ОПИСАНИЕ ИЗОБРЕТЕНИЯ
2420-549421RU/71
БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к бесшовной стальной трубе и к способу ее производства, и более конкретно к бесшовной стальной трубе, подходящей для магистральной трубы, и к способу ее производства.
УРОВЕНЬ ТЕХНИКИ
[0002] Нефтяные и газовые ресурсы скважин, расположенных на суше и в мелководных морях, заканчиваются, и поэтому необходимо разрабатывать все большее количество месторождений в глубоководных морях. На морском нефтяном месторождении нефть или газ должны транспортироваться из кран-головки нефтяной или газовой скважины, установленной на морском дне, на платформу над морем с использованием промыслового трубопровода или стояка. Промысловый трубопровод представляет собой магистральную трубу, уложенную вдоль топографии поверхности земли или морского дна. Стояк представляет собой магистральную трубу, проходящую от морского дна к платформе (то есть вверх).
[0003] Внутренняя сторона стальной трубы, являющейся частью промыслового трубопровода, уложенного на большой глубине, подвергается воздействию высокого внутреннего давления текучей среды, поступающей из глубоких слоев, а когда работа останавливается, главным воздействием на нее становится давление морской воды на большой глубине. На стальную трубу, являющуюся частью стояка, дополнительно оказывают влияние повторяющиеся деформации, вызываемые океанскими волнами. Соответственно желательно, чтобы стальные трубы, используемые в таких приложениях, имели высокую прочность и высокую ударную вязкость. В дополнение к этому, нефтяные и газовые скважины разрабатываются в кислой окружающей среде, которая является более агрессивной, чем условия для обычных скважин, такой как большая глубина моря и низкие температуры. Морские трубопроводы, проложенные в таких агрессивных кислых средах, обязаны иметь более высокую прочность (то есть устойчивость к давлению) и ударную вязкость по сравнению с обычными трубопроводами, и дополнительно к этому обязаны иметь стойкость к водородной коррозии (стойкость к HIC) и стойкость к сульфидному растрескиванию под напряжением (стойкость к SSC).
[0004] В Патентном документе 1 раскрыта бесшовная стальная труба с большой толщиной стенки для магистральной трубы, имеющей высокую прочность и хорошую вязкость, содержащая C: от 0,03 мас.% до 0,08 мас.%, Si: 0,15 мас.% или меньше, Mn: от 0,3 мас.% до 2,5 мас.%, Al: от 0,001 мас.% до 0,10 мас.%, Cr: от 0,02 мас.% до 1,0 мас.%, Ni: от 0,02 мас.% до 1,0 мас.%, Mo: от 0,02 мас.% до 1,2 мас.%, Ti: от 0,004 мас.% до 0,010 мас.%, N: от 0,002 мас.% до 0,008 мас.%, и один или более из Ca, Mg и REM: от 0,0002 мас.% до 0,005 мас.%, с остатком, представляющим собой Fe и примеси, причем примеси включают в себя P: 0,05 мас.% или меньше, S: 0,005 мас.% или меньше, и имеющая толщину стенки от 30 до 50 мм.
[0005] Патентный документ 2 раскрывает высокопрочную бесшовную стальную трубу с большой толщиной стенки, которая производится путем закалки и отпуска и имеет предел текучести выше 450 МПа, для магистральной трубы с хорошей стойкостью к кислой среде, у которой число твердости по Виккерсу HV5, измеряемое в самом внешнем или самом внутреннем положении трубы с приложенной нагрузкой 5 кгс (с силой 49 Н), составляет 250 HV5 или меньше.
[0006] В Патентном документе 3 раскрыта бесшовная стальная труба для магистральной трубы, содержащая C: от 0,02 мас.% до 0,10 мас.%, Si: 0,5 мас.% или меньше, Mn: от 0,5 мас.% до 2,0 мас.%, Al: от 0,01 мас.% до 0,1 мас.%, Ca: 0,005 мас.% или меньше, и N: 0,007 мас.% или меньше, а также один или более элементов, выбираемых из группы, состоящей из Ti: 0,008 мас.% или меньше, V: меньше чем 0,06 мас.% и Nb: 0,05 мас.% или меньше, с остатком из Fe и примесей, где полное содержание Ti, V и Nb составляет менее чем 0,06 мас.%, углеродный эквивалент Ceq, определяемый следующим уравнением, составляет 0,38% или больше, и размер частиц карбонитрида, содержащих один или более элементов из Ti, V, Nb и Al, составляет 200 нм или меньше.
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
[0007] В Патентном документе 4 раскрыта бесшовная стальная труба с химическим составом C: от 0,02 мас.% до 0,10 мас.%, Si: от 0,05 мас.% до 0,5 мас.%, Mn: от 1,0 мас.% до 2,0 мас.%, Mo: от 0,5 мас.% до 1,0 мас.%, Cr: от 0,1 мас.% до 1,0 мас.%, Al: от 0,01 мас.% до 0,10 мас.%; P: 0,03 мас.% или меньше, S: 0,005 мас.% или меньше, Ca: от 0,0005 мас.% до 0,005 мас.%, V: от 0,010 мас.% до 0,040 мас.%, и N: от 0,002 мас.% до 0,007 мас.%, а также один или более элементов, выбираемых из группы, состоящей из Ti: от 0,001 мас.% до 0,008 мас.%, и Nb: от 0,02 до 0,05 мас.%, с остатком из Fe и примесей, где углеродный эквивалент Ceq составляет от 0,50 до 0,58%, содержащая указанный карбид.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0008] [Патентный документ 1] JP 2010-242222 A
[Патентный документ 2] JP 2013-32584 A
[Патентный документ 3] WO 2011/152240
[Патентный документ 4] JP 5516831 B
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0009] Даже когда используются одна или более из вышеупомянутых обычных методик, бесшовная стальная труба, имеющая прочность X80 или выше в соответствии со стандартами американского нефтяного института (API) (то есть имеющая нижний предел текучести 555 МПа или выше), может не иметь хорошей стойкости к сульфидному растрескиванию под напряжением надежным образом.
[0010] Для того, чтобы улучшить прочность и ударную вязкость бесшовной стальной трубы, произведенной с помощью закалки и отпуска, содержание элементов сплава, таких как углерод, может быть увеличено для увеличения прокаливаемости. Однако если содержание таких элементов сплава, как углерод, увеличивается, прочность (то есть твердость) поверхности стальной трубы увеличивается. В бесшовной стальной трубе, произведенной с помощью закалки и отпуска, поверхностный слой охлаждается с высокой скоростью во время закалки, и может быть легко упрочнен за счет увеличения твердости, в то время как находящийся в стенке металл будет иметь низкую твердость. Эта тенденция может сохраниться и после отпуска. По сути в бесшовной стальной трубе, имеющей прочность по API X80 или выше, твердость поверхностного слоя может превышать 250 Hv, что является высшим пределом, требуемым для стойкости к кислой среде в соответствии со стандартами API 5L.
[0011] Хотя методики Патентного документа 1 являются эффективными при достижении высокой прочности и высокой ударной вязкости, они в недостаточной степени рассматривают уменьшение твердости поверхностного слоя, и таким образом улучшения стойкости к сульфидному растрескиванию под напряжением. Патентный документ 2 указывает, что твердость поверхностного слоя стальной трубы можно регулировать до 250 HV5 или ниже; однако, по-видимому, это требует специального производственного процесса. Патентный документ 3 содержит некоторые соображения насчет стойкости к сульфидному растрескиванию под напряжением; однако после горячего формования необходимо выполнять прямую закалку или непрерывную закалку, а затем повторное нагревание и закалку. Патентный документ 4 содержит некоторые соображения насчет твердости поверхностного слоя стальной трубы и стойкости к HIC; однако необходима стадия повторного нагревания и закалки, а также после горячего формования по мере необходимости используется прямая закалка или непрерывная закалка, что означает излишние производственные затраты.
[0012] Задача настоящего изобретения состоит в том, чтобы предложить бесшовную стальную трубу, которая могла бы быть произведена путем относительно приемлемого производственного процесса, и обеспечивала бы предел текучести 555 МПа или выше, а также хорошую стойкость к сульфидному растрескиванию под напряжением надежным образом.
[0013] Бесшовная стальная труба в одном варианте осуществления настоящего изобретения имеет химический состав, в мас.%, C: от 0,02 мас.% до 0,15 мас.%; Si: от 0,05 мас.% до 0,5 мас.%; Mn: от 0,30 мас.% до 2,5 мас.%; P: вплоть до 0,03 мас.%; S: вплоть до 0,006 мас.%; О: вплоть до 0,004 мас.%; Al: от 0,01 мас.% до 0,10 мас.%; Ti: от 0,001 мас.% до 0,010 мас.%; N: вплоть до 0,007 мас.%; Cr: от 0,05 мас.% до 1,0 мас.%; Mo: не меньше чем 0,02 мас.% и меньше чем 0,5 мас.%; Ni: от 0,03 мас.% до 1,0 мас.%; Cu: от 0,02 мас.% до 1,0 мас.%; V: от 0,020 мас.% до 0,20 мас.%; Ca: от 0,0005 мас.% до 0,005 мас.%; и Nb: от 0 до 0,05 мас.%, с остатком из Fe и примесей, где углеродный эквивалентный Ceq, определяемый нижеприведенным уравнением (1), составляет не меньше чем 0,430% и меньше чем 0,500%, главная фаза микроструктуры от поверхностного слоя до внутренней части стенки является мартенситом отпуска или бейнитом отпуска, размер предаустенитных зерен в микроструктуре составляет менее 6,0 в соответствии со шкалой размеров кристаллических зерен стандарта ASTM E112-10, часть, находящаяся между положением, отстоящим на 1 мм от внутренней поверхности, и положением, отстоящим на 1 мм от наружной поверхности, имеет твердость по Виккерсу 250 Hv или ниже и предел текучести 555 МПа или выше,
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15... (1),
где символ каждого элемента в уравнении (1) означает содержание этого элемента в мас.%.
[0014] Способ производства бесшовной стальной трубы в одном варианте осуществления настоящего изобретения включает в себя: подготовку сырья, имеющего химический состав, в мас.%, C: от 0,02 мас.% до 0,15 мас.%; Si: от 0,05 мас.% до 0,5 мас.%; Mn: от 0,30 мас.% до 2,5 мас.%; P: вплоть до 0,03 мас.%; S: вплоть до 0,006 мас.%; О: вплоть до 0,004 мас.%; Al: от 0,01 мас.% до 0,10 мас.%; Ti: от 0,001 мас.% до 0,010 мас.%; N: вплоть до 0,007 мас.%; Cr: от 0,05 мас.% до 1,0 мас.%; Mo: не меньше чем 0,02 мас.% и меньше чем 0,5 мас.%; Ni: от 0,03 мас.% до 1,0 мас.%; Cu: от 0,02 мас.% до 1,0 мас.%; V: от 0,020 мас.% до 0,20 мас.%; Ca: от 0,0005 мас.% до 0,005 мас.%; и Nb: от 0 до 0,05 мас.%, с остатком из Fe и примесей; горячую обработку этого сырья для того, чтобы произвести полую гильзу; закалку этой полой гильзы путем прямой закалки или непрерывной закалки; и отпуск этой закаленной полой гильзы. Между закалкой и отпуском не выполняется никакого повторного нагревания и закалки. Углеродный эквивалент Ceq, определяемый нижеприведенным уравнением (3), составляет не меньше чем 0,430% и меньше чем 0,500%, параметр Ларсона-Миллера PL, определяемый нижеприведенным уравнением (4), составляет не меньше чем 18800,
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15... (3), и
PL=(T+273) ×(20+log(t))... (4).
Символ каждого элемента в уравнении (3) означает содержание этого элемента в мас.%. В уравнении (4) T представляет собой температуру отпуска, а t - время выдержки при этой температуре. T измеряется в °C, а t измеряется в часах.
[0015] Настоящее изобретение предлагает бесшовную стальную трубу, которая может быть произведена путем относительно приемлемого производственного процесса и обеспечивает предел текучести 555 МПа или выше, а также хорошую стойкость к сульфидному растрескиванию под напряжением надежным образом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
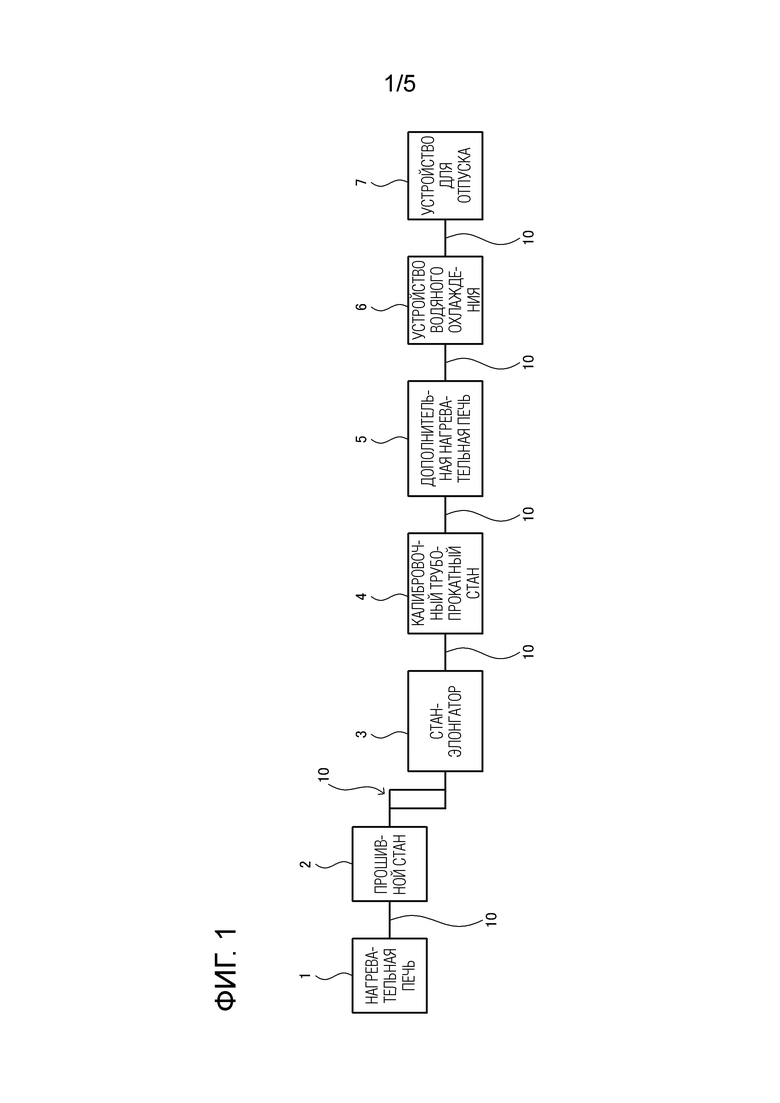
[0016] [Фиг. 1] Фиг. 1 представляет собой блок-схему, иллюстрирующую один пример производственной линии.
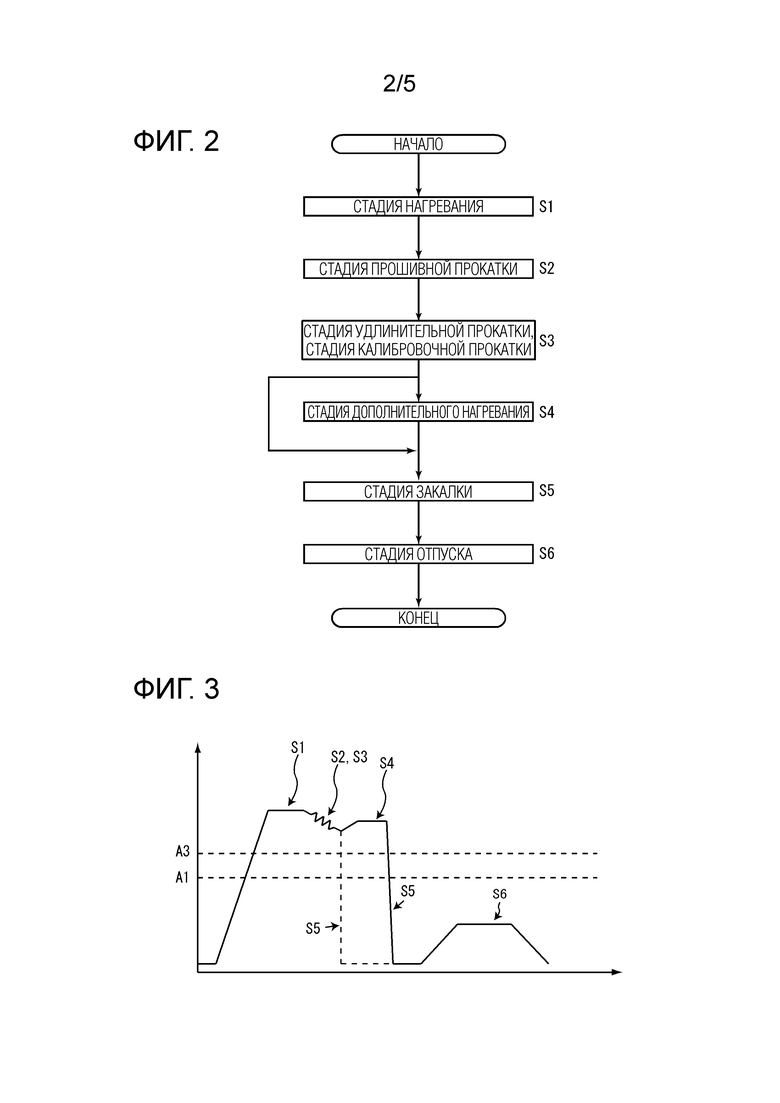
[Фиг. 2] Фиг. 2 представляет собой блок-схему, иллюстрирующую процесс для производства бесшовной стальной трубы.
[Фиг. 3] Фиг. 3 показывает изменение температуры поверхности обрабатываемой детали во время производства как функцию времени.
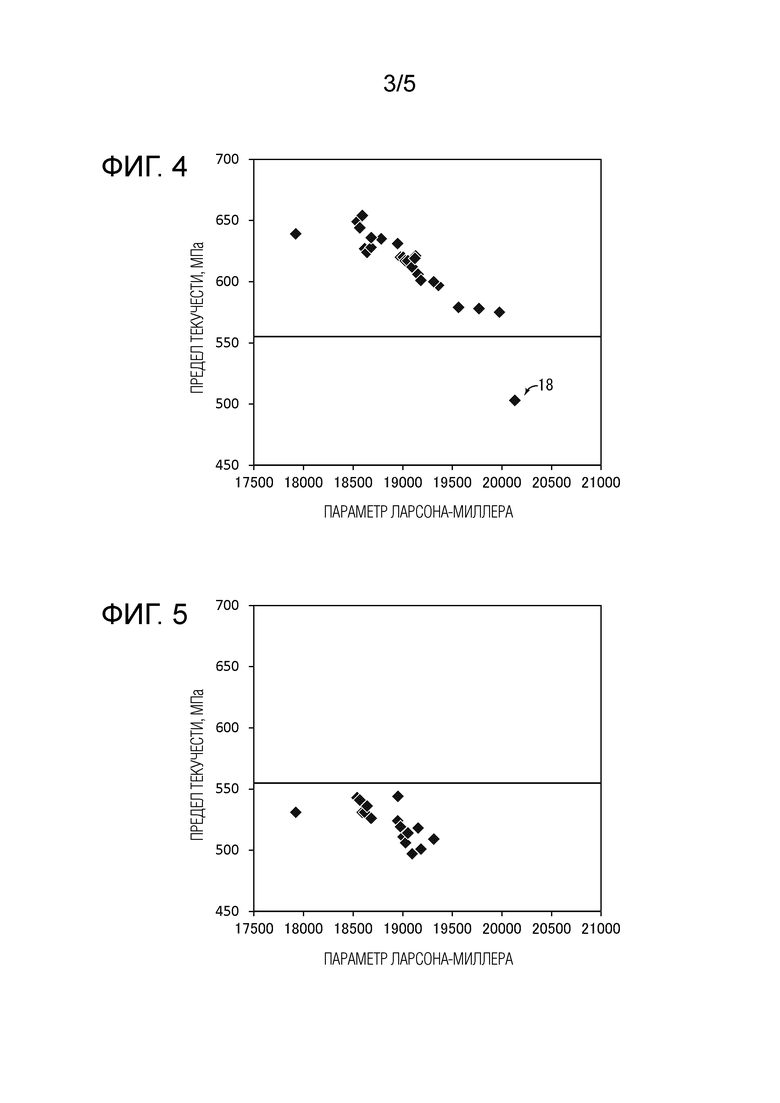
[Фиг. 4] Фиг. 4 представляет собой график, иллюстрирующий соотношение между параметром Ларсона-Миллера PL и пределом текучести YS для стали B.
[Фиг. 5] Фиг. 5 представляет собой график, иллюстрирующий соотношение между параметром Ларсона-Миллера PL и пределом текучести YS для стали А.
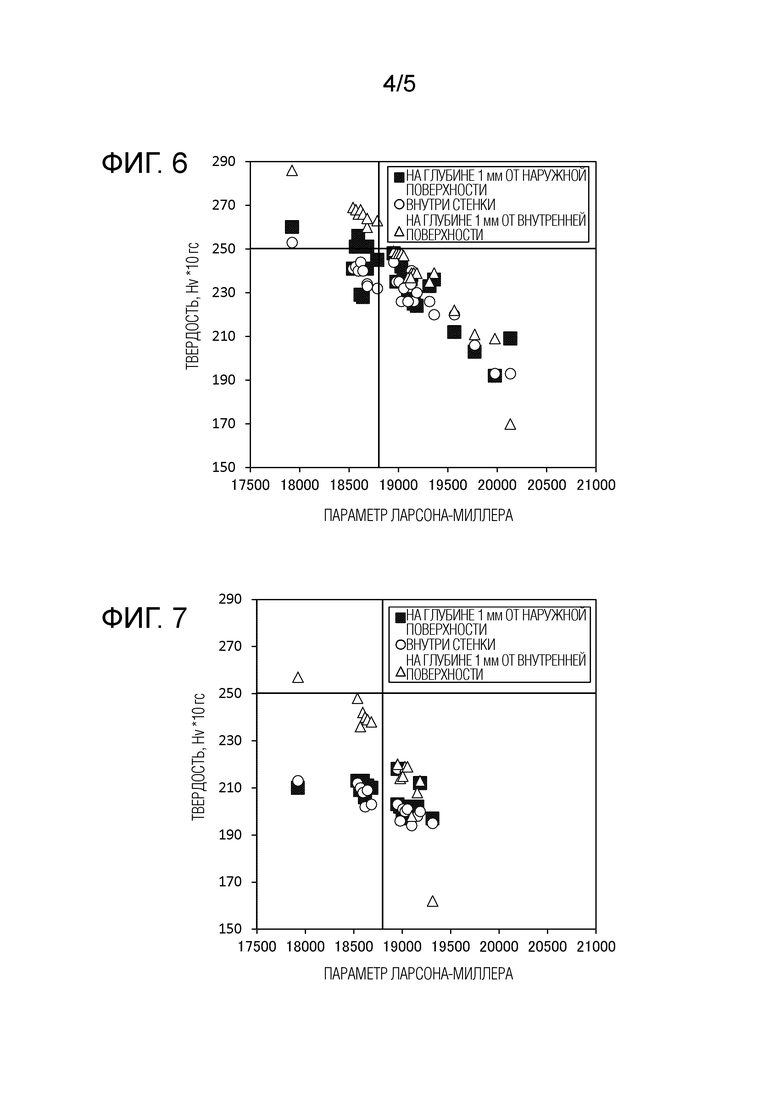
[Фиг. 6] Фиг. 6 представляет собой график, иллюстрирующий соотношение между параметром Ларсона-Миллера PL и твердостью на наружной поверхности, внутри стенки и на внутренней поверхности для стали B.
[Фиг. 7] Фиг. 7 представляет собой график, иллюстрирующий соотношение между параметром Ларсона-Миллера PL и твердостью на наружной поверхности, внутри стенки и на внутренней поверхности для стали А.
[Фиг. 8] Фиг. 8 представляет собой график, иллюстрирующий соотношение между параметром Ларсона-Миллера PL и максимальной разницей в твердости для стали B.
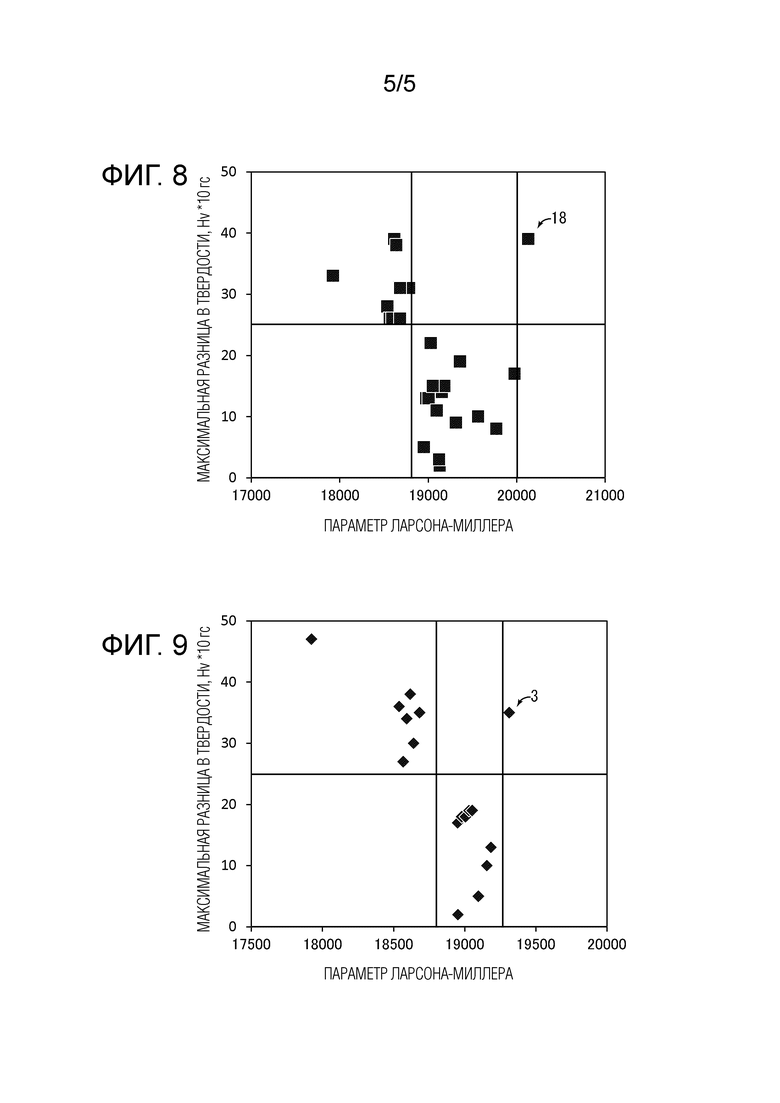
[Фиг. 9] Фиг. 9 представляет собой график, иллюстрирующий соотношение между параметром Ларсона-Миллера PL и максимальной разницей в твердости для стали А.
СПОСОБЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0017] Авторы настоящего изобретения выполнили исследование для того, чтобы найти способ получения бесшовной стальной трубы, которая обеспечивает предел текучести 555 МПа или выше, а также хорошую стойкость к сульфидному растрескиванию под напряжением надежным образом. Было найдено, что ограничение углеродного эквивалента стали подходящим диапазоном и уменьшение разности между твердостью поверхностного слоя и твердостью внутри стенки бесшовной стальной трубы обеспечивают предел текучести 555 МПа или выше и хорошую стойкость к сульфидному растрескиванию под напряжением надежным образом, когда только прямая закалка или непрерывная закалка выполняются после горячего формования, и никакого повторного нагревания и закалки не выполняется.
[0018] Во время закалки после прокатки поверхностный слой бесшовной стальной трубы охлаждается с высокой скоростью и может быть легко упрочнен. По сути поверхностный слой бесшовной стальной трубы стремится стать более прочным и может превысить значения твердости, определенные стандартами API 5L или стандартами DNV-OS-F101. С другой стороны, части, расположенные в середине толщины стенки бесшовной стальной трубы, охлаждаются с более низкой скоростью и не могут быть легко упрочнены, так что могут включать в себя незакаленные структуры, такие как феррит. Таким образом, обычно имеется разница между твердостью поверхностного слоя и твердостью внутренних частей в стенке, и эта тенденция может сохраниться после отпуска при некоторых условиях отпуска. Кроме того, в бесшовной стальной трубе с высоким углеродным эквивалентом, таким как используемый в высокопрочной стали сорта X80 или выше, разница между твердостью поверхностного слоя и твердостью внутренних частей в стенке имеет тенденцию быть значительной. Такая высокая твердость поверхностного слоя может быть проблемой, когда хорошая стойкость к кислой среде должна быть достигнута надежным образом.
[0019] Если углеродный эквивалент является слишком низким, трудно гарантировать определенную прочность бесшовной стальной трубы. Если углеродный эквивалент является слишком высоким, становится трудно уменьшить твердость по Виккерсу поверхностного слоя до 250 Hv или ниже с помощью производственного процесса, не содержащего повторного нагревания и закалки, в котором прямая закалка или непрерывная закалка является единственной стадией закалки. Причина этого заключается в том, что если закалка после горячего формования является прямой закалкой или непрерывной закалкой, аустенитные зерна имеют тенденцию становиться грубыми по сравнению с реализациями, в которых выполняются повторное нагревание и закалка, которые увеличивают общую прокаливаемость. С учетом этого, значение Ceq, определяемое нижеприведенным уравнением (1), должно составлять не менее 0,430% и меньше чем 0,500%:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15... (1),
где символ каждого элемента в уравнении (1) означает содержание этого элемента в мас.%.
[0020] Для того, чтобы уменьшить разницу между твердостью поверхностного слоя и твердостью внутренних частей в стенке, эффективным является подходящим образом ограничивать углеродный эквивалент, а также условия отпуска. Таким образом, если отпуск выполняется в недостаточной степени, уменьшение твердости поверхностного слоя является недостаточным, так что некоторые части могут иметь твердость по Виккерсу выше чем 250 Hv. Более конкретно, параметр Ларсона-Миллера PL, определяемый нижеприведенным уравнением (2), составляет 18800 или выше.
PL=(T+273) ×(20+log(t))... (2).
В уравнении (2) T представляет собой температуру отпуска (в °C), а t - время выдержки (в часах) при этой температуре.
[0021] Настоящее изобретение было сделано на основе вышеописанных находок. Бесшовная стальная труба в одном варианте осуществления настоящего изобретения будет теперь подробно описана со ссылкой на чертежи. Одинаковые или соответствующие части на чертежах помечены одинаковыми ссылочными символами, и их описание не будет повторяться.
[0022] [Химический состав]
Бесшовная стальная трубе в данном варианте осуществления имеет химический состав, описанный ниже. В следующем описании «%» для содержания элемента означает мас.%.
[0023] C: от 0,02 мас.% до 0,15 мас.%
Углерод (C) увеличивает прочность стали. Если содержание C является более низким, чем 0,02 мас.%, этот эффект не может быть в достаточной степени достигнут. Если содержание C является более высоким, чем 0,15 мас.%, ударная вязкость стали уменьшается. С учетом этого содержание С должно находиться в диапазоне от 0,02 мас.% до 0,15 мас.%. Содержание C предпочтительно является более высоким, чем 0,02 мас.%, и более предпочтительно 0,04 мас.% или выше. Содержание C предпочтительно составляет 0,10 мас.% или ниже, и более предпочтительно 0,08 мас.% или ниже.
[0024] Si: от 0,05 мас.% до 0,5 мас.%
Кремний (Si) раскисляет сталь. Этот эффект может быть надежно достигнут, если содержание Si составляет 0,05 мас.% или выше. Однако если содержание Si является более высоким, чем 0,5 мас.%, ударная вязкость стали уменьшается. С учетом этого содержание Si должно находиться в диапазоне от 0,05 мас.% до 0,50 мас.%. Содержание Si предпочтительно является более высоким, чем 0,05 мас.%, более предпочтительно 0,08 мас.% или выше, и еще более предпочтительно 0,10 мас.% или выше. Содержание Si предпочтительно составляет менее 0,5 мас.%, более предпочтительно 0,25 мас.% или ниже, и еще более предпочтительно 0,20 мас.% или ниже.
[0025] Mn: от 0,30 мас.% до 2,5 мас.%
Марганец (Mn) увеличивает прокаливаемость стали, чтобы увеличить прочность стали. Эти эффекты не могут быть в достаточной степени достигнуты, если содержание Mn составляет менее 0,30 мас.%. Если содержание Mn является более высоким, чем 2,5 мас.%, Mn сегрегируется в стали, уменьшая ее ударную вязкость. С учетом этого содержание Mn должно находиться в диапазоне от 0,30 мас.% до 2,5 мас.%. Содержание Mn предпочтительно является более высоким, чем 0,30 мас.%, более предпочтительно 1,0 мас.% или выше, и еще более предпочтительно 1,3 мас.% или выше. Содержание Mn предпочтительно составляет менее 2,5 мас.%, более предпочтительно 2,0 мас.% или ниже, и еще более предпочтительно 1,8 мас.% или ниже.
[0026] P: вплоть до 0,03 мас.%
Фосфор (P) является примесью. P уменьшает ударную вязкость стали. Таким образом, более низкие содержания P являются предпочтительными. С учетом этого содержание P должно составлять 0,03 мас.% или ниже. Содержание Р предпочтительно составляет менее 0,03 мас.%, более предпочтительно 0,015 мас.% или ниже, и еще более предпочтительно 0,012 мас.% или ниже.
[0027] S: вплоть до 0,006 мас.%
Сера (S) является примесью. Сера соединяется с Mn, образуя грубые частицы MnS, и таким образом уменьшает ударную вязкость стали и ее стойкость к HIC. Таким образом, более низкие содержания серы являются предпочтительными. С учетом этого содержание серы должно составлять 0,006 мас.% или ниже. Содержание серы предпочтительно составляет менее 0,006 мас.%, более предпочтительно 0,003 мас.% или ниже, и еще более предпочтительно 0,002 мас.% или ниже.
[0028] O: вплоть до 0,004 мас.%
Кислород (O) является примесью. Кислород образует грубые оксидные частицы или кластеры оксидных частиц, уменьшая тем самым ударную вязкость стали. Таким образом, более низкие содержания О являются предпочтительными. С учетом этого содержание О должно составлять 0,004 мас.% или ниже. Содержание О предпочтительно составляет 0,003 мас.% или ниже, и более предпочтительно 0,002 мас.% или ниже.
[0029] Al: от 0,01 мас.% до 0,10 мас.%
Алюминий (Al) соединяется с N, образуя мелкие частицы нитрида, увеличивая ударную вязкость стали. Этот эффект не может быть в достаточной степени достигнут, если содержание Al составляет менее 0,01 мас.%. Если содержание Al является более высоким, чем 0,10 мас.%, образуются грубые частицы нитрида Al, которые уменьшают ударную вязкость стали. С учетом этого содержание алюминия должно находиться в диапазоне от 0,01 мас.% до 0,10 мас.%. Содержание алюминия предпочтительно является более высоким, чем 0,01 мас.%, и более предпочтительно 0,02 мас.% или выше. Содержание алюминия предпочтительно составляет менее 0,10 мас.%, более предпочтительно 0,08 мас.% или ниже, и еще более предпочтительно 0,06 мас.% или ниже. Используемый в настоящем документе термин «содержание Al» означает «содержание кислоторастворимого Al» (то есть так называемого «растворимого Al»).
[0030] Ti: от 0,001 мас.% до 0,010 мас.%
Титан (Ti) соединяется с N в стали и образует TiN, подавляя уменьшение ударной вязкости стали за счет растворенного N. Кроме того, диспергированные и выделившиеся мелкие частицы TiN увеличивают ударную вязкость стали. Эти эффекты не могут быть в достаточной степени достигнуты, если содержание Ti составляет менее 0,001 мас.%. Если содержание Ti является более высоким, чем 0,010 мас.%, образуются грубые частицы TiN или грубые частицы TiC, уменьшая ударную вязкость стали. С учетом этого содержание титана должно находиться в диапазоне от 0,001 мас.% до 0,010 мас.%. Содержание титана предпочтительно является более высоким, чем 0,001 мас.%, и более предпочтительно 0,002 мас.% или выше. Содержание титана предпочтительно составляет менее 0,010 мас.%, более предпочтительно 0,006 мас.% или ниже, и еще более предпочтительно 0,005 мас.% или ниже.
[0031] N: вплоть до 0,007 мас.%
Азот (N) соединяется с Al и образует мелкие частицы нитрида Al, увеличивая ударную вязкость стали. Однако если содержание N является более высоким, чем 0,007 мас.%, растворенный N уменьшает ударную вязкость стали. Кроме того, если содержание N является слишком высоким, образуются грубые частицы карбонитрида и/или нитрида, уменьшая ударную вязкость стали. С учетом этого содержание азота должно составлять 0,007 мас.% или ниже. Содержание азота предпочтительно составляет менее 0,007 мас.%, более предпочтительно 0,006 мас.% или ниже, и еще более предпочтительно 0,005 мас.% или ниже. Содержание азота предпочтительно составляет 0,002 мас.% или выше.
[0032] Cr: от 0,05 мас.% до 1,0 мас.%
Хром (Cr) увеличивает прокаливаемость стали, а также увеличивает прочность стали. Cr дополнительно увеличивает стойкость стали к размягчению при отпуске. Эти эффекты не могут быть в достаточной степени достигнуты, если содержание хрома составляет менее 0,05 мас.%. Если содержание хрома является более высоким, чем 1,0 мас.%, ударная вязкость стали уменьшается. С учетом этого содержание хрома должно находиться в диапазоне от 0,05 мас.% до 1,0 мас.%. Содержание хрома предпочтительно является более высоким, чем 0,05 мас.%, и более предпочтительно 0,2 мас.% или выше. Содержание Cr предпочтительно является более низким, чем 1,0 мас.%, и более предпочтительно 0,8 мас.% или ниже.
[0033] Mo: не меньше чем 0,02 мас.% и меньше чем 0,5 мас.%
Молибден (Mo) улучшает прочность стали за счет трансформационного дразнения и упрочнения твердого раствора. Этот эффект не может быть в достаточной степени достигнут, если содержание Mo составляет менее 0,02 мас.%. Если содержание Mo является более высоким, чем 0,5 мас.%, ударная вязкость стали уменьшается. С учетом этого содержание Mo должно быть не меньше чем 0,02 мас.% и ниже чем 0,5 мас.%. Содержание Mо предпочтительно является более высоким, чем 0,02 мас.%, более предпочтительно 0,05 мас.% или выше, и еще более предпочтительно 0,1 мас.% или выше. Содержание Мо предпочтительно составляет 0,4 мас.% или ниже, и более предпочтительно 0,3 мас.% или ниже.
[0034] Ni: от 0,03 мас.% до 1,0 мас.%
Никель (Ni) увеличивает прокаливаемость стали, а также увеличивает прочность стали. Кроме того, Ni оказывает эффект улучшения адгезии окалины, образующейся на поверхности стали во время стадии нагрева для закалки, а также эффект сокращения увеличения твердости поверхностного слоя стали, поскольку окалина уменьшает скорость охлаждения на поверхности стали во время стадии охлаждения при закалке. Эти эффекты не могут быть в достаточной степени достигнуты, если содержание никеля составляет менее 0,03 мас.%. Если содержание Ni является более высоким, чем 1,0 мас.%, стойкость стали к сульфидному растрескиванию под напряжением уменьшается. С учетом этого содержание никеля должно находиться в диапазоне от 0,03 мас.% до 1,0 мас.%. Содержание Ni предпочтительно составляет 0,05 мас.% или выше, более предпочтительно 0,08 мас.% или выше, и еще более предпочтительно 0,10 мас.% или выше. Содержание никеля предпочтительно составляет менее 1,0 мас.%, более предпочтительно 0,7 мас.% или ниже, и еще более предпочтительно 0,5 мас.% или ниже.
[0035] Cu: от 0,02 мас.% до 1,0 мас.%
Медь (Cu) увеличивает прокаливаемость стали, а также увеличивает прочность стали. Кроме того, медь оказывает эффект улучшения адгезии окалины, образующейся на поверхности стали во время стадии нагрева для закалки, а также эффект сокращения увеличения твердости поверхностного слоя стали, поскольку окалина уменьшает скорость охлаждения на поверхности стали во время стадии охлаждения при закалке. Эти эффекты не могут быть в достаточной степени достигнуты, если содержание меди составляет менее 0,02 мас.%. Если содержание меди является более высоким, чем 1,0 мас.%, свариваемость стали уменьшается. Кроме того, если содержание Cu является слишком высоким, зернограничная прочность стали при высоких температурах уменьшается, уменьшая горячую обрабатываемость стали. С учетом этого содержание меди должно находиться в диапазоне от 0,02 мас.% до 1,0 мас.%. Содержание меди предпочтительно составляет 0,05 мас.% или выше, более предпочтительно 0,08 мас.% или выше, и еще более предпочтительно 0,10 мас.% или выше. Содержание меди предпочтительно составляет менее 1,0 мас.%, более предпочтительно 0,7 мас.% или ниже, и еще более предпочтительно 0,5 мас.% или ниже.
[0036] V: от 0,020 мас.% до 0,20 мас.%
Ванадий (V) связывается с C в стали и образует карбид V, увеличивая прочность стали. Кроме того, V растворяется в карбиде Mo, образуя карбид. Карбид, содержащий V, с меньшей вероятностью образует грубые частицы. Эти эффекты не могут быть эффективно достигнуты, если содержание V составляет менее 0,020 мас.%. Если содержание V является более высоким, чем 0,20 мас.%, образуются грубые частицы карбида. С учетом этого содержание ванадия должно находиться в диапазоне от 0,020 мас.% до 0,20 мас.%. Содержание ванадия предпочтительно является более высоким, чем 0,020 мас.%, и более предпочтительно 0,04 мас.% или выше. Содержание ванадия предпочтительно является более низким, чем 0,16 мас.%.
[0037] Ca: от 0,0005 мас.% до 0,005 мас.%
Кальций (Ca) связывается с серой в стали, образуя CaS. По мере образования CaS образование MnS подавляется. Таким образом, Ca увеличивает прочность и стойкость стали к HIC. Эти эффекты не могут быть в достаточной степени достигнуты, если содержание Ca составляет менее 0,0005 мас.%. Если содержание Ca превышает 0,005 мас.%, чистота стали уменьшается, снижая вязкость и стойкость стали к HIC. Таким образом, содержание Ca должно находиться в диапазоне от 0,0005 до 0,005 мас.%. Содержание Ca предпочтительно является более высоким, чем 0,0005 мас.%, более предпочтительно 0,0008 мас.% или выше, и еще более предпочтительно 0,001 мас.% или выше. Содержание кальция предпочтительно составляет менее 0,005 мас.%, более предпочтительно 0,003 мас.% или ниже, и еще более предпочтительно 0,002 мас.% или ниже.
[0038] Остаток химического состава бесшовной стальной трубы в данном варианте осуществления состоит из Fe и примесей. Примесь в этом контексте означает элемент, происходящий из руды или лома, используемых в качестве сырья для стали, или элемент, который попадает в сталь из окружающей среды и т.п. во время производственного процесса.
[0039] Кроме того, химический состав бесшовной стальной трубы в данном варианте осуществления может содержать Nb вместо некоторого количества Fe.
[0040] Nb: от 0 мас.% до 0,05 мас.%
Ниобий (Nb) является дополнительным элементом. Nb связывается с C и/или N в стали и образует мелкие частицы карбида и/или карбонитрида Nb, увеличивая ударную вязкость стали. Кроме того, Nb растворяется в карбиде Mo и образует заданный карбид, препятствуя тем самым образованию грубых частиц заданного карбида. С другой стороны, если содержание Nb является более высоким, чем 0,05 мас.%, образуются грубые частицы карбида. С учетом этого содержание ниобия должно находиться в диапазоне от 0 мас.% до 0,05 мас.%. Вышеупомянутые эффекты могут быть надежно достигнуты, если содержание Nb составляет 0,010 мас.% или выше. Содержание Nb предпочтительно составляет 0,015 мас.% или выше, и более предпочтительно 0,020 мас.% или выше. Содержание ниобия предпочтительно составляет 0,040 мас.% или ниже, и более предпочтительно 0,035 мас.% или ниже.
[0041] (Углеродный эквивалент Ceq)
В бесшовной стальной трубе данного варианта осуществления углеродный эквивалент Ceq, определяемый уравнением (1), составляет не меньше чем 0,430% и меньше чем 0,500%.
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15... (1),
где символ каждого элемента в уравнении (1) означает содержание этого элемента в мас.%.
[0042] Если углеродный эквивалент Ceq является более низким, чем 0,430%, трудно гарантировать заданную прочность бесшовной стальной трубы. Если углеродный эквивалент Ceq имеет значение 0,500 или выше, становится трудно уменьшить твердость по Виккерсу поверхностного слоя до 250 Hv или ниже с помощью производственного процесса, в котором закалка после горячего формования представляет собой единственную стадию прямой закалки или непрерывной закалки.
[0043] [Микроструктура]
В микроструктуре бесшовной стальной трубы в данном варианте осуществления главная фаза от поверхностного слоя до частей внутри стенки представляет собой мартенсит отпуска или бейнит отпуска. Бесшовная стальная труба в данном варианте осуществления не содержит рекристаллизованного феррита по меньшей мере в области глубже, чем 1 мм от поверхности. Рекристаллизованный феррит чрезвычайно уменьшает твердость поверхностного слоя толщиной 1 мм бесшовной стальной трубы.
[0044] Главная фаза, являющаяся мартенситом отпуска или бейнитом отпуска, в целом означает микроструктуру, в которой объемная доля мартенсита отпуска составляет 50% или выше, микроструктуру, в которой объемная доля бейнита отпуска составляет 50% или выше, или микроструктуру, в которой сумма объемной доли мартенсита отпуска и объемной доли бейнита отпуска составляет 50% или выше. Другими словами, вышеупомянутая фаза означает микроструктуру, в который объемная доля структуры, которая не является ни мартенситом отпуска, ни бейнитом отпуска (например, феррит) является более низкой, чем 50%.
[0045] [Номер размера кристаллического зерна]
В микроструктуре бесшовной стальной трубы данного варианта осуществления размер предаустенитных зерен является более низким, чем 6,0 по шкале размеров кристаллических зерен стандарта ASTM E112-10.
[0046] Номер размера предаустенитного зерна может быть измерен в соответствии со стандартом ASTM E112-10 путем вырезания образца для испытания из каждой стальной трубы, предпочтительно перед отпуском и после закалки, так, чтобы поперечное сечение, перпендикулярное к длине стальной трубы (то есть к направлению формирования трубы) образовывало наблюдаемую поверхность, и заливки этого образца в смолу, а затем использования способа Беше-Божара травления насыщенным водным раствором пикриновой кислоты для проявления границ предаустенитных зерен.
[0047] Альтернативно, номер по стандарту ASTM размера предаустенитного кристаллического зерна в трубе из отпущенной стали может быть определен путем использования таких способов, как дифракция обратного рассеивания электронов (EBSD), основанная на соотношении ориентации кристаллов. В таких случаях микроструктура металла стальной трубы после отпуска наблюдается с помощью EBSD следующим образом: образец получается из середины толщины стенки в поперечном сечении отпущенной бесшовной стальной трубы (то есть в поперечном сечении, перпендикулярном к осевому направлению бесшовной стальной трубы); полученный образец используется для выполнения анализа кристаллической ориентации с помощью EBSD для наблюдаемой площади размером 500 × 500 мкм, и линии вычерчиваются там, где граница предаустенитного зерна определяется как граница зерен с углом разориентации в диапазоне 15-51°, и на основе получаемого чертежа номер размера кристаллического зерна вычисляется в соответствии со стандартом ASTM E112-10.
[0048] Теоретически размер предаустенитного зерна после закалки и перед отпуском является тем же самым, что и размер предаустенитного зерна после отпуска. Размер предаустенитного зерна, определенный с помощью EBSD после отпуска, по существу равен значению, получаемому путем наблюдения кристаллических зерен, проявленных способом Беше-Божара после закалки и перед отпуском, с ошибкой приблизительно ±0,2 в номере размера зерна. Таким образом, используемая в настоящем изобретении фраза «размер предаустенитных зерен является более низким, чем 6,0 по шкале размеров кристаллических зерен стандарта ASTM E112-10» означает, что если размер кристаллического зерна после закалки неизвестен, по меньшей мере номер размера кристаллического зерна, определенный с помощью EBSD после отпуска, не превышающий 5,8, находится в области охвата настоящего изобретения. В следующем описании, если явно не указано иное, размер предаустенитного зерна представляет собой значение, получаемое способом Беше-Божара для образца после закалки, но перед отпуском.
[0049] Если предаустенитные зерна представляют собой мелкие зерна с номером размера кристаллического зерна 6,0 или больше, достаточная прокаливаемость не может быть достигнута в материале с низким значением углеродного эквивалента Ceq, как в данном варианте осуществления. Таким образом, предопределенная прочность не может быть получена. Кроме того, трудно произвести микроструктуру с такими мелкими зернами с помощью производственного процесса, в котором закалка после горячего формования является единственной стадией прямой закалки или непрерывной закалки. Номер размера кристаллического зерна предаустенитных зерен предпочтительно составляет 5,5 или ниже, и более предпочтительно 5,0 или ниже.
[0050] [Твердость по Виккерсу и предел текучести]
В бесшовной стальной трубе в данном варианте осуществления часть, находящаяся между положением, отстоящим на 1 мм от внутренней поверхности, и положением, отстоящим на 1 мм от наружной поверхности, имеет твердость по Виккерсу 250 Hv или ниже. Более конкретно, в бесшовной стальной трубе в данном варианте осуществления твердость по Виккерсу, измеренная в соответствии со стандартом JIS Z 2244 в любом положении между положением, отстоящим на 1 мм от внутренней поверхности, и положением, отстоящим на 1 мм от наружной поверхности, составляет 250 Hv или ниже.
[0051] Бесшовная стальная труба по настоящему изобретению имеет более малые вариации твердости вдоль направления толщины стенки. Более конкретно, разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от внутренней поверхности, и твердостью по Виккерсу части, находящейся в середине толщины стенки, разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от наружной поверхности, и твердостью по Виккерсу части, находящейся в середине толщины стенки, и разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от внутренней поверхности, и твердостью по Виккерсу части, находящейся на глубине 1 мм от наружной поверхности, составляют каждая 25 Hv или меньше.
[0052] Бесшовная стальная труба в данном варианте осуществления имеет предел текучести, соответствующий сорту X80 или выше (то есть 555 МПа или выше) в соответствии со стандартами API.
[0053] Бесшовная стальная труба в данном варианте осуществления может подходящим образом использоваться, хотя и не ограничивается этим, как бесшовная стальная труба с толщиной стенки 25-55 мм. Более предпочтительно, для рационализации использования сплавов, толщина стенки бесшовной стальной трубы находится в диапазоне 25-40 мм.
[0054] [Способ производства]
Далее будет описан один пример способа производства бесшовной стальной трубы в данном варианте осуществления. Однако способ производства бесшовной стальной трубы в данном варианте осуществления не ограничивается этим.
[0055] [Производственная линия]
Фиг. 1 представляет собой блок-схему, иллюстрирующую один пример производственной линии. На Фиг. 1 производственная линия включает в себя нагревательную печь 1, прошивной стан 2, стан-элонгатор 3, калибровочный прокатный стан 4, дополнительную нагревательную печь 5, устройство 6 водяного охлаждения и устройство 7 отпуска. Множество транспортных роликов 10 располагается между этими устройствами.
[0056] [Процесс производства]
Фиг. 2 представляет собой блок-схему, иллюстрирующую процесс для производства бесшовной стальной трубы в данном варианте осуществления. Фиг. 3 показывает изменения температуры поверхности обрабатываемой детали (то есть стального сырья, полой гильзы или бесшовной стальной трубы) при изготовлении в зависимости от времени. На этом графике A1 означает точку Ac1 при рассмотрении нагреваемой обрабатываемой детали, и означает точку Ar1 при рассмотрении охлаждаемой обрабатываемой детали. На этом графике A3 означает точку Ac3 при рассмотрении нагреваемой обрабатываемой детали, и означает точку Ar3 при рассмотрении охлаждаемой обрабатываемой детали.
[0057] Как показано на Фиг. 1-3, производственный процесс включает в себя сначала нагревание стального сырья с использованием нагревательной печи 1 (стадия нагревания S1). Стальное сырье может быть, например, круглой заготовкой. Стальное сырье может быть произведено с помощью системы непрерывной разливки, такой как система непрерывной разливки круглых слитков. Стальное сырье может быть произведено с помощью горячей обработки (например ковки или блюминга) слитка или сляба. Далее будет описан случай со стальным сырьем, которое является круглой заготовкой.
[0058] Горячая круглая заготовка подвергается горячей обработке для производства бесшовной стальной трубы (стадии S2 и S3). Более конкретно, круглая заготовка прокатывается на прошивном стане 2 для того, чтобы произвести полую гильзу (стадия прошивной прокатки S2). Затем полая гильза прокатывается на стане-элонгаторе 3 и калибровочном прокатном стане 4 для того, чтобы произвести бесшовную стальную трубу (стадия прокатки для удлинения и стадия калибровочной прокатки S3).
[0059] Бесшовная стальная труба, произведенная с помощью горячей обработки, нагревается до предопределенной температуры с помощью дополнительной нагревательной печи 5 по мере необходимости (стадия дополнительного нагревания S4). Бесшовная стальная труба, произведенная с помощью горячей обработки, или нагретая бесшовная стальная труба закаляется с помощью устройства 6 водяного охлаждения (стадия закалки S5). В любом случае бесшовная стальная труба, получаемая при горячей обработке, закаливается без охлаждения до температуры ниже температуры Ar3. Закаленная бесшовная стальная труба отпускается с помощью устройства 7 отпуска (стадия отпуска S6).
[0060] Таким образом, в вышеупомянутом способе производства закалка выполняется сразу после того, как закончена горячая обработка. Более конкретно, после горячей обработки закалка выполняется до того, как бесшовная стальная труба будет оставлена для охлаждения до приблизительно комнатной температуры. Термическая обработка, в которой бесшовная стальная труба после горячей обработки быстро охлаждается до того, как температура поверхности станет ниже, чем точка Ar3, в дальнейшем упоминается как «прямая закалка», а термическая обработка, в которой бесшовная стальная труба после горячей обработки дополнительно нагревается при температуре не ниже чем точка Ac3, а затем быстро охлаждается, в дальнейшем упоминается как «непрерывная закалка». Использование прямой закалки или непрерывной закалки делает зерна микроструктуры более грубыми, чем при термической обработке, в которой труба охлаждается после ее производства, а затем быстро охлаждается (именуемой в дальнейшем повторным нагреванием и закалкой). Более конкретно, номер размера кристаллического зерна после закалки составляет меньше чем 6,0. Это улучшает прокаливаемость микроструктуры по сравнению с повторным нагреванием и закалкой, и таким образом гарантирует высокую прочность, даже когда используется стальной материал с низким значением углеродного эквивалента Ceq.
[0061] Эти стадии будут более подробно описаны ниже.
[0062] [Стадия нагревания (S1)]
Круглая заготовка нагревается в нагревательной печи 1. Температура нагревания предпочтительно находится в диапазоне от 1100 до 1300°С. Нагревание круглой заготовки до этого диапазона температур приводит к растворению карбонитрида в стали. Если круглая заготовка должна быть произведена из сляба или слитка металла с помощью горячей обработки, требуется лишь, чтобы сляб или слиток был нагрет до температуры 1100-1300°C, и температура, до которой круглая заготовка нагревается нагревательной печью 1, не должна находиться в диапазоне 1100-1300°C, потому что карбонитрид в стали растворяется, когда слиток или сляб нагревается. Нагревательная печь 1 может быть, например, печью с шагающим балочным подом или вращающейся печью.
[0063] [Стадия прошивки (S2)]
Круглая заготовка удаляется из нагревательной печи 1, и горячая круглая заготовка подвергается прошивной прокатке на прошивном стане 2 для того, чтобы произвести полую гильзу. Прошивной стан 2 включает в себя множество перекошенных валков и прошивку. Прошивка расположена между перекошенными валками. Предпочтительно прошивной стан 2 является прошивным станом поперечного типа. Прошивной стан поперечного типа является предпочтительным, потому что он может делать прошивку при высоком уровне расширения трубы.
[0064] [Стадия удлинительной прокатки и стадия калибровочной прокатки (S3)]
Затем выполняется прокатка полой гильзы. Более конкретно, полая гильза прокатывается на стане-элонгаторе 3. Стан-элонгатор 3 включает в себя множество клетей, расположенных последовательно. Стан-элонгатор 3 может быть, например, станом для прокатки на оправке. После этого полая гильза, которая была подвергнута удлинительной прокатке, подвергается обжатию на калибровочном прокатном стане 4 для того, чтобы произвести бесшовную стальную трубу. Калибровочный прокатный стан 4 включает в себя множество клетей, расположенных последовательно. Калибровочный прокатный стан 4 может быть, например, калибровочным трубопрокатным станом или редукционным станом с натяжением. Стадия удлинительной прокатки и стадия калибровочной прокатки вместе могут упоминаться просто как стадия прокатки.
[0065] [Стадия дополнительного нагревания (S4)]
Стадия дополнительного нагревания (S4) выполняется по мере необходимости. Иначе говоря, способ производства в данном варианте осуществления не обязан включать в себя стадию дополнительного нагревания (S4). Более конкретно, стадия дополнительного нагревания (S4) выполнена таким способом, чтобы температура бесшовной стальной трубы находилась на предопределенном уровне, который равен или выше точки Ac3, непосредственно перед водяным охлаждением стадии закалки (S5). Если стадия дополнительного нагревания (S4) не выполняется, способ, показанный на Фиг. 2, от стадии S3 переходит сразу к стадии S5. Если стадия дополнительного нагревания (S4) не выполняется, дополнительная нагревательная печь 5, показанная на Фиг. 1, может быть исключена.
[0066] Если финишная температура стадии прокатки (то есть температура поверхности бесшовной стальной трубы непосредственно после завершения стадии прокатки) является более низкой, чем 800°C, предпочтительно выполнять дополнительную стадию нагревания (S4). На дополнительной стадии нагревания (S4) бесшовная стальная труба помещается в дополнительную нагревательную печь 5 и нагревается. Температура нагрева в дополнительной нагревательной печи 5 предпочтительно находится в диапазоне 900-1100°C. Если время выдержки при этом будет слишком большим, карбонитриды, состоящие из Ti, Nb, C и N, то есть (Ti, Nb) и (C, N), могут выделяться и формировать грубые частицы. На дополнительной стадии нагревания дополнительная нагревательная печь 5 может быть заменена устройством индукционного нагрева.
[0067] [Стадия закалки (S5)]
Бесшовная стальная труба охлаждается водой в устройстве 6 водяного охлаждения. Температура (то есть температура поверхности) бесшовной стальной трубы непосредственно перед водяным охлаждением равна или выше чем точка Ac3, и предпочтительно равна или выше чем 800°C.
[0068] Для водяного охлаждения предпочтительно, чтобы скорость охлаждения для диапазона температур бесшовной стальной трубы от 800°C до 500°C была равна или выше чем 5°C/c (300°C/мин). Это обеспечивает однородную закаленную микроструктуру. Охлаждение останавливается при температуре, которая равна или ниже точки Ar1. Температура, при которой охлаждение останавливается, предпочтительно составляет 450°C или ниже, и охлаждение может выполняться вплоть до комнатной температуры. Стадия закалки (S5) изменяет структуру матрицы, делая ее состоящей главным образом из мартенсита или бейнита.
[0069] Например, апертура 6 водяного охлаждения, используемая для стадии закалки (S5), может иметь следующую конструкцию: устройство 6 водяного охлаждения включает в себя множество вращающихся роликов, устройство ламинарного потока воды и устройство струйного потока воды. Вращающиеся ролики расположены в два ряда, и бесшовная стальная труба располагается между этими двумя рядами вращающихся роликов. При этом вращающиеся ролики в этих двух рядах находятся в контакте с нижними частями наружной поверхности бесшовной стальной трубы. Когда вращающиеся ролики вращаются, бесшовная стальная труба вращается вокруг ее оси. Устройство ламинарного потока воды расположено выше вращающихся роликов и льет воду сверху бесшовной стальной трубы. При этом вода, выливаемая на бесшовную стальную трубу, образует ламинарный поток воды. Устройство струйного потока воды располагается около конца бесшовной стальной трубы, установленной на вращающихся роликах. Устройство струйного потока воды испускает струйный поток воды от конца бесшовной стальной трубы внутрь этой стальной трубы. Эти устройства одновременно охлаждают внешнюю и внутреннюю поверхности бесшовной стальной трубы. Устройство 6 водяного охлаждения такой конструкции является подходящим для ускоренного охлаждения бесшовной стальной трубы с большой толщиной стенки, 25 мм или больше.
[0070] Устройство 6 водяного охлаждения может быть устройством, отличающимся от обсужденного выше устройства, включающего в себя вращающиеся ролики, устройство ламинарного потока воды и устройство струйного потока воды. Устройство 6 водяного охлаждения может быть, например, баком с водой. При такой реализации бесшовная стальная труба погружается в бак с водой и таким образом подвергается ускоренному охлаждению. Альтернативно устройство 6 водяного охлаждения может включать в себя только устройство ламинарного потока воды. Подводя итог, охлаждающее устройство 6 не ограничивается каким-либо определенным типом.
[0071] [Стадия отпуска (S6)]
Закаленная бесшовная стальная труба подвергается отпуску. Более конкретно, закаленная бесшовная стальная труба нагревается до предопределенной температуры отпуска, которая является более низкой, чем точка Ac1, и выдерживается при этой температуре в течение предопределенного промежутка времени таким образом, чтобы значение параметра Ларсона-Миллера PL, определяемое нижеприведенным уравнением (2), составляло 18800 или выше:
PL=(T+273) ×(20+log(t))... (2).
В уравнении (2) T представляет собой температуру отпуска (в °C), а t - время выдержки (в часах) при этой температуре. Log(t) является логарифмом t по основанию 10.
[0072] Если значение PL является более низким, чем 18800, уменьшение поверхностной твердости становится недостаточным, и некоторые части могут иметь твердость по Виккерсу, превышающую 250 Hv. Значение PL предпочтительно составляет 18900 или выше.
[0073] Если значение PL является слишком высоким, рекристаллизация феррита происходит в области, отстоящей на 1 мм или глубже от поверхности, что может вызвать значительное уменьшение прочности, снижение стойкости к кислой среде в поверхностном слое и образование пузырей. Значение PL предпочтительно составляет 20000 или ниже, и более предпочтительно 19500 или ниже.
[0074] Нижний предел температуры отпуска предпочтительно составляет 600°С, более предпочтительно 630°С и еще более предпочтительно 650°С. Верхний предел температуры отпуска предпочтительно составляет 700°С и более предпочтительно 680°С. Нижний предел времени выдержки предпочтительно составляет один час, более предпочтительно два часа и еще более предпочтительно три часа. Верхний предел времени выдержки предпочтительно составляет шесть часов, более предпочтительно пять часов, и еще более предпочтительно четыре часа.
[0075] Вышеописанный производственный процесс обеспечивает бесшовную стальную трубу с толщиной стенки 25 мм или больше, имеющую хорошую прочность, ударную вязкость и стойкость к HIC. Вышеописанный способ производства является особенно подходящим для бесшовной стальной трубы с толщиной стенки 25 мм или больше, и может даже использоваться для получения бесшовной стальной трубы с толщиной стенки 40 мм или больше. Верхний предел толщины стенки не ограничивается конкретным значением, но обычно составляет 60 мм или меньше.
[0076] Выше были описаны бесшовная стальная труба в одном варианте осуществления настоящего изобретения и способ ее производства. Данный вариант осуществления предлагает бесшовную стальную трубу, которая может быть произведена путем относительно приемлемого производственного процесса и обеспечивает предел текучести 555 МПа или выше, а также хорошую стойкость к сульфидному растрескиванию под напряжением надежным образом.
Примеры
[0077] Далее настоящее изобретение будет описано с использованием конкретных примеров. Настоящее изобретение не ограничивается этими примерами.
[0078] Было произведено множество бесшовных стальных труб с различными химическими составами, и были исследованы их предел текучести, прочность при растяжении, поверхностная твердость и стойкость к кислой среде.
[0079] [Способы исследования]
Множество сталей, имеющих химические составы, показанные в Таблице 1, было выплавлено и подвергнуто непрерывной разливке для того, чтобы получить круглые заготовки для формования трубы. Стали A, C, D1, D2 и J в Таблице 1 являются сталями, в которых химический состав или значение Ceq не соответствуют требованиям настоящего изобретения.
[0080] [Таблица 1]
[0081] Полученные круглые заготовки нагревались в нагревательной печи до температуры в диапазоне от 1100 до 1300°С. После этого эти круглые заготовки подвергались прошивной прокатке на прошивном прокатном стане для получения полых гильз. После этого стан для прокатки на оправке использовался для удлинительной прокатки полых гильз. После этого калибровочный трубопрокатный стан использовался для калибровочной прокатки полых гильз для получения бесшовных стальных труб, имеющих наружные диаметры и толщины стенок, показанные в Таблицах 2 и 3.
[0082] [Таблица 2]
[0083] [Таблица 3]
*62: непрерывная закалка при 950°C+повторный нагрев при 950°C и закалка+отпуск
[0084] Бесшовные стальные трубы, которые были подвергнуты калибровочной прокатке, были нагреты в дополнительной нагревательной печи до 950°C, после чего закалка была выполнена с помощью устройства водяного охлаждения, в котором трубы охлаждались до комнатной температуры со скоростью охлаждения 5°C/c или выше.
[0085] После закалки бесшовные стальные трубы были отпущены при температурах томления и временах выдержки, показанных в Таблицах 2 и 3. Однако во время производства стали № 62, после того, как вышеупомянутая закалка была выполнена, перед отпуском была выполнена закалка, в которой сталь была повторно отдельно нагрета до 950°C и выдержана в течение 20 мин, а затем охлаждена водой.
[0086] Следующие оценочные тесты проводились на бесшовных стальных трубах, произведенных в вышеупомянутом производственном процессе.
[0087] [Тесты на предел текучести и на разрыв]
Был исследован предел текучести каждой бесшовной стальной трубы. Более конкретно, образец № 12 (с шириной 25 мм и длиной 50 мм) в соответствии со стандартом JIS Z 2241 был взят так, чтобы продольное направление образца было параллельно продольному направлению стальной трубы (то есть направлению L). Этот образец использовался для испытания на разрыв в соответствии со стандартом JIS Z 2241 в атмосфере при комнатной температуре (25°C), и были определены предел текучести (YS) и прочность при растяжении (TS). Предел текучести определялся с использованием способа полного удлинения на 0,5%. Определенные предел текучести (в МПа) и прочность при растяжении (в МПа) показаны в Таблицах 2 и 3. Колонки «YS» в Таблицах 2 и 3 показывают предел текучести, а колонки «TS» - прочности при растяжении для образцов с различными номерами.
[0088] [Тест поверхностной твердости]
Из каждой бесшовной стальной трубы были взяты четыре образца, смещенные друг относительно друга на 90° вдоль окружности трубы, и тест твердости по Виккерсу в соответствии со стандартом JIS Z 2244 проводился в произвольных трех точках на поперечном сечении (то есть на поперечном сечении, перпендикулярном к центральной оси) каждого образца, отстоящих на 1 мм в направлении толщины стенки от внутренней поверхности. Сила F в тестах твердости по Виккерсу составляла 10 кгс (то есть 98,07 Н). Максимальное среди значений для 12 точек, которые были получены, использовалось в качестве значения твердости «на расстоянии 1 мм от внутренней поверхности».
[0089] Аналогичным образом тест твердости по Виккерсу проводился в произвольных трех точках каждого из четырех образцов каждой бесшовной стальной трубы, отстоящих на 1 мм в направлении толщины стенки от наружной поверхности, и максимальное среди значений 12 точек, которые были получены, использовалось в качестве значения твердости «на расстоянии 1 мм от наружной поверхности». Кроме того, тест твердости по Виккерсу проводился в произвольных трех точках каждого из четырех образцов каждой бесшовной стальной трубы, находящихся около середины в толщине стенки, и максимальное среди значений 12 точек, которые были получены, использовалось в качестве значения твердости «внутри стенки».
[0090] Для каждой бесшовной стальной трубы значения твердости «на расстоянии 1 мм от наружной поверхности», «на расстоянии 1 мм от внутренней поверхности» и «внутри стенки» показаны в Таблицах 2 и 3 в колонках маркированная «Внешняя поверхность», «В стенке» и «Внутренняя поверхность».
[0091] Самое большое значение среди разницы между твердостью «на расстоянии 1 мм от наружной поверхности» и твердостью «внутри стенки», разницы между твердостью «на расстоянии 1 мм от внутренней поверхности» и твердостью «внутри стенки», и разницы между твердостью «на расстоянии 1 мм от наружной поверхности» и твердостью «на расстоянии 1 мм от внутренней поверхности» (именуемое в дальнейшем как «максимальная разница в твердости») показано в колонке «Разность» в Таблицах 2 и 3.
[0092] [Наблюдение микроструктуры]
Из каждой бесшовной стальной трубы был взят образец, содержащий внутреннюю поверхность, наружную поверхность и середину толщины стенки, и было выполнено наблюдение микроструктуры этих образцов. Более конкретно, каждый образец травился ниталем для проявления микроструктуры, которая затем наблюдалась с использованием оптического микроскопа.
[0093] Каждая бесшовная стальная труба имела микроструктуру, главной фазой которой являлся мартенсит отпуска или бейнит отпуска. Однако в некоторых бесшовных стальных трубах в области, отстоящей на 1 мм или глубже от поверхности, произошла рекристаллизация феррита. Наличие такого факта рекристаллизации феррита в области, отстоящей на 1 мм или глубже от поверхности, показано в колонке маркированную «Рекристаллизация феррита» в Таблицах 2 и 3.
[0094] Номер размера кристаллического зерна предаустенитных зерен в микроструктуре измерялся с помощью следующего способа: сначала образец вырезался из каждой стальной трубы таким образом, чтобы поперечное сечение, перпендикулярное к длине закаленной стальной трубы (то есть к направлению формирования трубы), образовывало наблюдаемую поверхность, и заливался смолой; затем использовался способ Беше-Божара, то есть травление насыщенным водным раствором пикриновой кислоты для проявления границ предаустенитного зерна, которые затем наблюдались с помощью оптического микроскопа (с увеличением 200х), и номер размера предаустенитного зерна измерялся в соответствии со стандартом ASTM E112-10. Такие номера размера зерна показаны в колонке «Номер размера предаустенитного зерна после закалки» в Таблицах 2 и 3.
[0095] Поскольку номер размера предаустенитных зерен после отпуска не может быть измерен с использованием травления водным раствором пикриновой кислоты, он измерялся с помощью EBSD. Анализ EBSD выполнялся путем вырезания образца таким образом, чтобы поперечное сечение, перпендикулярное к длине отпущенной стальной трубы, образовывало наблюдаемую поверхность, и зеркальной полировки наблюдаемой поверхности с последующей электролитической полировкой, после чего наблюдалась область размером 500 × 500 мкм в середине толщины стальной трубы. Использовался детектор для EBSD, установленный на FE-SEM (DigiViewIV производства компании EDAX). Полученные данные о кристаллической ориентации обрабатывались с помощью аналитического программного обеспечения (OIM Analysis версии 6 производства компании EDAX) для того, чтобы вычертить линии вдоль границ между кристаллическими зернами с углами разориентации 15-51°, и полученные линии использовались для измерения номера размера предаустенитного зерна в соответствии со стандартом ASTM E112-10. Такие номера размера зерна показаны в колонке «Номер размера предаустенитного зерна после закалки и отпуска» в Таблицах 2 и 3.
[0096] [Результаты исследования]
Как показано в Таблицах 1-3, бесшовные стальные трубы №№ 19-33 и 52-60 имели химический состав, соответствующий настоящему изобретению, и имели углеродный эквивалент Ceq не ниже чем 0,430% и ниже чем 0,500%. В этих бесшовных стальных трубах рекристаллизации феррита в области, отстоящей на 1 мм или глубже от поверхности, не происходило, структура, имеющая в качестве главной фазы мартенсит отпуска или бейнит отпуска, присутствовала от поверхностного слоя до частей внутри стенки, и номер размера предаустенитных зерен был ниже, чем 6,0. Кроме того, эти бесшовные стальные трубы имели значения твердости по Виккерсу «на расстоянии 1 мм от наружной поверхности», «на расстоянии 1 мм от внутренней поверхности» и «внутри стенки», которые не превышали 250 Hv, и имели предел текучести 555 МПа или выше. Эти бесшовные стальные трубы имели максимальную разницу в твердости 25 Hv или ниже.
[0097] Бесшовные стальные трубы №№ 1-17 имели предел текучести ниже, чем 555 МПа. Причиной этого, по-видимому, является то, что углеродный эквивалент Ceq стали A был слишком низким.
[0098] В бесшовной стальной трубе № 18 рекристаллизация феррита произошла в области, находящейся на расстоянии 1 мм или глубже от поверхности. Следовательно, бесшовная стальная труба № 18 имела предел текучести ниже, чем 555 МПа. Причиной этого, по-видимому, является то, что параметр Ларсона-Миллера PL бесшовной стальной трубы № 18 был слишком высоким.
[0099] Бесшовные стальные трубы №№ 34-42 и 47-51 имели значение твердости по Виккерсу «на расстоянии 1 мм от наружной поверхности», «на расстоянии 1 мм от внутренней поверхности» или «внутри стенки» выше 250 Hv. Кроме того, бесшовные стальные трубы имели максимальную разницу в твердости выше, чем 25 Hv. Причиной этого, по-видимому, является то, что значения параметра Ларсона-Миллера PL бесшовных стальных труб №№ 34-42 и 47-51 были слишком низкими.
[0100] Бесшовные стальные трубы №№ 43 и 44 имели твердость по Виккерсу «на расстоянии 1 мм от внутренней поверхности» выше, чем 250 Hv. Причиной этого, по-видимому, является то, что углеродный эквивалент Ceq стали С был слишком высоким.
[0101] Бесшовные стальные трубы №№ 45 и 46 имели пределы текучести ниже, чем 555 МПа. Причиной этого, по-видимому, является то, что углеродные эквиваленты Ceq сталей D1 и D2 были слишком низкими.
[0102] В бесшовной стальной трубе № 61 твердость по Виккерсу была более высокой, чем 250 Hv, во всех точках измерения. Причиной этого, по-видимому, является то, что углеродный эквивалент Ceq стали J был слишком высоким.
[0103] Бесшовная стальная труба № 62 имела предел текучести ниже, чем 555 МПа. Причиной этого, по-видимому, является то, что использовались как непрерывная закалка, так и повторное нагревание и закалка, что привело к слишком мелким предаустенитным зернам, уменьшая прокаливаемость и таким образом приводя к недостаточной прочности.
[0104] Фиг. 4 представляет собой график, показывающий соотношение между параметром Ларсона-Миллера PL и пределом текучести YS для стали B. Как показано на Фиг. 4, предел текучести YS уменьшается по мере увеличения значения параметра Ларсона-Миллера PL. Сталь B обеспечила предел текучести 555 МПа или больше, за исключением бесшовной стальной трубы № 18, в которой произошла рекристаллизация феррита.
[0105] Фиг. 5 представляет собой график, показывающий соотношение между параметром Ларсона-Миллера PL и пределом текучести YS для стали А. Сталь А не обеспечила предел текучести не ниже чем 555 МПа, даже при том, что регулировались условия отпуска. Причиной этого, по-видимому, является то, что углеродный эквивалент Ceq стали A был слишком низким.
[0106] Фиг. 6 представляет собой график, показывающий соотношение между параметром Ларсона-Миллера PL и твердостью на внешней поверхности, внутри стенки и на внутренней поверхности для стали B. Как показано на Фиг. 6, твердость на внешней поверхности, внутри стенки и на внутренней поверхности уменьшается по мере увеличения значения параметра Ларсона-Миллера PL. Как показано на Фиг. 6, когда параметр Ларсона-Миллера PL имел значение 18800 или выше, твердость на внешней поверхности, внутри стенки и на внутренней поверхности составляла 250 Hv или ниже. С другой стороны, когда параметр Ларсона-Миллера PL имел значение меньше чем 18800, твердость на внешней поверхности, внутри стенки и на внутренней поверхности была более высокой, чем 250 Hv.
[0107] Фиг. 7 представляет собой график, показывающий соотношение между параметром Ларсона-Миллера PL и твердостью на внешней поверхности, внутри стенки и на внутренней поверхности для стали А. Для стали А, аналогично стали В, твердость на внешней поверхности, внутри стенки и на внутренней поверхности уменьшается по мере увеличения значения параметра Ларсона-Миллера PL.
[0108] Фиг. 8 представляет собой график, показывающий соотношение между параметром Ларсона-Миллера PL и максимальной разницей в твердости для стали B. Как показано на Фиг. 8, когда параметр Ларсона-Миллера PL имел значение 18800 или выше, максимальная разница в твердости была не больше чем 25 Hv. Бесшовная стальная труба № 18 имела большую максимальную разницу в твердости, по всей видимости потому, что рекристаллизация феррита произошла в области, находящейся на расстоянии 1 мм или глубже от поверхности.
[0109] Фиг. 9 представляет собой график, показывающий соотношение между параметром Ларсона-Миллера PL и максимальной разницей в твердости для стали А. Как показано на Фиг. 9, это соотношение между параметром Ларсона-Миллера PL и максимальной разницей в твердости для стали А показывает аналогичные тенденции. Бесшовная стальная труба № 3 имела большую максимальную разницу в твердости, по всей видимости потому, что рекристаллизация феррита произошла в области, находящейся на расстоянии 1 мм или глубже от поверхности.
[0110] [Оценка стойкости к кислой среде]
Оценка стойкости к кислой среде, как описано ниже (то есть тест стойкости к HIC, испытание на изгиб с четырьмя точками) проводилась для бесшовных стальных труб некоторых из номеров.
[0111] [Тест стойкости к HIC]
Из каждой бесшовной стальной трубы были взяты образец, содержащий внутреннюю поверхность, образец, содержащий середину толщины стенки, и образец, содержащий внешнюю поверхность. Каждый из этих образцов имел толщину 20 мм, ширину (вдоль окружности) 20 мм, и длину 100 мм. Стойкость к HIC каждого образца оценивалась в соответствии со стандартом NACE (Национальная ассоциация инженеров по коррозии) ТМ 0284-2011. Тестовая ванна, в которую погружались образцы, содержала водный раствор 5% соли+0,5% уксусной кислоты, насыщенный газообразным сероводородом под давлением 1 атм при температуре 24°C.
[0112] После 96 часов погружения выполнялся ультразвуковой осмотр (UT) образцов для определения местоположения самой большой трещины, и образец разрезался в этом местоположении. Это поперечное сечение выполнялось перпендикулярно к продольному направлению стальной трубы, то есть имело размеры толщина образца × ширина образца. Вырезанный образец использовался для определения доли длины трещины CLR (= длина трещины (мм)/ширина образца (мм)). Максимальное из значений CLR образца, взятого из каждой стальной трубы, использовалось в качестве значения CLR для данной трубы.
[0113] Кроме того, определялось, имеет ли каждый образец пузыри после теста (то есть раздутые части из-за трещин вблизи поверхности), а также подсчитывалось количество таких пузырей. Максимальное количество пузырей на образце, взятом из каждой стальной трубы, использовалось в качестве количества пузырей для данной трубы.
[0114] [Испытание на изгиб с четырьмя точками]
Напряжение, равное 95% от фактического предела текучести (то есть предела текучести каждой бесшовной стальной трубы), прикладывалось к образцу, содержащему середину толщины стенки этой бесшовной стальной трубы, с использованием приспособления для испытания на изгиб с четырьмя точками в соответствии со стандартом ASTM G39. Образцы, к которым были приложены напряжения, помещались в тестовую ванну. Тестовая ванна, в которую погружались образцы, содержала водный раствор 5% соли+0,5% уксусной кислоты, насыщенный газообразным сероводородом под давлением 1 атм при температуре 24°C. Через 720 час визуально определялось, имеются ли трещины в этих образцах. Если материал не имел трещин, считалось, что этот материал имеет хорошую стойкость к сульфидному растрескиванию под напряжением.
[0115] [Результаты оценки]
Результаты оценки стойкости к кислой среде показаны в Таблице 4.
[Таблица 4]

[0116] В Таблице 4 значок «» в колонках «Тест стойкости к HIC» и «Испытание на изгиб с четырьмя точками» указывает, что никаких трещин в соответствующем тесте не было. Значок «-» в колонках «Тест стойкости к HIC» и «Испытание на изгиб с четырьмя точками» означает, что соответствующий тест не проводился.
[0117] Как показано в Таблице 4, в бесшовных стальных трубах с пределом текучести 555 МПа или выше и твердостью по Виккерсу «на расстоянии 1 мм от наружной поверхности», «на расстоянии 1 мм от внутренней поверхности» и «внутри стенки» не выше чем 250 Hv никаких трещин не образуется ни в тесте стойкости к HIC, ни в тесте на изгиб с четырьмя точками, и хорошая стойкость к кислой среде обеспечивается надежным образом. С другой стороны, бесшовные стальные трубы с твердостью по Виккерсу «на расстоянии 1 мм от наружной поверхности», «на расстоянии 1 мм от внутренней поверхности» или «внутри стенки» выше, чем 250 Hv обеспечивают недостаточную стойкость к кислой среде. Эти результаты подтверждают соотношение между твердостью по Виккерсу и стойкостью к кислой среде.
[0118] Хотя были описаны варианты осуществления настоящего изобретения, эти варианты осуществления являются всего лишь примерами, которые могут использоваться при реализации настоящего изобретения. Соответственно, настоящее изобретение не ограничено вышеупомянутыми вариантами осуществления, и вышеупомянутые варианты осуществления могут быть модифицированы сообразно обстоятельствам без отступлений от сущности настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНАЯ ТРУБА ИЗ НИЗКОЛЕГИРОВАННОГО СПЛАВА ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2015 |
|
RU2656900C1 |
| СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ СКВАЖИННОГО ЭЛЕМЕНТА И СКВАЖИННЫЙ ЭЛЕМЕНТ | 2017 |
|
RU2710808C1 |
| НЕФТЕПРОМЫСЛОВАЯ ТРУБА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2015 |
|
RU2664500C1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ПРИМЕНЕНИЯ В НЕФТЯНОЙ СКВАЖИНЕ, ОБЛАДАЮЩАЯ ВЫСОКОЙ СТОЙКОСТЬЮ К РАСТРЕСКИВАНИЮ ПОД ДЕЙСТВИЕМ НАПРЯЖЕНИЙ В СУЛЬФИДСОДЕРЖАЩЕЙ СРЕДЕ | 2012 |
|
RU2607503C2 |
| ТОЛСТОСТЕННЫЙ ВЫСОКОПРОЧНЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2493284C2 |
| Труба коррозионно-стойкая из низкоуглеродистой доперитектической стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2647201C1 |
| ТОЛСТОСТЕННЫЙ ВЫСОКОПРОЧНЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ВЫСОКОЙ СТОЙКОСТЬЮ К ИНДУЦИРУЕМОМУ ВОДОРОДОМ РАСТРЕСКИВАНИЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2010 |
|
RU2478123C1 |
| СТАЛЬНОЙ ЛИСТ И СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДОВ | 2008 |
|
RU2481415C2 |
| БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2697999C1 |
| Труба высокопрочная из низкоуглеродистой доперитектической молибденсодержащей стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2658515C1 |
Изобретение относится к области металлургии, а именно к бесшовной стальной трубе, используемой в качестве магистральной трубы для транспортировки нефти и газа. Труба имеет следующий химический состав, мас.%: C: от 0,02 до 0,15, Si: от 0,05 до 0,5, Mn: от 0,30 до 2,5, P: вплоть до 0,03, S: вплоть до 0,006, O: вплоть до 0,004, Al: от 0,01 до 0,10, Ti: от 0,001 до 0,010, N: вплоть до 0,007, Cr: от 0,05 до 1,0, Mo: не меньше чем 0,02 и меньше чем 0,5, Ni: от 0,03 до 1,0, Cu: от 0,02 до 1,0, V: от 0,020 до 0,20, Ca: от 0,0005 до 0,005, Nb: от 0 до 0,05, остальное - железо и примеси. Главная фаза микроструктуры от поверхностного слоя до середины в толщине стенки представляет собой мартенсит отпуска или бейнит отпуска. Размер предаустенитных зерен в микроструктуре по шкале размеров кристаллических зерен стандарта ASTM E112-10 составляет менее чем 6,0. Часть, находящаяся между положением, отстоящим на 1 мм от внутренней поверхности, и положением, отстоящим на 1 мм от наружной поверхности, имеет твердость по Виккерсу 250 Hv или ниже, а значение углеродного эквивалента Ceq составляет не менее чем 0,430% и менее чем 0,500%. Труба обладает пределом текучести не менее 555 МПа, а также высокой стойкостью к сульфидному растрескиванию под напряжением. 2 н. и 4 з.п. ф-лы, 9 ил., 4 табл.
1. Бесшовная стальная труба, имеющая химический состав, мас.%:
C: от 0,02 до 0,15;
Si: от 0,05 до 0,5;
Mn: от 0,30 до 2,5;
P: вплоть до 0,03;
S: вплоть до 0,006;
O: вплоть до 0,004;
Al: от 0,01 до 0,10;
Ti: от 0,001 до 0,010;
N: вплоть до 0,007;
Cr: от 0,05 до 1,0;
Mo: не меньше чем 0,02 и меньше чем 0,5;
Ni: от 0,03 до 1,0;
Cu: от 0,02 до 1,0;
V: от 0,020 до 0,20;
Ca: от 0,0005 до 0,005; и
Nb: от 0 до 0,05;
остальное железо и примеси,
при этом значение углеродного эквивалента Ceq, определяемое нижеприведенным уравнением (1), составляет не меньше чем 0,430% и меньше чем 0,500%,
главная фаза микроструктуры от поверхностного слоя до середины в толщине стенки представляет собой мартенсит отпуска или бейнит отпуска,
размер предаустенитных зерен в микроструктуре является более низким чем 6,0 по шкале размеров кристаллических зерен стандарта ASTM E112-10,
часть, находящаяся между положением, отстоящим на 1 мм от внутренней поверхности, и положением, отстоящим на 1 мм от наружной поверхности, имеет твердость по Виккерсу 250 Hv или ниже, и
предел текучести составляет 555 МПа или выше,
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15... (1),
где символ каждого элемента в уравнении (1) означает содержание этого элемента в мас.%.
2. Бесшовная стальная труба по п. 1, в которой химический состав содержит, мас.%:
Nb: от 0,010 до 0,05.
3. Бесшовная стальная труба по п. 1, в которой разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от внутренней поверхности, и твердостью по Виккерсу части, находящейся в середине толщины стенки, разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от наружной поверхности, и твердостью по Виккерсу части, находящейся в середине толщины стенки, и разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от внутренней поверхности, и твердостью по Виккерсу части, находящейся на глубине 1 мм от наружной поверхности, составляют каждая 25 Hv или меньше.
4. Бесшовная стальная труба по п. 2, в которой разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от внутренней поверхности, и твердостью по Виккерсу части, находящейся в середине толщины стенки, разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от наружной поверхности, и твердостью по Виккерсу части, находящейся в середине толщины стенки, и разница между твердостью по Виккерсу части, находящейся на глубине 1 мм от внутренней поверхности, и твердостью по Виккерсу части, находящейся на глубине 1 мм от наружной поверхности, составляют каждая 25 Hv или меньше.
5. Бесшовная стальная труба по любому из пп. 1-4, в которой:
бесшовная стальная труба производится путем закалки и отпуска, и
параметр Ларсона-Миллера PL, определяемый нижеприведенным уравнением (2), составляет 18800 или выше:
PL=(T+273) ×(20+log(t))... (2),
где T - температура отпуска в °C, а t - время выдержки при этой температуре в часах.
6. Способ производства бесшовной стальной трубы, включающий:
приготовление сырья, имеющего химический состав, мас.%: С: от 0,02 до 0,15; Si: от 0,05 до 0,5; Mn: от 0,30 до 2,5; P: вплоть до 0,03; S: вплоть до 0,006; О: вплоть до 0,004; Al: от 0,01 до 0,10; Ti: от 0,001 до 0,010; N: вплоть до 0,007; Cr: от 0,05 до 1,0; Mo: не меньше чем 0,02 и меньше чем 0,5; Ni: от 0,03 до 1,0; Cu: от 0,02 до 1,0; V: от 0,020 до 0,20; Ca: от 0,0005 до 0,005; и Nb: от 0 до 0,05, остальное железо и примеси;
горячую обработку этого сырья путем прошивной прокатки на прошивном стане с получением полой гильзы с последующей ее прокаткой для получения заготовки бесшовной трубы;
закалку этой заготовки бесшовной трубы путем прямой закалки или непрерывной закалки; и
отпуск закаленной заготовки бесшовной трубы с получением бесшовной стальной трубы,
причем между закалкой и отпуском повторного нагревания и закалки не выполняют,
значение углеродного эквивалента Ceq, определяемое нижеприведенным уравнением (3), составляет не меньше чем 0,430% и меньше чем 0,500%,
параметр Ларсона-Миллера PL, определяемый нижеприведенным уравнением (4), составляет не меньше чем 18800,
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15... (3), и
PL=(T+273) ×(20+log(t))... (4),
где символ каждого элемента в уравнении (3) означает содержание этого элемента в мас.%, а в уравнении (4) T - температура отпуска в °C, а t - время выдержки при этой температуре в часах.
| WO 2013161567 A1, 31.10.2013 | |||
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ВЫСОКОЕ СОПРОТИВЛЕНИЕ РАЗРУШЕНИЮ И HIC | 2011 |
|
RU2532791C1 |
| СТАЛЬ ДЛЯ БЕСШОВНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2002 |
|
RU2293786C2 |
| WO 2014034737 A1, 06.03.2014. | |||

