Предлагаемое изобретение относится к машиностроению, а именно к механической обработке кромок и снятию фасок у металлических деталей.
Известно устройство для обработки кромок тонких металлических колец, содержащее два тяговых ролика, между которыми установлен направляющий ролик для удержания обрабатываемого металлического кольца. С внешней стороны к кольцу прижимается абразивный круг. Другой абразивный круг шлифует внутреннюю кромку металлического кольца (см. патент Японии JP 4213619 В2 от 16.04.2004, В24В 9/00).
Однако известное устройство не решает проблему обработки фасок у зубьев шестерен.
Также известно устройство для закругления кромок трубы, содержащее конический закругляющий элемент, который окружен защитным корпусом, к которому прикреплен хвостовик для соединения с приводом вращения (см. патент Англии GB 2446004 А1 от 23.01.2007, В24В 9/00).
Известное устройство можно применить для снятия фасок у шестерен по внешней окружности вершин зубьев, однако снятие фаски на эвольвентной части зубьев известным техническим устройством не решается.
Наиболее близким к предложенному техническому решению является устройство для шлифования зубчатых колес, содержащее корпус, на котором смонтирован привод вращения инструмента для обработки зубьев шестерни, а также привод и направляющую для подачи инструмента (см. патент Европы ER 2080587 А1 от 22.07.2009, В24В 9/00).
Известное устройство предназначено для обработки эвольвентной поверхности зубьев шестерни, однако эвольвентную фаску обработать проблематично.
Техническим результатом предлагаемого изобретения является возможность получения эвольвентных фасок на кромке всех зубьев у шестерен с любым количеством зубьев, а также исключение сбоя полного цикла работы установки.
Поставленный результат достигается тем, что установка для снятия эвольвентных фасок, которая содержит корпус, обрабатывающий инструмент с приводом вращения, приводом подачи инструмента и направляющую, согласно предлагаемому изобретению снабжена кулачковым валом со звездочкой, подпружиненным валом кривошипа, шестерней с профильным торцом, подпружиненным фиксатором и валом-шестерней с мальтийским крестом, причем кулачковый вал выполнен с возможностью взаимодействия с инструментом, выполненным в виде качающейся на подпружиненной оси фрезерной головки, звездочка кулачкового вала выполнена с возможностью взаимодействия посредством сварной цепи через огибающий ролик с подпружиненным валом кривошипа, выполненного с возможностью взаимодействия с шестерней, профильный торец которой взаимодействует с подпружиненным фиксатором, причем кривошип подпружиненного вала и подпружиненный фиксатор выполнены с возможностью взаимодействия с мальтийским крестом вала-шестерни.
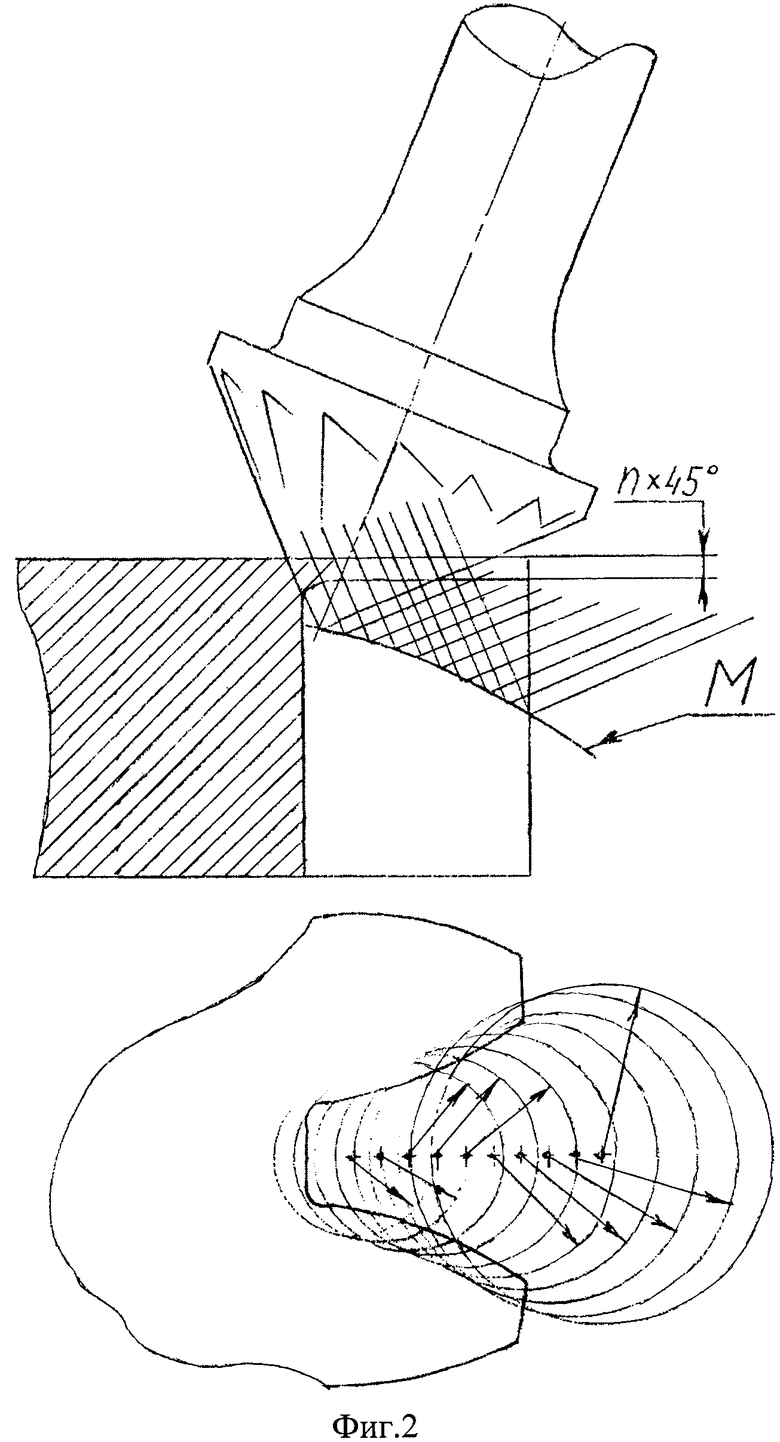
Изобретение поясняется чертежами, где на фиг.1 представлен вид установки в сечении, а на фиг.2 показана трасса М движения инструмента (борфрезы) относительно зубьев обрабатываемой шестерни.
Установка содержит корпус 1 (см. фиг.1), на котором смонтирован кулачковый вал 2 с приводом от червячного мотор-редуктора 3. На кулачковом валу 2 жестко установлена звездочка 4, которая через огибающий ролик 5 и сварную цепь 6 приводит в движение вал 7 кривошипа 8. Вал 7 находится в постоянном зацеплении с шестерней 9. Торец 10 шестерни 9 взаимодействует с подпружиненным фиксатором 11. Вал 7 выполнен с возможностью осевого перемещения, которое обеспечивается подпружиненным фиксатором 11 и пружиной 12. В корпус 1 подвижно встроен вал-шестерня 13, на котором жестко смонтирован мальтийский крест 14. Мальтийский крест 14 выполнен с возможностью поочередного взаимодействия с кривошипом 8 или подпружиненным фиксатором 11. Корпус 1 содержит направляющие для ползуна 15. Ползун 15 содержит подпружиненную ось 16. На оси 16 качается фрезерная головка 17. Ползун 15 выполнен с возможностью постоянного контакта с кулачком вала 2. Качающаяся фрезерная головка 17 также выполнена с возможностью постоянного контакта с другим кулачком вала 2. Качающаяся фрезерная головка 17 приводит во вращение борфрезу 18 для снятия фасок с зубьев обрабатываемых шестерен 19. Обрабатываемая шестерня 19 установлена с возможностью свободного вращения относительно собственной оси и находится в постоянном зацеплении с валом-шестерней 13. Торец вала-шестерни 13 отстоит от торца обрабатываемой шестерни 19 на величину, исключающую контакт с борфрезой 18.
Установка работает следующим образом. Обрабатываемая шестерня 19 установлена в оправке и вплотную подведена к валу-шестерне 13. Торец обрабатываемой шестерни 19 возвышается над торцом вала-шестерни 13. Качающаяся фрезерная головка 17 закреплена на оси 16, которая установлена в ползуне 15. Перемещение ползуна 15 в направляющих и отклонение фрезерной головки 17 осуществляется соответствующим кулачком вала 2. Профили кулачков выполнены таким образом, что борфреза 18 движется по трассе М (см. фиг.2). Кулачковый вал 2 приводится во вращение мотор-редуктором 3. В период времени обработки шестерня 19 удерживается от вращения валом-шестерней 13, который жестко смонтирован с мальтийским крестом 14. Мальтийский крест 14 удерживается от вращения подпружиненным фиксатором 11. По окончании обработки кулачковый вал выводит борфрезу 18 за контур обрабатываемой шестерни 19, однако кулачковый вал 2 продолжает вращение. На кулачковом валу 2 смонтирована звездочка 4, которая посредством сварной цепи 6 и огибающего ролика 5 вращает вал 7. Сварная цепь 6 обеспечивает передачу вращения от звездочки 4 валу 7, оси которых расположены во взаимно перпендикулярных плоскостях. Вал 7 вращает шестерню 9, которая взаимодействует с подпружиненным фиксатором 11. При изменении профиля торца 10 шестерни 9 перемещается подпружиненный фиксатор 11. Кривошип 8 вала 7 входит в зону взаимодействия с мальтийским крестом 14, одновременно подпружиненный фиксатор 11 выходит из зоны зацепления с мальтийским крестом 14. Мальтийский крест 14 обеспечивает безударный поворот вала-шестерни 13 и поворот обрабатываемой шестерни 19 на один шаг зуба. Каждое перемещение осуществляется четко на один шаг зубчатого колеса по той причине, что число зубьев вала-шестерни 13 соответствует числу пазов мальтийского креста 14. К моменту смены позиции обработки меняется профиль шестерни 9 в зоне контакта с подпружиненным фиксатором 11. Подпружиненный фиксатор 11 входит в паз мальтийского креста 14, а кривошип 8 выходит из паза. Далее цикл многократно повторяется независимо от количества зубьев обрабатываемой шестерни 19.
Установка обеспечивает обработку шестерен любых конфигураций общего модуля без каких либо переналадок, а в случае изменения модуля переналадка ограничивается только сменой зубчатого венца у вала-шестерни 13 и кулачка. Простота конструкции и жесткая связь исполнительных элементов обеспечивают полный цикл обработки шестерен, при этом исключается любой сбой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2540250C1 |
| Устройство для извлечения аллантоисной жидкости из яиц с куриными эмбрионами | 1985 |
|
SU1313871A1 |
| Автомат для печатания ярлыков | 1979 |
|
SU825344A1 |
| СТАНОК ДЛЯ НАСЕЧКИ ЗУБЬЕВ ПИЛ | 1971 |
|
SU289875A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| УСТАНОВКА МАЯТНИКОВОГО ТИПА ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ВНУТРЕННИХ ПАЗОВ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 2011 |
|
RU2483853C1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
Изобретение относится к машиностроению и может быть использовано при механической обработке кромок и снятии фасок у металлических деталей. Установка содержит корпус, обрабатывающий инструмент с приводом вращения и приводом подачи инструмента, направляющую и обрабатываемую шестерню с зубьями. Предусмотрены кулачковый вал со звездочкой, подпружиненный вал кривошипа, шестерня с профильным торцом, подпружиненный фиксатор и вал-шестерня с мальтийским крестом. Кулачковый вал выполнен с возможностью взаимодействия с инструментом в виде качающейся на подпружиненной оси фрезерной головки. Звездочка кулачкового вала - с возможностью взаимодействия посредством сварной цепи через огибающий ролик с подпружиненным валом кривошипа. Последний выполнен с возможностью взаимодействия с шестерней, профильный торец которой взаимодействует с подпружиненным фиксатором. Кривошип подпружиненного вала и подпружиненный фиксатор выполнены с возможностью взаимодействия с мальтийским крестом вала-шестерни. В результате обеспечивается обработка шестерен любых конфигураций общего модуля без переналадок, а в случае изменения модуля переналадка ограничивается лишь сменой зубчатого венца у вала-шестерни и кулачка. Простота конструкции и жесткая связь исполнительных элементов обеспечивают полный цикл обработки шестерен без сбоя. 2 ил.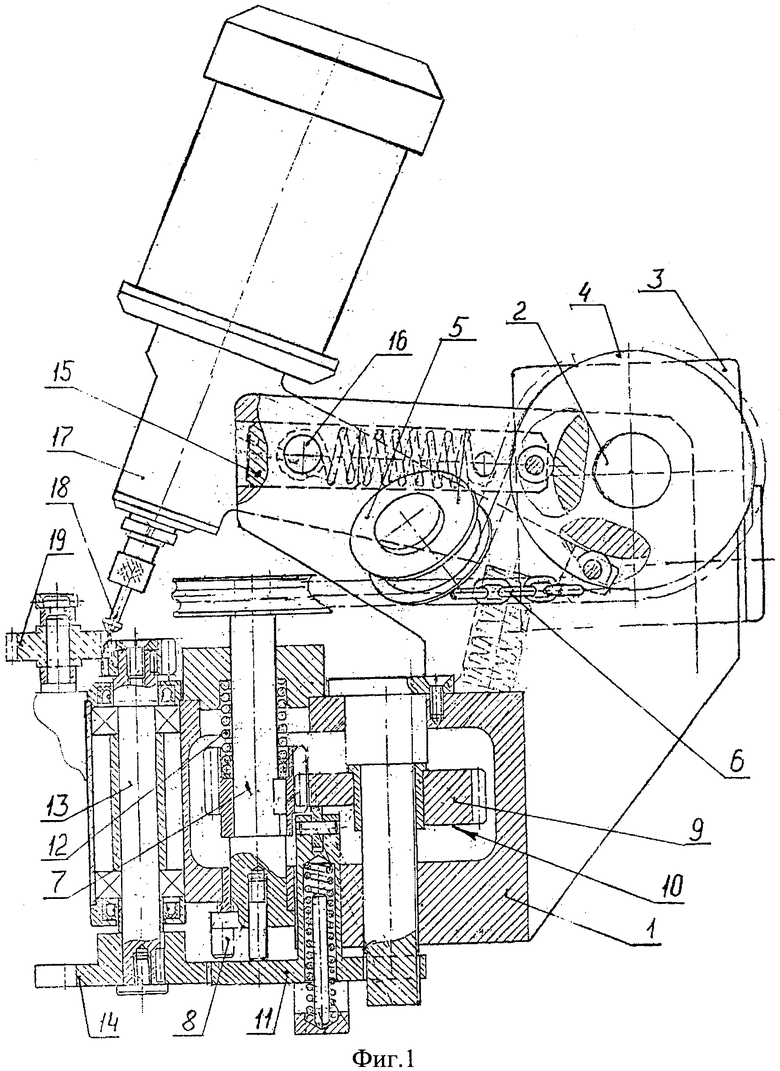
Установка для обработки поверхностей деталей с получением эвольвентных фасок, содержащая корпус, обрабатывающий инструмент с приводом вращения и приводом подачи инструмента, направляющую и обрабатываемую шестерню с зубьями, отличающаяся тем, что она снабжена кулачковым валом со звездочкой, подпружиненным валом кривошипа, шестерней с профильным торцом, подпружиненным фиксатором и валом-шестерней с мальтийским крестом, причем кулачковый вал выполнен с возможностью взаимодействия с инструментом в виде качающейся на подпружиненной оси фрезерной головки, а звездочка кулачкового вала - с возможностью взаимодействия посредством сварной цепи через огибающий ролик с подпружиненным валом кривошипа, выполненным с возможностью взаимодействия с шестерней, профильный торец которой взаимодействует с подпружиненным фиксатором, причем кривошип подпружиненного вала и подпружиненный фиксатор выполнены с возможностью взаимодействия с мальтийским крестом вала-шестерни.
| СПОСОБ ИССЛЕДОВАНИЯ СТРУКТУРЫ ДИНАМИЧЕСКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛОВ | 1993 |
|
RU2080587C1 |
| Способ бочкообразного закругления торцев зубьев прямозубых зубчатых колес,переключаемых осевым перемещением | 1981 |
|
SU952483A1 |
| Устройство для закругления торцов зубьев цилиндрических зубчатых колес | 1981 |
|
SU971597A1 |
| СПОСОБ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ^^•ООЮгНАЯпдти1т11'1а;ш'^:шБИБЛИО'-^НД | 0 |
|
SU282031A1 |

