Изобретение относится к обработке металлов давлением, в частности к формообразованию, упрочнению и чистовой отделке ребер панелей поверхностным пластическим деформированием роликами.
Изобретение относится к приоритетному направлению по созданию высокотехнологичного производства изделий авиационной техники.
Известны раскатки для обработки металлов давлением, в частности упрочнения и чистовой отделки внутренней поверхности тел вращения или отверстий поверхностным деформированием инструментом в виде шаров. Раскатка содержит оправку, стержень, сепаратор и два деформирующих элемента, расположенных диаметрально противоположно оси оправки (Патент на полезную модель RU 85848 U1, МПК В24В 39/02. Шариковая раскатка. Опубликовано 20.08.2009).
Признаком аналога, совпадающим с существенными признаками заявляемого устройства, является наличие вращающихся деформирующих деталь инструментов.
Основным недостатком являются ограниченные технологические возможности, то есть возможность обработки только внутренней поверхности отверстий.
Известно устройство для обкатывания с регулируемой нагрузкой, относящееся к обработке поверхностным пластическим деформированием. Устройство содержит корпус и три державки с деформирующими роликами, шарнирно соединенными с корпусом, и устройства нагружения (Патент RU 2371300, МПК В24В 39/02. Опубликовано 27.10.2009).
Общим признаком с заявляемым устройством является наличие вращающихся деформирующих деталь роликов и механизма нагружения.
К основным недостаткам следует отнести ограниченные технологические возможности, то есть возможность обработки только наружных поверхностей деталей типа тел вращения.
В качестве прототипа принято устройство для обжатия ребер панелей, схема которого приведена в статье Кононенко В.Г. и Сикульского В.Т. - Исследование возможностей формоизменения монолитных панелей путем последовательного деформирования ребер // Проблемы машиностроения: республиканский межведомственный сборник. Киев: «Наукова думка», 1981, с.32, рис.1. На схеме показана панель с ребрами, ролики, обжимающие одно из ребер, направление силы обжатия и вращения роликов.
Общим признаком с заявляемым устройством является наличие вращающихся деформирующих деталь роликов и механизма нагружения.
Основным недостатком станка являются ограниченные технологические возможности, то есть, в частности, невозможность обработки ребер на протяженных деталях типа панелей.
Задача заявляемого изобретения состоит в создании возможности непрерывной пошаговой обработки протяженных ребер на крупногабаритных деталях типа панелей.
Технический результат заявляемого изобретения заключается в повышении производительности за счет обеспечения возможности непрерывности процесса пошаговой обработки протяженных ребер на крупногабаритных деталях типа панелей.
Технический результат достигается тем, что согласно изобретению устройство дополнительно снабжено зажимом и гидроцилиндром, при этом зажим установлен на корпусе гидроцилиндра с возможностью его фиксации на обкатываемом элементе, а державки с роликами и механизм нагружения закреплены на штоке гидроцилиндра.
Технический результат достигается также тем, что шток гидроцилиндра сопряжен с линейкой с датчиками для регулировки величины выдвижения штока.
Установка корпуса устройства с роликами и механизмом нагружения на штоке гидроцилиндра, корпус которого снабжен зажимом для закрепления на обкатываемом ребре, позволяет закреплять устройство на любом участке ребра панели и перемещать узел обкатки с роликами относительно места закрепления.
Сопряжение линейки с датчиком со штоком гидроцилиндра позволяет устанавливать длину хода движения подачи.
Попеременное включение зажима и прямого и обратного хода гидроцилиндра обеспечивает пошаговое движение раскатника по обкапываемому ребру.
Отличие от прототипа заключается во введении в конструкцию устройства дополнительно гидроцилиндра с зажимом и линейки с датчиками, закрепление зажима на корпусе гидроцилиндра, закрепление роликов с механизмом нагружения на штоке гидроцилиндра и совмещение линейки с датчиками со штоком гидроцилиндра.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого устройства критерию «новизна».
В технике широко известно использование зажимов для крепления самого различного оборудования при работе. Еще более широко используются в технике гидроцилиндры. Известно и совместное использование зажимов и гидроцилиндра, например в станочном механизме малых перемещений используются одновременно два зажима и гидроцилиндр в сочетании с упругим стержнем, что позволяет обеспечить пошаговое микроперемещение режущего инструмента на доводочных операциях (Металлорежущие станки и автоматы: учебник для машиностроительных втузов / Под ред. А.С.Проникова. - М.: Машиностроение, 1981. - 479 с. Стр.131). Однако в нашем случае использование именно такого механизма для решения нами поставленной задачи не возможно.
Таким образом, только совокупность всех отличительных признаков изобретения, а именно: обеспечивает создание новых свойств аппарата, т.е. непрерывную пошаговую обкатку протяженных ребер, что свидетельствует о соответствии заявляемого изобретения критерию «изобретательский уровень».
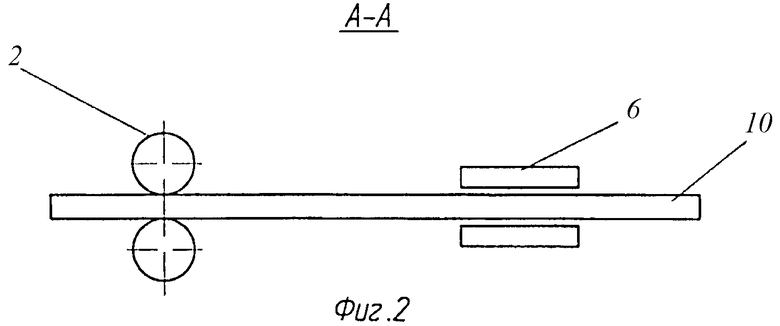
Предлагаемое устройство иллюстрируется чертежами, где на фиг.1 и 2 показана схема раскатника для обкатывания ребер панелей. На фиг.1 показан общий вид схемы, а на фиг.2 - сечение по А-А.
Устройство содержит узел обкатки, включающий в себя державку 1 с роликами 2 и механизмом нагружения 3, закрепленное на штоке 5 гидроцилиндра 4. Гидроцилиндр 4 соединен с зажимом 6 с помощью шарнира 7. На штоке 5 установлена линейка 8 с датчиками 9.
Работа устройства производится следующим образом. Раскатник устанавливают на ребре панели и закрепляют на нем включением зажима 6. Устройством нагружения 3 сжимают роликами 5 ребро с необходимым для обработки усилием. Затем включают гидроцилиндр 4 и производят обкатку ребра панели. Длина хода обкатки контролируется установкой датчика 9 на линейке 8. После остановки роликов 3 зажим 6 разжимается. Гидроцилиндр 4 включает режим втягивания штока 5 (обратный ход) и зажим перемещают в строну роликов. После втягивания штока 5 зажим 6 снова включают и производится следующий пошаговый цикл обработки.
Таким образом, устройство в заявленной комплектации надежно обеспечивает пошаговую непрерывную обкатку протяженных ребер панелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ РЕБЕР ПАНЕЛЕЙ С РЕГУЛИРУЕМОЙ НАГРУЗКОЙ | 2014 |
|
RU2581693C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| Устройство для обкатывания ребер панелей | 2015 |
|
RU2618680C1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ С РЕГУЛИРУЕМОЙ НАГРУЗКОЙ | 2008 |
|
RU2371300C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОХВАТЫВАЮЩИМИ КОЛЬЦАМИ | 2004 |
|
RU2275289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ | 1973 |
|
SU373060A1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
Изобретение относится к обработке металлов давлением, в частности к поверхностному пластическому деформированию ребер панелей. Устройство содержит державки с роликами, механизм нагружения и гидроцилиндр. Нa корпусе гидроцилиндра установлен зажим с возможностью его фиксации на ребре панели. Державки с роликами и механизм нагружения закреплены на штоке гидроцилиндра. В результате обеспечивается возможность непрерывного процесса пошаговой обработки ребер панелей. 1 з.п. ф-лы, 2 ил.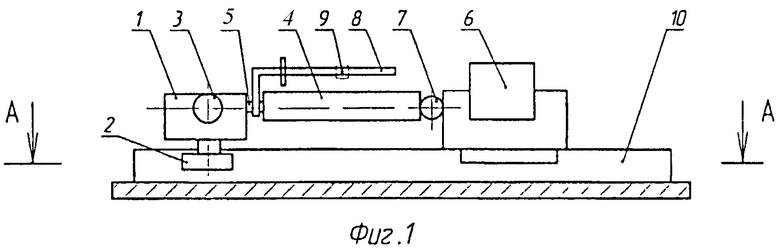
1. Устройство для обкатывания ребер панелей с регулируемой нагрузкой, содержащее державки с роликами и механизм нагружения, отличающееся тем, что оно дополнительно снабжено зажимом и гидроцилиндром, при этом зажим установлен на корпусе гидроцилиндра с возможностью его фиксации на ребре панели, а державки с роликами и механизм нагружения закреплены на штоке гидроцилиндра.
2. Устройство по п.1, отличающееся тем, что шток гидроцилиндра сопряжен с линейкой с датчиками для регулировки величины выдвижения штока.
| Устройство для изготовления панелей с односторонними поперечными и продольными ребрами | 1976 |
|
SU602280A1 |
| Валок для изготовления панелей с продольными и поперечными ребрами | 1978 |
|
SU766724A1 |
| Устройство для упрочняющей динамической обработки деталей | 1980 |
|
SU929419A2 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛИЧЕСКОГО НИТРИДА АЛЮМИНИЯ | 2005 |
|
RU2330905C2 |

