Изобретение относится к станкостроению, в частности к агрегатным модулям, выполненным с возможностью встраивания в автоматические механообрабатывающие линии или гибкие производственные комплексы.
Цель изобретения - расширение технологических возможностей.
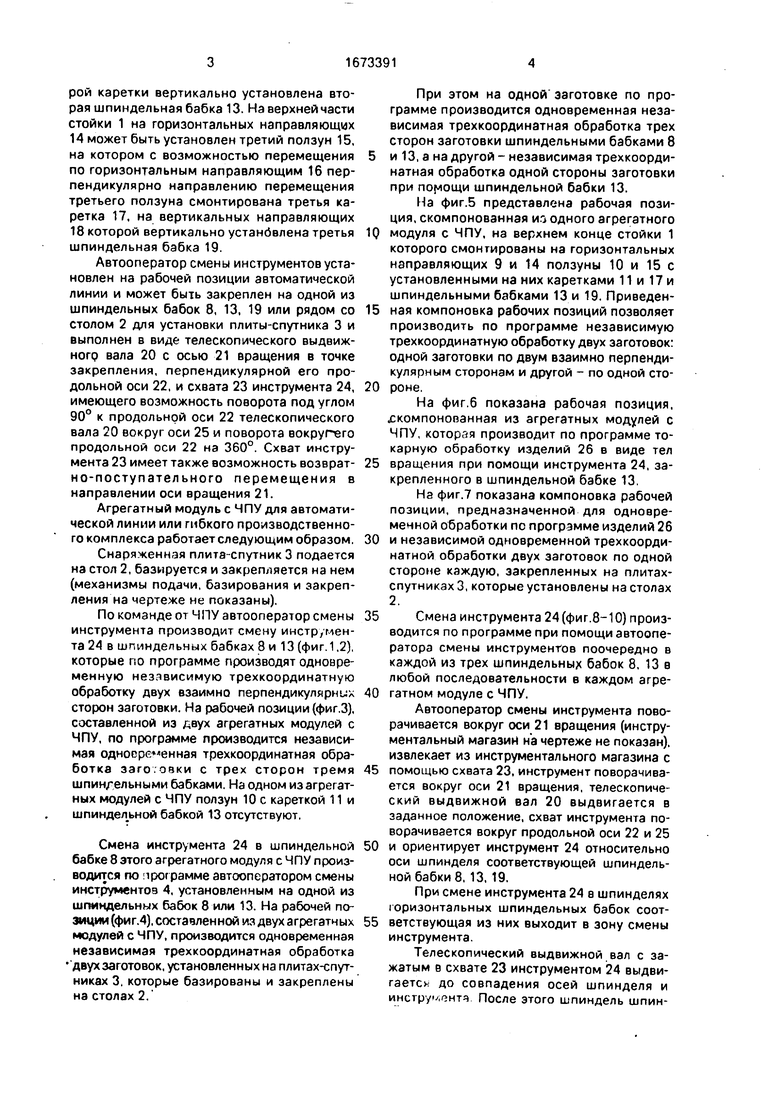
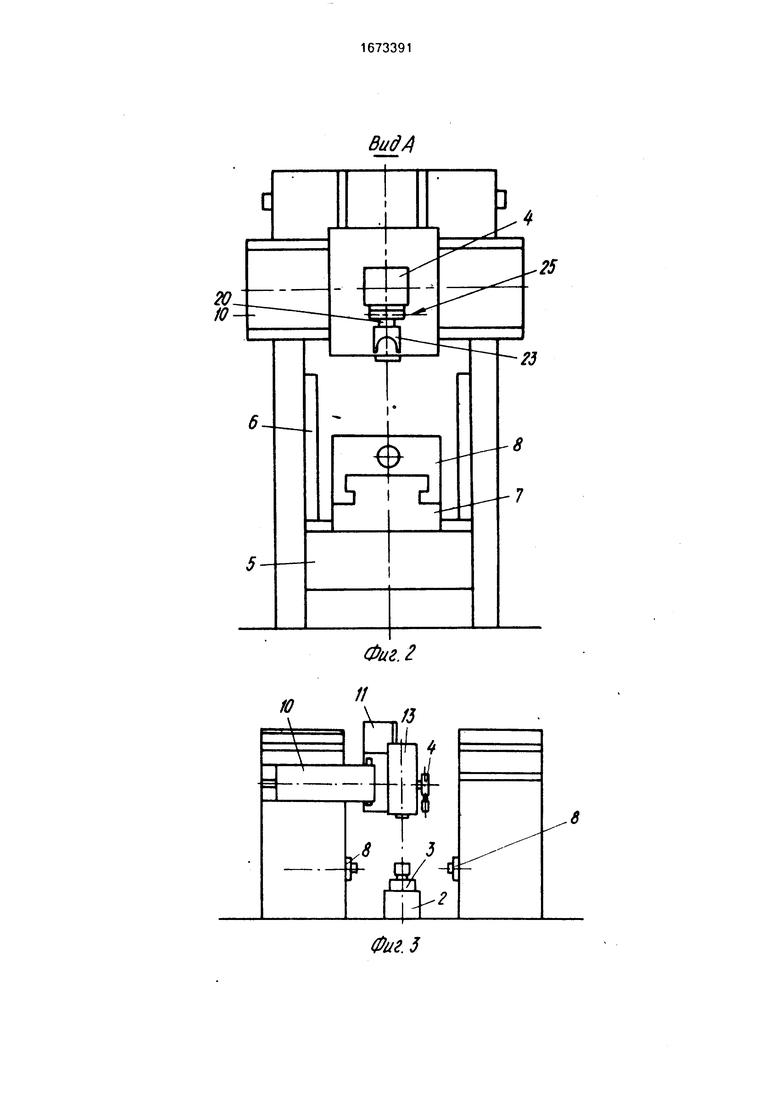
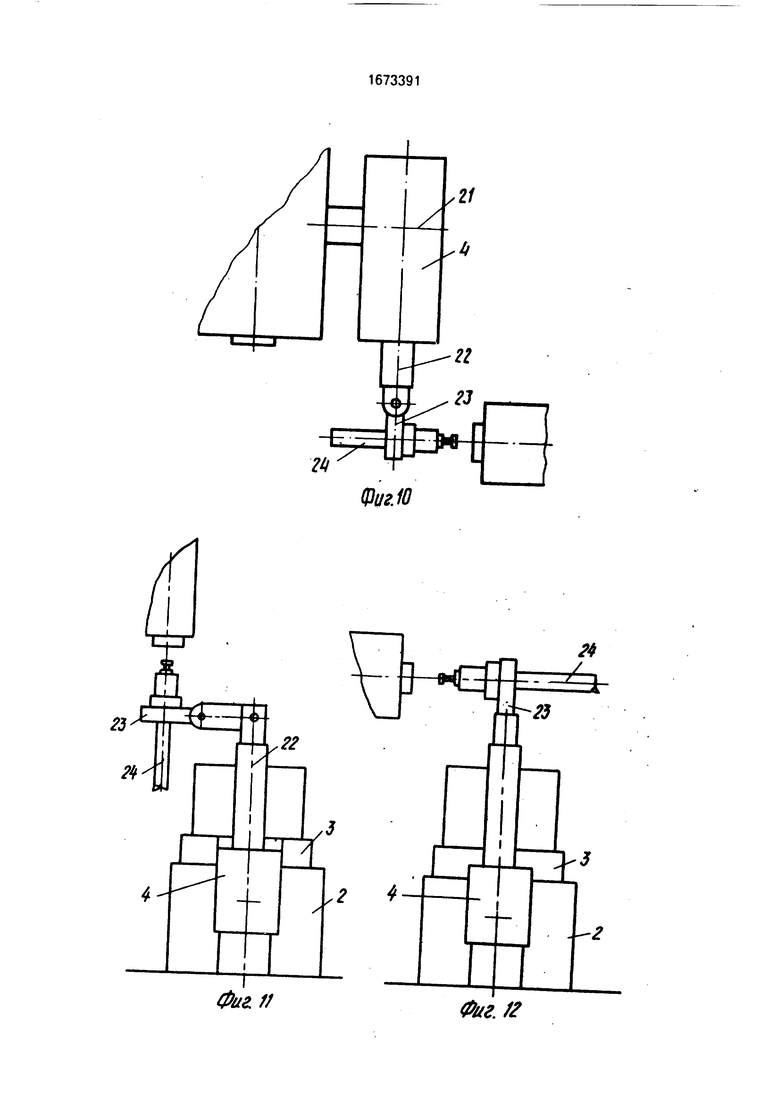
На фиг. 1 изображен модуль, общий вид; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3-7 - варианты компоновки агрегатного модуля с ЧПУ в автоматической линии или гибком производственном комплексе; на фиг.8-10- варианты работы автооператора смены инструмента, установленного на одной из шпиндельных бабок для различных сочетаний шпиндельных бабок на одной рабочей позиции; на фиг.11-13 - варианты
работы автооператора смены инструмента, смонтированного рядом со столом
Агрегатный модуль с ЧПУ для автоматической линии или гибкого производственного комплекса содержит стойку 1, стол 2 для установки плиты-спутника 3 и автооператор 4 смены инструмента. На стойке 1 на первом ползуне 5, установленном на вертикальных направляющих 6, смонтирована первая каретка 7, имеющая возможность горизонтального перемещения и на которой горизонтально установлена первая шпиндельная бабка 8. На верхней части стойки смонтирован с возможностью перемещения по горизонтальным направляющим 9 второй ползун 10, на котором установлена с возможностью перемещения, перпендикулярного направлению перемещения ползуна 10, вторая каретка 11. На вертикальных направляющих 12 втоО
VJ со со ч
рой каретки вертикально установлена вторая шпиндельная бабка 13. На верхней части стойки 1 на горизонтальных направляющих 14 может быть установлен третий ползун 15, на котором с возможностью перемещения по горизонтальным направляющим 16 перпендикулярно направлению перемещения третьего ползуна смонтирована третья каретка 17, на вертикальных направляющих 18 которой вертикально установлена третья шпиндельная бабка 19.
Автооператор смены инструментов установлен на рабочей позиции автоматической линии и может быть закреплен на одной из шпиндельных бабок 8, 13, 19 или рядом со столом 2 для установки плиты-спутника 3 и выполнен в виде телескопического выдвижного вала 20 с осью 21 вращения в точке закрепления, перпендикулярной его продольной оси 22, и схвата 23 инструмента 24, имеющего возможность поворота под углом 90° к продольной оси 22 телескопического вала 20 вокруг оси 25 и поворота вокрупего продольной оси 22 на 360°. Схват инструмента 23 имеет также возможность возврат- но-поступательного перемещения в направлении оси вращения 21.
Агрегатный модуль с ЧПУ для автоматической линии или гибкого производственного комплекса работает следующим образом.
Снаряженная плита-спутник 3 подается на стол 2, базируется и закрепляется на нем (механизмы подачи, базирования и закрепления на чертеже не показаны).
По команде от ЧПУ автооператор смены инструмента производит смену инструмента 24 в шпиндельных бабках 8 и 13 (фиг. 1,2), которые по программе производят одновременную независимую трехкоординатную обработку двух взаимно перпендикулярных сторон заготовки. На рабочей позиции (фиг.З), составленной из двух агрегатных модулей с ЧПУ, по программе производится независимая одновременная трехкоординатная обработка заголовки с трех сторон тремя шпиндельными бабками. На одном из агрегатных модулей с ЧПУ ползун 10 с кареткой 11 и шпиндельной бабкой 13 отсутствуют.
Смена инструмента 24 в шпиндельной бабке 8 этого агрегатного модуля с ЧПУ производится по программе автооператором смены инструментов 4, установленным на одной из шпиндельных бабок 8 или 13. На рабочей позиции (фиг.4), составленной из двух агрегатных модулей с ЧПУ, производится одновременная независимая трехкоординатная обработка двухзаготовок, установленных на плитах-спутниках 3, которые базированы и закреплены на столах 2.
При этом на одной заготовке по программе производится одновременная независимая трехкоординатная обработка трех сторон заготовки шпиндельными бабками 8
и 13, а на другой - независимая трехкоординатная обработка одной стороны заготовки при помощи шпиндельной бабки 13.
На фиг.5 представлена рабочая позиция, скомпонованная иг одного агрегатного
Q модуля с ЧПУ, на верхнем конце стойки 1 которого смонтированы на горизонтальных направляющих 9 и 14 ползуны 10 и 15 с установленными на них каретками 11 и 17 и шпиндельными бабками 13 и 19. Приведен5 ная компоновка рабочих позиций позволяет производить по программе независимую трехкоординатную обработку двух заготовок: одной заготовки по двум взаимно перпендикулярным сторонам и другой - по одной сто0 роне.
На фиг.6 показана рабочая позиция, .скомпонованная из агрегатных модулей с ЧПУ, которая производит по программе токарную обработку изделий 26 в виде тел
5 вращения при помощи инструмента 24, закрепленного в шпиндельной бабке 13.
На фиг.7 показана компоновка рабочей позиции, предназначенной для одновременной обработки по программе изделий 26
0 и независимой одновременной трехкоорди- натной обработки двух заготовок по одной стороне каждую, закрепленных на плитах- спутниках 3, которые установлены на столах 2.
5 Смена инструмента 24(фиг.8-10) производится по программе при помощи автоопе- ратора смены инструментов поочередно в каждой из трех шпиндельных бабок 8, 13 в любой последовательности в каждом агре0 гатном модуле с ЧПУ.
Автооператор смены инструмента поворачивается вокруг оси 21 вращения (инструментальный магазин на чертеже не показан), извлекает из инструментального магазина с
5 помощью схвата 23, инструмент поворачивается вокруг оси 21 вращения, телескопический выдвижной вал 20 выдвигается в заданное положение, схват инструмента поворачивается вокруг продольной оси 22 и 25
0 и ориентирует инструмент 24 относительно оси шпинделя соответствующей шпиндельной бабки 8, 13, 19.
При смене инструмента 24 в шпинделях горизонтальных шпиндельных бабок соот5 ветствующая из них выходит в зону смены инструмента.
Телескопический выдвижной вал с зажатым в схвате 23 инструментом 24 выдвигаете до совпадения осей шпинделя и инструмента После этого шпиндель шпиндельной бабки выдвигается до сопряжения с хвостовиком инструмента и фиксирует его. Затем шпиндельная бабка возвращается в исходное положение.
При смене инструмента в шпинделях вертикально расположенных шпиндельных бабок 13, 19 телескопический выдвижной вал 20 выдвигается в заданное положение, схват 23 инструмента поворачивается вокруг осей 22 и 25 и выдвигается до совпадения осей инструмента и осей шпинделей шпиндельных бабок 13, 19. Затем телескопический вал 20 задвигается до сопряжения хвостовика инструмента со шпинделями шпиндельных бабок 13,19 и фиксации в них инструмента.
Возврат автооперат уэа смены инструментов в исходное положение происходит в обратной последовательности.
Формула изобретения
1. Агрегатный модуль с ЧПУ для автоматической линии, содержащий стол, стойку, шпиндельную бабку с горизонтальным шпинделем, выполненную с возможностью перемещения
0
5
0
в трех взаимно перпендикулярных направлениях, и автооператор смены инструментов, отличающийся тем, что, с целью расширения технологических возможностей, на стойке выполнены две параллельные горизонтальные направляющие с возможностью установки на каждой из них независимо от другой дополнительно введенной шпиндельной бабки с вертикальным шпинделем, выполненной с возможностью перемещений в трех взаимно перпендикулярных направлениях.
2. Модуль по п. 1,отличающийся тем, что автооператор смены инструментов установлен на дополнительно введенной шпиндельной бабке и выполнен в виде корпуса с установленным в нем с возможностью поворота телескопическим валом с захватом, причем корпус выполнен поворотным относительно горизонтальной оси, а захват - поворотным относительно телескопического вала с возможностью совмещения оси захвата с осями шпинделей.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Гибкий производственный модуль | 1986 |
|
SU1342668A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Металлорежущий станок | 1990 |
|
SU1803277A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Многооперационный станок | 1979 |
|
SU880689A1 |


Изобретение относится к станкостроению, а именно к агрегатным модулям для встраивания в автоматические линии или гибкие производственные комплексы. Изобретение позволяет расширить технологические возможности модуля за счет выполнения на стойке двух дополнительных горизонтальных параллельных направляющих 9 и 14 с установкой на них независимо друг от друга дополнительно к уже имеющейся шпиндельной бабке шпиндельных бабок 13 и 19 с возможностью их перемещения в трех взаимно перпендикулярных плоскостях. Автооператор смены инструмента установлен на одной из дополнительных шпиндельных бабок и выполнен в виде корпуса с установленным в нем поворотным телескопическим валом с захватом инструмента. Корпус автооператора и захват также выполнены поворотными, а ось захвата может быть совмещена с осью шпинделей, расположенных во всех импульсных бабках. 1 з.п. ф-лы, 13 ил.
#9Ю
Фаг. f
Вид А
Фиг. /
I
т
: 3
-4Н
2
в
Фиг. 5
Фиг. 5
tЈJ
26
Фиг. 6
фиг. 8
Фиг. 7
/
21
х
/
21
Фиг.§
21
Фиг //
Фиг. 10
Я
Фиг. К
-El
Фиг. /J
| Гибкие производственные комплексы | |||
| Под ред | |||
| Белянина П.Н | |||
| и Лещенко В.А | |||
| - М.: Машиностроение, 1984, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
