Изобретение относится к области деревообработки и может быть использовано для изготовления деревянной тары разного объема из одной заготовки.
Для упаковки пищевых продуктов и других веществ часто применяется деревянная тара цилиндрической формы: шкатулочки, бочонки, бочки и т.д., имеющие в качестве боковых стенок полые цилиндры определенной толщины, составляющие вместе с днищами и крышками емкости (полости).
Известны способы получения полых цилиндров: долблением, сверлением спиральным сверлом, обработкой токарным резцом и т.д. При этом из заготовки получается только одна полость, а материал заготовки, бывший на месте получившейся полости, полностью превращается в отход, что, с точки зрения ресурсосбережения и экологии, очень нежелательно.
От указанного выше недостатка свободен другой способ, основанный на применении кольцевых сверл (Учебное пособие для вузов. Технология конструкционных материалов. Под редакцией проф. М.А.Шатерина. Издательство «Политехника». Санкт-Петербург. 2005, стр.333). Но данный способ применяется для получения отверстий, а не для получения полых цилиндрических изделий, причем нескольких.
Целью изобретения является получение полых цилиндрических изделий при наиболее полном использовании материала заготовки и при наименьших энергозатратах на единицу изделия.
Сущность изобретения заключается в получении нескольких полых цилиндрических изделий (полых цилиндров) из одной заготовки в виде бревна или чурбана, причем для получения второго и последующих полых цилиндров используется материал заготовки внутри полости уже полученных полых цилиндров, за исключением срезанных слоев. Для этого заготовку устанавливают в обрабатывающем станке. Затем с торца заготовку начинают обрабатывать инструментом, который может вырезать кольцевую полость по длине заготовки внутри этой заготовки, например кольцевым сверлом, или лазерным лучом, или другим инструментом. Таким образом, получается первый полый цилиндр - между внешней поверхностью заготовки и поверхностью, образованной инструментом по внешнему своему цилиндрическому контуру. При этом образуется вырезанная инструментом кольцевая полость определенной толщины и длины в зависимости от конструкции инструмента, а также остается материал заготовки за исключением первого полого цилиндра и кольцевой полости. Затем применяют инструмент меньшего диаметра, посредством которого получают второй полый цилиндр. И так далее, до получения минимально необходимого полого цилиндра. В результате получаются коаксиально расположенные полые цилиндры. Окончательно, по отдельности, полые цилиндры получаются путем срезания их поперечным сечением на определенной глубине. При этом все полые цилиндры могут быть получены с одного установа заготовки на станке.
Сущность изобретения поясняется чертежами (фигуры 1, 2, 3).
Изобретение иллюстрируется следующим примером.
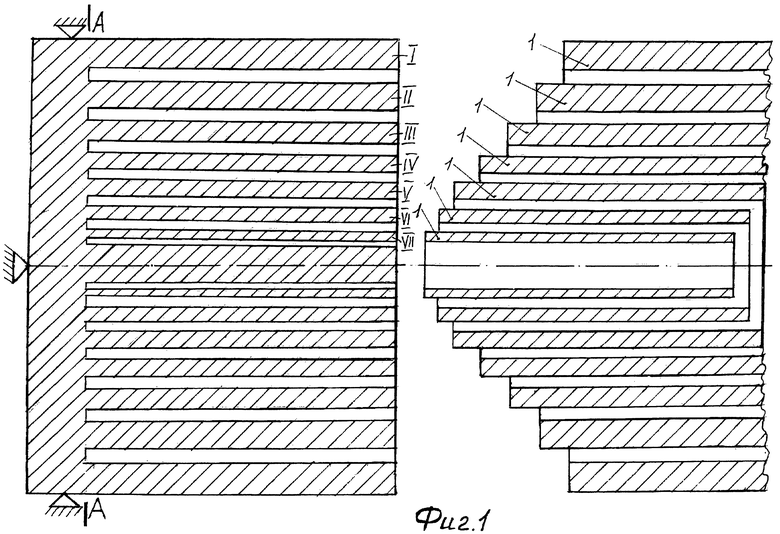
Берется чурбан из липы диаметром 320 мм и длиной 400 мм. Зажимается в станке с левой стороны до сечения А-А (фиг.1). Принимается, что вырезание полых цилиндров в заготовке производится кольцевыми сверлами 4; что вырезаемые кольцевые полости имеют среднюю толщину, например, 7 мм; что глубина кольцевой полости составляет, например, 300 мм.
Процесс начинается с вырезания первого полого цилиндра 1 типоразмера I (фиг.1). Толщина стенки полого цилиндра выбирается конструктивно. В иллюстрируемом примере выбираем толщину первого полого цилиндра 1 равной, например, 18 мм.
Затем производится вырезание второго полого цилиндра 1 типоразмера II (фиг.1) с толщиной стенки, например, 16 мм.
И так далее, до получения минимально необходимого по диаметру полого цилиндра 1.
В иллюстрируемом примере получилось 7 типоразмеров - I, II, III, IV, V, VI, VII - полых цилиндров 1 (фиг.1).
По отдельности полые цилиндры 1 получаются путем поперечного сечения по плоскости А-А (фиг.1) любым известным способом.
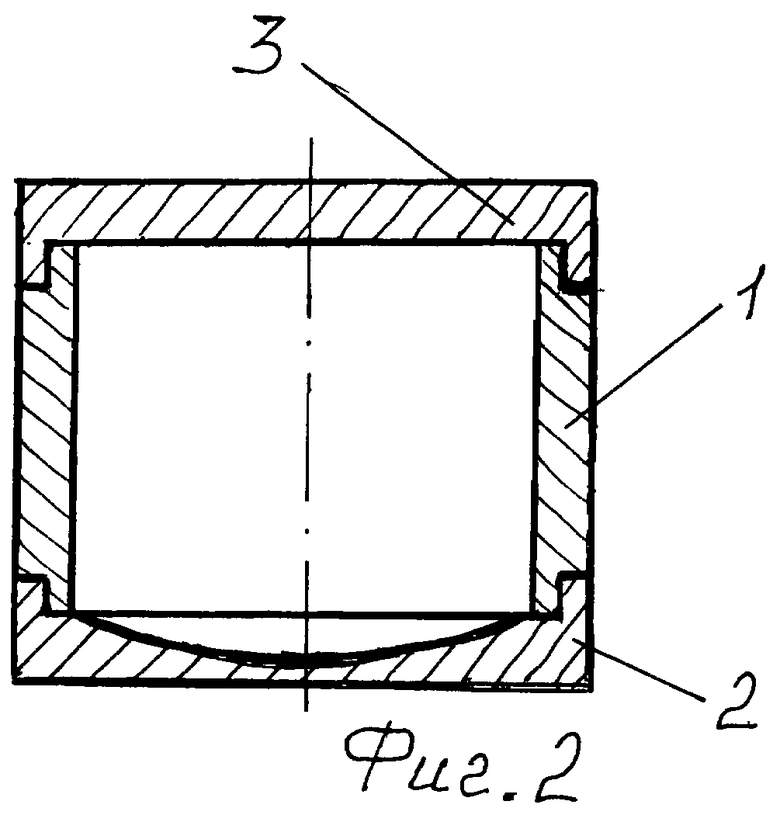
Шкатулочки, бочонки, бочки получаются в готовом виде после присоединения к полученным полым цилиндрам 1 днищ 2 и крышек 3 (фиг.2).
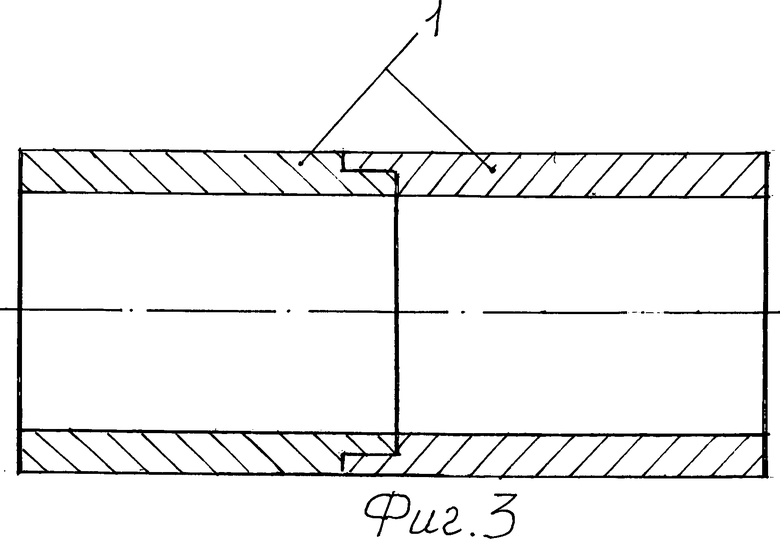
Причем по длине размеры шкатулочек, бочонков, бочек можно:
- уменьшить за счет дополнительного разрезания полых цилиндров 1;
- увеличить за счет приращения полых цилиндров 1 одного типоразмера (фиг.3).
Использование предлагаемого способа получения полых цилиндрических изделий позволит существенно увеличить ресурсосбережение.
Изобретение относится к области деревообработки. Из заготовки в виде бревна или чурбана получают одно полое цилиндрическое изделие. Материал заготовки внутри полученного полого цилиндрического изделия за исключением срезанного слоя служит для получения следующего, второго полого цилиндрического изделия. Затем оставшийся материал внутри второго полого цилиндрического изделия служит для получения третьего полого цилиндрического изделия и так далее до получения минимально необходимого по размеру диаметра полого цилиндрического изделия. Полые цилиндрические изделия получаются с одного установа на станке за счет вырезания цилиндрических поверхностей кольцевыми фрезами разных типоразмеров или лазерным лучом на определенную глубину. Затем срезают все полученные полые цилиндры поперечным сечением. Увеличивается ресурсосбережение, уменьшаются энергозатраты на единицу изделия. 1 з.п. ф-лы, 5 ил.
1. Способ получения полых цилиндрических изделий из заготовки в виде бревна или чурбана, включающий получение одного полого цилиндрического изделия, отличающийся тем, что материал заготовки внутри полученного полого цилиндрического изделия за исключением срезанного слоя служит для получения следующего второго полого цилиндрического изделия, затем оставшийся материал внутри второго полого цилиндрического изделия служит для получения третьего полого цилиндрического изделия и так далее до получения минимально необходимого по размеру диаметра полого цилиндрического изделия.
2. Способ получения полых цилиндрических изделий по п.1, отличающийся тем, что полые цилиндрические изделия получаются с одного установа на станке за счет вырезания цилиндрических поверхностей, к примеру, кольцевыми фрезами разных типоразмеров или лазерным лучом на определенную глубину, а затем срезания всех полученных полых цилиндров поперечным сечением.
| Кроссовый квазиэлектронный коммутатор каналов связи с дистанционным управлением | 1990 |
|
SU1830639A1 |
| Приспособление для сверления деревянных труб | 1934 |
|
SU39965A1 |
| Инструмент для высверливания сучков в столярных изделиях и изготовления пробок для заделки полученных при этом отверстий | 1927 |
|
SU9537A1 |
| Головка для изготовления деревянных труб | 1933 |
|
SU34743A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОНДАРНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2315688C2 |
| JP 7023659 A, 27.01.1995 | |||
| Шатерин М.А | |||
| Технология конструкционных материалов | |||
| Учебное пособие для вузов | |||
| - СПб.: Изд-во «Политехника», 2005, с.333. | |||

