Область техники
Настоящее изобретение относится к способу изготовления изолированного электрического провода и устройства для его изготовления.
Предшествующий уровень техники
Традиционно изолированный электрический провод изготавливался следующим образом. Например, проводник, имеющий круглую форму сечения, проходит через кассетную роликовую волоку (cassette roller die - CRD), оснащенную парой вальцов, чтобы волочением придать прямоугольную форму сечения. Этот проводник проходит через печь отжига, чтобы устранить деформацию, произошедшую в процессе волочения, чтобы таким образом сделать проводник гибким. Последовательно проводник покрывается эмалевым лаком и проходит через печь сушки, чтобы сформировать просушенный слой эмали на проводнике. Получившийся изолированный электрический провод, имеющий прямоугольное сечение, наматывается. Один из этих способов раскрыт в патентном документе 1.
В последние годы электронные приборы, промышленные двигатели, автомобильные двигатели и подобное изготавливаются, чтобы быть энергосберегающими и уменьшенными в размерах с высокой производительностью. Соответственно, была предпринята попытка к инверторному управлению (inverter-control) двигателями. По этой причине изолированный электрический провод, использующийся в двигателях, изготавливается, чтобы быть подвергнутым средам, где может произойти коронирующий разряд (разряд, вызванный неоднородным электрическим полем, происходящем вокруг острого электрода; также известный как разряд местной поломки (local breakage discharge)). Для того чтобы предотвратить этот коронирующий разряд, происходящий в изолированных электрических проводах, эффективно сделать толще просушенный слой эмали, который сушится на проводнике изолированного электрического провода (см. закон Пашена). Однако так как эмалевый эмаль дорогой, более толстый слой изоляции ведет к повышению себестоимости продукции.
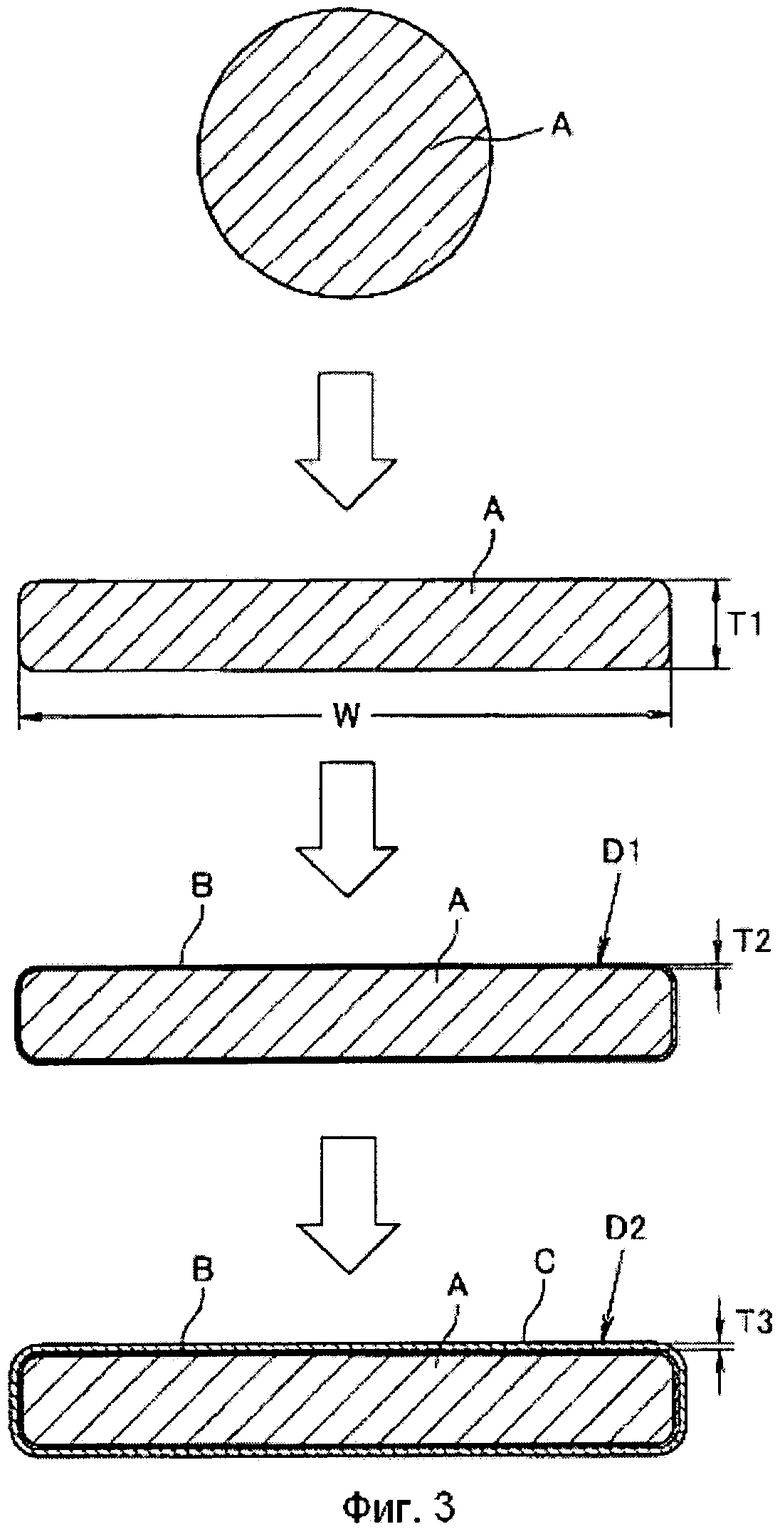
По этой причине настоящий заявитель разработал изолированный электрический провод D2, показанный на Фиг.3 (см. патентный документ 2). То есть в изолированном электрическом проводе D2, как показано на Фиг.3, первичный слой покрытия В, включающий эмалевый слой покрытия В1, формируется на внешней поверхности проводника А, чтобы сформировать электрический провод D1 (ниже называется "первично покрытым электрическим проводом D1"). Смола (в дальнейшем "смола экструдированная") покрывается экструзией (далее "формируется экструзией") на внешней поверхности первичного слоя В покрытия для вторичного слоя покрытия С. То есть менее дорогостоящая экструдированная смола используется для предотвращения коронирующего разряда. Для того чтобы получить изолированный электрический провод D2 вышеупомянутой структуры, патентный документ 2 раскрывает способ, где экструдирование производится вместе со смолой экструзии, нагретой до заданной температуры.
Кроме того, патентный документ 3 раскрывает способы, в которых когда экструдированная смола, включающая полиэфирэфиркетон (polyetheretherketone - PEEK), формируется на поверхности проводника, чтобы сформировать изолированный электрический провод, проводник предварительно нагревается, чтобы сдерживать снижение температуры смолы, и покрытие изоляции формируется на поверхности проводника, чтобы избежать предварительного нагрева проводника.
Патентный документ 1: Патент Японии No. 3604337.
Патентный документ 2: Патентная заявка Японии No. Hei 2005-203334.
Патентный документ 3: Публикация полезной модели Японии No. Sho 58-37617.
Раскрытие изобретения
Техническая проблема
Промышленный способ, раскрытый в патентном документе 2, может производить изолированный электрический провод, имеющий улучшенный антикоронирующий разряд. Однако этот способ должен быть в дальнейшем улучшен для того, чтобы производить высококачественный электрический провод с точки зрения борьбы со свойствами антикоронирующего разряда и прочности сцепления по пути снижения себестоимости и эффективности. Здесь электрический провод с антикоронирующим разрядом является электрическим проводом, где, например, начальное напряжение коронирующего разряда Vp выше, чем 1200 В, и сила сцепления S (так же известная как сила разрыва или сила адгезиивности) выше, чем 90 мг/мм. Далее дополнительные детали будут приведены об этом, фокусируясь на силе сцепления S.
В частности, когда детализация изолированного электрического провода, такая как размеры и материалы, изменяется, традиционно возникают проблемы в том, что промышленные условия не могут быть легко установлены, и сила сцепления между первичным слоем покрытия и вторичным слоем покрытия становится неприемлемо слабой. В дополнение, в способе патентного документа 3 для формирования первичного слоя покрытия также есть проблема в том, что силы сцепления между первичным слоем покрытия и вторичным слоем покрытия будет недостаточно.
Как описано выше, традиционные способы не могут легко изготавливать высококачественный изолированный электрический провод, имеющий характеристики антикоронирующего разряда в целях снижения себестоимости и на стабильной основе.
Кроме того, сила сцепления S в указанном описании определена по значению, которое находится из S=N/w, где w - это ширина прорези, сформированной на тестовом материале, и N - это нагрузка, требуемая для разрыва при растяжении в приборе для испытаний (тестере) напряжения растяжения.
Далее начальное напряжение Vp коронирующего разряда определяется напряжением, при котором коронирующий разряд инициируется разницей электрических потенциалов, когда соседние электрические провода контактируют.
Ввиду вышеупомянутых проблем цель настоящего изобретения является обеспечение способа и устройства для изготовления высококачественного изолированного электрического провода, имеющего характеристики антикоронирующего разряда по менее дорогостоящему и стабильному пути.
Техническое решение
Согласно обзору изобретателя, в способах, раскрытых в патентном документе 2, смола экструдируется только с нагревом экструдированной смолы. По этой причине иногда поверхность первичного слоя покрытия не может быть достаточно и прочно соединена с экструдированной смолой, таким образом приводя к недостаточной силе сцепления. В дополнение, в случае, где изолированный электрический провод имеет некруглое поперечное сечение, небольшое искривление радиуса происходит в местах, где первичный слой покрытия и вторичный слой покрытия могут быть оторваны друг от друга, в результате возникает существенный дефицит в силе склеивания.
Здесь, в способе изготовления изолированного электрического провода по п.1, первичный слой покрытия, включающий, по меньшей мере, высушенный слой эмали, формируется на металлическом проводнике, чтобы сформировать электрический провод с первичным покрытием, и вторичный слой покрытия формируется экструзией на первичном слое покрытия электрического провода с первичным покрытием. Способ включает процесс предварительного нагрева электрического провода, где поверхность первичного слоя покрытия предварительно нагревается с использованием средства предварительного нагрева электрического провода, и процесс экструзии смолы, где вторичный слой покрытия формируется экструзией на предварительно нагретом первичном покрывающем слое, с использованием средства экструзии смолы.
В соответствии с п.1, в способе, описанном в п.2, в случае где внешний слой первичного слоя покрытия является просушенным слоем эмали, в процессе предварительного нагрева поверхность первичного слоя покрытия предварительно нагревается ниже температуры стеклования просушенного слоя эмали.
В дополнение, в соответствии с п.1, в способе, описанном в п.3, клейкий слой формируется на просушенном слое эмали первичного слоя покрытия. Клейкий слой приклеивается к вторичному слою покрытия. Кроме того, в случае где внешний слой первичного слоя покрытия является клейким слоем, в процессе предварительного нагрева электрического провода поверхность первичного слоя покрытия предварительно нагревается выше температуры стеклования клейкого слоя.
В дополнение, согласно п.1, в способе, раскрытом в п.4, в случае где усилитель адгезионной способности добавляется к вторичному слою покрытия, в процессе предварительного нагрева электрического провода поверхность первичного слоя покрытия предварительно нагревается выше минимальной температуры, при которой усилитель адгезионной способности реагирует с первичным слоем покрытия.
В дополнение, по любому из пп. от 1 до 4, в способе, описанном в п.5, в процессе предварительного нагрева электрического провода поверхность первичного слоя покрытия предварительно нагревается ниже температуры термического разложения первичного и вторичного слоев покрытия.
Далее, по любому из пп. от 1 до 5, в способе, описанном в п.6, в процессе предварительного нагрева электрического провода поверхность первичного слоя покрытия предварительно нагревается без контакта с электрическим проводом с первичным покрытием.
В дополнение, по любому из пп. от 1 до 6, в способе, описанном в п.7, способ дополнительно содержит процесс выправления электрического провода, где предварительно нагретый электрический провод с первичным покрытием фактически выправляется с использованием средства выправления электрического провода и затем подается в средство экструзии смолы.
По любому из пп. от 1 до 7, в способе, описанном в п.8, дополнительно включен процесс охлаждения электрического провода, где изолированный электрический провод, имеющий сформированный на нем экструзией вторичный слой покрытия, охлаждается с использованием средства охлаждения электрического провода, и процесс измерения толщины покрытия, где толщина покрытия из смолы охлажденного изолированного электрического провода измеряется с использованием средства измерения толщины покрытия.
В дополнение, по п.1, в п.9 описан способ, который содержит процесс подачи проводника, где проводник непрерывно подается с использованием средства подачи проводника, процесс обработки проводника, где проводник, поданный от процесса подачи проводника, прокатывается с использованием пары вальцов, которые свободно вращаются без приводного механизма, и пропускается через волоку, чтобы волочением придать проводнику требуемую форму, процесс отжига проводника, где подвергнутый волочению проводник в процессе обработки проводника подвергается отжигу с использованием средства отжига проводника, процесс сушки покрытия, где первичный слой покрытия сушится и формируется с использованием средства сушки покрытия, процесс предварительного нагрева электрического провода, где электрический провод с первичным покрытием, сформированный с первичным слоем покрытия в процессе сушки покрытия, предварительно нагревается с использованием средства предварительного нагрева электрического провода, процесс выправления электрического провода, где электрический провод с первичным покрытием, предварительно нагреваемый в процессе предварительного нагрева электрического провода, фактически выправляется с использованием средства выправления электрического провода, процесс экструзии смолы, где экструдированная смола формируется экструзией на первичном слое покрытия электрического провода с первичным покрытием, который выправляется в процессе выправления электрического провода, с помощью средства экструзии смолы, процесс охлаждения электрического провода, где изолированный электрический провод, имеющий сформированную на нем экструдированную смолу в процессе экструзии смолы, охлаждается с использованием средства охлаждения электрического провода так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, процесс измерения толщины покрытия, где толщина покрытия из смолы изолированного электрического провода, охлажденного в процессе охлаждения электрического провода, измеряется с использованием средства измерения толщины покрытия, и процесс намотки электрического провода, где изолированный электрический провод, покрытый экструдированной смолой на нем в процессе экструзии смолы, наматывается с использование электрического средства намотки. Здесь средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно. Далее, все процессы от процесса подачи проводника до процесса намотки электрического провода осуществляются по пути поточной линии.
Кроме того, по любому из пп. от 1 до 9, в способе, описанном в п.10, экструдированная смола, составляющая вторичный слой покрытия, является полифениленсульфидной смолой.
В дополнение, в устройстве для изготовления изолированного электрического провода по п.11 первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием, и вторичный слой покрытия формируется экструзией на первичном слое покрытия электрического провода с первичным покрытием. Устройство включает средство предварительного нагрева электрического провода для предварительного нагрева поверхности первичного слоя покрытия, и средство экструзии смолы для формирования экструзией вторичного слоя покрытия на предварительно нагретом первичном слое покрытия.
В соответствии с п.11, в устройстве, описанном в п.12, в случае где внешний слой первичного слоя покрытия является просушенным слоем эмали, средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия ниже температуры стеклования просушенного слоя эмали.
В дополнение, в соответствии п.11, в устройстве, описанном в п.13, клейкий слой формируется на просушенном слое эмали первичного слоя покрытия. Клейкий слой связывают с вторичным слоем покрытия. Далее в случае, где внешний слой первичного слоя покрытия является клейким слоем, средство предварительного нагрева электрического провода устанавливают на предварительный нагрев поверхности первичного слоя покрытия выше температуры стеклования клейкого слоя.
В дополнение, в соответствии с п.11, в устройстве, описанном в п.14, в случае где внешний слой первичного слоя покрытия является просушенным слоем эмали, сформированный добавлением усилителя адгезионной способности, средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия выше минимальной температуры около, при которой усилитель адгезионной способности химически реагирует с первичным слоем покрытия.
В дополнение, в соответствии с любым из пп. от 11 до 14, в устройстве, описанном в п.15, средство предварительного нагрева электрического провода устанавливается для предварительного нагрева поверхности первичного слоя покрытия ниже температуры термического разложения первичного и вторичного слоев покрытия.
Далее, в соответствии с любым из пп. от 11 до 15, в устройстве, описанном в п.16, средство предварительного нагрева электрического провода устанавливается для предварительного нагрева поверхности первичного слоя покрытия без контакта с электрическим проводом с первичным покрытием.
В дополнение, в соответствии с любым из пп. от 11 до 16, в устройстве, описанном в п.17, которое далее содержит средство выправления электрического провода для фактически полного выправления предварительно нагретого электрического провода и затем подачи в средство экструзии смолы.
В соответствии с любым из пп. от 11 до 17, в устройстве, описанном п.18, устройство далее содержит средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего сформированный на нем экструзией вторичный слой покрытия, и средство измерения толщины покрытия для измерения толщины покрытия из смолы охлажденного изолированного электрического провода.
В соответствии с настоящим изобретением, после того как электрический провод с экструдированной смолой охлаждается с помощью средства охлаждения электрического провода, толщина смолы покрытия, формируемого на электрическом проводе, измеряется с помощью средства измерения толщины слоя покрытия. Таким образом может изготавливаться электрический провод, имеющий соответствующую толщину смолы покрытия для предотвращения коронирующего разряда. Кроме того, например, дефектная часть, имеющая более тонкий слой смолы покрытия, может быть удалена.
В дополнение, по п.11, в устройстве, описанном п.19, устройство содержит средство подачи проводника для непрерывной подачи проводника, средство обработки проводника, где проводник, поданный от средства подачи проводника, прокатывается с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускается через волоку, чтобы волочением придать проводнику заданную форму, средство отжига проводника для отжига проводника, подвергнутого волочению средством обработки проводника, средство сушки покрытия для сушки первичного слоя покрытия для формирования просушенного слоя, средство предварительного нагрева электрического провода для предварительного нагрева электрического провода с первичным покрытием, сформированный с первичным слоем покрытия с помощью средства сушки покрытия, средство выправления электрического провода для фактически полного выправления электрического провода с первичным покрытием, предварительно нагретого средством предварительного нагрева электрического провода, средство экструзии смолы для формирования экструзией смолы экструзии на первичном слое покрытия электрического провода с первичным покрытием, который выправляется средством выправления электрического провода, средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего сформированную на нем экструдированную смолу средством экструзии смолы, так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, средство измерения толщины покрытия для измерения толщины покрытия из смолы изолированного электрического провода, охлажденного средством охлаждения электрического провода, и средство намотки электрического провода для намотки изолированного электрического провода, с экструдированной на нем смолой с помощью средства экструзии смолы. Здесь средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно.
В соответствии с изобретением, описанном в п.1 или 11, первичный слой покрытия предварительно нагревают, и экструдированная смола такая, как полифениленсульфидная смола (ниже называется как "PPS смола") или подобная, экструдируется на предварительно нагретый первичный слой покрытия, так, что адгезия между вторичным слоем покрытия и первичным слоем покрытия увеличивается, чтобы таким образом обеспечить возможность стабильного пути изготовления высококачественного изолированного электрического провода, имеющего антикоронирующий разряд стабильно.
То есть обычно ожидается (например, патентный документ 2), что экструдированная смола хорошо проникает в выступы и впадины на поверхности первичного слоя покрытия и слипается с ним путем увеличения температуры смолы экструзии. Напротив, в настоящем изобретении поверхность первичного слоя покрытия предварительно нагревается так, что первичный слой покрытия достаточно нагревается перед экструдированием смолы экструзии. По этой причине сцепление между первичным и вторичным слоем покрытия может быть улучшено стабильно.
Дальнейшим увеличением температуры смолы экструзии тепло смолы экструзии может передаваться теплу первичного слоя покрытия. Однако следует рассматривать, что экструдированная смола может термически разлагаться, чтобы вызвать эффект сцепления. Также контроль температуры не может быть легко осуществим, далее первичный слой покрытия не может быть легко нагрет стабильно с помощью передачи тепла от смолы экструзии. Таким образом, настоящее изобретение более предпочтительно в изготовлении высококачественного изолированного провода с антикоронирующим разрядом стабильно.
По изобретению, описанному в пп.2 и 12, так как первичный ели покрытия не выше температуры стеклования, предпочтительно, что первичный слой покрытия не деформируется легко, хотя инородные материалы или подобные материалы контактируют с поверхностью.
По изобретению, описанному в п.3 или п.13, так как клейкий слой нагревается выше температуры стеклования, предпочтительно, что клейкий слой надежно смягчается, когда экструдированная смола экструдируется, и сцепление с поверхностью вторичного слоя покрытия надежно защищается.
По изобретению, описанному в п.4 или п.14, усилитель адгезионной способности (например, изоцианат) добавляется к вторичному слою покрытия, чтобы первичный слой покрытия химически реагировал с усилителем адгезионной способности, таким образом, предпочтительно, надежность сцепления между первичным слоем покрытия и вторичным слоем покрытия улучшается.
По изобретению, описанному в п.5 или п.15, так как поверхность первичного слоя покрытия предварительно нагрета ниже температуры термического разложения первичного и вторичного слоев покрытия, предпочтительно, достаточная сила сцепления в интервале может быть получена без ухудшения первичного и вторичного слоев покрытия.
По изобретению, описанному в п.6 или п.16, так как поверхность первичного слоя покрытия предварительно нагревается без контакта с электрическим проводом с первичным покрытием, предпочтительно, что деформация поверхности первичного слоя покрытия, которая легко вызывается внешней силой, когда электрический провод с первичным покрытием предварительно нагревается, может быть предотвращена, таким образом обеспечивая хороший вид изолированному электрическому проводу.
По изобретению, описанному в п.7 или п.17, так как фактически выправленный электрический провод с первичным покрытием подается на процесс экструзии смолы, экструдированная смола может формироваться на первичном слое покрытия электрического провода равномерно (электрический провод является менее эксцентричным внутри вторичного слоя покрытия.)
По изобретению, описанному в п.8 или п.18, после того как изолированный электрический провод, имеющий вторичный слой покрытия, сформированный смолой экструзии, охлаждается, толщина слоя покрытия из смолы проводника измеряется с использованием средства измерения толщины слоя покрытия. Даже в случае, где условия изготовления изменяются в каждом процессе, предпочтительно, что электрический провод, имеющий соответствующую толщину покрытия из смолы для предотвращения коронирующего разряда, может изготавливаться. Кроме того, предпочтительно, что после формирования покрытия дефектная часть, имеющая более тонкий слой покрытия из смолы, может быть найдена в процессе измерения толщины и может быть удалена.
По изобретению, описанному в п.9 или п.19, электрический провод с первичным покрытием перемещается непосредственно в блок предварительного нагрева электрического провода и блок экструзии смолы, без намотки на катушку или подобное, таким образом позволяя предотвратить поглощение и образование влаги внутри первичного слоя покрытия. Далее в этой связи будут предоставлены дальнейшие детали. В случае где электрический провод D1 с первичным покрытием хранится в течение длительного периода времени, он впитывает влагу. Обычно может рассматриваться, что электрический провод с первичным покрытием наматывается на катушку или подобное и хранится, и дальше экструзия смолы может быть осуществлена, когда необходимо. Здесь, если электрический провод с первичным покрытием хранится в течение длительного периода времени, просушенный слой эмали впитывает влагу. Таким образом, дальше, когда он используется как изолированный электрический провод, влага внутри первичного слоя покрытия расширяется и вздувается, образуя дефекты, в худшем случае отрицательно влияет на напряжение сопротивления изолированного электрического провода и подобное. Для того чтобы избежать этой проблемы, по изобретению, описанному в п.9 или п.19, предварительный нагрев и экструзия смолы осуществляются непосредственно на электрическом проводе с первичным покрытием последовательно, без намотки на катушку или подобное, таким образом позволяя избежать впитывание и создание влаги внутри первичного слоя покрытия.
По изобретению, описанному в п.10, PPS смола менее дорогая, чем другие смолы, такие, как, например, эмалевый лак и подобные, и также она является наиболее подходящей для использования в блоке экструзии смолы среди других смоляных материалов. В дополнение, PPS смола может быть экструдирована равномерно на первичном слое покрытия, покрывающем проводник.
Благоприятный эфект
Как описано выше, настоящее изобретение может обеспечить способ и устройство для изготовления изолированного электрического провода, которые позволят изготавливать с низкой себестоимостью высококачественный изолированный электрический провод, имеющий стабильное сопротивление коронирующему разряду.
Описание чертежей
Дальнейшие цели и преимущества изобретения могут быть более полно поняты из следующего подробного описания, взятого вместе с сопровождающими чертежами, на которых:
Фиг.1 - это блок-схема, иллюстрирующая процесс и устройство для изготовления изолированного электрического провода по варианту осуществления изобретения;
Фиг.2 - это схема, иллюстрирующая способ прокатки проводника в блоке обработки проводника по варианту осуществления изобретения;
Фиг.3 - вид поперечного сечения, иллюстрирующий изолированный электрический провод по варианту осуществления изобретения; и
Фиг.4 - вид поперечного сечения, иллюстрирующий изолированный электрический провод по другому варианту осуществления изобретения.
Условные обозначения:
а: Процесс подачи проводника
b: Процесс обработки проводника
с: Процесс отжига проводника
d: Процесс сушки покрытия
е: Процесс предварительного нагрева электрического провода
f: Процесс выправления электрического провода
g: Процесс экструзии смолы
h: Процесс охлаждения электрического провода
i: Процесс измерения толщины слоя покрытия
j: Процесс намотки электрического провода
А: Проводник
В: Первичный слой покрытия
С: Вторичный слой покрытия
D1: Электрический провод с первичным покрытием
D2: Изолированный электрический провод
1: Устройство изготовления
2: Блок подачи проводника
3: Блок обработки проводника
3А: Валец
3В: Волока
4: Блок отжига проводника
4а: Печь отжига
5а: Печь сушки
6: Блок подтягивания
7: Блок предварительного нагрева электрического провода
8: Блок выправления электрического провода
9: Блок экструзии смолы
10: Блок охлаждения электрического провода
11: Блок измерения толщины слоя покрытия
12: Блок подтягивания
13: Блок намотки электрического провода
Лучший режим для осуществления изобретения
Фиг.1 показывает способ изготовления изолированного электрического провода D2 по варианту осуществления изобретения и устройство для его изготовления. Здесь главным образом изолированный электрический провод D2, как показано на Фиг.3, объясняется по отношению к способу его изготовления, одновременно объясняется изготовление изолированного электрического провода D2, как показано на Фиг.4 как модифицированный пример.
Как показано на Фиг.1, устройство 1 для изготовления изолированного электрического провода D2 включает блок 2 подачи проводника в процессе а подачи проводника, блок 3 обработки проводника в процессе b обработки проводника, блок 4 отжига проводника в процессе с отжига проводника, блок сушки покрытия 5 в процессе d сушки покрытия, блок 6 подтягивания сразу после блока 5 сушки покрытия, блок 7 предварительного нагрева электрического провода в процессе е предварительного нагрева электрического провода, блок 8 выправления электрического провода в процессе f выправления электрического провода, блок 9 экструзии смолы в процессе g экструзии смолы, блок 10 охлаждения электрического провода в процессе h охлаждения электрического провода, блок 11 измерения толщины слоя покрытия в процессе i измерения толщины слоя покрытия, блок 12 подтягивания сразу после блока 11 измерения толщины слоя покрытия, блок 13 намотки электрического провода в процессе j намотки электрического провода последовательно и в описанном порядке. Далее соответствующие блоки будут пояснены.
В процессе а подачи проводника блок 2 подачи проводника может быть сформирован из известного блока подачи или подобного и приводится в действие таким движущим средством, как двигатель. Например, проводник А, имеющий круглое сечение, который поставляется с завода по производству проводника или подобного предприятия, постоянно подается в блок 3 обработки проводника в процессе обработки проводника.
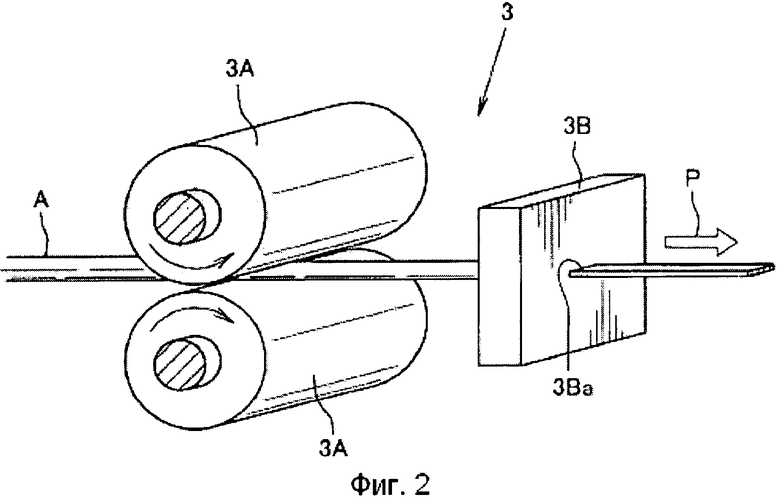
В процессе b обработки проводника блок 3 обработки проводника содержит пару вальцов (верхний и нижний вальцы 3А), каждый из которых свободно вращается с помощью контактного трения проводника А, не двигаются с помощью движущего средства, такого как двигатель или подобного, и волоку 3В, как показано на Фиг.1 и 2. Проводник А прокатывается вальцами 3А так, чтобы иметь прямоугольное поперечное сечение. Через волоку 3В протягивается прокатываемый проводник А, чтобы иметь заданную форму и размеры.
Верхние и нижние вальцы 3А расположены параллельно друг против друга так, что проводник А, имеющий круглое поперечное сечение, прокатывается до прямоугольного поперечного сечения. То есть круглый проводник А подтягивается с помощью блока 6. подтягивания (будет описан дальше) в направлении Р протягивания. Таким образом, проводник А перемещается между вальцами 3А, пока вальцы 3А вращаются с помощью контактного трения проводника А. Так как диаметр проводника А больше, чем зазор между вальцами 3А, проводник А прокатывается до прямоугольного поперечного сечения, когда проходит между верхним и нижним вальцами 3А. В дополнение, проводник А может прокатываться с помощью пары левого и правого вальцов 3А.
Здесь пара вальцов 3А свободно вращается с помощью контактного трения проводника А, не с помощью движущего средства, такого как двигатель или подобного. То есть проводник А, имеющий больший диаметр, чем зазор между вальцами 3А, проходит между вальцами 3А и одновременно подтягивается блоком подтягивания в направлении протягивания. Таким образом, вальцы 3А свободно вращаются с помощью контактного трения и проводник А прокатывается, чтобы иметь прямоугольное поперечное сечение, когда проходит между вальцами 3А. Таким образом, так как свободно вращающиеся вальцы 3А не имеют принудительного движущего средства, проводник А прокатывается в зависимости от скорости прохождения проводника А между вальцами 3А. В процессе протягивания сила натяжения, действующая на проводник А, может меняться в зависимости от диаметра проводника А и его материала.
Волока 3В имеет отверстие 3Ва прямоугольного сечения, имеющего заранее заданные размеры, такие как толщина, ширина, приемная кромка и радиус. Проводник А, прокатываемый парой вальцов 3А, поступает в отверстие 3Ва прямоугольного сечения и подтягивается блоком 6 подтягивания в направлении Р протягивания, таким образом протягивая проводник А, чтобы придать ему прямоугольное поперечное сечение. См. Фиг.3. Блок 6 подтягивания будет далее описан ниже.
Предпочтительно, волока 3В может быть алмазной волокой (diamond die) или похожей, которая широко используется, учитывая точность волочения и срок службы. В дополнение, волока 3В может иметь различные формы отверстия для протягивания проводника до требуемой формы поперечного сечения, отличной от прямоугольного сечения этого варианта осуществления. Далее, подобно вальцам 3А, в целях предотвращения повреждения провода и продления срока службы волоки степень обжатия предпочтительно 5~30%, более предпочтительно 10~25% в случае проводника из чистой меди.
В процессе отжига проводника с блок 4 отжига проводника включает печь 4а отжига, и обрабатываемый проводник А в блоке 3 обработки проводника термически обрабатывается при прохождении внутри печи отжига 4а. Таким образом, искажения, вызываемые прокаткой и волочением, устраняются, таким образом делая проводник А гибким.
В процессе d сушки покрытия блок 5 сушки покрытия включает печь 5а сушки, где эмалевый лак покрывается и сушится, чтобы сформировать просушенный слой В1 эмали первичного слоя покрытия В. Проводник А, подвергаемый отжигу в блоке 4 отжига проводника, подается в печь 5а сушки, где первичный слой В покрытия сушится, чтобы сформировать электрический провод D1 с первичным покрытием.
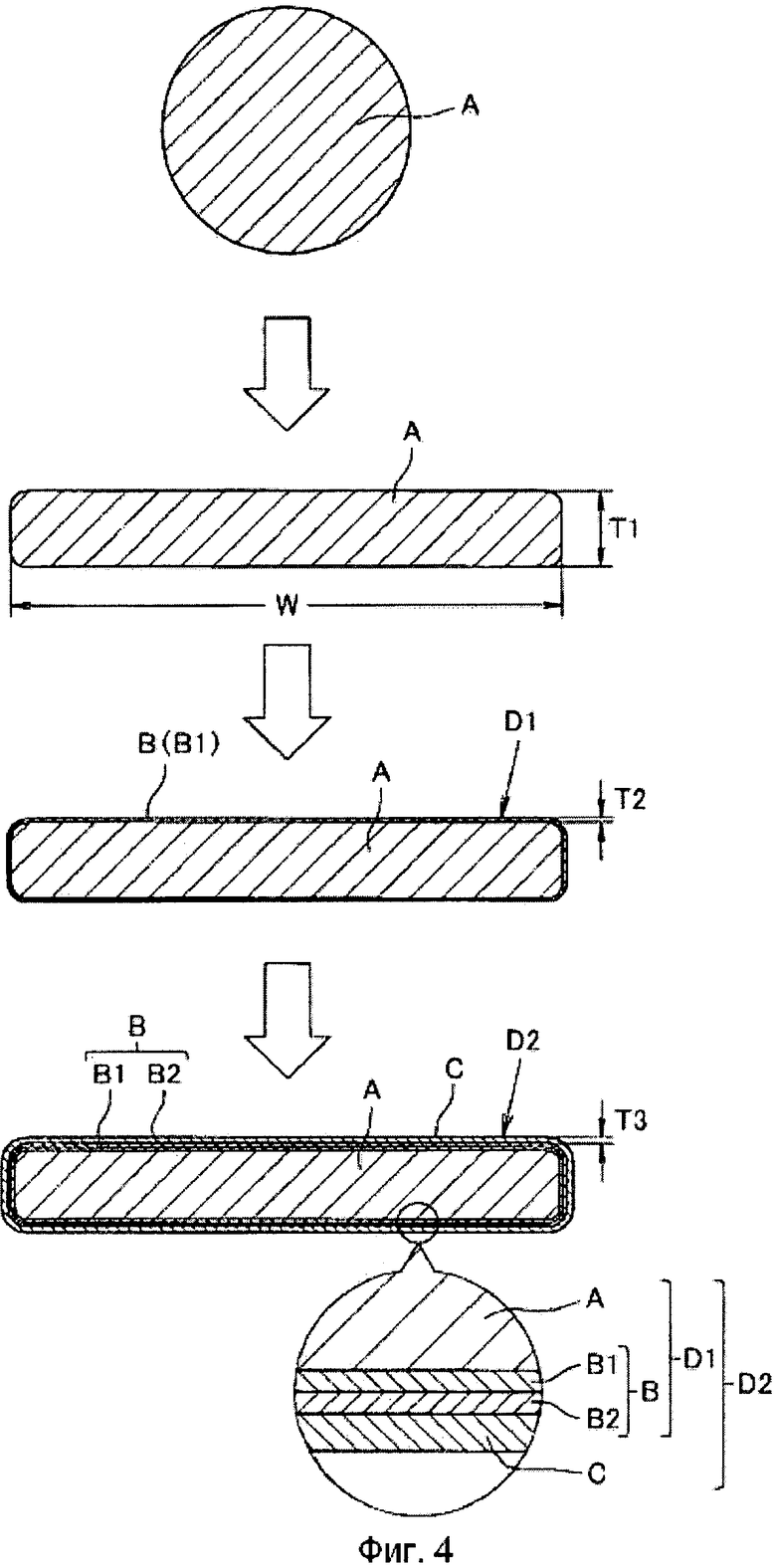
В дополнение, как показано на Фиг.4, клейкий слой В2 может быть сформирован на просушенном слое В1 эмали. В этом случае, после формирования просушенного слоя В1 эмали эмалевый лак, составляющий клейкий слой В2, покрывается и снова сушится внутри печи 5а сушки, чтобы сформировать клейкий слой В2.
Блок 6 подтягивания, находящийся сразу после печи 5а сушки, управляется движущим средством, таким как двигатель. Блок 6 подтягивания обеспечивает силу натяжения в направлении Р волочения к проводнику А, который проходит через отверстие волоки 3В, одновременно при перемещении проводника А (подающегося от блока 2 подачи проводника) в направлении между вальцами 3А блока 3 обработки проводника. Кроме того, сила натяжения может меняться в зависимости от диаметра проводника А и его материала.
В процессе е предварительного нагрева электрического провода блок 7 предварительного нагрева электрического провода включает нагреватель дальнего инфракрасного излучения (не показан) для нагрева воздуха до необходимой температуры (например, около 600°С; ниже, может называться как "горячий воздух"), и приточный вентилятор (не показан) для нагнетания горячего воздуха (набор исходных документов) от нагревателя дальнего инфракрасного излучения по направлению к электрическому проводу D1 с первичным покрытием. Горячий воздух нагнетается на электрический провод D1 с первичным покрытием, подающийся от блока 5 сушки покрытия, чтобы однородно нагреть электрический провод D1. В дополнение электрический провод с первичным покрытием предварительно нагревается до температуры поверхности, чтобы улучшить адгезионную способность смолы, которая будет описана ниже.
Здесь предварительный нагрев с помощью блока 7 предварительного нагрева электрического провода будет в дальнейшем объяснен.
В блоке 7 предварительного нагрева электрического провода электрический провод D1 с первичным покрытием предварительно нагревается, чтобы улучшить смачиваемость и реактивность первичного слоя В покрытия. Таким образом, адгезия между первичным слоем В покрытия и вторичным слоем С покрытия может быть надежно увеличена. Температура предварительного нагрева электрического провода D1 с первичным покрытием, по меньшей мере, выше, чем комнатная температура, так как предварительный нагрев предназначен, чтобы увеличить температуру первичного слоя В покрытия выше, чем в ненагретом состоянии.
Например, в случае где для изолированного электрического провода D2, как показано на Фиг.3, усилитель адгезионной способности, такой как изоцианат, может быть добавлен или нет к экструдированной смоле, которая будет вторичным слоем С покрытия. По этой причине предпочтительно регулировать температуру предварительного нагрева в блоке 7 предварительного нагрева электрического провода. Здесь средство усилителя адгезионной способности добавлено для улучшения адгезии с первичным слоем В покрытия.
В случае где усилитель адгезионной способности не добавляется, чем выше поднимается температура, тем лучше становится адгезия, так как смачиваемость просушенного слоя В1 эмали улучшается. В дополнение температура поверхности просушенного слоя В1 эмали поднимается выше, чем температура Tg стеклования, таким образом делая возможным в дальнейшем улучшить адгезию с первичным слоем В покрытия (например, в случае, где просушенный слой В1 эмали формируется из полиамидимидной смолы, температура Tg стеклования равна примерно 270~300°С, и предварительный нагрев осуществляется выше этой температуры). Напротив, если просушенный слой В 1 эмали нагревается меньше, чем температура Tg стеклования, предпочтительно, чтобы просушенный слой В1 эмали не деформировался легко при соприкосновении с объектом.
В случае где усилитель адгезионной способности добавляется к экструдированной смоле, аналогично, чем выше температура предварительного нагрева, это столь же хорошо. Однако учитывая достаточную химическую реакцию между усилителем адгезионной способности и первичным слоем В покрытия, предпочтительно, что температура усилителя адгезионной способности увеличивается выше минимальной температуры, требуемой для химической реакции. Например, в случае где первичный слой покрытия формируется из полиамидимида, вторичный слой С покрытия формируется из PPS смолы и усилитель адгезионной способности является изоцианатом, минимальная температура реакции между первичным слоем покрытия и усилителем адгезионной способности равна примерно 140°С. Поэтому, предпочтительно, что просушенный слой В1 эмали предварительно нагревается выше температуры 140°С.
Кроме того, как показано на Фиг.4, клейкий слой В2, как первичный слой В покрытия изолированного электрического провода D2, может быть сформирован на просушенном слое В1 эмали, таким образом улучшая силу сцепления со вторичным слоем С покрытия. В этом случае, предпочтительно, что электрический провод D1 предварительно нагревается выше температуры стеклования клейкого слоя В2. Например, как клейкий слой В2, полифениленсульфоновая (polyphenylenesulfone - PPSU) смола как эмалевый лак может быть сформирована просушиванием вместе с просушенным слоем В1 эмали. В этом случае, так как температура стеклования PPSU смолы равна примерно 220°С, предпочтительно, что клейкий слой В2 предварительно нагревается выше 220°С.
Кроме того, учитывая снижение температуры поверхности первичного слоя В покрытия в течение подачи электрического провода D1 с первичным покрытием от блока 7 предварительного нагрева электрического провода к блоку 9 экструзии смолы, желательно, что температура предварительного нагрева устанавливается немного выше. В дополнение, для того чтобы минимизировать такое снижение температуры, желательно, чтобы расстояние между блоком 7 предварительного нагрева электрического провода и блоком 9 экструзии смолы было настолько небольшое, насколько возможно.
Способ предварительного нагрева электрического провода D1 с первичным покрытием не ограничивается вышеупомянутым обдувом горячим воздухом. Так как просушенный слой В1 эмали размягчается при температуре выше температуры Tg стеклования, предпочтительно, что электрический провод D1 с первичным покрытием нагревается косвенным обдувом горячим воздухом, т.е. способом нагрева без контакта, как в этом варианте осуществления. Это потому, что форма просушенного слоя В1 эмали может деформироваться в случае контактного способа нагрева, где электрический провод D1 c первичным покрытием напрямую контактирует с источником тепла.
Здесь электрический провод D1 с первичным покрытием, поступающий из блока 5 сушки покрытия, перемещается прямо в блок 7 предварительного нагрева электрического провода, без намотки на катушку или подобное. В случае где электрический провод с первичным покрытием D1 хранится в течение долгого периода времени, он впитывает влагу. Таким образом, когда он используется как изолированный электрический провод D2 (который будет описан дальше), влага внутри первичного слоя покрытия расширяется и набухает, производя дефекты, в худшем случае отрицательно влияя на напряжение сопротивления изоляции изолированного электрического провода D2 и подобного. Для того чтобы предотвратить эту проблему, как указано выше, устройство 1 конфигурируется так, что электрический провод с первичным покрытием перемещается прямо в блок 7 предварительного нагрева электрического провода от блока 5 сушки покрытия и покрывается вторичным слоем С покрытия, таким образом предотвращая образование влаги внутри первичного слоя В покрытия.
В процессе f выправления электрического провода блок 8 выправления электрического провода включает направляющий ролик (не показан) для выправления электрического провода D1 с первичным покрытием. Блок 8 выправления электрического провода выправляет электрический провод D1 с первичным покрытием, подающийся от блока 7 предварительного нагрева электрического провода. Если электрический провод D1 с первичным покрытием подается на блок 9 экструзии смолы в изогнутом или искаженном состоянии, то вторичный слой С покрытия не может быть легко сформирован на первичном слое В покрытия с однородной толщиной, т.е. толщина вторичного слоя покрытия, как правило, локально тоньше или толще, приводя к флуктуации толщины. По этой причине, как описано выше, блок 8 выправления электрического провода выправляет электрический провод D1 с первичным покрытием перед подачей на блок 9 экструзии смолы. Таким образом, электрический провод D1 с первичным покрытием может пройти через центр волоки экструзии блока 9 экструзии смолы в медленно формируясь. Таким образом, смола экструдируется однородно на первичном слое В покрытия электрического провода D1 с первичным покрытием, чтобы таким образом избежать флуктуации его толщины.
В процессе g экструзии смолы блок 9 экструзии смолы включает экструдер смолы для экструдирования смолы на первичном слое В покрытия электрического провода D1 с первичным покрытием. Экструдированная смола однородно формируется на первичном слое В покрытия электрического провода D1 с первичным покрытием, который был выправлен блоком 8 выправления электрического провода, таким образом формируя вторичный слой С покрытия, имеющий однородную толщину.
В процессе h охлаждения электрического провода блок 10 охлаждения электрического провода включает охлаждающую ванну, например, где изолированный электрический провод погружается в жидкость, такую как вода. Например, блок 10 охлаждения электрического провода включает охлаждающую ванну (не показана), где изолированный электрический провод D2, сформированный вместе со вторичным слоем С покрытия, погружается в жидкость, и приточный вентилятор (не показан) для распыления воздуха на изолированный электрический провод, поступающий из жидкости охлаждающей ванны для сушки электрического провода D2. Изолированный электрический провод D2, подающийся от блока 9 экструзии смолы, погружается в жидкость, чтобы охладить электрический провод, чтобы таким образом улучшить сцепление смолы с первичным слоем В покрытия, чтобы быть полностью связанными вместе. Последовательно воздух, подающийся от приточного вентилятора, распыляется на изолированный электрический провод D2, поступающий из жидкости охлаждающей ванны, для сушки электрического провода.
Блок 11 измерения толщины слоя покрытия, который располагается сразу после блока 10 охлаждения электрического провода, включает известное устройство измерения толщины для измерения и расчета диаметра всего изолированного электрического провода D2 и толщины вторичного слоя С покрытия.
Блок 12 подтягивания, который располагается сразу после блока 11 измерения толщины покрытия, управляется приводным механизмом таким, как двигатель или подобным. Блок 12 подтягивания подтягивает индивидуально изолированный электрический провод D2, завершенный экструзией смолы, и одновременно обеспечивает силу натяжения непрерывно такой степени, что изолированный электрический провод D2 остается выправленным. То есть сила натяжения сильно воздействует на проводник А от процесса d сушки покрытия до процесса g экструзии смолы, таким образом предотвращая искревления или подобное. Кроме того, сила натяжения, которая воздействует на изолированный электрический провод D2, может изменяться в зависимости от диаметра изолированного электрического провода D2 и его материала.
В процессе j намотки электрического провода блок 13 намотки электрического провода управляется приводным механизмом, таким как двигатель или подобное. Блок 13 намотки электрического провода непрерывно наматывает изолированный электрический провод D2, подающийся от блока 9 экструзии смолы.
Далее способ для изготовления изолированного электрического провода D2 с использованием выше сконструированного устройства 1 будет пояснен. Способ для изготовления изолированного электрического провода D2 проводит, последовательно, процесс а подачи проводника, процесс b обработки проводника, процесс с отжига проводника, процесс d сушки покрытия, процесс е предварительного нагрева электрического провода, процесс f выправления электрического провода, процесс g экструзии смолы, процесс h охлаждения электрического провода, процесс i измерения толщины покрытия, и процесс j намотки электрического провода.
Сначала, как показано на Фиг.1, в процессе а подачи проводника проводник А, который является сырым материалом, подающимся на блок 2 подачи проводника, непрерывно подается на блок 3 обработки проводника в процессе b обработки проводника.
В процессе b обработки проводника проводник А, имеющий круглое сечение, направляется между вальцами 3А блока 3 обработки проводника и одновременно натягивается в направлении Р протягивания блоком 6 подтягивания. Пара вальцов 3А свободно вращается с помощью контактного сопротивления проводника А, так что проводник А, перемещаемый между вальцами 3А, прокатывается для получения прямоугольного сечения. В это время, так как диаметр проводника А, подающегося от блока 2 подачи проводника больше, чем зазор между вальцами 3А, проводник А прокатывается до получения прямоугольного сечения, когда проходит между вальцами 3А. Таким образом, прокатываемый с помощью вальцов 3А проводник А поступает и проходит через отверстие 3Ва прямоугольного сечения волоки 3В. Проводник А, проходящий через отверстие 3Ва прямоугольного сечения, подтягивается блоком 6 подтягивания в направлении Р протягивания при волочении для получения прямоугольного сечения и затем подается на блок 4 отжига проводника в процессе с отжига проводника.
В процессе с отжига проводника проводник А, подающийся в печь 4а отжига из блока 4 отжига проводника, подвергается отжигу, и в то же время искревление проводника А, возникающее во время прокатки и волочения, устраняется. Проводник А, сделанный гибким, подается на блок 5 сушки покрытия в процессе d сушки покрытия.
В процессе сушки покрытия d эмалевый лак наносится на проводник А, подающийся на печь 5а сушки блока 5 сушки покрытия, и затем сушится, чтобы сформировать первичный слой В покрытия, формируемый из просушенного слоя В1 эмали. В результате проводник А подается на блок 7 предварительного нагрева электрического провода в процессе е предварительного нагрева электрического провода. В дополнение печь 5а сушки может быть структурирована так, что электрический провод D1 с первичным покрытием неоднократно проходит через печь.
В процессе е предварительного нагрева электрического провода блок предварительного нагрева электрического провода нагнетает горячий воздух на электрический провод D1 с первичным покрытием, чтобы однородно нагреть электрический провод D1 с первичным покрытием. То есть электрический провод D1 с первичным покрытием предварительно нагревается, чтобы иметь температуру поверхности, способной увеличить адгезию смолы, которая будет описана ниже. Затем он подается на блок 8 выправления электрического провода в процессе f выправления электрического провода.
В процессе f выправления электрического провода блок 12 подтягивания обеспечивает силу натяжения непрерывно для электрического провода D1 с первичным покрытием, подаваемого на блок 8 выправления электрического провода, в той мере, что электрический провод остается выправленным. Затем электрический провод D1 с первичным покрытием, выправляемый в блоке 8 выправления электрического провода, подается на блок 9 экструзии смолы в процессе g экструзии смолы.
В процессе g экструзии смолы, в блоке 9 экструзии смолы смола экструдируется однородно на первичном слое В покрытия электрического провода D1 с первичным покрытием, чтобы сформировать вторичный слой С покрытия. Далее он подается на блок 10 охлаждения электрического провода в процессе h охлаждения электрического провода.
В процессе h охлаждения электрического провода изолированный электрический провод D2 погружается в жидкость, хранящуюся в охлаждающей ванне блока 10 охлаждения электрического провода, чтобы охладить электрический провод. Здесь адгезия смолы с первичным слоем В покрытия усиливается и затем полностью и прочно их соединяют вместе. Изолированный электрический провод D2, поступающий из жидкости охлаждающей ванны, высушивают путем нагнетания воздуха от приточного вентилятора. Далее изолированный электрический провод D2, покрытый вторичным слоем С покрытия, который формируется из PPS смолы, подается на блок 11 измерения толщины покрытия в процессе i измерения толщины покрытия.
В процессе i измерения толщины покрытия блок 11 измерения толщины покрытия измеряет толщину покрытия из смолы изолированного электрического провода D2 (толщина первичного слоя В покрытия и вторичного слоя С покрытия, формируемого на нем). После этого изолированный электрический провод D2 подается на блок 13 намотки электрического провода в процессе j намотки электрического провода.
В процессе j намотки электрического провода блок 13 намотки электрического провода непрерывно наматывает изолированный электрический провод D2. С другой стороны, в случае где толщина вторичного слоя С покрытия, которая была измерена блоком 11 измерения толщины покрытия, больше, чем заданная толщина, способная предотвратить коронирующий разряд изолированного электрического провода D2, это считается хорошим продуктом. С другой стороны, изолированный электрический провод D2, имеющий более тонкий вторичный слой С покрытия, считается дефектным продуктом и удаляется.
Здесь когда изолированный электрический провод D2 наматывается, изолированный электрический провод D2 подтягивается блоком 12 подтягивания и затем наматывается блоком 13 намотки электрического провода. Здесь скорость подтягивания устанавливается на 2~5% выше, чем скорость подтягивания блока 6 подтягивания. Это потому, что электрический провод D1 с первичным покрытием вытягивается в продольном направлении в процессе предварительного нагрева. Таким образом, скорость подтягивания блока 12 подтягивания устанавливается выше, чтобы таким образом предотвратить ослабление электрического провода.
Фиг.3 иллюстрирует изолированный электрический провод D2, изготовленный с помощью описанных выше процессов. Здесь проводник А формируется из меди без кислорода. Просушенный слой В1 эмали первичного слоя покрытия использует полиамидимидную смолу без добавления усилителя адгезионной способности. Вторичный слой С покрытия использует PPS смолу, выбранную среди других, с целью применения к автомобильным моторам. PPS смола имеет хорошую теплостойкость и гибкость и таким образом является одним из материалов, пригодных для использования в качестве части смолы экструзии типа смолы экструзии и также для применения к автомобильным моторам.
Здесь проводник А подвергается волочению для получения прямоугольного сечения, например, толщиной Т1=2 мм и шириной W=3,5 мм. Затем первичный слой В покрытия покрывается с толщиной Т2, равной 40 мкм. Сформированный на первичном слое В покрытия - это вторичный слой С покрытия, имеющий толщину Т3=140 мкм, таким образом получая изолированный электрический провод D2.
В это время в блоке 7 предварительного нагрева электрического провода просушенный слой В1 эмали электрического провода D1 с первичным покрытием предварительно нагревается, чтобы иметь температуру поверхности 270~300°С, которая является температурой, способной достаточно размягчить поверхность просушенного слоя В1 эмали. Затем электрический провод с первичным покрытием подается на блок 9 экструзии смолы. В блоке 9 экструзии смолы вторичный слой С покрытия экструдируется и формируется на размягченном первичном слое В покрытия, пока температура печи остается равной примерно 280~320°С.
В результате изолированный электрический провод D2 обнаруживает начальное напряжение коронирующего разряда Vp, равное 1200 В, и силу сцепления около 100 мг/мм.
Промышленная применимость
Как описано выше, по способу и устройству для изготовления изолированного электрического провода по примерным вариантам осуществления изобретения первичный слой В покрытия, включающий, по меньшей мере, просушенный слой В1 эмали, формируется на металлическом проводнике А, чтобы сформировать электрический провод D1 с первичным покрытием. Вторичный слой С покрытия формируется на первичном слое покрытия электрического провода D1 с первичным покрытием для изготовления изолированного электрического провода D2, имеющего заданную форму сечения. В это время поверхность первичного слоя В покрытия предварительно нагревается блоком 7 предварительного нагрева электрического провода в процессе е предварительного электрического нагрева. Вторичный слой С покрытия экструдируется и формируется на предварительно нагретом первичном слое В покрытия, с помощью блока 9 экструзии смолы в процессе g экструзии смолы. Таким образом, сцепление первичного слоя В покрытия с вторичным слоем С покрытия может быть улучшено. Даже в случае где материал, размер и подобное изолированного электрического провода D2 изменяются, сила сцепления между первичным слоем В покрытия и вторичным слоем С покрытия может быть легко стабилизирована. По этой причине высококачественный изолированный электрический провод с антикоронирующим разрядом может быть изготовлен стабильно и экономично.
Далее в случае где внешний слой первичного слоя В покрытия формируется из просушенного слоя В1 эмали, поверхность первичного слоя В покрытия нагревается выше температуры Tg стеклования просушенного слоя В2 эмали в процессе е предварительного нагрева электрического провода. Таким образом, поверхность просушенного слоя В1 эмали размягчается и адгезия первичного слоя В покрытия с вторичным слоем С покрытия может быть надежно улучшена.
Кроме того, по отношению к первичному слою В покрытия, где процесс для формирования на просушенном слое В 1 эмали клейкого слоя В2, который связывается с вторичным слоем С покрытия, поверхность первичного слоя В покрытия предварительно нагревается выше температуры Tg стеклования клейкого слоя В2. По этой причине поверхность клейкого слоя В2 размягчается и сцепление первичного слоя В покрытия с вторичным слоем С покрытия может быть надежно улучшено.
Далее в случае где экструдированная смола, формирующая вторичный слой С покрытия на просушенном слое В1 эмали, который является внешним слоем первичного слоя В покрытия, дополняется усилителем адгезионной способности, поверхность просушенного слоя В1 эмали предварительно нагревается в блоке 7 предварительного нагрева электрического провода выше минимальной температуры, чтобы вызвать химическую реакцию между усилителем адгезионной способности и просушенным слоем В1 эмали. Таким образом, химическая реакция между усилителем адгезии и просушенным слоем В1 эмали может быть надежна осуществлена, и сцепление первичного слоя В покрытия с вторичным слоем С покрытия может быть надежно улучшено.
Далее в процессе е предварительного нагрева электрического провода поверхность первичного слоя В покрытия предварительно нагревается ниже температуры термического разложения первичного слоя В покрытия и вторичного слоя покрытия С. Таким образом, разрушение первичного слоя В покрытия и вторичного слоя С покрытия может быть предотвращено.
Кроме того, в процессе е предварительного нагрева электрического провода поверхность первичного слоя В покрытия предварительно нагревается без контакта с электрическим проводом D1 с первичным покрытием. Вторичный слой С покрытия может быть сформирован экструзией, не вызывая деформацию на поверхности первичного слоя В покрытия.
В дополнение, предварительно нагретый электрический провод D1 с первичным покрытием выправляется блоком 8 выправления электрического провода и затем подается на блок 9 экструзии смолы, таким образом предотвращая флуктуацию толщины экструдированной смолы.
Далее изолированный электрический провод D2 охлаждается, и также измеряется толщина охлажденного изолированного электрического провода D2. Таким образом, даже в случае где условия изготовления изменяются в каждом процессе, предпочтительно, что может быть изготовлен электрический провод, имеющий соответствующую толщину покрытия из смолы, чтобы избежать коронирующего разряда. Кроме того, предпочтительно, что после формирования покрытия дефектный продукт, имеющий более тонкий слой покрытия из смолы, может быть найден в процессе измерения толщины и может быть удален.
В дополнение электрический провод D1 с первичным покрытием предварительно нагревается и покрывается экструдированной смолой последовательно, без намотки на катушку или подобное. Можно избежать впитывания и застаивания влаги внутри первичного слоя D1.
Далее PPS смола менее дорогая, чем, например, эмалевый лак или подобное, и также имеет хорошее формирующее свойство среди материалов смолы, подходящее для использования в блоке экструзии смолы. В дополнение PPS смола подходит для того, чтобы экструдироваться однородно на первичном слое D1 покрытия, наносимом на проводник А. Таким образом, PPS смола является предпочтительной в качестве смолы экструзии, составляющей вторичный слой С покрытия.
Как описано выше, способ и устройство для изоготовления изолированного электрического провода D2 по варианту осуществления позволяют стабильно и экономично изготавливать высококачественный изолированный электрический провод, имеющий сопротивление коронирующему разряду.
Способ и устройство для изготовления изолированного электрического провода не ограничиваются вышеупомянутыми вариантами осуществления.
Например, материалы, толщина и ширина проводника А, просушенный слой В1 эмали, клейкий слой В2 и вторичный слой С покрытия не ограничиваются вышеупомянутыми вариантами осуществления, но могут изменяться в зависимости от применения.
В дополнение, например, перед прокаткой проводник А может иметь поперечное сечение круглой формы, форму яйца, прямоугольную форму, овальную форму или подобную. В дополнение материал проводника А может быть, например, алюминий, серебро, медь или подобный, имеющий электрическую проводимость. В основном медь используется, и в этом случае медь с низким содержанием кислорода или медь без кислорода могут использоваться соответствующим образом наряду с чистой медью. Далее в случае, где чистая медь прокатывается, степень обжатия пары вальцов предпочтительно равна 5~30%, в целях предотвращения повреждения провода и стабильности размеров прокатываемого продукта, более предпочтительно 10~25%. Где требуется более высокий коэффициент редукции, процесс прокатки может повторяться несколько раз или может использоваться множество последовательных вальцов.
В дополнение экструдированная смола, составляющая вторичный слой С покрытия, вместе с PPS смолой может использовать полиолефиновую смолу, такую как полиэтиленовую смолу, полипропиленовую смолу, сополимер этилена, составляющего этилен в качестве одного из мономеров, и сополимер пропилена, составляющего пропилен в качестве одного из мономеров, поливинилхлоридную смолу, смолу фтора или подобную. Кроме того, рассмотрение сополимерной смолы, имеющей хорошую теплостойкость, такой как смола полиэстера, полиамидная смола, полиамидимидная смола, полиэфиримидная смола, смола полисульфона (polysulfone), смола полиэтельсульфона (polyethelsulfone) и подобная может использоваться. В дополнение смолы, включающие многие ароматические кольца и имидные связи (imide bonds) (полиамид, полиамидимид, полиэфиримид и подобное), превосходны в теплостойкости, устойчивости к истиранию и химической стабильности и таким образом могут быть должным образом использованы, в частности.
В упомянутых выше вариантах осуществления пара вальцов 3А прокатывает проводник А, имеющий круглое сечение. Таким образом, основная плоскость вдоль направления оси имеет те же диаметры и эти вальцы располагаются примерно параллельно. Если другие формы поперечного сечения, кроме прямоугольного сечения, требуются, то может использоваться валец, имеющий соответствующую форму сечения.
В вариантах осуществления настоящего изобретения средство подачи проводника соответствует блоку 2 подачи проводника, средство обработки проводника - блоку 3 обработки проводника, средство отжига проводника - блоку 4 отжига проводника, средство сушки покрытия - блоку 5 сушки покрытия, средство предварительного нагрева электрического провода - блоку 7 предварительного нагрева электрического провода, средство выправления электрического провода - блоку 8 выправления электрического провода, средство экструзии смолы - блоку 9 экструзии смолы, средство охлаждения электрического провода - блоку 10 охлаждения электрического провода, средство измерения толщины покрытия - блоку 11 измерения толщины покрытия и средство намотки электрического провода - блоку 13 намотки электрического провода.
Хотя настоящее изобретение было описано со ссылкой на конкретные иллюстративные варианты осуществления, оно не должно ограничиваться вариантами осуществления, но только прилагаемой формулой изобретения. Следует понимать, что специалисты в данной области техники могут менять или модифицировать варианты осуществления без отклонения от области действия и идеи настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАННОГО ЭЛЕКТРИЧЕСКОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2478235C2 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ИЗОЛЯЦИОННАЯ ЛЕНТА И ПРОВОД ИЛИ КАБЕЛЬ В ИЗГОТОВЛЕННОЙ ИЗ НЕЕ ОБОЛОЧКЕ | 2012 |
|
RU2604234C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| Токопровод | 2019 |
|
RU2700506C1 |
| СПОСОБ И КОМПОНОВКА ДЛЯ ПРОЦЕССА СШИВАНИЯ ИЛИ ВУЛКАНИЗАЦИИ УДЛИНЕННОГО ЭЛЕМЕНТА | 2013 |
|
RU2641654C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЛИРОВАННОГО ЭЛЕКТРИЧЕСКОГО ВЫСОКОВОЛЬТНОГО КАБЕЛЯ ПОСТОЯННОГО ТОКА (DC), ИЛИ ВЫСОКОВОЛЬТНОГО ВЫВОДА ПОСТОЯННОГО ТОКА (DC), ИЛИ ВЫСОКОВОЛЬТНОГО МЕСТА СОЕДИНЕНИЯ | 2009 |
|
RU2477539C2 |
| СЛЮДЯНАЯ ЛЕНТА, ИМЕЮЩАЯ МАКСИМАЛЬНОЕ СОДЕРЖАНИЕ СЛЮДЫ | 2004 |
|
RU2332736C1 |
| ТРЕХФАЗНЫЙ ТРАНСФОРМАТОР | 1999 |
|
RU2237306C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| ОБМОТКА СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ ДЛЯ ТРАНСФОРМАТОРОВ БЕЗ СЕРДЕЧНИКА | 1996 |
|
RU2178596C2 |
Раскрываются способы изготовления изолированного электрического провода, в которых первичный слой покрытия, включающий по меньшей мере просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием, и второй слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием. Способы включают процесс предварительного нагрева электрического провода, в котором поверхность первичного слоя покрытия предварительно нагревается с использованием средства предварительного нагрева, и процесс экструзии смолы, в котором вторичный слой покрытия формируется экструзией на предварительно нагреваемом первичном слое покрытия с использованием средства экструзии смолы. Также раскрываются устройства для изготовления изолированного электрического провода. Изобретение обеспечивает получение провода более надежного в работе, позволяющего предотвратить коронирующий разряд. 6 н. и 33 з.п. ф-лы, 4 ил.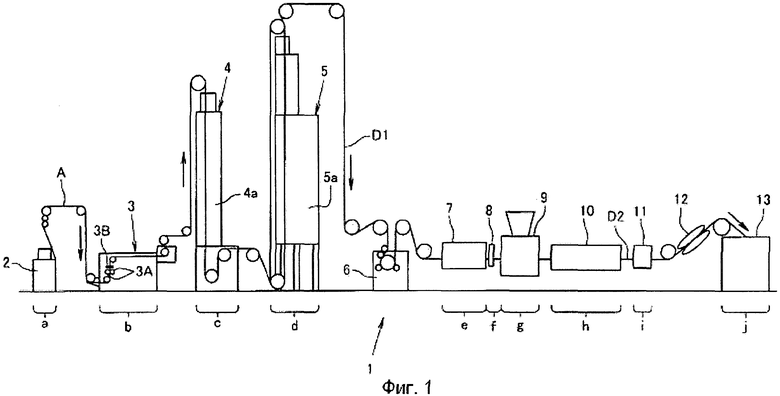
1. Способ изготовления изолированного электрического провода, в котором первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием, и вторичный слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, отличающийся тем, что он содержит процесс предварительного нагрева электрического провода, в котором поверхность первичного слоя покрытия предварительно нагревают с использованием средства предварительного нагрева электрического провода, и процесс экструзии смолы, в котором вторичный слой покрытия формируют экструзией на предварительно нагретом первичном слое покрытия с использованием средства экструзии смолы, при этом, когда наружный слой первичного слоя покрытия является просушенным слоем эмали, поверхность первичного слоя покрытия предварительно нагревают ниже температуры стеклования просушенного слоя эмали в процессе предварительного нагрева электрического провода.
2. Способ по п.1, отличающийся тем, что поверхность первичного слоя покрытия предварительно нагревают ниже температуры термического разложения первичного и вторичного слоев покрытия в процессе предварительного нагрева электрического провода.
3. Способ по п.1, отличающийся тем, что поверхность первичного слоя покрытия предварительно нагревают без контакта с электрическим проводом с первичным покрытием в процессе предварительного нагрева электрического провода.
4. Способ по п.1, отличающийся тем, что дополнительно содержит процесс выправления электрического провода, в котором предварительно нагретый электрический провод с первичным покрытием фактически выправляют с использованием средства выправления электрического провода и затем подают в средство экструзии смолы.
5. Способ по п.1, отличающийся тем, что дополнительно содержит процесс охлаждения электрического провода, в котором изолированный электрический провод, имеющий сформированный на нем экструзией вторичный слой покрытия, охлаждают с использованием средства охлаждения электрического провода, и процесс измерения толщины покрытия, в котором толщину покрытия из смолы охлажденного изолированного электрического провода измеряют с использованием средства измерения толщины покрытия.
6. Способ по п.1, отличающийся тем, что содержит процесс подачи проводника, в котором проводник непрерывно подают с использованием средства подачи проводника, процесс обработки проводника, в котором проводник, поданный после процесса подачи проводника, прокатывают с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускают через волоку, чтобы волочением придать проводнику требуемую форму, процесс отжига проводника, в котором подвергнутый волочению проводник в процессе обработки проводника подвергают отжигу с использованием средства отжига проводника, процесс сушки покрытия, в котором первичный слой покрытия формируют и сушат на подвергнутом отжигу проводнике с использованием средства сушки покрытия, процесс предварительного нагрева электрического провода, в котором электрический провод с первичным покрытием, сформированный с первичным слоем покрытия в процессе сушки покрытия, предварительно нагревают с использованием средства предварительного нагрева электрического провода, процесс выправления электрического провода, в котором электрический провод с первичным покрытием, предварительно нагреваемый в процессе предварительного нагрева электрического провода, фактически выправляют с использованием средства выправления электрического провода, процесс экструзии смолы, в котором смолу экструзии формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, который выправляется в процессе выправления электрического провода, с помощью средства экструзии смолы, процесс охлаждения электрического провода, в котором изолированный электрический провод, имеющий сформированную на нем экструдированную смолу в процессе экструзии смолы, охлаждают с использованием средства охлаждения электрического провода так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, процесс измерения толщины покрытия, в котором толщину покрытия из смолы изолированного электрического провода, охлажденного в процессе охлаждения электрического провода, измеряют с использованием средства измерения толщины покрытия, и процесс намотки электрического провода, в котором изолированный электрический провод с экструдированной смолой, нанесенной на него в процессе экструзии смолы, наматывают с использованием электрического средства намотки, при этом средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно, а все процессы от процесса подачи проводника до процесса намотки электрического провода осуществляются по пути поточной линии.
7. Способ по п.1, отличающийся тем, что экструдированная смола, составляющая вторичный слой покрытия, является полифениленсульфидной смолой.
8. Способ изготовления изолированного электрического провода, в котором первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием, и вторичный слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, отличающийся тем, что он содержит процесс предварительного нагрева электрического провода, в котором поверхность первичного слоя покрытия предварительно нагревают с использованием средства предварительного нагрева электрического провода, и процесс экструзии смолы, в котором вторичный слой покрытия формируют экструзией на предварительно нагретом первичном слое покрытия с использованием средства экструзии смолы, при этом на просушенном слое эмали первичного слоя покрытия формируют клейкий слой, который связывается с вторичным слоем покрытия, и, когда наружный слой первичного слоя покрытия является клейким слоем, поверхность первичного слоя покрытия нагревают выше температуры стеклования клейкого слоя в процессе предварительного нагрева электрического провода.
9. Способ по п.8, отличающийся тем, что поверхность первичного слоя покрытия предварительно нагревают ниже температуры термического разложения первичного и вторичного слоев покрытия в процессе предварительного нагрева электрического провода.
10. Способ по п.8, отличающийся тем, что поверхность первичного слоя покрытия предварительно нагревают без контакта с электрическим проводом с первичным покрытием в процессе предварительного нагрева электрического провода.
11. Способ по п.8, отличающийся тем, что дополнительно содержит процесс выправления электрического провода, в котором предварительно нагретый электрический провод с первичным покрытием фактически выправляют с использованием средства выправления электрического провода и затем подают в средство экструзии смолы.
12. Способ по п.8, отличающийся тем, что дополнительно содержит процесс охлаждения электрического провода, в котором изолированный электрический провод, имеющий сформированный на нем экструзией вторичный слой покрытия, охлаждают с использованием средства охлаждения электрического провода, и процесс измерения толщины покрытия, в котором толщину покрытия из смолы охлажденного изолированного электрического провода измеряют с использованием средства измерения толщины покрытия.
13. Способ по п.8, отличающийся тем, что содержит процесс подачи проводника, в котором проводник непрерывно подают с использованием средства подачи проводника, процесс обработки проводника, в котором проводник, поданный после процесса подачи проводника, прокатывают с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускают через волоку, чтобы волочением придать проводнику требуемую форму, процесс отжига проводника, в котором подвергнутый волочению проводник в процессе обработки проводника подвергают отжигу с использованием средства отжига проводника, процесс сушки покрытия, в котором первичный слой покрытия формируют и сушат на подвергнутом отжигу проводнике с использованием средства сушки покрытия, процесс предварительного нагрева электрического провода, в котором электрический провод с первичным покрытием, сформированный с первичным слоем покрытия в процессе сушки покрытия, предварительно нагревают с использованием средства предварительного нагрева электрического провода, процесс выправления электрического провода, в котором электрический провод с первичным покрытием, предварительно нагреваемый в процессе предварительного нагрева электрического провода, фактически выправляют с использованием средства выправления электрического провода, процесс экструзии смолы, в котором смолу экструзии формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, который выправляется в процессе выправления электрического провода, с помощью средства экструзии смолы, процесс охлаждения электрического провода, в котором изолированный электрический провод, имеющий сформированную на нем экструдированную смолу в процессе экструзии смолы, охлаждают с использованием средства охлаждения электрического провода так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, процесс измерения толщины покрытия, в котором толщину покрытия из смолы изолированного электрического провода, охлажденного в процессе охлаждения электрического провода, измеряют с использованием средства измерения толщины покрытия, и процесс намотки электрического провода, в котором изолированный электрический провод с экструдированной смолой, нанесенной на него в процессе экструзии смолы, наматывают с использованием электрического средства намотки, при этом средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно, а все процессы от процесса подачи проводника до процесса намотки электрического провода осуществляются по пути поточной линии.
14. Способ по п.8, отличающийся тем, что экструдированная смола, составляющая вторичный слой покрытия, является полифениленсульфидной смолой.
15. Способ изготовления изолированного электрического провода, в котором первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием и вторичный слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, отличающийся тем, что он содержит процесс предварительного нагрева электрического провода, в котором поверхность первичного слоя покрытия предварительно нагревают с использованием средства предварительного нагрева электрического провода, и процесс экструзии смолы, в котором вторичный слой покрытия формируют экструзией на предварительно нагретом первичном слое покрытия с использованием средства экструзии смолы, при этом, когда во вторичный слой покрытия добавляют усилитель адгезионной способности, поверхность первичного слоя покрытия нагревают выше минимальной температуры, при которой усилитель адгезионной способности вступает в химическую реакцию с первичным слоем покрытия в процессе предварительного нагрева электрического провода.
16. Способ по п.15, отличающийся тем, что поверхность первичного слоя покрытия предварительно нагревают ниже температуры термического разложения первичного и вторичного слоев покрытия в процессе предварительного нагрева электрического провода.
17. Способ по п.15, отличающийся тем, что поверхность первичного слоя покрытия предварительно нагревают без контакта с электрическим проводом с первичным покрытием в процессе предварительного нагрева электрического провода.
18. Способ по п.15, отличающийся тем, что дополнительно содержит процесс выправления электрического провода, в котором предварительно нагретый электрический провод с первичным покрытием фактически выправляют с использованием средства выправления электрического провода и затем подают в средство экструзии смолы.
19. Способ по п.15, отличающийся тем, что дополнительно содержит процесс охлаждения электрического провода, в котором изолированный электрический провод, имеющий сформированный на нем экструзией вторичный слой покрытия, охлаждают с использованием средства охлаждения электрического провода, и процесс измерения толщины покрытия, в котором толщину покрытия из смолы охлажденного изолированного электрического провода измеряют с использованием средства измерения толщины покрытия.
20. Способ по п.15, отличающийся тем, что содержит процесс подачи проводника, в котором проводник непрерывно подают с использованием средства подачи проводника, процесс обработки проводника, в котором проводник, поданный после процесса подачи проводника, прокатывают с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускают через волоку, чтобы волочением придать проводнику требуемую форму, процесс отжига проводника, в котором подвергнутый волочению проводник в процессе обработки проводника подвергают отжигу с использованием средства отжига проводника, процесс сушки покрытия, в котором первичный слой покрытия формируют и сушат на подвергнутом отжигу проводнике с использованием средства сушки покрытия, процесс предварительного нагрева электрического провода, в котором электрический провод с первичным покрытием, сформированный с первичным слоем покрытия в процессе сушки покрытия, предварительно нагревают с использованием средства предварительного нагрева электрического провода, процесс выправления электрического провода, в котором электрический провод с первичным покрытием, предварительно нагреваемый в процессе предварительного нагрева электрического провода, фактически выправляют с использованием средства выправления электрического провода, процесс экструзии смолы, в котором смолу экструзии формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, который выправляется в процессе выправления электрического провода, с помощью средства экструзии смолы, процесс охлаждения электрического провода, в котором изолированный электрический провод, имеющий сформированную на нем экструдированную смолу в процессе экструзии смолы, охлаждают с использованием средства охлаждения электрического провода так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, процесс измерения толщины покрытия, в котором толщину покрытия из смолы изолированного электрического провода, охлажденного в процессе охлаждения электрического провода, измеряют с использованием средства измерения толщины покрытия, и процесс намотки электрического провода, в котором изолированный электрический провод с экструдированной смолой, нанесенной на него в процессе экструзии смолы, наматывают с использованием электрического средства намотки, при этом средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно, а все процессы от процесса подачи проводника до процесса намотки электрического провода осуществляются по пути поточной линии.
21. Способ по п.15, отличающийся тем, что экструдированная смола, составляющая вторичный слой покрытия, является полифениленсульфидной смолой.
22. Устройство для изготовления изолированного электрического провода, в котором первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием, и вторичный слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, отличающееся тем, что устройство содержит средство предварительного нагрева электрического провода для предварительного нагрева поверхности первичного слоя покрытия и средство экструзии смолы для формирования экструзией вторичного слоя покрытия на предварительно нагретом первичном слое покрытия, при этом, когда наружный слой первичного слоя покрытия является просушенным слоем эмали, средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия ниже температуры стеклования просушенного слоя эмали.
23. Устройство по п.22, отличающееся тем, что средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия ниже температуры термического разложения первичного и вторичного слоев покрытия.
24. Устройство по п.22, отличающееся тем, что средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия без контакта с электрическим проводом с первичным покрытием.
25. Устройство по п.22, отличающееся тем, что устройство дополнительно содержит средство выправления электрического провода для фактически полного выправления предварительно нагретого электрического провода с первичным покрытием и последующей подачи в средство экструзии смолы.
26. Устройство по п.22, отличающееся тем, что устройство дополнительно содержит средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего сформированный на нем экструзией вторичный слой покрытия, и средство измерения толщины покрытия для измерения толщины покрытия из смолы охлажденного изолированного электрического провода.
27. Устройство по п.22, отличающееся тем, что оно содержит средство подачи проводника для непрерывной подачи проводника, средство обработки проводника, в котором проводник, поданный от средства подачи проводника, прокатывается с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускается через волоку, чтобы волочением придать проводнику заданную форму, средство отжига проводника для отжига проводника, подвергнутого волочению средством обработки проводника, средство сушки покрытия для сушки первичного слоя покрытия для формирования просушенного слоя на подвергнутом отжигу проводнике, средство предварительного нагрева электрического провода для предварительного нагрева электрического провода с первичным покрытием, сформированным первичным слоем покрытия с помощью средства сушки покрытия, средство выправления электрического провода для фактически полного выправления электрического провода с первичным покрытием, предварительно нагретого средством предварительного нагрева электрического провода, средство экструзии смолы для формирования вторичного слоя покрытия с помощью формирования экструзией экструдированной смолы на первичном слое покрытия электрического провода с первичным покрытием, который выправляется средством выправления электрического провода, средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего экструдированную смолу, сформированную на нем средством экструзии смолы, так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, средство измерения толщины покрытия для измерения толщины покрытия из смолы изолированного электрического провода, охлажденного средством охлаждения электрического провода, и средство намотки электрического провода для намотки изолированного электрического провода с экструдированной смолой, нанесенной на него средством экструзии смолы, здесь средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно.
28. Устройство для изготовления изолированного электрического провода, в котором первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием, и вторичный слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, отличающееся тем, что устройство содержит средство предварительного нагрева электрического провода для предварительного нагрева поверхности первичного слоя покрытия и средство экструзии смолы для формирования экструзией вторичного слоя покрытия на предварительно нагретом первичном слое покрытия, при этом клейкий слой формируют на просушенном слое эмали первичного слоя покрытия, который связывается с вторичным слоем покрытия, и, когда наружный слой первичного слоя покрытия является клейким слоем, средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия ниже температуры стеклования клейкого слоя.
29. Устройство по п.28, отличающееся тем, что средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия ниже температуры термического разложения первичного и вторичного слоев покрытия.
30. Устройство по п.28, отличающееся тем, что средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия без контакта с электрическим проводом с первичным покрытием.
31. Устройство по п.28, отличающееся тем, что устройство дополнительно содержит средство выправления электрического провода для фактически полного выправления предварительно нагретого электрического провода с первичным покрытием и последующей подачи в средство экструзии смолы.
32. Устройство по п.28, отличающееся тем, что устройство дополнительно содержит средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего сформированный на нем экструзией вторичный слой покрытия, и средство измерения толщины покрытия для измерения толщины покрытия из смолы охлажденного изолированного электрического провода.
33. Устройство по п.28, отличающееся тем, что оно содержит средство подачи проводника для непрерывной подачи проводника, средство обработки проводника, в котором проводник, поданный от средства подачи проводника, прокатывается с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускается через волоку, чтобы волочением придать проводнику заданную форму, средство отжига проводника для отжига проводника, подвергнутого волочению средством обработки проводника, средство сушки покрытия для сушки первичного слоя покрытия для формирования просушенного слоя на подвергнутом отжигу проводнике, средство предварительного нагрева электрического провода для предварительного нагрева электрического провода с первичным покрытием, сформированным первичным слоем покрытия с помощью средства сушки покрытия, средство выправления электрического провода для фактически полного выправления электрического провода с первичным покрытием, предварительно нагретого средством предварительного нагрева электрического провода, средство экструзии смолы для формирования вторичного слоя покрытия с помощью формирования экструзией экструдированной смолы на первичном слое покрытия электрического провода с первичным покрытием, который выправляется средством выправления электрического провода, средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего экструдированную смолу, сформированную на нем средством экструзии смолы, так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, средство измерения толщины покрытия для измерения толщины покрытия из смолы изолированного электрического провода, охлажденного средством охлаждения электрического провода, и средство намотки электрического провода для намотки изолированного электрического провода с экструдированной смолой, нанесенной на него средством экструзии смолы, здесь средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно.
34. Устройство для изготовления изолированного электрического провода, в котором первичный слой покрытия, включающий, по меньшей мере, просушенный слой эмали, формируют на металлическом проводнике для формирования электрического провода с первичным покрытием и вторичный слой покрытия формируют экструзией на первичном слое покрытия электрического провода с первичным покрытием, отличающееся тем, что устройство содержит средство предварительного нагрева электрического провода для предварительного нагрева поверхности первичного слоя покрытия и средство экструзии смолы для формирования экструзией вторичного слоя покрытия на предварительно нагретом первичном слое покрытия, при этом, когда усилитель адгезионной способности добавляется во вторичный слой покрытия, средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия выше минимальной температуры, при которой усилитель адгезионной способности вступает в химическую реакцию с первичным слоем покрытия.
35. Устройство по п.34, отличающееся тем, что средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия ниже температуры термического разложения первичного и вторичного слоев покрытия.
36. Устройство по п.34, отличающееся тем, что средство предварительного нагрева электрического провода устанавливается на предварительный нагрев поверхности первичного слоя покрытия без контакта с электрическим проводом с первичным покрытием.
37. Устройство по п.34, отличающееся тем, что устройство дополнительно содержит средство выправления электрического провода для фактически полного выправления предварительно нагретого электрического провода с первичным покрытием и последующей подачи в средство экструзии смолы.
38. Устройство по п.34, отличающееся тем, что устройство дополнительно содержит средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего сформированный на нем экструзией вторичный слой покрытия, и средство измерения толщины покрытия для измерения толщины покрытия из смолы охлажденного изолированного электрического провода.
39. Устройство по п.34, отличающееся тем, что оно содержит средство подачи проводника для непрерывной подачи проводника, средство обработки проводника, в котором проводник, поданный от средства подачи проводника, прокатывается с использованием пары вальцов, которые свободно вращаются без посредства приводного механизма, и пропускается через волоку, чтобы волочением придать проводнику заданную форму, средство отжига проводника для отжига проводника, подвергнутого волочению средством обработки проводника, средство сушки покрытия для сушки первичного слоя покрытия для формирования просушенного слоя на подвергнутом отжигу проводнике, средство предварительного нагрева электрического провода для предварительного нагрева электрического провода с первичным покрытием, сформированным первичным слоем покрытия с помощью средства сушки покрытия, средство выправления электрического провода для фактически полного выправления электрического провода с первичным покрытием, предварительно нагретого средством предварительного нагрева электрического провода, средство экструзии смолы для формирования вторичного слоя покрытия с помощью формирования экструзией экструдированной смолы на первичном слое покрытия электрического провода с первичным покрытием, который выправляется средством выправления электрического провода, средство охлаждения электрического провода для охлаждения изолированного электрического провода, имеющего экструдированную смолу, сформированную на нем средством экструзии смолы, так, что экструдированная смола полностью и прочно приклеивается к первичному слою покрытия, средство измерения толщины покрытия для измерения толщины покрытия из смолы изолированного электрического провода, охлажденного средством охлаждения электрического провода, и средство намотки электрического провода для намотки изолированного электрического провода с экструдированной смолой, нанесенной на него средством экструзии смолы, здесь средство подачи проводника, средство обработки проводника, средство отжига проводника, средство сушки покрытия, средство предварительного нагрева электрического провода, средство выправления электрического провода, средство экструзии смолы, средство охлаждения электрического провода, средство измерения толщины покрытия и средство намотки электрического провода расположены последовательно.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ИЗОЛИРОВАННОЙ ЖИЛЫ | 1989 |
|
RU2016426C1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

