Область техники
Настоящее изобретение относится к способу изготовления изолированного электрического провода и устройству для изготовления изолированного электрического провода, в котором изолированный электрический провод изготавливается путем нанесения изолирующего покрытия на проводник.
Предшествующий уровень техники
Обычный способ изготовления изолированного электрического провода раскрывается (см. документ предшествующего уровня техники), причем изолированный электрический провод, покрытый изолирующим покрытием, имеет прямоугольную форму сечения. В предшествующем уровне технике проводник, имеющий круглую форму сечения, прокатывается посредством пары вальцов, составляющих кассетную прокатную волоку (cassette roll die - CRD), чтобы сформировать прямоугольную форму сечения, и после этого проводник, имеющий прямоугольную форму сечения, подвергается термической обработке посредством печи отжига для того, чтобы устранить деформацию, сформированную после прокатки проводника для обеспечения гибкости. Далее, эмалевый лак наносится на проводник после термической обработки, и эмалевый лак, наносимый на проводник, подвергается сушке посредством печи сушки. Документ предшествующего уровня техники - патентная заявка Японии №3604337.
В традиционном способе изготовления изолированного электрического провода свободные вальцы, которые свободно вращаются, не приводным механизмом, применяются как пара вальцов. Таким образом, зазор между свободными вальцами устанавливается небольшим так, что проводник может прокатываться в поперечном направлении проводника, в то время проходя через зазор между двумя свободными вальцами (смотрите документ предшествующего уровня техники.
Например, желательно, чтобы скорость редукции одной пары свободных вальцов была в диапазоне между 5% и 30%, если скорость редукции свободных вальцов превышает заданное значение, то проводник не прокатывается в поперечном направлении даже после прокатки через свободные вальцы, но прокатывается в продольном направлении проводника.
То есть, если скорость редукции свободных вальцов превышает заданное значение, то угол прокатываемого проводника по отношению к вальцам становится большим, так, что обратное натяжение, применяемо к проводнику, становится большим.
Поэтому, если скорость редукции свободных вальцов высокая, сила, превышающая разрывную нагрузку, применяется к проводнику так, что проводник может быть поврежден в процессе операции прокатки.
В результате, в соответствии с обычным способом изготавливается только проводник, имеющий прямоугольную форму сечения и соотношение толщины к ширине около 1:2.
Также, если ведущий валок, где прокатные вальцы вращаются с заданной скоростью, реализуется в обычном способе, установлено, что проводник, имеющий требуемую ширину, не может стабильно изготавливаться из-за факторов, связанных с возможностями устройства.
Кроме того, для улучшения качества продукции и увеличения длины изолированного электрического провода требуется, чтобы все процессы от прокатки, где проводник, имеющий круглую форму сечения прокатывается до проводника, имеющего прямоугольную форму сечения, до процесса покрытия эмалевым лаком и процесса сушки осуществлялись совместно. Однако сложно проводить процесс изготовления совместно из-за нестабильности ширины проводника.
Раскрытие изобретения
Техническая проблема
Соответственно настоящее изобретение было сделано в попытке решить упомянутые выше проблемы, встречающиеся в предшествующем уровне техники, и целью настоящего изобретения является обеспечить способ изготовления изолированного электрического провода и устройство для изготовления изолированного электрического провода, с помощью которого можно стабильно изготавливать проводник, имеющий большую поперечную ширину с требуемыми размерами по сравнению со способом прокатки, где проводник прокатывается парой прокатных вальцов, свободно вращающихся, и в котором весь процесс проводится совместно.
Техническое решение
Для достижения упомянутой выше цели по п.1 предоставляется способ изготовления изолированного электрического провода, включающий этапы: проведение процесса прокатки проводника, где проводник прокатывается до заданной формы; и проведение процесса сушки проводника, где изолирующее покрытие нанесено на проводник, прокатываемый до заданной формы в процессе прокатки проводника, таким образом осуществляя изготовление изолированного электрического провода, причем в процессе прокатки проводника проводник прокатывается до заданной формы посредством пары прокатных вальцов, вращаемых приводным механизмом, и зазор между прокатными вальцами регулируют с возможностью изменения в зависимости от разброса ширины проводника после прокатки.
В соответствии с настоящим изобретением проводник прокатывается до заданной формы посредством пары прокатных вальцов, вращаемых приводным механизмом, и поэтому даже когда проводник прокатывается с высокой скоростью редукции, проводник принудительно отправляется посредством приводного механизма так, что процесс прокатки проводится с небольшим обратным натяжением, применяемым к проводнику.
Поэтому, даже когда скорость редукции высока, сила, превышающая разрывную нагрузку, не прилагается к проводнику, таким образом предотвращая проводник от повреждения во время прокатки. Поэтому в соответствии с настоящим изобретением может изготавливаться проводник, имеющий прямоугольную форму сечения и соотношение толщины к ширине 1:2 или больше.
Проводник после процесса прокатки может изменяться в ширине проводника, и также прокатные вальцы могут изменяться в диаметрах вальцов посредством теплового расширения вальцов. Изменения могут быть отличительно сделаны, когда проводник прокатывается в состоянии, имеющем повышенную скорость редукции.
В соответствии с настоящим изобретением, поскольку зазор между прокатными вальцами регулируется с возможностью изменения в зависимости от разброса ширины проводника после процесса прокатки, ширина проводника после прокатки может контролироваться до требуемого значения, и кроме того, проводник, который имеет большую ширину профиля по сравнению со способом прокатки, где проводник прокатывается посредством пары прокатных вальцов, свободно вращающихся, может стабильно изготавливаться в соответствии с требуемыми размерами.
По п.2 в способе, описанном в п.1, скорость вращения прокатных вальцов через приводной механизм регулируется с возможностью изменения в зависимости от расширения проводника в продольном направлении в процессе прокатки.
В соответствии с настоящим изобретением скорость вращения прокатных вальцов можно регулировать с возможностью изменения для того, чтобы устранить разброс расширения проводника.
Кроме того, проводник, поступающий на прокатные вальцы, имеет размер профиля, изменяющийся после прокатки, но разброс профильного размера проводника включает разброс расширения проводника в продольном направлении (которое просто называется "расширение"), а также разброс ширины проводника после прокатки.
То есть, поскольку скорость вращения прокатных вальцов регулируют с возможностью изменения, разброс расширения проводника устраняется, что влияет на ширину проводника, и напротив, если зазор между прокатными вальцами регулируют, то разброс ширины проводника устраняется, что влияет на расширение проводника.
Поскольку скорость вращения прокатных вальцов и зазор между прокатными вальцами регулируют, ширина проводника становится неоднократно большой или малой, таким образом предотвращая разрыв проводника и стабилизируя разброс ширины проводника.
По п.3 в способе, описанном в п.1, скорость подачи проводника регулируют с возможностью изменения, чтобы устранить разброс натяжения проводника, поступающего на пару прокатных вальцов.
В соответствии с настоящим изобретением, поскольку натяжение проводника стабилизируется перед тем, как проводник подается на прокатные вальцы, процесс прокатки прокатными вальцами может осуществляться стабильно.
По п.4 в способе, описанном в п.2, способ изготовления изолированного электрического провода включает этапы: проведение процесса подачи проводника, где проводник подается для процесса прокатки проводника; проведение процесса волочения проводника, где проводник подвергается волочению посредством пары прокатных вальцов, свободно вращающихся, не посредством приводного механизма, и где проводник проходит через волоку для того, чтобы подвергнуть проводник процессу волочения до заданной формы; проведение процесса термической обработки, где проводник, подверженный волочению в процессе волочения проводника в средстве отжига проводника, подвергается термической обработке и подается для процесса сушки покрытия; и проведение процесса намотки электрического провода, где электрический провод, покрытый изолирующим покрытием через процесс сушки покрытия, принимается с помощью средства намотки электрического провода, причем весь процесс от процесса подачи проводника до процесса намотки электрического провода проводится совместно.
Скорость подачи проводника в процессе сушки покрытия желательно поддерживается постоянной. Когда весь процесс проводится совместно, если желательно, чтобы скорость подачи проводника в процессе сушки покрытия поддерживалась постоянной, принимается во внимание, что происходит разброс натяжения проводника. Таким образом, натяжение проводника после прокатки изменяется, что влияет на ширину проводника. В соответствии с настоящим изобретением, однако, скорость вращения прокатных вальцов и зазор между прокатными вальцами контролируются перед процессом сушки покрытия так, что, когда весь процесс проводится совместно, не происходит разрыв проводника и разброс ширины проводника эффективно устраняется.
Как весь процесс способа изготовления в соответствии с настоящим изобретением проводится совместно, нет необходимости заводить промежуточный продукт (проводник) между процессами, таким образом, решая проблему повреждения продукта процессом намотки и делая изолированный электрический провод значительно увеличенной длины.
Для достижения упомянутой выше цели, по п.5, обеспечивается устройство для изготовления изолированного электрического провода, включающее: средство для прокатки проводника, приспособленное для прокатки проводника до заданной формы, и средство сушки покрытия, приспособленное для сушки изолирующего покрытия на проводнике, прокатываемом до заданной формы средством для прокатки проводника, таким образом изготавливая изолированный электрический провод, причем средство для прокатки проводника включает пару прокатных вальцов, приспособленных для вращения посредством приводного механизма для того, чтобы прокатывать проводник до заданной формы, пару прокатных вальцов, имеющую регулируемый с возможностью изменения зазор между вальцами, в зависимости от разброса ширины проводника после прокатки.
В соответствии с настоящим изобретением, поскольку проводник прокатывается до заданной формы посредством пары прокатных вальцов, вращаемых приводным механизмом, скорость редукции повышается так, что проводник принудительно отправляется посредством приводного механизма во время прокатки, что позволяет проводить процесс прокатки с небольшим обратным натяжением, прилагаемым к проводнику.
Поэтому, даже когда скорость редукции высока, сила, превышающая разрывную нагрузку, не прилагается к проводнику, таким образом предотвращая проводник от разрыва во время прокатки. Поэтому в соответствии с настоящим изобретением проводник, имеющий прямоугольную форму сечения и соотношение толщины к его ширине, например, может изготавливаться с соотношением толщины к ширине 1:2 или больше.
Проводник в процессе прокатки может изменяться в ширине проводника, и также прокатные вальцы могут изменяться в диаметрах вальцов посредством теплового расширения вальцов. Изменения могут быть наилучшим образом сделаны, когда проводник прокатывается в состоянии, имеющем повышенную скорость редукции.
В соответствии с настоящим изобретением, поскольку зазор между прокатными вальцами регулируется с возможностью изменения в зависимости от разброса ширины проводника после процесса прокатки, ширина проводника после прокатки может регулироваться до требуемого значения, и кроме того, проводник, который имеет большую профильную ширину по сравнению со способом прокатки, где проводник прокатывается парой прокатных вальцов свободно вращающихся, может стабильно изготавливаться в соответствии с требуемыми размерами.
По п.6, в устройстве, рассмотренном в п.5, скорость вращения прокатных вальцов через приводной механизм регулируется с возможностью изменения в зависимости от положения плавающего вальца, вокруг которого проводник после процесса прокатки обматывается.
В соответствии с настоящим изобретением скорость вращения прокатных вальцов может регулироваться с возможностью изменения для того, чтобы устранить разброс расширения проводника.
То есть, поскольку расширение проводника изменяется, когда ширина проводника изменяется после процесса прокатки, положение вальцов, регулирующих натяжение, изменяется, чтобы вызвать разброс скорости вращения прокатных вальцов, таким образом, устраняя разброс расширения проводника.
Поскольку скорость вращения прокатных вальцов регулируется с возможностью изменения, разброс в расширении проводника устраняется, что влияет на ширину проводника, и напротив, если зазор между прокатными вальцами регулируется, то разброс ширины проводника устраняется, что влияет на расширение проводника.
Соответственно, поскольку скорость вращения прокатных вальцов и зазор между прокатными вальцами регулируются, ширина проводника становится неоднократно большей или малой, таким образом предотвращая разрыв проводника и стабилизируя разброс ширины проводника.
По п.7, в устройстве, рассмотренном в п.5 или 6, скорость вращения прокатных вальцов сравнивается со скоростью подачи проводника на пару прокатных вальцов, и в зависимости от результата сравнения скорость подачи проводника регулируется с возможностью изменения.
В соответствии с настоящим изобретением, поскольку разброс натяжения проводника устраняется и натяжение проводника стабилизируется перед тем, как проводник подается на прокатные вальцы, процесс прокатки прокатными вальцами может стабильно осуществляться.
По п.8, в устройстве, рассмотренном в п.6, устройство для изготовления изолированного электрического провода включает: средство подачи проводника, приспособленное для подачи проводника до средства для прокатки проводника; средство для волочения проводника, приспособленное для волочения проводника, прокатываемого через средство волочения проводника посредством пары прокатных вальцов, свободно вращающихся, не посредством приводного механизма, и для прохода проводника через волоку для того, чтобы воздействовать волочением на проводник до заданной формы; средство отжига проводника, приспособленное для термической обработки проводника, подверженного волочению через средство волочения проводника и для подачи проводника после отжига на средство сушки покрытия; и средства намотки электрического провода, приспособленного для протягивания изолированного электрического провода, покрытого изолирующим покрытием, через средство сушки покрытия, причем все средство, включающее средство подачи проводника, средство волочения проводника, средство отжига проводника, и средство намотки электрического провода располагаются совместно.
Скорость сушки проводника через средство сушки покрытия желательно поддерживать постоянной. Когда весь процесс проводится совместно, если желательно, чтобы скорость сушки проводника через средство сушки покрытия поддерживалась постоянной, принимается во внимание, что происходит разброс натяжения проводника. Таким образом, натяжение проводника после прокатки изменяется, что влияет на ширину проводника. В соответствии с настоящим изобретением, однако, скорость вращения прокатных вальцов и зазор между прокатными вальцами регулируется так, что, когда весь процесс проводится совместно, не происходит разрыва проводника, и разброс ширины проводника эффективно устраняется.
Как отмечено выше, весь процесс способа изготовления в соответствии с настоящим изобретением проводится совместно, нет необходимости протягивать промежуточный продукт (проводник) между процессами, таким образом, решая проблему повреждения продукта процессом намотки и делая изолированный электрический провод значительно увеличенной длины.
Полезный результат изобретения
В соответствии с настоящим изобретением предоставляется способ изготовления изолированного электрического провода и устройство для изготовления изолированного электрического провода, причем проводник прокатывается посредством пары прокатных вальцов, вращаемых приводным механизмом, и также зазор между прокатными вальцами регулируется с возможностью изменения в зависимости от разброса ширины проводника после прокатки, так, что проводник, имеющий большую профильную ширину по сравнению со способом волочения, где проводник прокатывается парой прокатных вальцов, свободно вращающихся, может стабильно изготавливаться в соответствии с требуемыми размерами, и весь процесс может проводиться совместно.
Описание чертежей
Фиг.1 - схема, иллюстрирующая способ и устройство для изготовления изолированного электрического провода в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
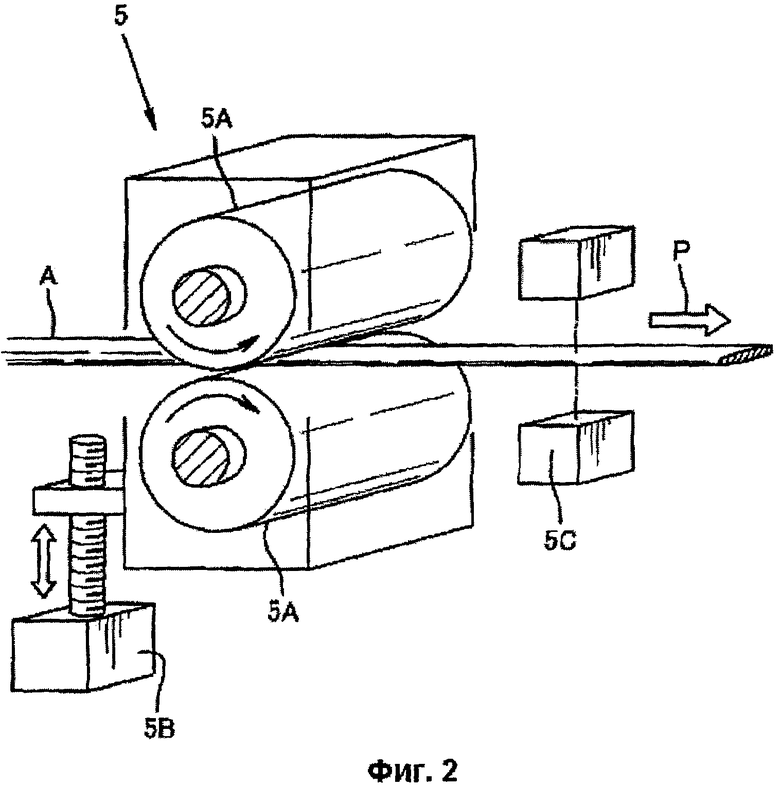
Фиг.2 - перспективный вид, иллюстрирующий операцию прокатки для проводника посредством блока прокатки проводника.
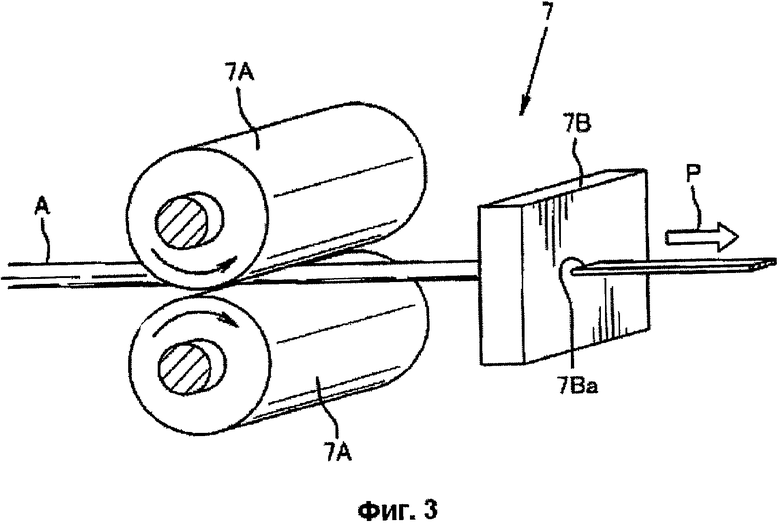
Фиг.3 - перспективный вид, иллюстрирующий операцию волочения для проводника посредством блока волочения проводника.
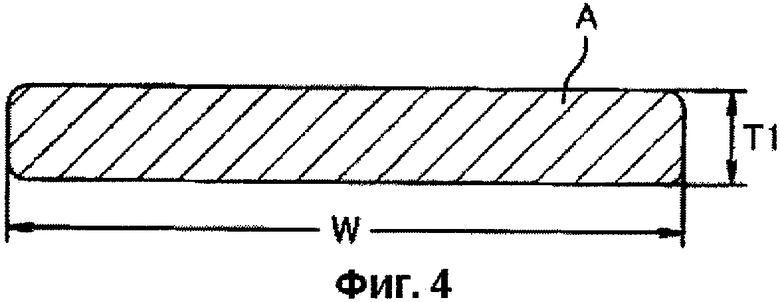
Фиг.4 - профильный вид, иллюстрирующий проводник, прокатываемый до прямоугольной формы сечения.
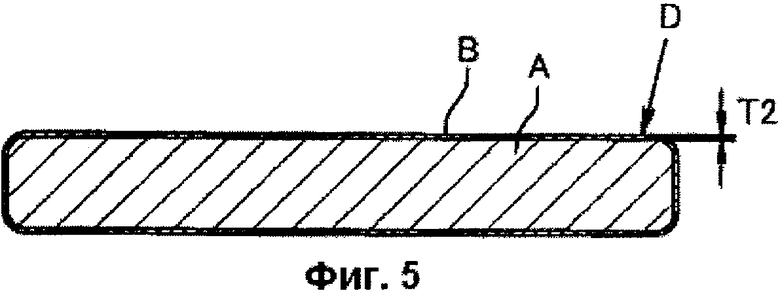
Фиг.5 - профильный вид, иллюстрирующий изолированный электрический провод, покрытый изолирующим покрытием.
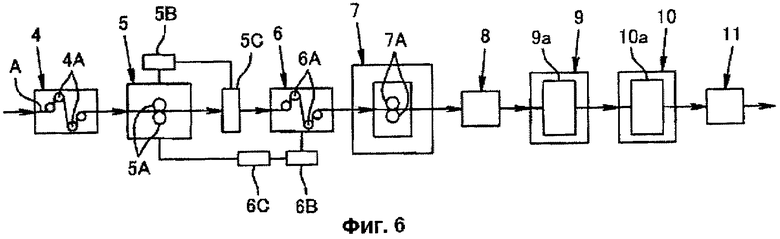
Фиг.6 - схема, иллюстрирующая способ изготовления изолированного электрического провода в соответствии с другим вариантом осуществления настоящего изобретения, причем проводник прокатывается посредством блока прокатки проводника и блока волочения проводника.
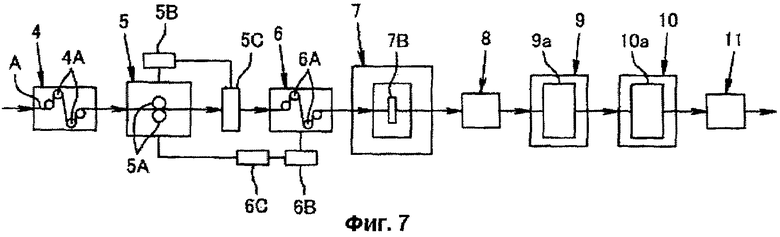
Фиг.7 - схема, иллюстрирующая способ изготовления изолированного электрического провода в соответствии с еще одним вариантом осуществления настоящего изобретения, причем проводник прокатывается, без процесса прокатки через блок волочения проводника.
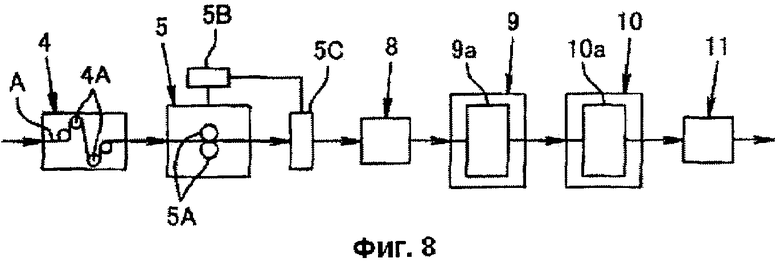
Фиг.8 - схема, иллюстрирующая способ изготовления изолированного электрического провода в соответствии с еще одним вариантом осуществления настоящего изобретения, причем проводник прокатывается без процесса волочения через блок волочения проводника.
Поясняющие ссылочные позиции основных блоков на чертежах
a --- процесс подачи проводника
b --- процесс прокатки проводника
с --- процесс волочения проводника
d --- процесс отжига проводника
е -- процесс сушки покрытия
f --- процесс намотки электрического провода
А --- проводник
В --- изолирующее покрытие
D --- изолированный электрический провод
1 --- аппаратура изготовления
2 --- блок подачи проводника
3 --- подающий кабестан
4 --- подающие вальцы, регулирующие натяжение
4А --- вальцы
4В --- измеритель натяжения
4С --- контроллер скорости подачи
5 --- блок прокатки проводника
5А --- прокатные вальцы
5В --- регулятор зазора
5С --- контроллер размеров проводника
6 --- выпускные вальцы, регулирующие натяжение
6А --- вальцы
6В --- измеритель натяжения
6С --- контроллер скорости прокатки
7 --- блок волочения проводника
7А --- прокатные вальцы
7В --- волока
8 --- натяжной кабестан
9 --- блок отжига проводника
10 --- блок сушки покрытия
11 --- подтягивающий кабестан
12 --- блок намотки электрического провода.
Лучший вариант для изобретения
Цель настоящего изобретения выполняется путем прокатки проводника посредством пары прокатных вальцов, вращаемых приводным механизмом так, что проводник, который имеет большую поперечную ширину по сравнению со способом прокатки, где проводник прокатывается парой прокатных вальцов, свободно вращающихся, может стабильно изготавливаться в соответствии с требуемыми размерами.
Далее, пояснение способа и устройства для изготовления изолированного электрического провода в соответствии с настоящим изобретением будет дано со ссылкой на прилагаемые чертежи.
Как показано на Фиг.5, предоставляется способ и устройство для изготовления изолированного электрического провода в соответствии с настоящим изобретением, причем изолированный электрический провод D изготавливается путем покрытия проводника А (см. Фиг.4), который формируется из проводящего металлического материала и подвергается волочению для получения прямоугольного профиля, имеющего толщину Т1 1 мм и ширину W 3.5 мм с изолирующим покрытием В, формируемым из эмалевого лака и имеющего толщину Т2 40 мкм.
В способе изготовления изолированного электрического провода в соответствии с настоящим изобретением, как показано на Фиг.1, процесс а подачи проводника, процесс b прокатки проводника, процесс с волочения проводника, процесс d отжига, процесс е сушки покрытия и процесс f намотки электрического провода проводятся последовательно. То есть в процессе а подачи проводника проводник А, поступающий на блок подачи проводника 2, подается для процесса b прокатки проводника с помощью подающего кабестана 3 и подающих вальцов 4, регулирующих натяжение.
В процессе b прокатки проводника проводник А прокатывается парой из верхнего и нижнего прокатных вальцов 5А и 5А, вращаемых приводным механизмом блока прокатки проводника 5 в поперечном направлении проводника (см. Фиг.2), и подается для процесса с волочения проводника через выпускные вальцы 6, регулирующие натяжение.
В процессе с волочения проводника проводник А, прокатываемый блоком 5 прокатки проводника, прокатывается парой прокатных вальцов 7А и 7А, свободно вращающихся в блоке 7 волочения проводника, не посредством приводного механизма, и подвергается волочению до заданной формы и размера посредством волоки 7В (смотрите Фиг.3). Далее, проводник А (см. Фиг.4), прокатанный и подвергнутый волочению для получения прямоугольной формы сечения, подается для процесса d термической обработки через натяжной кабестан 8.
В процессе d термической обработки проводник А подвергается волочению блоком 7 волочения проводника, подвергается термической обработке в печи 9а отжига блока 9 отжига проводника и подается для процесса е сушки покрытия.
В процессе е сушки покрытия проводник А, подвергаемый термической обработке в блоке 9 отжига проводника, покрывается эмалевым лаком и сушится в печи 10а сушки блока 10 сушки покрытия. После этого изолированный электрический провод D (см. Фиг.5), покрытый изолирующим покрытием В, формируемым из эмалевого лака, подается для процесса f намотки электрического провода.
В процессе f намотки электрического провода изолированный электрический провод D, покрытый изолирующим покрытием В, наматывается вокруг блока 12 намотки электрического провода через подтягивающий кабестан 11.
Подобным образом, в соответствии со способом изготовления изолированного электрического провода весь процесс от процесса а подачи проводника до процесса f намотки электрического провода проводится последовательно.
Устройство для изготовления изолированного электрического провода D посредством использования способа изготовления включает блок 2 подачи проводника, подающий кабестан 3, подающие вальцы 4, регулирующие натяжение, блок 5 прокатки проводника, выпускные вальцы 6, регулирующие натяжение, блок 7 волочения проводника, натяжной кабестан 8, блок 9 отжига проводника, блок 10 сушки покрытия, подтягивающий кабестан 11 и блок 12 намотки электрического провода, которые расположены последовательно в вышеупомянутом порядке (см. Фиг.1).
Кроме того, процесс а подачи проводника проводится посредством блока 2 подачи проводника, и процесс прокатки b проводника проводится посредством подающего кабестана 3, подающих вальцов 4, регулирующих натяжение, блока 5 прокатки проводника и выпускных вальцов 6, регулирующих натяжение. Кроме того, процесс с волочения проводника проводится посредством блока 7 волочения проводника, и процесс d термической обработки проводится посредством блока 9 отжига проводника. Далее, процесс е сушки покрытия проводится посредством блока 10 сушки покрытия, и процесс f намотки электрического провода проводится посредством блока 12 намотки электрического провода.
Блок 2 подачи проводника в процессе а подачи проводника служит для постоянной подачи проводника А, предоставляемого, например, от завода-изготовителя проводника на подающий кабестан 3, подающие вальцы 4, регулирующие натяжение, и блок 5 прокатки проводника (смотрите Фиг.1).
Подающий кабестан 3 в процессе прокатки b проводника вращается приводным механизмом, который не показан на чертеже, для того, чтобы подавать проводник А, подаваемый от блока 2 подачи проводника, на подающие вальцы 4, регулирующие натяжение (см. Фиг.1).
Подающие вальцы 4, регулирующие натяжение, в процессе прокатки b проводника включают пару верхних вальцов 4А и пару нижних вальцов 4А, вокруг которых обматывается проводник А, измеритель 4В натяжения, определяющий разброс положений вальцов 4А и 4А, и контроллер 4С скорости подачи, контролирующий скорость подачи подающего кабестана 3. Подающие вальцы 4, регулирующие натяжение, имеющее упомянутую выше конфигурацию, служат для поддержания проводника А, подаваемого от подающего кабестана 3 с соответствующим натяжением посредством движений вверх и вниз нижних вальцов 4А и для подачи проводника А до блока прокатки проводника 5 в процессе b прокатки проводника (см. Фиг.1).
Другими словами, в устройстве для изготовления изолированного электрического провода в соответствии с настоящим изобретением в процессе b прокатки проводника скорость вращения прокатных вальцов 5А сравнивается с скоростью подачи проводника А, подаваемого между прокатными вальцами 5А и 5А, и в зависимости от результата сравнения скорость подачи проводника А регулируют с возможностью изменения.
Более подробно, если проводник А, обмотанный вокруг верхних и нижних вальцов 4А и 4А становится свободным, то нижние вальцы 4А опускаются, чтобы увеличить зазор между верхними и нижними вальцами 4А и 4А, и напротив, если проводник А натянут, то нижние вальцы 4А поднимаются, чтобы уменьшить зазор между верхними и нижними вальцами 4А и 4А.
Подобным образом, в соответствии с натяжением проводника А, обмотанного вокруг верхних и нижних вальцов 4А, относительные положения вальцов 4А изменяются, и разброс положений верхних и нижних вальцов 4А и 4А определяется посредством измерителя 4В натяжения. Определенный сигнал выводится на контроллер 4С скорости подачи.
Контроллер 4С скорости подачи служит для плавного управления скоростью подачи проводника А через подающей кабестан 3 в зависимости от определенного сигнала, выводимого от измерителя 4В натяжения, таким образом, контролирующего скорость подачи проводника А, подаваемого до блока 5 прокатки проводника.
Кроме того, для того, чтобы устранить разброс натяжения проводника А, поступающего на прокатные вальцы 5А и 5А, скорость подачи проводника А переменно контролируется посредством измерителя 4В натяжения или подающих вальцов 4, регулирующих натяжение, но не ограничиваясь этим.
Например, скорость вращения прокатных вальцов 5А и 5А и скорость подачи проводника А непосредственно определяются посредством кодировщика или тахогенератора как средства, определяющего скорость, и после определенные значения сравниваются друг с другом, скорость подачи проводника А регулируется с возможностью изменения.
Блок 5 прокатки проводника в процессе b прокатки проводника служит для прокатки проводника А посредством пары верхних и нижних прокатных вальцов 5А и 5А, как показано на Фиг.2, вращаемых приводным механизмом (не показан) для получения прямоугольной формы сечения и для регулирования с возможностью изменения зазора между прокатными вальцами 5А и 5А, в зависимости от разброса ширины проводника А после прокатки.
Более подробно, блок 5 прокатки проводника в процессе b прокатки проводника включает регулятор зазора 5В, приспособленный для регулирования с возможностью изменения зазора между прокатными вальцами 5А и 5А, как показано на Фиг.2, вращаемыми приводным механизмом, посредством приводного механизма (не показан), и контроллер 5С размера проводника, приспособленный для оптического определения размера (ширина W на Фиг.4) проводника А, прокатываемого прокатными вальцами 5А и 5А.
Блок 5 прокатки проводника, имеющий упомянутую выше конфигурацию, расширяет проводник А, подаваемый в этот блок, в поперечном направлении проводника прокатными вальцами 5А и 5А для получения требуемой толщины и ширины и подает протянутый проводник А в блок волочения проводника 7 в процесс с волочения проводника через выпускные вальцы 6, регулирующие натяжение. Например, механический контроллер размера проводника может применяться вместо оптического контроллера 5С размера проводника.
Контроллер 5С размера проводника оптически измеряет размер (ширина W на Фиг.4) проводника А, прокатываемого прокатными вальцами 5А и 5А и определяет, прокатывается ли проводник А до получения требуемого размера, в зависимости от результата измерения. Определенный результат выдается на регулятор 5В зазора, как будет рассмотрено ниже.
Пары прокатных вальцов 5А и 5А - вальцы, которые имеют внешние периферийные поверхности в осевом направлении, имеющие одинаковые диаметры, как один, так и другой, и для того, чтобы протянуть проводник А, имеющий круглую форму сечения, в поперечном направлении таким образом, чтобы получить прямоугольную форму сечения, они расположены параллельно по отношению друг к другу.
Кроме того, если желательно, чтобы проводник А имел другую форму сечения вместо прямоугольной формы сечения, прокатные вальцы 5А и 5А выбираются в соответствии с требуемыми формами.
Также пары прокатных вальцов 5А и 5А расположены подвижно по отношению друг к другу в направлении, где зазор между ними становится небольшим и в направлении, где зазор между ними становится большим посредством регулятора зазора 5В, как будет рассмотрено ниже.
То есть проводник А, имеющий круглую форму сечения, подаваемый между парой прокатных вальцов 5А и 5А, приводится в направление Р протягивания посредством блока вытягивания проводника, который не показан, и в то же время прокатные вальцы 5А и 5А вращаются посредством приводного механизма, который не показан, и осуществляется прокатка проводника А, установленного между ними, до прямоугольной формы сечения (см. Фиг.2).
Регулятор зазора 5В служит для перемещения пары прокатных вальцов 5А и 5А по отношению друг к другу в направлении, где зазор между вальцами становится небольшим, и в направлении, где зазор между вальцами становится большим, в зависимости от результата измеренного для проводника А контроллером 5С размера проводника, так, что зазор между парой прокатных вальцов 5А и 5А регулируется с возможностью изменения до зазора, где проводник А прокатывается для получения требуемой толщины и ширины.
То есть расширение в поперечном направлении проводника А изменяется по диаметру провода или силе натяжения, прилагаемой в продольном направлении проводника А. Также, хотя проводник А, имеющий равную ширину прокатывается, ширина проводника А изменяется.
Поэтому, если определяется, что ширина проводника А меньше, чем заданная ширина путем определения контроллером 5С размеров проводника, пара прокатных вальцов 5А и 5А перемещаются друг к другу в направлении, где зазор между ними становится небольшим, таким образом, позволяя уменьшить зазор между ними. В результате, расширение в поперечном направлении проводника А увеличивается, что позволяет увеличить ширину прокатываемого проводника А.
Напротив, если определено, что ширина проводника А больше, чем заданная ширина путем определения контроллером 5С размеров проводника, пара прокатных вальцов 5А и 5А перемещается друг к другу в направлении, где зазор между ними становится большим, таким образом, позволяя увеличить зазор между ними. В результате, расширение в поперечном направлении проводника А уменьшается, что позволяет уменьшить ширину прокатываемого проводника А.
Выпускные вальцы 6, регулирующие натяжение, сразу после контроллера 5С размеров проводника включают пару верхних вальцов 6А и пару нижних вальцов 6А, вокруг которых проводник А обматывается, измеритель натяжения 6В, определяющий разброс положений верхних и нижних вальцов 6А и 6А и контроллер скорости прокатки 6С, контролирующий скорость вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника. Выпускные вальцы 6, регулирующие натяжение, имеющие описанную выше конфигурацию, служат для поддержки проводника А, подаваемого от блока 5 прокатки проводника с заданным натяжением посредством движений вверх и вниз нижних вальцов 6А и для подачи проводника А к блоку волочения проводника 7 в процессе с волочения проводника (см. Фиг.1).
Аппаратура изготовления 1 этого изобретения конфигурируется для плавного управления скорости вращения прокатных вальцов 5А и 5А, вращаемых приводным механизмом, в зависимости от положения выпускных вальцов 6, регулирующих натяжение, вокруг которого проводник А наматывается после прокатки.
Более подробно, тем же образом, как подающие вальцы 4, регулирующие натяжение, относительные положения вальцов 6А и 6А изменяются в зависимости от степени натяжения проводника А, обмотанного вдоль верхних и нижних вальцов 6А и 6А. В это время разброс положений верхних и нижних вальцов 6А и 6А определяется посредством измерителя натяжения 6В. Сигнал определения выводится на контроллер 6С скорости прокатки. Контроллер 6С скорости прокатки служит для регулирования с возможностью изменения скорости вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника в зависимости от сигнала определения, выводимого от измерителя натяжения 6В, таким образом, регулируется скорость вращения прокатных вальцов 5А и 5А, где проводник А прокатывается до получения прямоугольной формы сечения.
Как показано на Фиг.3, блок 7 волочения проводника в процессе с волочения проводника включает пару прокатных вальцов 7А и 7А, свободно вращающихся посредством сопротивления контакта с проводником А, не посредством приводного механизма, который не показан, и волоки 7В, приспособленной для волочения проводника А, прокатываемого в прямоугольную форму поперечного сечения прокатными вальцами 7А и 7А до заданной формы и размера. Блок 7 волочения проводника, имеющий вышеупомянутую конфигурацию, служит для прокатки проводника А, расширяемого в поперечном направлении, подаваемого от блока 5 прокатки проводника посредством прокатных вальцов 7А и 7А и для волочения проводника А до получения заданной формы и размера посредством волоки 7В. С другой стороны, верхний и нижний прокатные вальцы 7А и 7А расположены на кассете прокатной волоки.
Поскольку пара прокатных вальцов 7А и 7А прокатывает проводник А до получения прямоугольной формы сечения, противостоящие вальцы расположены параллельно по отношению друг к другу. То есть проводник А, подаваемый между парой прокатных вальцов 7А и 7А, побуждается к движению в направление Р протягивания посредством блока вытягивания проводника, который не показан, и в то же время прокатные вальцы 7А и 7А свободно вращаются посредством контактного сопротивления с проводником А. Поскольку диаметр проводника А больше, чем зазор между прокатными вальцами 7А и 7А, проводник А прокатывается до прямоугольной формы сечения, когда он проходит через зазор между прокатными вальцами 7А и 7А. Также проводник А может прокатываться посредством пар сверху и снизу расположенных прокатных вальцов, а также расположенных с правой и левой сторон прокатных вальцов 7А и 7А.
Волока 7 В служит для введения проводника А, прокатываемого парой прокатных вальцов 7А и 7А в проход отверстия 7Ва прямоугольного сечения, отверстие 7Ва прямоугольного сечения, имеющее заданный набор размеров, таких как толщина, ширина, радиус скругления и т.д., и в то же время для волочения проводника А, прошедшего через отверстие 7Ва прямоугольного сечения в направлении волочения посредством блока волочения проводника, с приложением в дополнение силы натяжения так, что проводник А подвергается волочению до прямоугольной формы сечения, имеющей требуемый размер, имеющей толщину 1 мм и ширину 3,5 мм (см. Фиг.4).
Натяжной кабестан 8 сразу после блока 7 волочения проводника поворачивается посредством приводного механизма, который не показан, и отправляет проводник А, подаваемый от блока 7 волочения проводника к блоку 9 отжига проводника в процессе d термической обработки (см. Фиг.1).
Блок 9 отжига проводника в процессе d термической обработки включает печь 9а отжига, приспособленную для отжига подвергнутого волочению проводника А. Блок 9 отжига проводника, имеющий упомянутую выше конфигурацию, служит для отжига проводника А, подвергнутого волочению до прямоугольной формы сечения посредством блока 7 волочения проводника, в печи 9а отжига (см. Фиг.1). Печь 9а отжига служит для отжига проводника А, проходящего таким образом, и для устранения деформации, сформированной на проводнике А после прокатки и волочения, таким образом, делая проводник А гибким.
Блок 10 сушки покрытия в процессе е термической обработки покрытия включает печь 10а сушки, приспособленную для сушки изолирующего покрытия В, сформированного после отжига на проводнике А (см. Фиг.1). Блок 10 сушки покрытия, имеющий упомянутую выше конфигурацию, служит для сушки изолирующего покрытия В, сформированного на проводнике А, подвергаемого термической обработке в блоке 9 отжига проводника в печи 9а термической обработки. Печь 10а сушки служит для покрытия эмалевым лаком, сформированным из полиамидимидной смолы на проводнике А, подаваемом из печи 9а отжига посредством приспособления, которое не показано, и последовательной термической обработки проводника А при температуре в печи в диапазоне между 500°C и 600°C. В этом случае изолирующее покрытие В, формируемое из эмалевого лака, равномерно наносится на проводник. А. Кроме того, температура поверхности проводника А находится, например, в диапазоне между 200°C и 250°C. Также температура в печи, длина печи и скорость сушки во время сушки не ограничиваются значениями, предложенными в настоящем изобретении, и они могут изменяться в соответствии с толщиной и материалом проводника А. Также сушка может проводиться неоднократно.
Подтягивающий кабестан 11 сразу после блока 10 сушки покрытия поворачивается посредством приводного механизма, который не показан, и протягивает изолированный электрический провод D, подаваемый от блока 10 сушки покрытия в направлении блока 12 намотки электрического провода в процессе f намотки электрического провода с заданной скоростью (см. Фиг.1).
Блок 12 намотки электрического провода в процессе f намотки электрического провода поворачивается посредством приводного механизма, который не показан, и постоянно принимает изолированный электрический провод D, покрытый изолирующим покрытием В, подаваемый от печи 10а сушки блока 10 сушки покрытия (см. Фиг.1).
Кроме того, толщина изолирующего покрытия В и толщина или ширина изолированного электрического провода D, изготавливаемого устройством этого изобретения, не ограничиваются значениями, определенными в настоящем изобретении, и они могут изменяться в соответствии с целями изобретения.
Далее, будет рассмотрен способ изготовления изолированного электрического провода D аппаратурой изготовления данного изобретения.
Как показано на Фиг.1, сначала, в процессе а подачи проводника проводник А, поступающий в блок 2 подачи проводника, подается для процесса b прокатки проводника через подающий кабестан 3 и подающие вальцы 4, регулирующие натяжение.
В процессе b прокатки проводника скорость подачи проводника А регулируется с возможностью изменения для того, чтобы устранить разброс натяжения проводника А, поступающего на пары прокатных вальцов 5А и 5А.
Более подробно, если скорость подачи проводника через подающие вальцы 4, регулирующие натяжение, больше, чем скорость вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника, то проводник А, обмотанный вокруг верхних и нижних вальцов 4А и 4А, становится свободным, нижние вальцы 4А опускаются. С другой стороны, если скорость подачи проводника через подающие вальцы 4, регулирующие натяжение, медленнее, чем скорость вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника, то проводник А становится натянутым, нижние вальцы 4А поднимаются.
Другими словами, поскольку положения вальцов 4А и 4А изменяются согласно степени натяжения проводника А, разброс положений вальцов 4А и 4А определяется измерителем 4В натяжения, и определенный сигнал отправляется на контроллер 4С скорости подачи. Контроллер 4С скорости подачи регулируют с возможностью изменения скорости подачи проводника А, подаваемого через подающий кабестан 3, в зависимости от определенного сигнала, выводимого от измерителя 4В натяжения, таким образом, регулируя скорость подачи проводника А, поступающего на блок 5 прокатки проводника.
Подобным образом, поскольку скорость подачи проводника А регулируется с возможностью изменения, натяжение проводника А стабилизируется перед подачей на прокатные вальцы 5А и 5А так, что процесс прокатки прокатными вальцами 5А и 5А может осуществляться стабильно.
В процессе b прокатки проводника, как показано на Фиг.2, проводник А, имеющий круглую форму сечения, подаваемый между парой прокатных вальцов 5А и 5А блока 5 прокатки проводника, прокатывается до получения прямоугольной формы сечения посредством прокатных вальцов 5А и 5А, поворачиваемых посредством приводного механизма, который не показан (см. Фиг.2). То есть, поскольку диаметр провода проводника А, подаваемого от блока 2 подачи проводника, больше, чем зазор между парой прокатных вальцов 5А и 5А, проводник А прокатывается до получения прямоугольной формы сечения, когда он проходит через зазор между прокатными вальцами 5А и 5А.
Размеры (толщина Т1 и ширина W на Фиг.4) проводника А, прокатываемого прокатными вальцами 5А и 5А, измеряются контроллером 5С размера проводника, и измеренные результаты выводятся на регулятор зазора 5В.
Регулятор зазора 5 В регулирует с возможностью изменения зазор между парой прокатных вальцов 5А и 5А в зависимости от измеренного результата контроллером 5С размера проводника. То есть, если определяется, что ширина проводника А меньше, чем заданная ширина проводника, то зазор между прокатными вальцами 5А и 5А уменьшается, чтобы позволить увеличить расширение в поперечном направлении проводника А, таким образом увеличивая ширину прокатываемого проводника А.
Напротив, если определяется, что ширина проводника А больше, чем заданная его ширина, то зазор между прокатными вальцами 5А и 5А увеличивается, чтобы позволить уменьшить расширение в поперечном направлении проводника А, таким образом уменьшая ширину прокатываемого проводника А до заданной ширины. Проводник А, прокатываемый до требуемого размера, подается через выпускные вальцы 6, регулирующие натяжение, на блок волочения проводника 7 в процессе с волочения проводника.
Кроме того, если скорость подачи проводника через выпускные вальцы 6, регулирующие натяжение, меньше, чем скорость вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника, то проводник А, обмотанный вокруг верхних и нижних вальцов 6А и 6А, становится ненатянутым, нижние вальцы 6А опускаются. С другой стороны, если скорость подачи проводника через выпускные вальцы 6, регулирующие натяжение, больше, чем скорость вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника, то проводник А становится напряженным, упомянутые нижние вальцы 6А поднимаются.
Другими словами, поскольку положения вальцов 6А и 6А изменяются согласно степени натяжения проводника А, разброс положений вальцов 6А и 6В определяется измерителем натяжения 6В, и определенный сигнал передается на контроллер 6С скорости прокатки. Контроллер 6С скорости прокатки регулирует с возможностью изменения скорость вращения прокатных вальцов 5А и 5А блока 5 прокатки проводника в зависимости от определенного сигнала, выводимого от измерителя натяжения 6В, таким образом, контролируя скорость вращения проводника А, прокатываемого до получения прямоугольной формы сечения.
Поэтому скорость вращения прокатных вальцов 5А и 5А через приводной механизм регулируется с возможностью изменения в зависимости от расширения проводника А в продольном направлении после процесса прокатки.
Более подробно, проводник А, поступающий на прокатные вальцы 5А и 5а, имеет профильный размер, обычно изменяющийся после прокатки, но разброс профильного размера проводника А включает разброс расширения проводника в продольном направлении, а также разброс ширины проводника А после прокатки.
Таким образом, поскольку скорость вращения прокатных вальцов 5А и 5А регулируется с возможностью изменения, разброс расширения проводника А устраняется, что влияет на ширину проводника А, и напротив, если зазор между прокатными вальцами 5А и 5А регулируется, то разброс ширины проводника А устраняется, что влияет на расширение проводника А.
В результате, поскольку скорость вращения прокатных вальцов 5А и 5А и зазор между прокатными вальцами 5А и 5А регулируются, ширина проводника А становится неоднократно больше или меньше, таким образом, предотвращая отделение проводника А и постепенно стабилизируя разброс ширины проводника А.
В процессе с волочения проводника, как показано на Фиг.3, проводник А, подаваемый между прокатными вальцами 7А и 7А блока 7 волочения проводника, прокатывается до получения прямоугольной формы сечения через прокатные вальцы 7А и 7А, свободно вращающиеся посредством контактного сопротивления с проводником А.
Проводник А, прокатываемый прокатными вальцами 7А и 7А, вставленный, проходящий через отверстие 7Ва прямоугольного сечения волоки 7В, и одновременно проводник А, проходящий через отверстие 7Ва прямоугольного сечения, подвергают процессу волочения с силой натяжения в направлении Р протягивания посредством блока вытягивания проводника, который не показан, для получения прямоугольной формы сечения (см. Фиг.4), и поступает на блок 9 отжига проводника в процесс d термической обработки через натяжной кабестан 8.
В процессе d термической обработки проводник А, поступающий в печь 9а отжига блока 9 отжига проводника, подвергается термической обработке, чтобы устранить деформацию, сформированную на проводнике после прокатки и волочения. Далее, проводник А (будучи гибким) поступает на блок 10 сушки покрытия в процессе е сушки покрытия.
В процессе сушки покрытия е эмалевый лак, сделанный из полиамидимидной смолы, покрывается и сушится на проводнике А, поступающем в печь 10а сушки блока 10 сушки покрытия, и изолированный электрический провод D (см. Фиг.5), покрытый изолирующим покрытием В, сформированным из эмалевого лака, поступает на блок 12 намотки электрического провода в процессе f намотки электрического провода через подтягивающий кабестан 11.
В процессе f намотки электрического провода изолированный электрический провод D, подаваемый от печи 10а сушки блока 10 сушки покрытия, принимается блоком 12 намотки электрического провода, таким образом завершая изготовление изолированного электрического провода D.
Как отмечено выше, обеспечивается способ изготовления изолированного электрического провода в соответствии с настоящим изобретением, включающий этапы: проведение процесса b прокатки проводника, где проводник А прокатывается до прямоугольной формы сечения, и проведение процесса е термической обработки, где изолирующее покрытие наносится на прокатываемый проводник А, таким образом, обеспечивая изготовление изолированного электрического провода D, причем в процессе b прокатки проводника проводник А прокатывается до прямоугольной формы сечения посредством пары прокатных вальцов 5А и 5А, вращаемых приводным механизмом, и зазор между прокатными вальцами 5А и 5А регулируется с возможностью изменения в зависимости от разброса ширины проводника А после прокатки.
Кроме того, обеспечивается устройство для изготовления изолированного электрического провода в соответствии с настоящим изобретением, включающее: блок 5 прокатки проводника, приспособленный для прокатки проводника А до прямоугольной формы сечения, и блок 10 сушки покрытия, приспособленный для сушки изолирующего покрытия на проводнике А, прокатываемого до прямоугольной формы сечения блоком 5 прокатки проводника, таким образом, обеспечивая изготовление изолированного электрического провода D, причем блок 5 прокатки проводника включает пару прокатных вальцов 5А и 5А, приспособленных для вращения посредством приводного механизма для того, чтобы прокатывать проводник А до прямоугольной формы сечения, пара прокатных вальцов 5А и 5А имеет регулируемый с возможностью изменения зазор между ними в зависимости от разброса ширины проводника А после прокатки.
В способе и устройстве для изготовления изолированного электрического провода в соответствии с настоящим изобретением проводник А прокатывается до прямоугольной формы сечения посредством пары прокатных вальцов 5А и 5А, вращаемых приводным механизмом, и поэтому, даже когда проводник А прокатывается с высокой скоростью редукции, проводник А принудительно направляется посредством приводного механизма так, что процесс прокатки проводится с небольшим обратным натяжением, применяемым к проводнику А.
Поэтому, даже когда скорость редукции высока, сила, превышающая разрывную нагрузку, не прилагается к проводнику А, таким образом, предотвращая проводник А от повреждения во время прокатки. Поэтому в способе и устройстве в соответствии с настоящим изобретением проводник А, имеющий прямоугольную форму сечения и соотношение толщины к ширине 1:10, может изготавливаться простым и легким способом.
Поскольку прокатные вальцы 5А и 5А изменяются в своих диаметрах посредством теплового расширения вальцов, известно, что проводник А после процесса прокатки изменяется в своей ширине.
Однако в способе и устройстве в соответствии с настоящим изобретением, поскольку зазор между прокатными вальцами 5А и 5А регулируется с возможностью изменения, в зависимости от разброса ширины проводника А после процесса прокатки ширина проводника А после прокатки может регулироваться до требуемого значения, и кроме того, проводник А, который имеет большую ширину профиля по сравнению со способом прокатки или составом оборудования, где проводник А прокатывается парой прокатных вальцов 7А и 7А, свободно прокатных, может стабильно изготавливаться в соответствии с требуемыми размерами.
В способе изготовления в соответствии с настоящим изобретением скорость вращения прокатных вальцов 5А и 5А через приводной механизм регулируется с возможностью изменения в зависимости от расширения проводника А в продольном направлении после процесса прокатки.
Также в устройстве изготовления в соответствии с настоящим изобретением скорость вращения прокатных вальцов 5А и 5А приводным механизмом регулируется с возможностью изменения в зависимости от положения выпускных вальцов 6, регулирующих натяжение, вокруг которого проводник А после прокатки наматывается.
В этом случае может быть оценено, что ширина проводника А после прокатки изменяется разбросом профильного размера проводника А, подаваемого на прокатные вальцы 5А и 5А, и также расширение проводника А в продольном направлении проводника изменяется.
Поэтому в способе изготовления и устройстве в соответствии с настоящим изобретением скорость вращения прокатных вальцов 5А и 5А регулируется с возможностью изменения в зависимости от расширения проводника А так, что расширение проводника А изменяется после разброса ширины проводника А после прокатки, положение выпускных вальцов 6, регулирующих натяжение, изменяется, чтобы изменить скорость вращения прокатных вальцов 5А и 5А, таким образом, устраняя разброс расширения проводника А.
Кроме того, поскольку скорость вращения прокатных вальцов 5А и 5А регулируется с возможностью изменения, разброс расширения проводника А устраняется, что влияет на ширину проводника А, и напротив, если зазор между прокатными вальцами 5А и 5А регулируется, то разброс ширины проводника А устраняется, что влияет на расширение проводника А.
В способе изготовления и устройстве в соответствии с настоящим изобретением поэтому позже скорость вращения прокатных вальцов 5А и 5А и зазор между прокатными вальцами 5А и 5А регулируются с возможностью изменения, ширина проводника А становится неоднократно большой или малой, таким образом предотвращая обрыв проводника А и стабилизируя разброс ширины проводника А.
В способе изготовления в соответствии с настоящим изобретением скорость подачи проводника А регулируются с возможностью изменения, чтобы устранить разброс натяжения проводника А, поступающего на пару прокатных вальцов 5А и 5А.
В устройстве 1 для изготовления в соответствии с настоящим изобретением скорость вращения прокатных вальцов 5А и 5А сравнивается со скоростью подачи проводника А до пары прокатных вальцов 5А и 5А, и в зависимости от результата сравнения скорость подачи проводника А переменно регулируется с возможностью изменения.
В способе изготовления и устройстве в соответствии с настоящим изобретением, поскольку разброс натяжения проводника устраняется и натяжение проводника А стабилизируется перед тем, как проводник А подается на прокатные вальцы 5А и 5А, процесс прокатки прокатными вальцами 5А и 5А может осуществляться стабильно.
В соответствии с настоящим изобретением способ изготовления включает следующие этапы: проведение процесса а подачи проводника, где проводник А подается для процесса b прокатки проводника; проведение процесса с волочения проводника, где проводник А прокатывается посредством пары прокатных вальцов 7А и 7А, свободно вращающихся, не посредством приводного механизма, и где проводник А проходит через волоку 7 В для того, чтобы подвергать волочению проводник А до прямоугольной формы сечения; проведение процесса d термической обработки, где проводник А, волоченный в процессе с волочения проводника, подвергается термической обработке в блоке 9 отжига проводника и подается для процесса е сушки покрытия; и проведение процесса f намотки электрического провода, где электрический провод, покрытый изолирующим покрытием через процесс сушки покрытия, принимается посредством блока 12 намотки электрического провода, причем весь процесс от процесса подачи проводника а до процесса f намотки электрического провода проводится совместно.
В соответствии с настоящим изобретением устройство 1 изготовления включает: блок 2 подачи проводника, приспособленный для подачи проводника А до блока 5 прокатки проводника; блока 7 волочения проводника, приспособленного для волочения проводника А, прокатываемого через блок 7 прокатки проводника посредством пары прокатных вальцов 7А и 7А, свободно вращающихся, не посредством приводного механизма, и для подачи проводника А через волоку 7В для того, чтобы подвергать волочению проводник А до прямоугольной формы сечения; блок 9 отжига проводника, приспособленный для отжига проводника А, подвергаемого волочению через блок 7 волочения проводника и для подачи после отжига проводника А до блока 10 сушки покрытия; и блок 12 намотки электрического провода, приспособленного для протягивания изолированного электрического провода D, покрытого изолирующим покрытием, через блок сушки покрытия 10, причем весь блок, включающий блок подачи проводника 2, блок 7 волочения проводника, блок 9 отжига проводника и блок 12 намотки электрического провода, располагаются совместно.
Скорость подачи проводника А в процессе сушки покрытия е желательно поддерживать постоянной. Когда весь процесс проводится совместно, если желательно, чтобы скорость подачи проводника А в процессе сушки покрытия е поддерживалась постоянной, как правило, оценивается, что происходит разброс натяжения проводника А. Таким образом, натяжение проводника А после прокатки изменяется, что влияет на ширину проводника А. В соответствии с настоящим изобретением, однако, в процессе b прокатки проводника перед процессом е сушки покрытия скорость вращения прокатных вальцов 5А и 5А и зазор между прокатными вальцами 5А и 5А регулируются так, что, когда весь процесс проводится совместно, не происходит разрыва проводника А, происходит и эффективно устраняется разброс ширины проводника А.
Поскольку весь процесс способа изготовления в соответствии с настоящим изобретением проводится совместно, нет необходимости протягивать промежуточное изделие (проводник) между процессами, таким образом, решая проблему повреждения изделия процессом намотки и делая изолированный электрический провод значительно увеличенной длины.
Кроме того, в то время как размеры проводника А, прокатываемого парой прокатных вальцов 5А и 5А, контролируются, зазор между прокатными вальцами 5А и 5А и скорость подачи и прокатки проводника А регулируют с возможностью изменения для получения соответствующего зазора и скоростей, таким образом, увеличивая точность размера проводника А. Также на основе операции определения измерителем 4В натяжения и измерителем 5С размера проводника, то есть через регулирование с возможностью изменения скоростей подачи, прокатки и отправки проводника А контроллерами 4С и 6С скоростей, скорость подачи проводника А в процессе изготовления изолированного электрического провода D может непрерывно регулироваться.
Поэтому эмалированный провод, равномерно покрытый изолирующим покрытием В на проводнике А, может быть получен, и одновременно может быть получено улучшение по качеству изолированного электрического провода и стабильности его изготовления.
В соответствии с настоящим изобретением подающий кабестан 3 и подающие вальцы 4, регулирующие натяжение, соответствуют средству подачи проводника, блок 5 прокатки проводника - средству для прокатки проводника, блок 7 волочения проводника - средству для волочения проводника, блок 9 отжига проводника - средству отжига проводника, блок 10 сушки покрытия - средству сушки покрытия, и блок 12 намотки электрического провода - средству намотки электрического провода. Настоящее изобретение не ограничивается предпочтительным вариантом осуществления, имеющим упомянутые выше части, но оно может применяться к различным вариантам осуществления, имеющим другие части.
Например, средство для контроля скорости подачи проводника не ограничивается измерителем 4В натяжения, определяющим разброс положения вальцов 4А и 4А, но оно может включать другое средство контроля подачи.
Средство для контроля размера проводника не ограничивается контроллером 5С размера проводника, например как лазерный оптический измеритель, определяющий размер проводника А, прокатываемого прокатными вальцами 5А и 5А, но оно может включать другое средство контроля размера как измеритель с использованием камеры.
Средство для регулирования с возможностью изменения зазора между прокатными вальцами 5А и 5А не ограничивается регулятором зазора 5В, но оно может включать другое средство регулирования зазора.
Средство для контроля скорости выпуска проводника не ограничивается измерителем натяжения 6В, определяющем разброс положения вальцов 6А и 6А, но оно может включать другое средство наблюдения скорости выпуска.
Контроллер 4С скорости подачи включает средство контроля скорости подачи, такое как, например, персональный компьютер, процессор (CPU), память ROM и RAM.
Контроллер 6С скорости прокатки включает средство контроля скорости вращения, такое как, например, персональный компьютер, процессор (CPU), память ROM и RAM.
Проводник А не ограничивается упомянутой выше круглой формой сечения, но он имеет форму яйца, квадратную и овальную формы сечения, когда он отрезается в вертикальной плоскости в его осевом направлении. Также материал проводника может быть сформирован из проводящего металла, как алюминий, серебро, медь и т.д. Обычно медь широко используется как материал проводника, и в этом случае медь с низким содержанием кислорода или медь без кислорода, вместо чистой меди, может использоваться надлежащим образом.
Также, как показано на Фиг.6, проводник А, прокатываемый прокатными вальцами 5А и 5А блока 5 прокатки проводника, прокатывается только прокатными вальцами 7А и 7А, без каких-либо волочений через волоку 7В проводника блока 7 волочения провода, и в этом случае могут быть получены эквивалентные операции и действия упомянутому выше воплощению настоящего изобретения.
Кроме того, на Фиг.6 показан способ изготовления изолированного электрического провода в соответствии с другим вариантом осуществления настоящего изобретения, в котором проводник А прокатывается прокатными вальцами 5А и 5А блока 5 прокатки проводника и прокатными вальцами 7А и 7А проводника блока 7 волочения провода.
Как показано на Фиг.7, проводник А, прокатываемый прокатными вальцами 5А и 5А блока 5 прокатки проводника, подвергается волочению только через волоку 7 В проводника блока 7 волочения провода, без какой-либо прокатки прокатными вальцами 7А и 7А, и в этом случае эквивалентная операция и эффект в упомянутом выше варианте осуществления настоящего изобретения может быть получен.
Кроме того, на Фиг.7 показан способ изготовления изолированного электрического провода в соответствии с еще одним вариантом осуществления настоящего изобретения, в котором проводник А, прокатываемый прокатными вальцами 5А и 5А блока 5 прокатки проводника, подвергается волочению волокой 7В блока 7 волочения проводника.
Как показано на Фиг.8, если проводник А прокатывается до заданной толщины и ширины через прокатные вальцы 5А и 5А блока 5 прокатки проводника, то нет необходимости волочить проводник А через прокатные вальцы 7А и 7А, и волока 7 В блока 7 волочения проводника, который делает процесс изготовления и всю конфигурацию существенно упрощенной и также сокращает время изготовления.
Кроме того, на Фиг.8 показан способ изготовления изолированного электрического провода в соответствии с еще одним вариантом осуществления настоящего изобретения, в котором проводник А, прокатываемый прокатными вальцами 5А и 5А блока 5 прокатки проводника, подается от блока 5 прокатки проводника до блока 10 сушки покрытия.
Как отмечено выше, настоящее изобретение имеет различные варианты осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАННОГО ЭЛЕКТРИЧЕСКОГО ПРОВОДА | 2008 |
|
RU2480853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2217250C2 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОЛОС | 2003 |
|
RU2350415C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕЙ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2008 |
|
RU2371795C1 |
| ГОРЯЧЕКАТАНАЯ ПОЛОСА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2013 |
|
RU2615423C2 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| Приводное устройство для ведущих колес моторных повозок | 1929 |
|
SU40884A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ЛИСТОВОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 1930 |
|
SU42884A1 |
Настоящее изобретение относится к способу изготовления изолированного электрического провода и устройству для изготовления изолированного электрического провода, которое может стабильно изготавливать проводник, имеющий большую профильную ширину в соответствии с требуемыми размерами по сравнению с прокаткой, где проводник прокатывается парой прокатных вальцов, свободно вращающихся, и которое позволит проводить все процессы совместно. 2 н. и 2 з.п. ф-лы, 8 ил.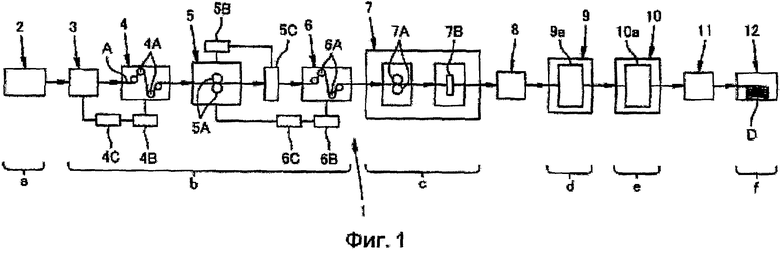
1. Способ изготовления изолированного электрического провода, включающий этапы: осуществление процесса прокатки проводника, в котором проводник прокатывают до заданной формы; и осуществление процесса сушки проводника, в котором на проводник, прокатанный до заданной формы в процессе прокатки проводника, наносят изолирующее покрытие и таким образом изготавливают изолированный электрический провод, при этом в процессе прокатки проводника проводник прокатывают до заданной формы посредством пары прокатных вальцов, вращающихся с помощью приводного механизма, а зазор между прокатными вальцами регулируют с возможностью изменения в зависимости от разброса ширины проводника после прокатки, при этом скорость вращения прокатных вальцов посредством приводного механизма регулируют с возможностью изменения в зависимости от удлинения проводника в продольном направлении после процесса прокатки, причем способ дополнительно включает этапы: осуществление процесса подачи проводника, в котором проводник подают для процесса прокатки проводника; осуществление процесса волочения проводника, в котором проводник прокатывают посредством пары прокатных вальцов, вращающихся свободно, без помощи приводного механизма, и в котором проводник пропускают через волоку для того, чтобы волочением придать проводнику заданную форму; осуществление процесса отжига проводника, в котором проводник, подвергнутый волочению в процессе волочения проводника, подвергается отжигу в средстве отжига проводника и подают для процесса сушки покрытия; и осуществление процесса намотки электрического провода, в котором электрический провод, покрытый изолирующим покрытием вследствие процесса отжига покрытия, наматывают с помощью средства намотки электрического провода, а весь процесс от процесса подачи проводника до процесса намотки электрического провода осуществляют в последовательной форме.
2. Способ по п.1, в котором скорость подачи проводника регулируют с возможностью изменения, чтобы устранить разброс натяжения проводника, подаваемого на пару прокатных вальцов.
3. Устройство для изготовления изолированного электрического провода, включающее: средство прокатки проводника, приспособленное для прокатки проводника до заданной формы, и средство сушки покрытия, приспособленное для сушки изолирующего покрытия на проводнике, прокатанном до заданной формы средством прокатки проводника, что обеспечивает изготовление изолированного электрического провода, при этом средство прокатки проводника включает пару прокатных вальцов, приспособленных для вращения посредством приводного механизма для того, чтобы прокатывать проводник до заданной формы, и имеющих зазор между ними, регулируемый с возможностью изменения в зависимости от разброса ширины проводника после прокатки, причем скорость вращения прокатных вальцов посредством приводного механизма регулируется с возможностью изменения в зависимости от положения вальца, регулирующего натяжение, вокруг которого обматывается проводник после процесса прокатки, при этом указанное устройство дополнительно включает: средство подачи проводника, приспособленное для подачи проводника на средство прокатки проводника; средство волочения проводника, приспособленное для прокатки проводника, прокатанного через средство прокатки проводника посредством пары прокатных вальцов, вращающихся свободно, без посредства приводного механизма, и для пропускания проводника через волоку, чтобы волочением придать проводнику заданную форму; средство отжига проводника, приспособленное для отжига проводника, подверженного волочению с помощью средства волочения проводника, и для подачи подвергнутого отжигу проводника в средство сушки покрытия; и средство намотки электрического провода, приспособленное для намотки изолированного электрического провода, покрытого изолирующим покрытием с помощью средства сушки покрытия, при этом все средства, включая средство подачи проводника, средство волочения проводника, средство отжига проводника и средство намотки электрического провода, расположены последовательно.
4. Устройство по п.3, в котором скорость вращения прокатных вальцов сравнивается со скоростью подачи проводника на пару прокатных вальцов, и в зависимости от результата сравнения скорость подачи проводника регулируется с возможностью изменения.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 2001005934 A1, 05.07.2001 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2124772C1 |
| Установка для изготовления плоского кабеля | 1985 |
|
SU1356003A1 |

