Область техники, к которой относится изобретение
Изобретение относится к композитной металл-полимерной детали, к способу ее изготовления и к ее применению, в частности, в сфере автотранспортных и перевозочных средств.
Уровень техники
Композитные детали делают возможным внесение вклада в облегчение конструкций автотранспортных средств.
В частности, из патента FR 2866592 известно изготовление для этой цели детали, включающей лист стали, покрытый одной или несколькими пристающими пленками полимера, имеющими толщину, равную, по меньшей мере, 0,1 миллиметра. Данная деталь, в основном в форме рулона, должна быть способной выдерживать воздействие всех технологических стадий (погрузочно-разгрузочные работы, разрезание, изгибание, чеканка, пробивание отверстий и тому подобное).
Кроме того, данные детали должны абсолютно выдерживать прохождение через катодное нанесение гальванического покрытия и нанесение всех слоев краски на лицевую поверхность на стороне стали. Таким образом, весь способ окрашивания автотранспортного средства может быть перенесен на данный композит, как на обычную металлическую поверхность, при тех же самых красках и тех же самых толщинах и, таким образом, в конечном счете, при том же самом внешнем виде после окрашивания. Нанесение гальванического покрытия представляет собой промышленный способ окрашивания, использующийся, в частности, в промышленности изготовления автотранспортных средств, который заключается по существу в погружении детали в ванну для окрашивания, где деталь используют в качестве катода и под действием электрического тока стимулируют миграцию частиц краски в суспензии в ванне. После этого краску отверждают в печи.
Следовательно, таким образом, деталь должна быть способной выдерживать прохождение через атмосферу при температуре в диапазоне от 150 до 210°С в течение приблизительно 30 минут и не должна проявлять наличия областей усадки, текучести, ползучести или внутренних напряжений, которые могут в результате привести к растрескиванию, расщеплению, деформированию или расслаиванию между металлом и полимером. Ее термостойкость должна быть достаточно высокой для обеспечения стойкости во время проведения стадий подготовки поверхности и обработки поверхности металла и всех стадий отверждения различных слоев краски. Цикл отверждения для слоя гальванического покрытия является наиболее суровым для полимера в сопоставлении с другими циклами отверждения для слоев краски: грунтовки, покрытия основы и прозрачного покрытия.
Кроме того, изготовление данной детали должно быть совместимым с выработками технологических линий, а в частности, с выработкой технологической линии гальванизации или выработкой технологической линии нанесения покрытия, также известных под наименованием выработки технологической линии нанесения многослойного покрытия. Это предполагает наличие у полимерной пленки большой толщины (обычно 300 мкм) и ее использование в виде очень широкого рулона (обычно 1,5 м) для совместного ламинирования на лист стали при скоростях, которые могут находиться в диапазоне вплоть до 180 м/мин.
В заключение при эксплуатации автотранспортного средства деталь должна выдерживать воздействие вариаций температуры в диапазоне от -40°С до 80°С.
Из патента US 4229504 известно обращение к полимеру, содержащему от 10 до 70% неорганических наполнителей и от 30 до 90% смеси, которая образована из 50-75% полиолефина и 25-50% эластомера. Данный полимер в комбинации с облицовкой металла не проявляет ползучести во время проведения стадии нанесения гальванического покрытия. Однако высокие доли эластомера и неорганических наполнителей, необходимые для достижения сопротивления ползучести, ухудшают механические свойства полимера, такие как его жесткость и его относительное удлинение, а также препятствуют изготовлению гомогенных и очень широких пленок в результате экструдирования.
Раскрытие изобретения
Цель изобретения заключается в устранении недостатков предшествующего уровня техники в результате предложения полимерной смеси, которая может быть экструдирована в форме, совместимой со способом изготовления композитной детали, и композитной детали, которая выдерживает воздействие стадии нанесения гальванического покрытия.
С этой целью композитная деталь изобретения включает, по меньшей мере, один лист стали, имеющий покрытие из, по меньшей мере, одной полимерной пленки, полученной заранее в результате экструдирования полимерной смеси, содержащей, по меньшей мере, следующие компоненты:
- полимер, образованный из дисперсии эластомерных глобул в полипропиленовой матрице, при этом доля эластомера в матрице является меньшей чем 20% (мас.) от общей массы матрицы и эластомера,
- первый антиоксидант из семейства фенольных антиоксидантов в количестве, большем или равном 0,2% (мас.),
- второй антиоксидант из семейства антиоксидантов, разлагающих гидроперекиси, в количестве, большем или равном 0,1% (мас.),
- армирующий наполнитель в количестве, меньшем чем 10%.
Композитная деталь изобретения также обладает следующими далее необязательными характеристиками, взятыми индивидуально или в комбинации:
- доля эластомера в матрице находится в диапазоне от 8 до 20% (мас.) от общей массы матрицы и эластомера,
- первый антиоксидант присутствует в полимерной смеси в количестве 0,2%, а второй антиоксидант присутствует в полимерной смеси в количестве 0,1%,
- наполнитель представляет собой микротальк, композитная деталь дополнительно включает полимерный слой функционализованного полиолефина на нижней стороне полимерной пленки,
- полимерная пленка покрыта полимерным слоем функционализованного полиолефина,
- композитная деталь дополнительно содержит между листом стали и полимерной пленкой грунтовку, нанесенную на лист стали, и/или адгезив, нанесенный на грунтовку.
Изобретение также относится к способу изготовления композитной детали, по существу характеризующемуся тем, что он включает, по меньшей мере, одну стадию экструдирования полимерной смеси в форме пленки и одну стадию совместного ламинирования полученной полимерной пленки на лист стали, при необходимости покрытый грунтовкой и адгезивом. Полимерную смесь при необходимости соэкструдируют с полимерным слоем функционализованного полиолефина.
В заключение изобретение относится к применению описывавшейся выше композитной детали изобретения в сфере автотранспортных средств.
Применение композитной детали изобретения может также включать следующие далее необязательные характеристики, взятые индивидуально или в комбинации:
- композитную деталь профилируют в результате чеканки, штампования, гидравлического формования или формования,
- композитную деталь используют для изготовления деталей в результате литья на основание.
Во всех частях текста термин «лист стали» будет пониматься как обозначение стальной подложки, при необходимости покрытой металлическим покрытием в результате проведения гальванизации или электроосаждения и при необходимости имеющей покрытие, нанесенное в результате проведения обработки поверхности, такой как конверсионная обработка.
Лучшее понимание изобретения будет получено после прочтения следующего далее описания осуществления изобретения.
Осуществление изобретения
Как к удивлению было установлено авторами заявленного изобретения, комбинация из полимера, образованного из дисперсии эластомерных глобул в полипропиленовой матрице, и небольших количеств антиоксидантов и неорганических наполнителей, таких как микротальк, делает возможным получение, с одной стороны, полимерной смеси, которая может быть экструдирована в виде очень толстой и очень широкой пленки, а с другой стороны, композитной детали, которая выдерживает воздействие стадии нанесения гальванического покрытия.
Полимерная смесь в своей основе имеет полипропиленовую матрицу, которая обеспечивает достижение наилучшего компромисса по свойствам при использовании (механическим, изолирующим и звукозаглушающим), материальным затратам и оказанию неблагоприятного воздействия на окружающую среду (уменьшение массы, уменьшение высвобождающихся летучих органических соединений). Данная матрица может быть образована только из одного полипропилена или из смеси из нескольких полипропиленов. Предпочтительным будет использование изотактического полипропилена, характеризующегося среднемассовой молярной массой, равной приблизительно 400000 г/моль, и значением индекса текучести расплава, равным приблизительно 2, что вносит свой вклад в прочность полимерной пленки при -40°С.
К данной матрице добавляют эластомер с долями в диапазоне от 8 до 20% (мас.) эластомера в полипропиленовой матрице. Данный эластомер может представлять собой, например, каучуки ЭПК (этилен/пропиленовый каучук) или ЭПДМ (терполимер этилена/пропилена/диенового мономера). Его вводят в полипропиленовую матрицу в виде дисперсной фазы, что означает гомогенное распределение эластомерных глобул в полипропиленовой матрице.
Данные эластомерные глобулы выполняют функцию концентратора напряжения, что останавливает распространение трещин. Добавление эластомера в данном случае делает возможным переход от режима хрупкого разрушения к режиму пластического разрушения.
При содержании эластомера в матрице ниже 8% (мас.) холодостойкость полимерной пленки считается недостаточной. При содержании эластомера выше 20% диспергирование эластомерных глобул в полипропиленовой матрице ухудшается, и эластомер начинает растворяться в матрице и пластифицирует ее. Указанное пластифицирование является в особенности вредным, поскольку оно в результате приводит к потере жесткости полимерной пленки.
Предпочтительным будет использовать каучук ЭПК в количестве в диапазоне от 14 до 17%, что обеспечивает наилучший компромисс между эксплуатационными характеристиками по холодостойкости полимерной пленки и качеством дисперсной фазы.
Полимерная смесь, соответствующая изобретению, подвергается воздействию трех последовательных фаз высоких термических напряжений, которые представляют собой экструдирование, стадию нанесения гальванического покрытия и фазу эксплуатации в течение всего срока службы транспортного средства. Для сведения к минимуму повреждения полимерной смеси во время проведения данных трех фаз данная смесь включает дополнительные добавки.
Во-первых, во избежание повреждения во время проведения экструдирования и стадии нанесения гальванического покрытия полимерная смесь содержит смесь из двух антиоксидантов. Первый антиоксидант относится к семейству фенольных антиоксидантов. Данный первый антиоксидант будет действовать в основном во время проведения экструдирования полимерной смеси, предотвращая окисление второго антиоксиданта.
Второй антиоксидант относится к семейству антиоксидантов, разлагающих гидроперекиси. Помимо прочего, он будет оказывать воздействие на температуростойкость полимерной пленки во время нанесения гальванического покрытия.
Отличительный признак данной смеси обуславливается синергизмом между данными двумя антиоксидантами, что делает возможным прохождение полученной полимерной пленки на основе полимера, который сам по себе не выдерживает воздействия стадии нанесения гальванического покрытия, через данную операцию без повреждения или появления областей усадки или напряжений в органической пленке, что может в результате привести к расслаиванию между металлом и полимером.
Данный синергетический эффект действует только для специфических соответствующих количеств данных двух антиоксидантов в полимерной смеси, а именно не менее 0,2% (мас.) от полимерной смеси для первого антиоксиданта и не менее 0,1% (мас.) от полимерной смеси для второго антиоксиданта.
Как продемонстрировали испытания, проведенные с одинаковыми процентными уровнями содержания в 0,1% (мас.) от полимерной смеси для обоих антиоксидантов, получающаяся в результате композитная деталь не выдерживает стадию нанесения гальванического покрытия.
В качестве первого антиоксиданта предпочтительно может быть использован пентаэритриттетракис(3-(3,5-ди(трет-бутил)-4-гидроксифенил)пропионат), продаваемый под товарными знаками Irganox® и Ethanox®.
В качестве второго антиоксиданта предпочтительно может быть использован ароматический фосфит, а говоря более конкретно, трис(2,4-ди(трет-бутил)фенил)фосфат, продаваемый под товарным знаком Ethaphos®.
Во-вторых, в ходе всего срока службы автомобиля полимер должен по возможности в меньшей степени утрачивать свои эксплуатационные характеристики. Таким образом, для данного полимера в дополнение к его температуростойкости предпочтительной является абсолютная стойкость в условиях воздействия окружающей среды: термохимическое старение (высокие температуры), термоокислительное старение (температура и кислород), химическое старение в жидкой среде (вода, химические реагенты (соль, выбросы пачкающей и коррозионно-активной грязи, бензин, масло и тому подобное)). Кроме того, также желательным является выдерживание композитом во время эксплуатации воздействия погодных изменений (от -40°С до +80°С), как это разъяснялось выше, и механических воздействий (ударов гравия, продуктовых тележек супермаркетов).
С этой целью в полимерную смесь также добавляют армирующие наполнители в количестве, меньшем чем 10% (мас.). При использовании в количестве выше 10% (мас.) наполнители оказывают неблагоприятное воздействие на относительное удлинение при разрыве полимерной пленки, а их твердость имеет тенденцию приводить к появлению отметин на поверхности профилированных композитных деталей, что придает данной поверхности качество, непригодное для использования композитной детали в секторе автотранспортных средств.
Данные наполнители позволяют, в частности, сделать возможными уменьшение количества антиоксидантов, присутствующих в полимерной смеси, при одновременном использовании преимуществ описывавшегося выше синергетического эффекта и, таким образом, избегание избыточного модифицирования свойств полимера. Наполнители увеличивают термостойкость и механическую прочность, и они придают полимерной пленке удовлетворительную ударную вязкость при -40°С, а также хорошую жесткость при +80°С.
Кроме того, наполнители вносят существенный вклад в сведение к минимуму усадки полимерной пленки во время проведения фазы нанесения гальванического покрытия. Данные наполнители выполняют функцию точек сшивания, улучшающих стабильность аморфных цепей, и концентраторов напряжения. Таким образом, они улучшают стабильность геометрических размеров полимерной пленки.
Могут быть использованы известные наполнители любого типа (неорганические, органические, металлические), например, доломит, карбонат кальция, карбонат магния, известь, кварц, нитрид бора, сульфид цинка, каолин, волластонит, диоксид титана, диоксид кремния, монтмориллонит (наноглина), стеклянная дробь, стекловолокно, углеродное волокно, тальк, слюда, технический углерод, пластинчатый графит, углеродные нанотрубки, волокно из нержавеющей стали, фосфиды металлов, полиамидное волокно и целлюлозные наполнители.
Предпочтительным является использование микроталька, который включает пластинки, имеющие размер, меньший чем микрон. Его продают, в частности, в гранулированной форме маточной смеси (при этом маточная смесь в своей основе имеет полипропилен и микротальк) в компании Multibase, Dow Corning group. Микротальк в гранулированной форме маточной смеси является выгодным в том смысле, что он делает возможным получение очень хорошей дисперсии в полимерной смеси и, таким образом, в конечном счете, очень хорошего внешнего вида поверхности. Кроме того, при содержании всего лишь от 2 до 9% (мас.) микроталька полимерная пленка сохраняет свое относительное удлинение, свой внешний вид и свою гибкость при одновременном значительном улучшении механических свойств полимерной пленки. Указанный процентный уровень содержания микроталька также облегчает экструдирование пленки в результате незначительного увеличения вязкости полимерной смеси. С другой стороны, при содержании выше 10% наполнители, которые являются очень твердыми, в результате приводят к преждевременному износу экструзионных устройств.
Кроме того, во время проведения стадии экструдирования пленки при температуре экструдирования полипропилена, по-видимому, не возникает какого-либо химического взаимодействия или несовместимости между антиоксидантами и микротальком, что может в результате привести к повреждению пленки или изменению ее полукристаллической структуры или потере ее свойств, или ее внешнего вида, или ее долговечности.
Кроме того, в сопоставлении с другими наполнителями при использовании микроталька значительно уменьшается усадка полимерной пленки во время проведения стадии нанесения гальванического покрытия. Это обуславливается тем, что данный микротальк имеет форму пластинок, которые становятся ориентированными в направлении экструдирования. Таким образом, данные пластинки более эффективно противодействуют усадке и придают последней гомогенность в двух направлениях экструдирования - поперечном и продольном.
В дополнение к этому для придания полимерной пленке проводимости и, таким образом, способности воспринимать краску (жидкую или в виде порошка), осажденную электролитически или электростатически, можно предусмотреть введение в полимерную смесь проводящих наполнителей (сферических, или пластинчатых, или иглообразных, или волокнистых).
Независимо от своего использования в секторе автотранспортных средств полимерная пленка должна оптимизированным образом приставать к листу стали.
Для этого предусматриваются проведение для листа, например, при покидании ванны гальванизации, обработки поверхности и осаждение органической грунтовки в результате нанесения покрытия (для технологической линии нанесения покрытия). Технология, использующаяся в технологических линиях нанесения покрытия для полосовой стали, заключается в нанесении на рулон противокоррозионной грунтовки. Данная органическая грунтовка, обычно с толщиной в диапазоне от 6 до 10 микронов, обеспечивает защиту металла и получение превосходной адгезии между металлическим и органическим слоями. Кроме того, данная грунтовка должна быть чрезвычайно гибкой для обеспечения профилирования композита. Грунтовки обычно представляют собой смеси на основе смолы сложного полиэфира, которая сшивается в присутствии отвердителя меламинового и/или изоцианатного типа. Данные грунтовки также содержат неорганические пигменты и ингибиторы коррозии. В контексте данного композита благоприятным является использование чрезвычайно гибкой грунтовки, в основном имеющей очень высокие молярные массы и характеризующейся чрезвычайно высокой адгезией металл/полимер. Как было установлено, вследствие протекторной роли металлического покрытия, а также вследствие не использующей хрома обработки поверхности (конверсионная обработка) и наличия грунтовки кромочная коррозия на уровне композита в значительной степени сводится к минимуму.
Данная грунтовка может быть покрыта адгезивом. Указанный адгезив также наносят на рулоны в результате нанесения покрытия, обычно с толщиной в диапазоне от 3 до 20 мкм; он должен образовать абсолютно непрерывную пленку при использовании условий промышленной технологической линии (скорость технологической линии вплоть до 180 м/мин). Данный адгезив может относиться к семейству эпоксидов, но также и к семейству сложных полиэфиров. Равным образом, его будет нужно выбирать в связи с его превосходной совместимостью с грунтовкой и полипропиленом, но, само собой разумеется, также и в связи с отсутствием у него усадки во время отверждения композита. Благодаря адгезиву улучшается адгезия между полимерной пленкой и листом стали. В качестве адгезива могут быть выбраны адгезив Morad® от компании Rohm & Haas или адгезивы с обозначениями FL200 или HL 406, которые продаются в компании Kommerling.
В альтернативном варианте, оставаясь в рамках изобретения, также можно предложить замену адгезива и/или грунтовки пристающим полимерным слоем, образованным из полиолефина, функционализованного для придания ему полярности и, таким образом, обеспечения приставания между листом стали и полимерной пленкой, при этом данный слой обеспечивает приставание полимерной пленки к листу стали. Данный пристающий слой будет либо осажден непосредственно на металл, либо будет экструдирован с полимерной смесью, соответствующей изобретению. Однако данный полимерный слой сам по себе должен выдерживать стадию нанесения гальванического покрытия и соответствовать другим требованиям, необходимым для сферы автотранспортных средств. Для этой цели предпочтительным будет выбор полипропилена, привитого малеиновым ангидридом.
Полимерную пленку предпочтительно изготавливают в соответствии с обычным способом экструдирования. Полимер, антиоксиданты и наполнители в форме гранул вводят в терморегулируемую цилиндрическую камеру, внутри контрой вращается бесконечный шнек, который замешивает гранулы и транспортирует их до экструзионной головки для получения гомогенной смеси в канале плавления. После этого экструзионная головка придает пластичной массе форму пленки, имеющей толщину, равную приблизительно 300 микрометрам, и данную пленку наносят на лист стали, при необходимости имеющий покрытие из грунтовки и в надлежащем случае из адгезива или пристающего слоя привитого полипропилена.
После этого получают композитную деталь, которую для областей применения автотранспортных средств впоследствии будут профилировать, например, в результате чеканки, и подвергать окрашиванию (фосфатирование, нанесение гальванического покрытия, осаждение и отверждение для всех слоев краски). Для детали также могут быть проведены разрезание, пробивание отверстий и сборка в результате сболчивания или сваривания с другими термопластами под действием ультразвука. Для того чтобы не вносить вклад в появление каких-либо отметин во время профилирования композита полимерная пленка будет гомогенной, имея превосходный внешний вид. В частности, необходимо отметить то, что композитной детали, соответствующей изобретению, свойственно преимущество в виде получения из термопластичной полимерной пленки, совместимой со способом литья на основание, состоящим из формования пластика поверх или вокруг детали.
Также можно придать полимерной лицевой поверхности композитной детали совместимость с адгезивами и мастиками из сектора автотранспортных средств. Это обуславливается важностью приставания к полимерной лицевой поверхности при изготовлении некоторых деталей автотранспортных средств, таких как, например, планки дверных порогов, конструкционных или полуконструкционных адгезивов, герметизирующих мастик или корректирующих мастик, которые имеют различную химическую природу, таких как эпоксидные, полиуретановые и резиновые.
Полипропиленовая матрица, использующаяся в настоящем изобретении, имеет химическую природу, которая не обеспечивает адгезию адгезивов и мастик. Для устранения данного недостатка можно либо функционализовать матрицу, либо осадить на полимерную пленку слой адгезива, совместимый, с одной стороны, с полипропиленом, а с другой стороны, с адгезивами и мастиками из сектора автотранспортных средств.
Предпочтительным будет использование слоя адгезива, содержащего полиолефин, функционализованный при использовании полярных функциональных групп, таких как в случае акрилатов и малеинового ангидрида. Данный слой адгезива может быть либо непосредственно осажден на полимерную пленку, например, в результате совместного ламинирования или нанесения покрытия, либо соэкструдирован с полимерной смесью, соответствующей изобретению. Предпочтительно он будет иметь толщину в диапазоне от 30 до 100 мкм. Предпочтительным будет использование слоя полипропилена, привитого малеиновым ангидридом, такого как Priex® 25050, что продают в компании Addcomp.
В заключение необходимо отметить одно значительное преимущество композитной детали изобретения, где данное преимущество, собственно говоря, заключается в настолько хорошей адгезии между металлом и полимером, что, таким образом, данный композит может оказаться пригодным для повторного использования; таким образом, он выдерживает воздействие шлифования и разрезания на полосы.
Для иллюстрирования изобретения были проведены испытания, которые будут описаны в качестве неограничивающих примеров.
Испытания
Модуль Юнга и относительное удлинение при разрыве измеряют в соответствии со стандартом ASTM D368 при использовании образцов для испытаний, относящихся к типу М-II и полученных из одной только полимерной пленки, при скорости испытания 50 мм/мин и при 23°С. Модуль Юнга Е должен быть большим чем 1000 МПа, а относительное удлинение при разрыве должно быть большим, чем у использующейся стали.
Адгезию полимерной пленки к листу стали оценивают при использовании стандартизованного испытания на отслаивание (IS011339). Исходя из образцов для испытаний с размерами 200 мм × 25 мм край полимерной пленки вводят в захват устройства для испытания на растяжение, с одной стороны, и край металла вводят во второй захват, с другой стороны. Усилие, необходимое для отслаивания пленки при скорости смещения захватов 100 мм/мин, свидетельствует об адгезии пленки. Адгезию пленки будут считать достаточной в случае превышения сопротивлением отслаиванию 2 даН/см. Данное испытание проводят, с одной стороны, при использовании образцов для испытаний, выдержанных при температуре окружающей среды, а с другой стороны, - образцов для испытаний, которые подвергли воздействию стадии катодного нанесения гальванического покрытия, а именно выдерживания при 175°С в течение 30 мин.
Усадку полимерной пленки во время проведения стадии нанесения гальванического покрытия оценивают в результате воздействия на стаканчик, полученный в результате чеканки из композитной детали, температуры 210°С в течение 45 мин. Из композитной детали вырезают диск, имеющий диаметр 150 мм, а после этого при использовании пуансона проводят чеканку при 25 мм/мин для достижения глубины 50 мм. По истечении 45 мин при 210°С возможную усадку пленки измеряют вручную на горловине стаканчика. Усадка полимерной пленки должна быть меньшей чем 2 мм в любой точке горловины.
Температуростойкость полимерной пленки оценивают в испытании на ползучесть, при этом композитную деталь в вертикальном положении подвергают воздействию температуры 210°С в течение 30 мин. Температуростойкость пленки будет удовлетворительной в случае отсутствия ползучести.
Холодостойкость полимерной пленки оценивают в результате воздействия на композитную деталь, выдерживаемую при -40°С, удара стальным шариком, имеющим диаметр 25 мм и массу 66,8 г и сброшенным с высоты 1 м. Диаметр области разрушения полимерной пленки в точке удара измеряют вручную. Данное испытание проводят при использовании образцов для испытаний, которые подвергли воздействию стадии катодного нанесения гальванического покрытия, а именно выдерживанию при 175°С в течение 30 мин. Разрушение пленки должно быть лимитировано очень ограниченной областью, обычно имеющей диаметр 1-2 мм.
Во время проведения испытаний на экструдирование для полимерной смеси также обращают внимание и на то, чтобы экструдирование протекало бы без образования отложений в экструзионной головке, то есть, другими словами, без образования агломератов на выходной щели головки экструдера. Смеси, у которых происходит захват материалов, образовавших отложения в экструзионной головке, отбрасываются вследствие негомогенности полученной полимерной пленки.
Во время проведения испытаний на совместное ламинирование для полимерной пленки в целях изготовления композитной детали, совместимой с технологическими линиями гальванизации и нанесения покрытия, обращают внимание также и на то, чтобы пленка могла бы быть подвергнута совместному ламинированию при скоростях, больших чем 50 м/мин.
Совместимость полимерной лицевой поверхности композитной детали с адгезивами и мастиками из сектора автотранспортных средств оценивают, проводя испытание на растяжение при использовании образца для испытаний, полученного из полосы композитной детали, соответствующей изобретению, и из полосы оголенного металла, при этом две полосы садгезивывают на части их поверхности при использовании адгезивов и мастики, представляющих те, которые используют в секторе автотранспортных средств. Адгезивы, выбранные для проведения испытания, представляют собой адгезивы с обозначениями BM1496V® (конструкционный адгезив на эпоксидной основе, продаваемый в компании Dow), RB10BV® (полуконструкционный адгезив на каучуковой основе, продаваемый в компании Revocoat) и Terostat 1159® (корректирующая мастика, продаваемая в компании Henkel). Максимальное напряжение, полученное во время испытания на растяжение, сопоставляют с тем, что получают для эталонного образца, образованного из двух полос, изготовленных из оголенного металла. Результат не должен отклоняться более чем на 30% от значения для эталонного образца.
Примеры
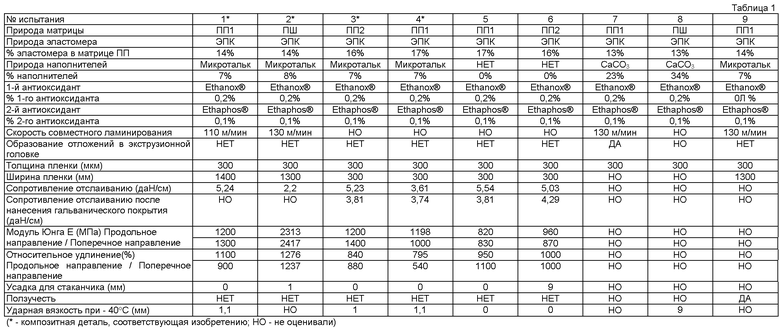
Характеристики нескольких полученных композитных деталей и полученные свойства суммарно представлены в таблице 1. ПП1 и ПП2 представляют собой два изотактических полипропилена, которые различаются по своему уровню содержания геля. Их продают в компании Total Petrochemicals под обозначениями РРС3650 и РРС3666 соответственно, и они уже включают каучук ЭПК.
Как было установлено, только композитные детали, соответствующие изобретению, демонстрируют требуемые технические характеристики: Это обуславливается тем, что:
- в отсутствие армирующих наполнителей (испытания №5 и 6) полимерная пленка характеризуется недостаточным модулем Юнга при 20°С и может демонстрировать значительную усадку в испытании на усадку при использовании стаканчика,
- в присутствии высоких уровней содержания наполнителей (испытания №7 и 8), в частности, наблюдаются образование отложений в экструзионной головке и неудовлетворительная ударная вязкость при -40°С,
- в случае процентного уровня содержания первого антиоксиданта, меньшего чем 0,2% (испытание №9), полимерная пленка демонстрирует ползучесть в испытании на ползучесть.
Результаты по компатибилизации для адгезивов и мастик из сектора автотранспортных средств, полученные при использовании слоя адгезива, соэкструдированного с полимерной смесью, соответствующей изобретению, суммарно представлены в таблице 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2600651C2 |
| ВИНИЛОВАЯ ЛЕНТА ДЛЯ МЕХАНИЧЕСКОЙ И АНТИКОРРОЗИОННОЙ ЗАЩИТЫ | 2011 |
|
RU2545297C2 |
| САМОКЛЕЯЩИЙСЯ СЛОИСТЫЙ МАТЕРИАЛ | 2006 |
|
RU2350479C1 |
| ГРУНТОВКА ДЛЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 1994 |
|
RU2090584C1 |
| ГРУНТОВКА ДЛЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 1994 |
|
RU2088621C1 |
| Бесхроматная быстросохнущая защитная грунтовка | 2022 |
|
RU2803990C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИОЛЕФИНОВ "ДОНРАД-ЭКСТРА" | 1997 |
|
RU2124439C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ДЕТАЛИ | 2005 |
|
RU2378078C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ И ЕГО ПРИМЕНЕНИЕ | 2018 |
|
RU2779344C2 |
| КОМПОЗИТНАЯ ПЛЕНКА | 2020 |
|
RU2804428C1 |
Изобретение относится к получению композитной металл-полимерной детали и ее применению в автомобильной сфере. Включает, по меньшей мере, один лист стали, имеющий покрытие из, по меньшей мере, одной полимерной пленки, полученной заранее в результате экструдирования полимерной смеси, содержащей следующие компоненты: полимер, образованный из дисперсии эластомерных глобул в полипропиленовой матрице, при этом доля эластомера в матрице является меньше чем 20 мас.% от общей массы матрицы и эластомера; первый антиоксидант из семейства фенольных антиоксидантов в количестве, большем или равном 0,2 мас.%; второй антиоксидант из семейства антиоксидантов, разлагающих гидроперекиси, в количестве, большем или равном 0,1 мас.%; армирующий наполнитель в количестве, меньшем чем 10%. Изобретение обеспечивает создание полимерной смеси, экструдированной в форме, совместимой со способом изготовления композитной детали, и композитной детали, которая выдерживает воздействие стадии нанесения гальванического покрытия. 3 н. и 16 з.п. ф-лы, 2 табл.
1. Композитная деталь, включающая, по меньшей мере, один лист стали, имеющий покрытие из, по меньшей мере, одной полимерной пленки, полученной заранее в результате экструдирования полимерной смеси, содержащей, по меньшей мере, следующие компоненты:
- полимер, образованный из дисперсии эластомерных глобул в полипропиленовой матрице, при этом доля эластомера в матрице является меньшей, чем 20% (мас.) от общей массы матрицы и эластомера,
- первый антиоксидант из семейства фенольных антиоксидантов в количестве, большем или равном 0,2% (мас.),
- второй антиоксидант из семейства антиоксидантов, разлагающих гидроперекиси, в количестве, большем или равном 0,1% (мас.),
- армирующий наполнитель в количестве, меньшем, чем 10%.
2. Композитная деталь по п.1, в которой доля эластомера в матрице находится в диапазоне от 8 до 20% (мас.) от общей массы матрицы и эластомера.
3. Композитная деталь по п.1, в которой первый антиоксидант присутствует в полимерной смеси в количестве 0,2% (мас.), а второй антиоксидант присутствует в полимерной смеси в количестве 0,1% (мас.).
4. Композитная деталь по п.2, в которой первый антиоксидант присутствует в полимерной смеси в количестве 0,2% (мас.), а второй антиоксидант присутствует в полимерной смеси в количестве 0,1% (мас.).
5. Композитная деталь по любому из пп.1-4, в которой наполнитель представляет собой микротальк.
6. Композитная деталь по любому из пп.1-4, которая дополнительно включает полимерный слой функционализованного полиолефина на нижней стороне полимерной пленки.
7. Композитная деталь по п.5, которая дополнительно включает полимерный слой функционализованного полиолефина на нижней стороне полимерной пленки.
8. Композитная деталь по любому из пп.1-4, 7, в которой полимерная пленка покрыта полимерным слоем функционализованного полиолефина.
9. Композитная деталь по п.5, в которой полимерная пленка покрыта полимерным слоем функционализованного полиолефина.
10. Композитная деталь по п.6, в которой полимерная пленка покрыта полимерным слоем функционализованного полиолефина.
11. Композитная деталь по любому из пп.1-4, 7, 9, 10, которая дополнительно содержит между листом стали и полимерной пленкой грунтовку, нанесенную на лист стали, и/или адгезив, нанесенный на грунтовку.
12. Композитная деталь по п.5, которая дополнительно содержит между листом стали и полимерной пленкой грунтовку, нанесенную на лист стали, и/или адгезив, нанесенный на грунтовку.
13. Композитная деталь по п.6, которая дополнительно содержит между листом стали и полимерной пленкой грунтовку, нанесенную на лист стали, и/или адгезив, нанесенный на грунтовку.
14. Композитная деталь по п.8, которая дополнительно содержит между листом стали и полимерной пленкой грунтовку, нанесенную на лист стали, и/или адгезив, нанесенный на грунтовку.
15. Способ изготовления композитной детали по любому из пп.1-14, который включает, по меньшей мере, одну стадию экструдирования полимерной смеси в форме пленки и одну стадию совместного ламинирования полученной полимерной пленки на лист стали, при необходимости покрытый грунтовкой и адгезивом.
16. Способ по п.15, в котором для изготовления детали по любому из пп.6-10 полимерную смесь соэкструдируют с полимерным слоем функционализованного полиолефина.
17. Применение композитной детали по любому из пп.1-14 в сфере автотранспортных средств.
18. Применение по п.17, в котором упомянутая композитная деталь профилирована в результате чеканки, штампования, гидравлического формования или формования.
19. Применение по п.17 или 18 для изготовления деталей в результате литья на основание.
| US 4229504 А, 21.10.1980 | |||
| FR 2866592 A1, 26.08.2005 | |||
| WO 2006063957 A1, 22.06.2006 | |||
| Слоистый материал | 1982 |
|
SU1020253A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| Способ крепления полиамида к металлу | 1983 |
|
SU1147598A1 |
| Способ получения полимерных пленок | 1987 |
|
SU1579572A1 |

