значение осевого сдвига (предпочтительно в максимальное положительное положение сдвига). Это положение сдвига во время калибровки заносят в память в качестве опорного положения. Затем с помощью вычислительной модели пересчитываются геометрические изменения и изменения распределения нагрузки в очаге деформации и между рабочими и опорными валками, а также связанные с этим изменения удлинения для соответствующего фактического положения сдвига во время процесса прокатки. Регулирование толщины компенсирует эти эффекты и устанавливает точную толщину.
Описание способа приведено выше в качестве примера для прокатной клети с четырьмя валками. Аналогичным образом, предусмотрено выполнение способа в прокатной клети с шестью валками. При калибровке клети с более длинными промежуточными валками, промежуточные валки переводят, например, в положение максимального сдвига, или же проводят калибровку в различных положениях сдвига. Аналогичным образом, положения поворота, а также значения коррекции и модули жесткости прокатной клети в зависимости от положения сдвига промежуточных валков заносят в память. Если рабочие и промежуточные валки выполнены с возможностью сдвига, то оба эффекта накладываются друг на друга.
Перечень позиций
1 Рабочий валок
2 Рабочий валок
3 Прокатная клеть
4 Опорный валок
5 Опорный валок
6 Цилиндропоршневой блок
7 Цилиндропоршневой блок
8 Месдоза
9 Месдоза
А Первое относительное осевое положение
В Второе относительное осевое положение
LA Длина рабочего валка
LS Длина опорного валка
SPOSO Осевой путь сдвига рабочего валка
SPOSmax Максимальный путь сдвига
SPOSmin Минимальный путь сдвига
K Значение коррекции положения установки
R Опорное положение при калибровке
M Модуль жесткости прокатной клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ УЛУЧШЕНИЯ ВЫПУСКА КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, КОНЕЦ КОТОРОЙ ВЫХОДИТ СО СКОРОСТЬЮ ПРОКАТКИ | 2006 |
|
RU2344891C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРАВЛЕНИЯ И ТИПЫ КЛЕТЕЙ ДЛЯ СТАНА ТАНДЕМ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2358819C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ГОРЯЧЕЙ ИЛИ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО ПОЛОСОВОГО МАТЕРИАЛА | 2001 |
|
RU2283196C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2009 |
|
RU2405642C1 |
| ПРОКАТНАЯ КЛЕТЬ С 4-, 6- ИЛИ 18-HS-ВАЛКОВЫМ МОДУЛЬНЫМ ВЫПОЛНЕНИЕМ | 2010 |
|
RU2492008C1 |
| ОПТИМИЗИРОВАННЫЕ СТРАТЕГИИ СМЕЩЕНИЯ В КАЧЕСТВЕ ФУНКЦИИ ШИРИНЫ ПОЛОСЫ | 2004 |
|
RU2367531C2 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |
Изобретение относится к области прокатки, в частности к калибровке прокатной клети (3). Перед собственно процессом прокатки сжимают комплект валков с заданной радиальной силой и измеряют образующуюся деформацию прокатной клети предпочтительно на цилиндропоршневом блоке (6, 7). Для установки симметричного очага деформации и/или для определения удлинения прокатной клети (3) определяют относительное положение поворота комплекта валков. Положение поворота комплекта валков и/или определяемый из этого модуль (М) жесткости прокатной клети используют при последующей прокатке изделия для вычислений с целью установки комплекта валков, при этом рабочие валки (1, 2) установлены с возможностью перестановки в осевом направлении относительно друг друга и определение положения поворота для установки симметричного очага деформации и/или определение модуля (М) жесткости прокатной клети выполняют в положении относительного сдвига рабочих валков (1, 2). Определяемое положение поворота и/или значение модуля (М) жесткости прокатной клети заносят в память и используют для дальнейшего вычисления положения поворота и/или установки комплекта валков при прокатке прокатного изделия. Повышается точность прокатки. 4 ил.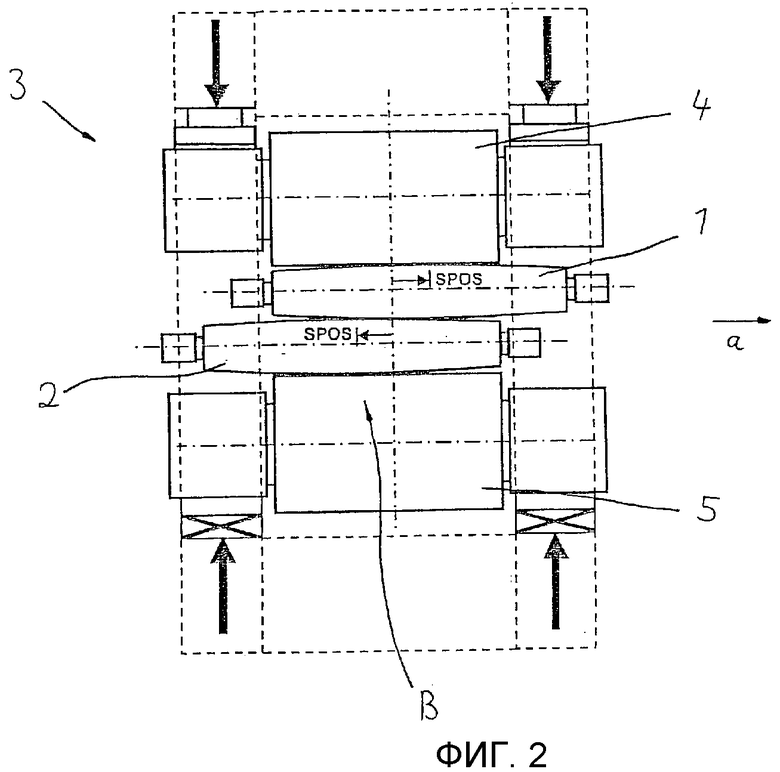
1. Способ калибровки прокатной клети (3), в котором для определения относительного положения поворота комплекта валков для установки симметричного очага деформации и/или для определения удлинения прокатной клети (3) перед собственно процессом прокатки сжимают комплект валков с заданной радиальной силой и измеряют образующуюся деформацию прокатной клети предпочтительно на цилиндропоршневом блоке (6, 7), при этом определяемое за счет этого положение поворота комплекта валков и/или определяемый из этого модуль (М) жесткости прокатной клети используют при последующей прокатке изделия между рабочими валками для вычислений положения комплекта валков, отличающийся тем, что рабочие валки (1, 2) устанавливают с возможностью перестановки в осевом направлении относительно друг друга, исходя из осевого положения, без осевого сдвига, при этом определение положения поворота комплекта валков для установки симметричного очага деформации и/или определение модуля (М) жесткости прокатной клети выполняют в положении относительного сдвига рабочих валков (1, 2), которое не равно нулевому положению, при этом определяемое положение поворота и/или значение модуля (М) жесткости прокатной клети заносят в память и используют для дальнейшего вычисления положения поворота и/или установки комплекта валков при прокатке прокатного изделия.
2. Способ по п.1, отличающийся тем, что, исходя из внесенного в память положения поворота и/или из внесенного в память значения модуля (М) жесткости прокатной клети, выполняют пересчет положения калибровки в соответствующее фактическое положение сдвига.
3. Способ по п.1, отличающийся тем, что определение положения поворота для установки симметричного очага деформации и/или определение модуля (М) жесткости прокатной клети выполняют, по меньшей мере, два раза, а именно в первом относительном осевом положении рабочих валков (1, 2) и во втором относительном осевом положении рабочих валков (1,2), при этом первое относительное осевое положение отличается от второго относительного осевого положения, и при этом, по меньшей мере, два определяемых положения поворота и/или значения модуля жесткости (М) прокатной клети заносят в память и используют для дальнейшего вычисления положения поворота и/или установки рабочих валков (1, 2) при прокатке прокатного изделия.
4. Способ по п.3, отличающийся тем, что определяют более двух положений поворота и/или модулей (М) жесткости прокатной клети при более чем двух различных относительных осевых положениях рабочих валков (1, 2).
5. Способ по п.4, отличающийся тем, что определяют 3-6 различных относительных осевых положений и/или модулей (М) жесткости прокатной клети при 3-6 различных относительных осевых положениях рабочих валков (1, 2).
6. Способ по любому из пп.3-5, отличающийся тем, что одно из положений поворота и/или один из модулей (М) жесткости прокатной клети определяют при максимальном, согласно предназначению, относительном осевом сдвиге (SPOSmin, SPOSmax) рабочих валков (1, 2).
7. Способ по любому из пп.3-5, отличающийся тем, что, по меньшей мере, два определяемых положения поворота и/или модуля (М) жесткости прокатной клети при различных относительных осевых положениях рабочих валков (1, 2) приводят в функциональное соотношение и закладывают в основу дальнейшего вычисления.
8. Способ по любому из пп.3-5, отличающийся тем, что, по меньшей мере, из двух определяемых положений поворота и/или модулей (М) жесткости прокатной клети при различных относительных осевых положениях рабочих валков (1, 2) образуют среднее значение и закладывают его в основу дальнейшего вычисления.
9. Способ по п.1, отличающийся тем, что рабочие валки (1, 2) имеют цилиндрический наружный контур.
10. Способ по п.1, отличающийся тем, что рабочие валки (1, 2) имеют выпуклый или вогнутый наружный контур.
11. Способ по п.1, отличающийся тем, что рабочие валки (1, 2) имеют комбинированный выпуклый и вогнутый наружный контур (валки CVC).
12. Способ по п.1, отличающийся тем, что рабочие валки (1, 2) имеют наружный контур, который описывается полиномом, по меньшей мере, третьего порядка или тригонометрической функцией.
13. Способ по п.1, отличающийся тем, что при измерении деформации прокатной клети (3) определяют действующую в прокатной клети (3) силу с помощью, по меньшей мере, одной месдозы (8, 9).
14. Способ по п.1, отличающийся тем, что при измерении деформации прокатной клети (3) определяют действующую, по меньшей мере, в одном цилиндропоршневом блоке (6, 7) для радиальной перестановки рабочих валков (1, 2) силу.
15. Способ по любому из пп.13 и 14, отличающийся тем, что определяемую с помощью месдозы (8, 9) силу и действующую в цилиндропоршневом блоке (6, 7) силу усредняют на стороне привода и стороне управления.
16. Способ по п.1, отличающийся тем, что калибровку выполняют при приложении силы изгиба к рабочему валку (1, 2).
17. Способ по п.16, отличающийся тем, что калибровку выполняют при приложении, по меньшей мере, двух различных сил изгиба к рабочему валку (1, 2).
18. Способ по любому из пп.1-17, отличающийся тем, что прокатная клеть (3) выполнена в виде шестивалковой клети с рабочими, промежуточными и опорными валками.
19. Способ по п.18, отличающийся тем, что при сдвигаемых относительно друг друга в осевом направлении рабочих и промежуточных валках выполняют процесс калибровки в сдвинутом в осевом направлении состоянии рабочих и промежуточных валков и определяют положения поворота для установки симметричного очага деформации и/или модуля (М) жесткости прокатной клети.
| JP 60030509 А, 16.02.1985 | |||
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| СПОСОБ КОМПЕНСАЦИИ СИЛ ИЛИ СОСТАВЛЯЮЩИХ СИЛ, ЯВЛЯЮЩИХСЯ РЕЗУЛЬТАТОМ ГОРИЗОНТАЛЬНОГО ДВИЖЕНИЯ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 1996 |
|
RU2194585C2 |
| Компаунд | 1977 |
|
SU763391A1 |
| Устройство для перемещения жидкости по контуру циркуляции | 1978 |
|
SU985461A1 |

