Изобретение относится к области обработки металлов резанием и может быть использовано при фрезеровании концевыми фрезами лопаток моноколес газотурбинных двигателей (ГТД) на станках с числовым программным управлением (ЧПУ).
Известен способ фрезерования лопаток моноколес концевыми радиусными фрезами (Крымов В.В., Елисеев Ю.С., Зудин К.И. Производство лопаток газотурбинных двигателей. М.: Машиностроение-Полет, 2002 г., с.203-210).
Недостатком известного способа является то, что он является трудоемким и не учитывает ограничения, накладываемые формой поверхности обрабатываемой детали на размеры инструмента и ориентацию его оси при работе. Способ используется для моноколес с простой геометрией пера, профиль межлопаточных каналов которых строится с использованием простых образующих и не может применяться для сложных моноколес со значительным углом закрутки по высоте лопатки и значительно изменяющимся углом нормали к перу.
Наиболее близким к заявляемому является способ обработки фрезерованием концевыми фрезами моноколес ГТД на станках с ЧПУ, включающий в себя черновую обработку, при которой прорезают межлопаточные пазы одинаковой ширины в радиальном направлении, и чистовую обработку, при которой фрезеруют профиль пера лопатки по высоте (патент РФ №2247011, В23С 3/18, опубл. 27.02.2005 г.). При этом оба вида обработки выполняют за одну установку.
Недостатком известного способа, принятого за прототип, является то, что при чистовой обработке маложестких лопаток с небольшой толщиной и большой высотой пера возникают упругие отгибы и вибрации от сил резания при фрезеровании. Упругие отгибы пера лопатки снижают точность обработки и искажают теоретический профиль пера лопатки. Вибрации, возникающие при обработке, повышают шероховатость поверхностей пера лопаток, а также могут проявляться в виде глубоких волнообразных дроблений, требующих ручной слесарной зачистки. Также вибрации при обработке снижают стойкость используемого инструмента, в результате повышаются затраты на инструментальное оснащение.
Техническим результатом заявленного изобретения является повышение точности изготовления моноколес ГТД за счет повышения точности геометрии пера лопатки и качества поверхностного слоя при обработке лопатки ГТД фрезерованием концевыми фрезами на станках с ЧПУ.
Заявленный технический результат достигается тем, что в способе обработки моноколеса газотурбинного двигателя концевыми фрезами на станках с ЧПУ, включающем черновую обработку, при которой прорезают межлопаточные пазы в радиальном направлении, и чистовую обработку, при которой фрезеруют профиль пера лопатки по высоте, при черновой обработке межлопаточные пазы прорезают таким образом, чтобы каждый паз имел переменную ширину, уменьшающуюся в направлении ступицы моноколеса, а полученный при этом профиль пера лопатки имел пирамидально распределенный припуск, увеличивающийся в направлении ступицы моноколеса, причем перед чистовой обработкой полученный профиль пера лопатки с пирамидально распределенным припуском условно разделяют по высоте на 2-4 участка, а фрезеровку профиля пера каждой лопатки осуществляют путем последовательной обработки каждого из участков лопатки.
Выполнение межлопаточных пазов переменной ширины при черновой обработке с убыванием ширины паза в направлении ступицы моноколеса (от торца лопатки к ступице) и получение профиля пера лопатки с пирамидально распределенным припуском, увеличивающимся в направлении ступицы моноколеса, обеспечивает повышение жесткости лопатки при выполнении чистовой операции за счет большей величины припуска на лопатке у ступицы, чем у торца лопатки в продольном ее сечении после черновой обработки.
Разделение полученного профиля пера лопатки с пирамидально распределенным припуском по высоте условно на 2-4 участка (пояска) перед чистовой обработкой и выполнение фрезеровки профиля пера каждой лопатки путем последовательной обработки каждого из участков позволяет максимально использовать поддерживающий эффект увеличенного припуска на лопатки у ступицы.
Высоту участков (поясков) и их количество выбирают таким образом, чтобы консольный вылет пера лопатки при обработке давал минимальные упругие смещения и вибрации от сил резания, но при этом количество участков не должно быть слишком большим и должно обеспечивать необходимую производительность. В зависимости от различных конструкций и типоразмеров лопаток моноколес при чистовой обработке профиль пера лопатки разделяют на 2-4 участка. При чистовой обработке выполненные поверхности пера лопатки предшествующего участка больше не обрабатываются, а увеличенный припуск лопатки у ступицы моноколеса обеспечивает требуемую жесткость.
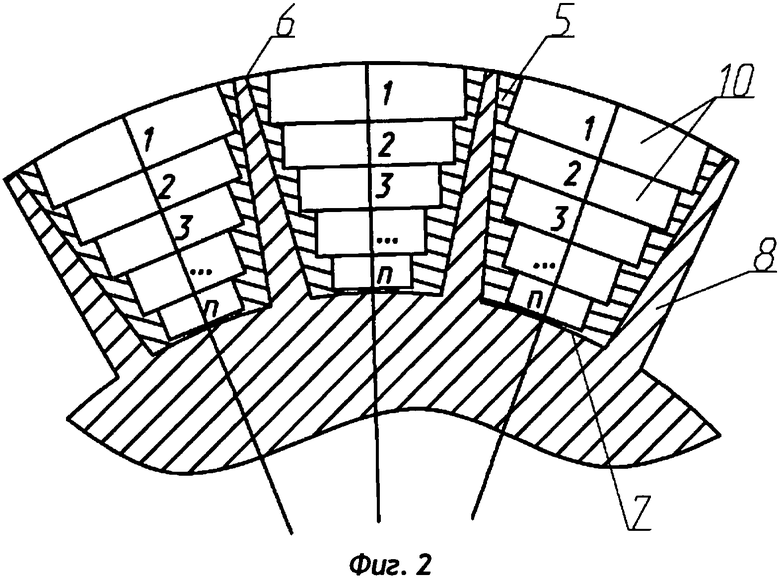
На фиг.1 изображена кинематическая схема обработки моноколеса концевой фрезой на многоцелевом обрабатывающем центре.
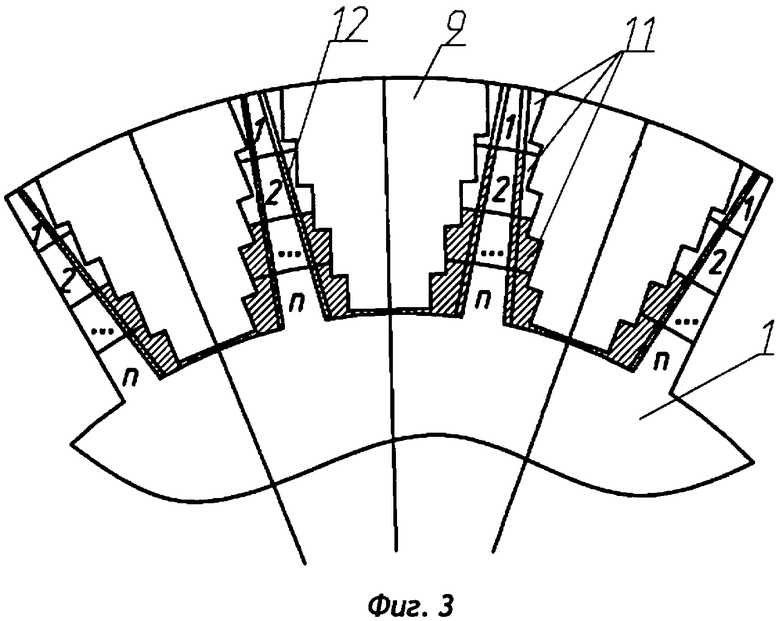
На фиг.2 изображена схема прорезания межлопаточных пазов при черновой обработке моноколеса.
На фиг.3 изображена схема снятия припусков при чистовой обработке моноколеса.
Способ обработки моноколеса газотурбинного двигателя осуществляется следующим образом.
Предварительно обработанную заготовку моноколеса 1 ГТД, выполненную в виде кольца, устанавливают на приспособление для обработки 2, которое крепят на столе 3 многоцелевого обрабатывающего центра (фиг.1). Стол 3 перемещается по направляющим и имеет возможность поворота вокруг оси O1-O1 на 360°. Обработку проточной части моноколеса 1 осуществляют фрезой 4, которая, вращаясь вокруг собственной оси со скоростью резания, перемещается в трех осях: X, Y, Z. Также фреза 4 имеет возможность вращения вокруг оси О2-О2 на +60° -110°.
Перед началом черновой обработки задают величину припуска 5 по торцу 6 лопатки и по ступице 7 моноколеса 1. Величина припуска 5 по ступице 7 должна обеспечивать необходимую жесткость при чистовой обработке, но при этом не затруднять доступ для черновой обработки ступицы 7 и не повышать трудоемкость чистовой операции. Величина припуска 5 по торцу 6 лопатки 8 задается минимально возможной и учитывает деформацию лопатки 8 после черновой обработки и операции термообработки.
При черновой обработке прорезают межлопаточные пазы 9 в радиальном направлении таким образом, чтобы каждый паз 9 имел переменную ширину, уменьшающуюся в направлении ступицы 7 моноколеса 1, а полученный при этом профиль пера лопатки 8 имел пирамидально распределенный припуск, увеличивающийся в направлении ступицы 7 моноколеса 1. При этом каждый паз 9 обрабатывается последовательно по каждому уровню 10 (впадине) между лопатками 8 на моноколесе 1 начиная с первого уровня 10 и до n-го уровня 10. Обработка выполняется до тех пор, пока межлопаточное пространство 9 не будет полностью освобождено на всю глубину до ступицы 7 в радиальном направлении. Глубина каждого паза 9 зависит от применяемого инструмента и возможности доступа в зону обработки. Ширина каждого уровня 10 паза 9 зависит от конструкции лопаток 8 и величины припуска 5, заданного на лопатке 8 для данного уровня. Ширина каждого последующего уровня 10 паза 9 меньше ширины предыдущего уровня 10, уменьшение ширины обрабатываемых пазов 10 формирует по высоте лопатки 8 неравномерное (пирамидальное) распределение припуска 5.
После черновой обработки может быть выполнена операция термообработки для снятия остаточных напряжений, возникающих из-за сил резания и нарушения уравновешенности сил в материале заготовки при прорезке межлопаточных пазов 9.
Перед чистовой обработкой полученный профиль пера лопатки 8 с пирамидально распределенным припуском 5 условно разделяют по высоте на 2-4 участка (пояска) 11.
Чистовая обработка выполняется по участкам 11. Фрезеровку профиля пера лопатки 8 осуществляют путем последовательной обработки каждого из участков 11 лопатки 8. Обрабатывая первый участок 11, сначала выполняют выравнивание припуска 5 первого участка 10 пера лопатки 8 до получения припуска 12, равномерно распределенного, эквидистантного по профилю пера лопатки 8. После чего концевыми фрезами 4 выполняют фрезерование припуска 12. Это позволяет повысить режимы резания на чистовой операции, сохраняя постоянство сил резания в точке контакта фрезы 4 с обрабатываемой поверхностью. При этом упругие отгибы пера лопатки 8 минимальны и снижается шероховатость поверхности. Черновой припуск на лопатке 8 по высоте оставшихся частей 11, который увеличивается к ступице 8, обеспечивает необходимую жесткость при обработке. При обработке по высоте лопатки 8 получается ступенчатое продольное сечение, которое постепенно обрабатывается по частям 11. Фрезерование частей 11 выполняют последовательно для всех лопаток 8 моноколеса 1, переходя от одной части 11 на следующую. При фрезеровании последующей части 11 поверхности лопатки 8 предшествующие части не обрабатываются. После чистового фрезерования пера лопатки 8 по всей высоте выполняют чистовую обработку ступицы 7 и сопряженного радиуса между ступицей 7 и лопаткой 8.
Таким образом, применение заявленного способа позволяет сохранять необходимую жесткость лопатки на стадии чистового фрезерования, что обеспечивает уменьшение величины возникающих при обработке упругих отгибов. Повышенные режимы обработки и постоянство сил резания на чистовой обработке снижает вибрации при обработке, что существенно повышает точность изготовления и качество обрабатываемых поверхностей маложестких лопаток моноколес.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Способ изготовления моноколеса ГТД из заготовки с обнаруженными при её обработке дефектами | 2015 |
|
RU2612108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ | 2010 |
|
RU2476296C2 |
Изобретение относится к области обработки металлов резанием и может быть использовано при фрезеровании концевыми фрезами лопаток моноколес газотурбинных двигателей (ГТД) на станках с числовым программным управлением. Способ обработки моноколеса газотурбинного двигателя концевыми фрезами на станках с числовым программным управлением включает черновую обработку и чистовую обработку. При черновой обработке прорезают межлопаточные пазы в радиальном направлении. Черновую обработку выполняют таким образом, чтобы каждый паз имел переменную ширину, уменьшающуюся в направлении ступицы моноколеса, а полученный при этом профиль пера лопатки имел пирамидально распределенный припуск, увеличивающийся в направлении ступицы моноколеса. Перед чистовой обработкой профиль пера лопатки с пирамидально распределенным припуском условно разделяют по высоте на 2-4 участка. При чистовой обработке фрезеруют профиль пера лопатки по высоте. Фрезеровку профиля пера лопатки осуществляют путем последовательной обработки каждого из участков лопатки. Повышается точность изготовления моноколес ГТД. 3 ил.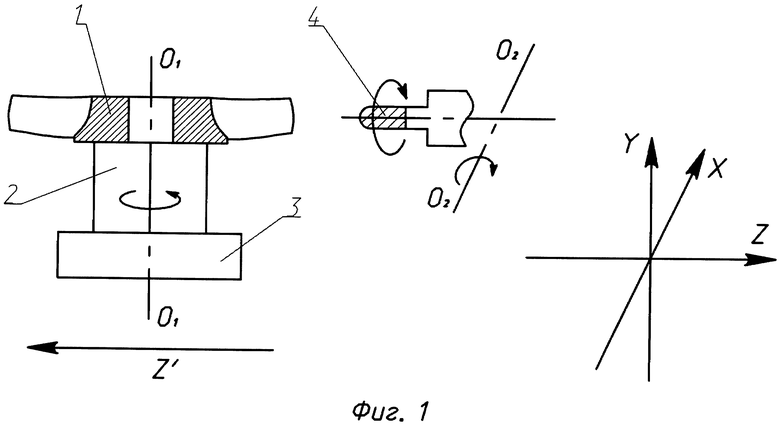
Способ обработки моноколеса газотурбинного двигателя концевыми фрезами на станках с числовым программным управлением, включающий черновую обработку, при которой прорезают межлопаточные пазы в радиальном направлении, и чистовую обработку, при которой фрезеруют профиль пера лопатки по высоте, отличающийся тем, что при черновой обработке межлопаточные пазы прорезают таким образом, чтобы каждый паз имел переменную ширину, уменьшающуюся в направлении ступицы моноколеса, а полученный при этом профиль пера лопатки имел пирамидально распределенный припуск, увеличивающийся в направлении ступицы моноколеса, причем перед чистовой обработкой профиль пера лопатки с пирамидально распределенным припуском условно разделяют по высоте на 2-4 участка, а фрезеровку профиля пера лопатки осуществляют путем последовательной обработки каждого из участков лопатки.
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| Инструмент для обработки криволинейных поверхностей | 1984 |
|
SU1271680A1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| RU 2003113572 А, 27.01.2005 | |||
| ЕР 1285714 А1, 26.02.2003 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

