i3f
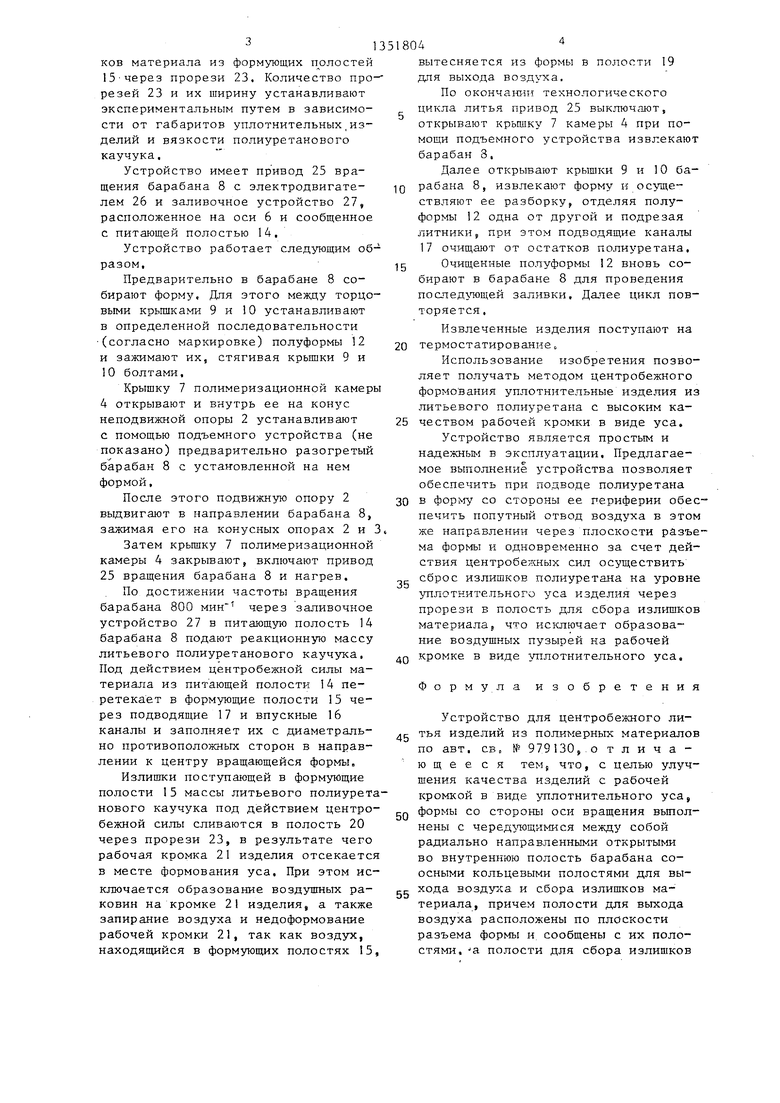
по плоскости разъема форм и сообщены с их полостями. Полости 20 ,цля сбора излишков материала выполнены с глухими основаниями 22 и сообщены ньшолненными в их стенке прорезями 23 с полостями 20 для выхода воздуха,, при этом основания 24 прорезей выполнены на уровне кромки стенки формы 12 для офомления уса изделия, а основания 22 полостей для сбора излишков материала расположены на большем диаметре, чем диаметр расположения оснований 24 прорезей,, Такое вы--- полнение устройства позволяет при
1
Изобретение относится к переработке полимерных материалов, в частности к центробежному литью уплотни- тельных изделий из литьевого поли- уретанового каучука; и является усовершенствованием нзобр€1тения по авт. ев, № 979130,
Цель изобретения - улучшение качества изделий с рабочей кромкой в виде уплотнительного уса.
На фиг, 1 показано пре,цлагаемое устройство, продольный .разрез j на фиг, 2 - узел 1 на фиг, Ij на фиг, 3 - вид А на фиг. 2,
Устройство содержит станину 1 с установленными на ней подвияяой 2 и неподвижной 3 конусными подшипниковыми опорами и полимеризационнук камеру 4 с нагревателями 5 j выполненную по горизонтальной оси б разъемной для открывания крышки 7,
Внутри камеры 4 размещен установленный на конусных опорах 2 и 3 барабан 8, выпсутненный в цилиндра со съемными торцовыми: крьшками 9 и 10 и укрепленный при помо1ци маховика 1 1 S
Б барабане 8 установлена состоящая из полуформ 12 двухместная кольцевая форма с перегородкой 13 па. крайней со стороны заливки полиуретана полуформе 12, Перегородка 13 образует с торцовой крышкой 10 барабана 8 питающую полость полиуретана.
4
подводе полиуретана в форму со стороны ее периферии обеспечить попутный отвод воздуха в этом же направлении через плоскости разъема формы и одновременно за счет действия центробежных сил осуществить сброс излишка полиуретана на уровне уплотнительного уса изделия через прорези в полость для сбора излишка материала, что исключает образование воздушных пузырей на рабочей кромке в виде уплотнительного уса, 3 ил.
Полуформы 12 образуют формующие полости 15 с диаметрально расположенными со стороны периферии формы впускными каналами 16 круглого се- чёния, Каналы 16 сообщены с подводящими каналами 17 и проходят через плоскость 18 разъема полуформ 12,
Со стороны оси вращения формы ме}кду полуформами ,12 имеются чере- дующиеся между собой и радиально направленные открь тые во внутреннюю область барабана соосные кольцевые полости 19 и 20 для выхода воздуха и сбора издишков материала соответственно ,
Полости 19 для выхода воздуха расположены в плоскостях 18 разъема формы и сообщены с формующими полостями 15 формы в месте рабочей кромки 21 в виде уса,, при этом ширина полостей 19 определяется размерами рабочей кромки 21 изделия. Полости 20 выполнены с глухими основаниями 22,
Полости 1.9 для выхода воздуха сообщены также с полостями 20 для сбора излишков материала поср.едством прорезей 23 в стенках полостей 20. Основания 24 прорезей 23 выполнены на уровне кромки стенки формы для оформления уса изделия, при этом основания 22 полостей 20 для сбора излишков материала расположены на большем диаметре, чем иаметр расположения оснований 24 прорезей 23, для обеспечения перетекания излиш
ков материала из формующих п олостей 15 Через прорези 23. Количество прорезей 23 и их ширину устанавливают экспериментальным путем в зависимости от габаритов уплотнительных,изделий и вязкости полиуретанового каучука.
Устройство имеет привод 25 вращения барабана 8 с электродвигателем 26 и заливочное устройство 27, расположенное на оси 6 и сообщенное с питающей полостью 14.
Устройство работает следующим образом.
Предварительно в барабане 8 собирают форму. Для этого между торцовыми крышками 9 и 0 устанавливают в определенной последовательности (согласно маркировке) полуформы 12 и зажимают их, стягивая крышки 9 и 10 болтами.
Крышку 7 полимеризационной камеры 4 открывают и внутрь ее на конус неподвижной опоры 2 устанавливают с помощью подъемного устройства (не показано) предварительно разогретый барабан 8 с установленной на нем формой.
После этого подвижную опору 2 выдвигают в направлении барабана 8, зажимая его на конусных опорах 2 и 3
Затем крышку 7 полимеризационной камеры 4 закрывают, вкл очают привод 25 вращения барабана 8 и нагрев.
По достижении частоты вращения барабана 800 мин через заливочное устройство 27 в питающую полость 14 барабана 8 подают реакционную массу литьевого полиуретанового каучука, Под действием центробежной силы материала из питающей полости I4 перетекает в формующие полости 15 через подводящие 17 и впускные 16 каналы и заполняет их с диаметрально противоположных сторон в направлении к центру вращающейся формы.
Излишки поступающей в формующие полости 15 массы литьевого полиуретанового каучука под действием центробежной силы сливаются в полость 20 через прорези 23, в результате чего рабочая кромка 21 изделия отсекается в месте формования уса. При этом исключается образование воздушных раковин на кромке 21 изделия, а также запирание воздуха и недоформование рабочей кромки 21, так как воздух, находящийся в формующих полостях 15
5
0
5
0
5
0
5
0
5
вытесняется из формы в полости 19 для выхода воздуха.
По окончаш и технологического цикла литья привод 25 выключают, открывают крьпнку 7 камеры 4 при помощи подъемного устройства извлекают барабан 8,
Далее открывают крышки 9 и 10 барабана 8, извлекают форму н осуществляют ее разборку, отделяя полуформы 12 одна от другой и подрезая литникир при этом подводящие каналы 17 очищают от остатков полиуретана.
Очищенные полуформы I2 вновь собирают в барабане 8 для проведения послед тощей заливки. Далее цикл повторяется ,
Извлеченные изделия поступают на термостатирование
Использование изобретения позволяет получать методом центробежного формования уплотнительные изделия из литьевого полиуретана с высоким качеством рабочей кромки в виде уса.
Устройство является простым и надежньм в эксплуатации. Предлагаемое выполнение устройства позволяет обеспечить при подводе полиуретана в со стороны ее периферии обеспечить попутный отвод воздуха в этом же направлении через плоскости разъема формы и одновременно за счет действия центробемшых сил осуществить сброс излишков полиуретана на уровне уплотнительного уса изделия через прорези в полость для сбора излютков материала, что исключает образование воздушных пузырей на рабочей кромке в виде уплотнительного уса.
Форм у л а изобретения
Устройство для центробежного литья изделий из полимерных материалов по авт, св. № 979130,-О т л и ч а - ю щ е е с я тем, что, с целью улучшения качества изделий с рабочей кромкой в виде уплотнительного уса, формы со стороны оси вращения выполнены с чередующимися между собой радиально направленными открытыми во внутреннюю полость барабана со- осными кольцевыми полостями для выхода воздуха и сбора излишков материала, причем полости для выхода воздуха расположены по плоскости разъема формы и. сообщены с их полостями, а полости для сбора излишков
материала выполнены с глухими основаниями и сообщены выполненными в их стенке прорезями с полостями для выхода воздуха, при этом основания
прорезей выполнены на уровне кромки 5 положения оскований прорезей,
1351804-5 .
стенки формь для оформления уса изделия, а основания полостей для сбора излишков материала расположены на большем диаметре 5 чем диаметр рас/ /
7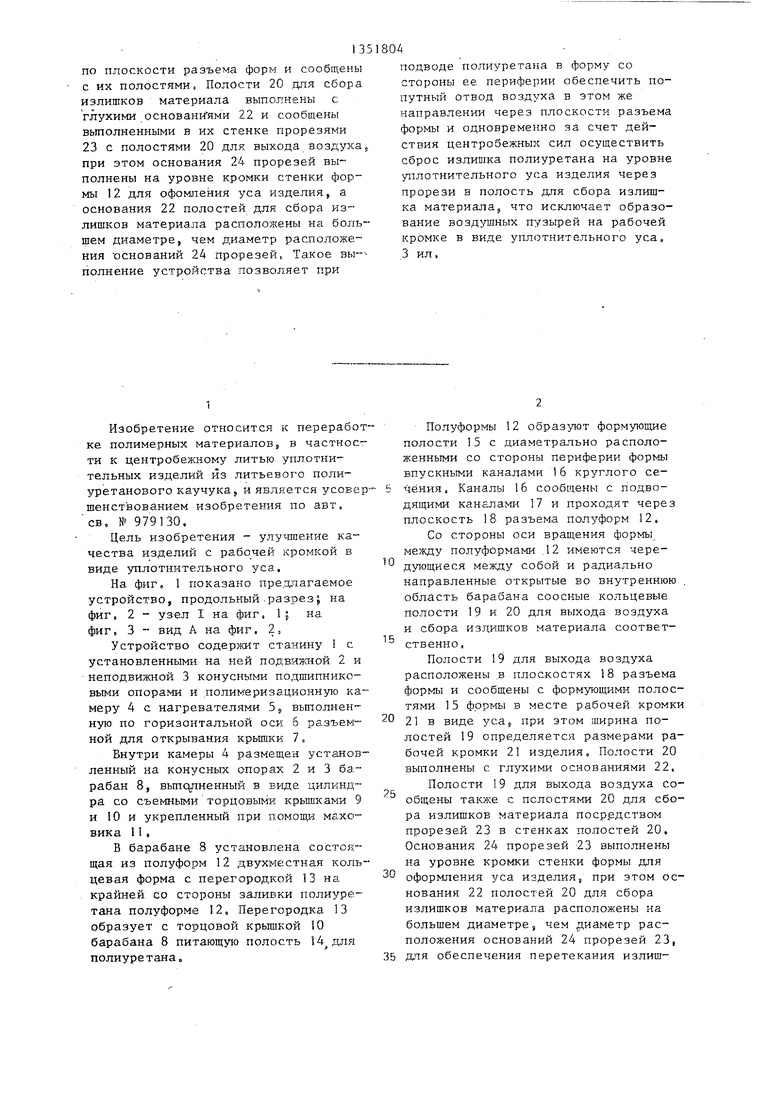
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья изделий из полимерных материалов | 1981 |
|
SU979130A1 |
| Установка для центробежного формования втулок из полимерных материалов | 1988 |
|
SU1669739A1 |
| Форма для изготовления шаровых полимерных изделий с арматурой | 1989 |
|
SU1703486A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2005 |
|
RU2399489C2 |
| САМОРАЗГРУЖАЮЩИЙСЯ СЕПАРАТОР ДЛЯ ЖИДКОСТИ | 1999 |
|
RU2171701C2 |
| Способ получения полимерного покрытия | 1988 |
|
SU1613351A1 |
| Способ изготовления сферообразных двухслойных изделий из полиуретана | 2015 |
|
RU2628392C2 |
| Способ переработки литьевого полиуретанового каучука в изделия | 1980 |
|
SU939254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ ИЗ ПОЛИУРЕТАНА | 2012 |
|
RU2484341C1 |
Изобретение относится к области переработки полимерных материаловj в частности к центробежному литью в замкнутых формах литьевого поли/ уретанового каучука, и может быть использовано в химической промьгатен- ности и специализированных производствах других отраслей при изготовлении концентрических уплотнительных колец различного сечения, преимущественно крупногабаритных со сложным профилем. Изобретение усовершенствует устройство по авт. св. № 979130. Цель изобретения - улучшение качества изделий с рабочей кромкой в виде уплотнительного уса. Для достижения цели формы 12 со стороны оси вращения выполнены с чередующимися между собой радиально направленными открытыми во внутреннюю полость барабана соосными кольцевыми полостями 19 для выхода воздуха и полостями 20 сбора излишков материала, причем полости для выхода воздуха расположены J f i (Л гз ZJ 19 1Z оэ ел « оо о 4 дзиз..
ffijffA
Редактор А, Маковская
С оставит ел ь И, Фр олова Техоед ЛЛЗлийньк
Заказ 5528/14Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 130355 Москва,, }К--35г Раушская -иаб. д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, у.н. Проектная, ч
Корректор И, Myска
| Устройство для центробежного литья изделий из полимерных материалов | 1981 |
|
SU979130A1 |
| Солесос | 1922 |
|
SU29A1 |
