Изобретение относится к сварочному производству, в частности к устройствам для роликовой электроконтактной сварки с вводом ультразвуковых колебаний, и может быть использовано при восстановлении и упрочнении деталей, а также при роликовой сварке спиральных швов.
Известно устройство для электроконтактной сварки, содержащее сварочный трансформатор, два электрода, привод сжатия электродов и систему возбуждения ультразвуковых колебаний электродов, включающую в себя ультразвуковой генератор и подключенные к нему два преобразователя ультразвуковых колебаний, каждый из которых соединен со своим электродом (см. авторское свидетельство СССР №1320031 по кл. B23K 11/12 от 30.06.1987). Данное устройство может использоваться и для приварки присадочного материала при восстановлении или упрочнении деталей. Известное устройство требует согласования частоты вводимых ультразвуковых колебаний с частотой продольно поперечных колебаний свариваемых деталей, что существенно усложняет настройку устройства на сварку конкретных деталей. Передача ультразвуковых колебаний через электроды накладывает также ограничения на конструкцию электродов и привод сжатия электродов. Данное устройство может использоваться и для приварки присадочного материала при восстановлении или упрочнении деталей, но при приварке присадочного материала ультразвуковые колебания будут передаваться к детали через слой присадочного материала, который обладает низкими акустическими характеристиками, что приводит к снижению эффективности использования ультразвуковых колебаний при электроконтактной приварке присадочных материалов. Кроме того, при подаче ультразвуковых колебаний на электрод эффективность их снижается из-за наличия пневматической системы сжатия электродов.
Задачей изобретения является разработка устройства для электроконтактной приварки с улучшенным качеством приварки присадочного материала, в котором исключено влияние акустических характеристик присадочного материала на процесс электроконтактной приварки присадочного материала с использованием ультразвуковых колебаний.
Для решения поставленной задачи предлагается устройство для электроконтактной приварки, содержащее механизм для закрепления обрабатываемой детали, два электрода, контактирующие с обрабатываемой деталью, приводы поджатия электродов к обрабатываемой детали, сварочный трансформатор и систему возбуждения ультразвуковых колебаний обрабатываемой детали, включающую в себя генератор высокочастотных электрических колебаний и, по крайней мере, один преобразователь высокочастотных электрических колебаний в ультразвуковые колебания, соединенный с механизмом для закрепления обрабатываемой детали и возбуждающий в нем продольные ультразвуковые колебания.
Кроме того, механизм для закрепления обрабатываемой детали оснащен двумя упорами для крепления между ними обрабатываемой детали, и этот, по крайней мере, один преобразователь высокочастотных электрических колебаний в ультразвуковые колебания соединен с, по крайней мере, одним из указанных упоров.
Кроме того, система возбуждения ультразвуковых колебаний оснащена еще одним преобразователем высокочастотных электрических колебаний в ультразвуковые колебания, соединенным с другим из упомянутых упоров.
Предпочтительно в устройстве используются роликовые электроды.
Изобретение позволяет повысить качество электроконтактной приварки присадочного материала.
Этот технический эффект достигается тем, что ультразвуковые колебания накладываются на механизм закрепления обрабатываемой (восстанавливаемой) детали в продольном направлении при постоянном фиксированном усилии сжатия. При воздействии ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение. При этом на свариваемых поверхностях происходит разрушение окисных пленок и пленок из адсорбированных газов и жидкостей. После возникновения такой свежеобразованной поверхности металла, свободной от оксидов и других загрязнений, проходит непосредственная приварка присадочного материала или сваривание соединяемых элементов. Очистке поверхностей в значительной степени способствует малая амплитуда колебаний трущихся поверхностей, возвратно-поступательный характер этих колебаний и постоянство усилия поджатия присадочного материала к поверхности детали.
На чертеже представлена схема устройства для электроконтактной приварки, иллюстрирующая предлагаемое изобретение применительно к приварке присадочного материала.
Устройство для электроконтактной приварки предназначено для приварки присадочного материала 1, нанесенного на поверхность детали 2, так, что поверхность присадочного материала является внешней поверхностью обрабатываемого изделия. Устройство содержит механизм закрепления обрабатываемого изделия, включающий в себя два упора 3, между которыми размещается обрабатываемая деталь 2, роликовые электроды 4 с механизмом нагружения 5 для поджатия роликовых электродов 4 к внешней поверхности обрабатываемого изделия и перемещения их вдоль обрабатываемого изделия. Роликовые электроды 4 подсоединены к сварочному трансформатору 6. Устройство для электроконтактной приварки содержит систему возбуждения ультразвуковых колебаний в обрабатываемом изделии, включающую в себя генератор высокочастотных электрических колебаний 7 и два преобразователя 8 высокочастотных электрических колебаний в ультразвуковые колебания, соединенные с упорами 3 механизма для закрепления обрабатываемого изделия и возбуждающие в них продольные ультразвуковые колебания.
На чертеже показано, что оба упора 3 оснащены преобразователями 8 высокочастотных электрических колебаний в ультразвуковые колебания, однако для специалиста понятно, что можно использовать один преобразователь 6, который может быть установлен на любом из упоров (правом или левом), либо механизм крепления может иметь только один узел крепления, например зажим, оснащенный одним преобразователем колебания высокочастотных электрических колебаний в ультразвуковые колебания.
В данном изобретении можно использовать электромагнитный преобразователь высокочастотных электрических колебаний в ультразвуковые колебания, как это сделано в авторском свидетельстве №1320031, но можно использовать магнитострикционные, электрострикционные или пьезоэлектрические преобразователи.
В данном изобретении не рассматривается конструкция механизма нагружения 5, так как конструкция механизма нагружения не оказывает непосредственного влияния на процесс приварки и можно использовать любое известное устройство этого назначения.
Устройство для электроконтактной приварки работает следующим образом.
Присадочный материал 1 посредством механизма нагружения зажимается между деталью 2 и роликовым электродом 4. В качестве присадочного материала могут служить стальная, спеченная или порошковополимерная ленты, стальная проволока, металлический порошок. Затем включаются привод вращения детали 2 (на чертеже не показано), генератор 7 высокочастотных электрических колебаний, преобразователи 6 высокочастотных электрических колебаний в ультразвуковые колебания, сварочный трансформатор 6 и начинается приварка присадочного материала 1 к детали 2 по винтовой линии. Роликовые электроды 4 посредством механизма нагружения 5 прижимаются к детали 2 и за счет силы трения вращаются в направлении, указанном стрелками. Преимущество данной схемы электроконтактной приварки перед аналогами заключается в том, что в данной схеме ультразвук подается непосредственно к детали 2, к которой необходимо приварить присадочный материал 1, что обеспечивает наиболее эффективное использование ультразвуковых колебаний, так как они проходят через цепочку: упор - деталь - присадочный материал - роликовые электроды, и в этом случае можно возбуждать в детали и соответственно на границе поверхность детали - присадочный материал вынужденные ультразвуковые колебания с любой частотой и амплитудой колебаний, минуя пневматическую систему сжатия электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2009 |
|
RU2412791C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ПЛОСКОЙ ДЕТАЛИ | 2015 |
|
RU2622074C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2360775C1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2091198C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛЕЙ С ПОМОЩЬЮ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ПОРОШКОВОГО ПРИСАДОЧНОГО МАТЕРИАЛА, СОДЕРЖАЩЕГО ЖЕЛЕЗНЫЙ ПОРОШОК, И ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473413C2 |
| УСТРОЙСТВО ДЛЯ РОЛИКОВОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ | 2007 |
|
RU2343053C2 |
| Машина для электроконтактной сварки | 1982 |
|
SU1042929A1 |
Изобретение может быть использовано при восстановлении и упрочнении деталей роликовой электроконтактной сваркой с использованием ультразвуковых колебаний, а также при роликовой сварке спиральных швов. Механизм нагружения роликовых электродов выполнен с возможностью обеспечения постоянного усилия поджатия присадочного материала к обрабатываемому изделию. Система возбуждения ультразвуковых колебаний в обрабатываемом изделии включает генератор высокочастотных электрических колебаний и, по крайней мере, один преобразователь высокочастотных электрических колебаний в ультразвуковые колебания, который соединен с механизмом для закрепления обрабатываемого изделия с возможностью возбуждения в изделии продольных ультразвуковых колебаний. Механизм для закрепления обрабатываемого изделия оснащен двумя упорами для закрепления между ними обрабатываемого изделия. Устройство обеспечивает улучшение качества приварки за счет эффективности использования ультразвуковых колебаний. 3 з.п. ф-лы, 1 ил.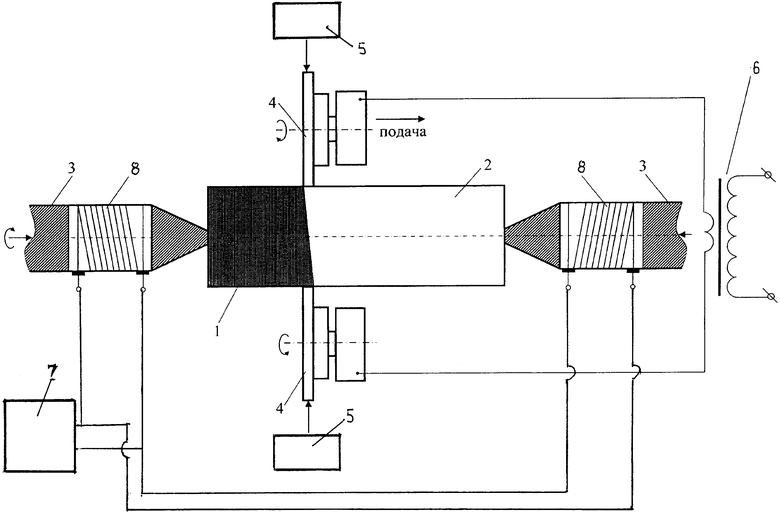
1. Устройство для электроконтактной приварки присадочного материала к поверхности детали, содержащее механизм для закрепления обрабатываемого изделия, два электрода, контактирующих с обрабатываемым изделием, механизм нагружения электродов, выполненный с возможностью обеспечения постоянного усилия поджатия присадочного материала к обрабатываемому изделию, сварочный трансформатор и систему возбуждения ультразвуковых колебаний в обрабатываемом изделии, включающую генератор высокочастотных электрических колебаний и, по крайней мере, один преобразователь высокочастотных электрических колебаний в ультразвуковые колебания, соединенный с механизмом для закрепления обрабатываемого изделия с возможностью возбуждения в изделии продольных ультразвуковых колебаний.
2. Устройство по п.1, отличающееся тем, что механизм для закрепления обрабатываемого изделия оснащен двумя упорами для закрепления между ними обрабатываемого изделия, а преобразователь высокочастотных электрических колебаний в ультразвуковые колебания соединен с одним из указанных упоров.
3. Устройство по п.2, отличающееся тем, что система возбуждения ультразвуковых колебаний оснащена дополнительным преобразователем высокочастотных электрических колебаний в ультразвуковые колебания, соединенным с другим из упомянутых упоров.
4. Устройство по любому из пп.1-3, отличающееся тем, что в качестве электродов оно содержит роликовые электроды.
| Машина для контактной точечной ультразвуковой сварки | 1986 |
|
SU1320031A1 |
| УСТРОЙСТВО для РОЛИКОВОЙ СВАРКИ ДАВЛЕНИЕМ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКА | 0 |
|
SU182489A1 |
| 0 |
|
SU384891A1 | |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| JP 2010060412 A, 18.03.2010. | |||

