Изобретение относится к химикотермической обработке металлов и может быть использовано для повышения надежности и долговечности деталей и инструмента из углеродистых сталей Известен способ электролизного бо рирования, заключающийся в обработке в расплавленной буре при 930-950 в течение 2-6 ч при плотности тока на катоде 9,15-0,20 . Известен также способ электролизного борирования в расплавленной буре при 700-950°С в течение 2-3 ч при плотности тока на катоде 0,040,07 А/см 2. Данные способы позволяют получить борированные слои толщиной 100 мкм. Однако известные способы электролизного борирования не учитывают изменения адсорбционной способности по верхности насыщаемого металла по мер образования боридного слоя. Вследствие этого с течением времени не весь вьщеляющийся бор участвует в формиро вании покрытия, часть бора образует аморфный слой, частицы которого при вариваются к поверхности, ухудшая чистоту и препятсвуя адсборбции активного бора. При осуществлении известного способа борирования в диффузионном покрытии формируются слои, которые обладают пониженной устойчивостью к динамическим нагрузкам. Цель изобретения - увеличение толщины покрытий и повьпаение их.износостойкости. Поставленная цель достигается тем, что процесс борирования ведут в две стадии. На первой стадии ведут обработку в борсодержащих средах при плотности тока на катоде 0,04-0,-07 А/см в течение 8-10 мин при.700-950 С. Во время первой стадии образуются центры кристаллизации боридов, которые, сталкиваясь при росте, формируют сплошной слой, способный защищать поверхность от коррозии. На второй стадии насыщаемый металл анодно поляризуют с помощью вспомогательного электрода, который помещают в расплавленную соль. При этом анодную составляющую плотности тока на насыщаемом металле увеличивают плавно с О до 0,04-0,07 А/см. Во время второй стадии за счет постоянно увеличивающегося анодного потенциала поверхность с боридными фазами поддерживается в активном состоянии, предотвращается образование аморфного слоя бора на поверхности насыщаемого металла. За счет увеличения амплитуды ко.лебаний узловых комплексов кристаллической решетки увеличивается плотность дефектов, служащих дополнительными центрами адсорбции бора, что приводит к увеличению скорости наращивания боридных фаз.
В качестве вспомогательного электрода можно использовать борируемую деталь или инструмент. Вследствие этого производительность химико-термической обработки возрастает.
Пример. В предварительно расплавленную в графитовом электролизере борсодержащую среду помещают детали или инструмент из углеродистых сталей, подключив положительный полюс источника тока кэлектролизеру а отрицательный - к насыщаемым изделиям, и ведут электролиз при 900°С
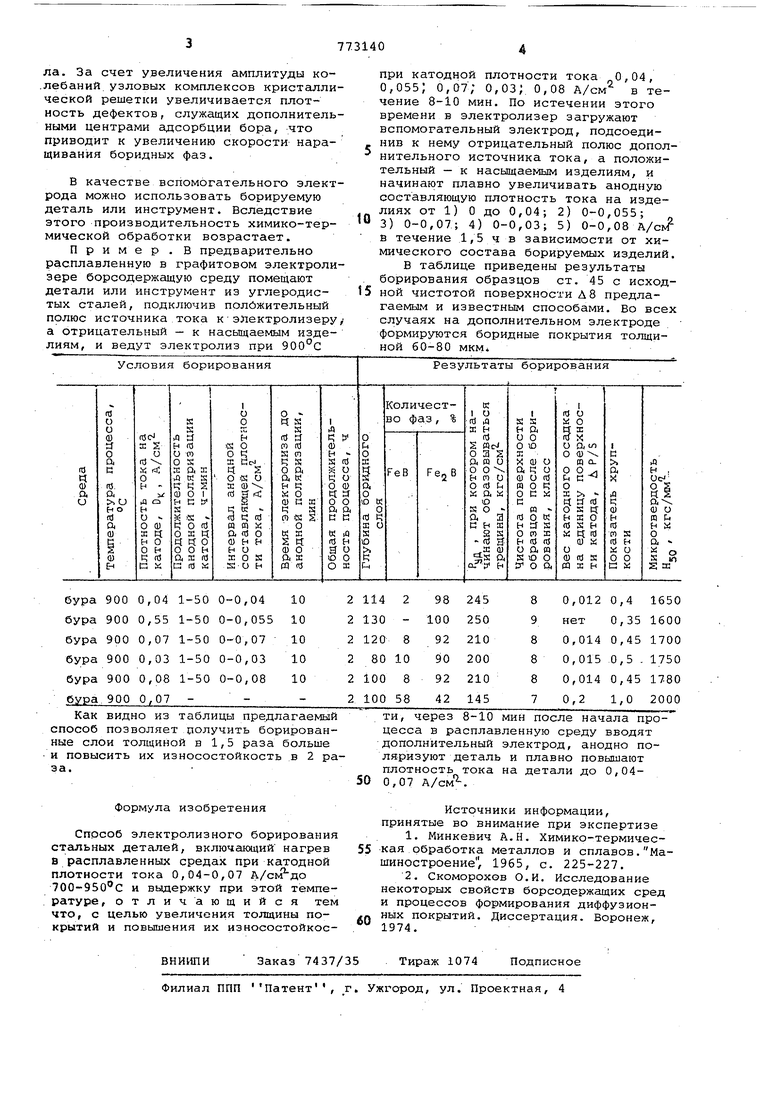
при катодной плотности тока 0,04, 0,055) 0,07; 0,03; 0,08 А/см в течение 8-10 мин. По истечении этого времени в электролизер загружают вспомогательный электрод, подсоединив к нему отрицательный полюс дополнительного источника тока, а положительный - к насыщаемым изделиям, и начинают плавно увеличивать анодную составляющую плотность тока на изделиях от 1) О до 0,04; 2) 0-0,055; 3) 0-0,07; 4) 0-0,03; 5) 0-0,08 A/cNT В течение 1,5ч в зависимости от химического состава борируемых изделий.
В таблице приведены результаты борирования образцов ст. 45 с исходной чистотой поверхности А 8 предлагаемым и известным способами. Во всех случаях на дополнительном электроде формируются боридные покрытия толщиной 60-80 мкм
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В РАСПЛАВЕ, СОДЕРЖАЩЕМ ОКСИД БОРА | 2011 |
|
RU2478737C1 |
| Способ электролизного борирования стальных деталей | 1978 |
|
SU742485A1 |
| Способ электролизного борирования | 1977 |
|
SU637462A1 |
| СПОСОБ СОЗДАНИЯ СМАЧИВАЕМОГО ПОКРЫТИЯ УГЛЕРОДНОЙ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2486292C1 |
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
| Способ производства алюминия электролизом расплавленных солей | 2018 |
|
RU2699604C1 |
| СПОСОБ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ ЗАЩИТНОГО СМАЧИВАЕМОГО ПОКРЫТИЯ НА УГЛЕРОДИСТЫХ БЛОКАХ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2337184C2 |
| СПОСОБ ЭЛЕКТРОЛИЗА КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ С ПРИМЕНЕНИЕМ ТВЕРДЫХ КАТОДОВ | 2019 |
|
RU2716569C1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
