Область техники, к которой относится изобретение
Настоящее изобретение относится к нефтегазопромысловой трубе из мартенситной нержавеющей стали, в частности к бесшовной стальной трубе для нефтегазовой промышленности (OCTG) с высокой прочностью 95 кфунт/кв.дюйм (655 МПа) в плане предела текучести (YS) и превосходной ударной вязкостью при низкой температуре и способу ее изготовления.
Известный уровень техники
Недавно, ввиду резкого повышения цены на нефть и ожидаемого в ближайшем будущем истощения нефти, были начаты бурение нефтяных скважин, которые не рассматривались как перспективные из-за их чрезвычайной глубины, разработка нефтяных скважин или месторождений газа в сильно коррозионной среде, которая содержит газообразный диоксид углерода, ионы хлора или подобное, бурение нефтяных скважин в жестких условиях, таких как местность с холодным климатом или морское дно и т.п. Стальная труба для нефтяной скважины, используемая в таких жестких условиях, должна быть выполнена из материала, который обладает высокой прочностью, превосходной коррозионной стойкостью, превосходной ударопрочностью.
Обычно в нефтяных скважинах и месторождениях газа, которые содержат диоксид углерода СO2, ионы хлора Сl- или подобные, широко использовались трубы из 13%-Сr мартенситной нержавеющей стали в качестве нефтегазопромысловой трубы при разработке месторождений.
Например, JP-A-2002-363708 предлагает мартенситную нержавеющую сталь, содержащую 0,01-0,1% С, 9-15% Сr и 0,1% или менее Ni. Хотя в нержавеющей стали относительно высокое содержание С, чтобы нержавеющая сталь обладала высокой прочностью, нержавеющая сталь обладает высокой ударопрочностью. Соответственно, нержавеющая сталь предпочтительно используется для изготовления нефтегазопромысловых труб. В способе, раскрытом в JP-A-2002-363708, утверждается, что снижением количества карбида, присутствующего в межзеренной границе предшествующего аустенита до 0,5 об.% или менее, с максимумом малой оси карбида, равным 10-200 нм, и с отношением средней концентрации Сr и средней концентрации Fe в карбиде, равным 0,4 или менее, подавлено выделение карбида М23С6-типа и ускорено выделение карбида М3С-типа, таким образом в значительной степени улучшается ударопрочность. Для получения структуры и состава такого карбида в искомых диапазонах, в соответствии со способом, раскрытым в JP-A-2002-363708, нержавеющую сталь подвергают отпуску при температуре 450ºС или ниже так, что нержавеющую сталь охлаждают на воздухе (выдержка до охлаждения) после деформации в горячем состоянии, выдерживают на воздухе (выдержка до охлаждения) после отжига на твердый раствор или подвергают охлаждению на воздухе (выдержка до охлаждения) после отжига на твердый раствор.
Однако, когда нержавеющую сталь подвергают низкотемпературному отпуску при 450ºС или ниже способом, раскрытым в JP-A-2002-363708, правка, которая следует за отпуском, выполняется при низкой температуре и, следовательно, вызывает напряжения в нержавеющей стали при правке, что таким образом приводит к такому недостатку, как неоднородность свойств стальных труб, в частности, увеличивается неоднородность предела текучести YS.
Настоящее изобретение выполнено для преодоления таких недостатков известного уровня техники, и целью настоящего изобретения является создание стальной бесшовной трубы OCTG с высоким пределом текучести YS на уровне 95 кфунт/кв.дюйм (655-758 МПа) или более и превосходной ударопрочностью при низкой температуре и способ непрерывного изготовления стальной бесшовной трубы. В описании "превосходная ударопрочность при низкой температуре" подразумевает случай, когда температура перехода от вязкого разрушения к хрупкому vTrs в испытании на ударную вязкость по Шарпи составляет -40ºС или ниже.
Раскрытие изобретения
Таким образом, существо настоящего изобретения состоит в следующем.
(1) Бесшовная труба из мартенситной нержавеющей стали для нефтегазопромысловой трубы и с высокой прочностью с пределом текучести 95 кфунт/кв.дюйм или более и превосходной ударопрочностью при низкой температуре, у которой температура перехода от вязкого разрушения к хрупкому vTrs в испытании на ударную вязкость по Шарпи составляет -40ºС или ниже, содержит композицию, мас.%: 0,020% или менее С, 10-14% Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси остальное, и со структурой, в которой количество выделенного Nb составляет 0,020% или более в пересчете на Nb.
(2) Бесшовная труба из мартенситной нержавеющей стали для нефтегазопромысловой трубы и с высокой прочностью с пределом текучести 95 кфунт/кв.дюйм или более и превосходной ударопрочностью при низкой температуре, у которой температура перехода от вязкого разрушения к хрупкому vTrs в испытании на ударную вязкость по Шарпи составляет -40ºС или ниже, имеет состав, мас.%: 0,020% или менее С, 1,0% или менее Si, 0,1-2,0% Mn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, 10-14% Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси остальное, и со структурой, в которой количество выделенного Nb составляет 0,020% или более в пересчете на Nb.
(3) Бесшовная труба из мартенситной нержавеющей стали для нефтегазопромысловой трубы состава (1) или (2) содержит указанный Nb в таком количестве, что следующее условие (1) выполняется в отношении С, Аl и N.

(Здесь, С, Nb, N, Аl: содержание соответствующих элементов, мас.%). Нержавеющая сталь состава (1) обработана так, что содержание Аl составляет 0 мас.%.
(4) Бесшовная труба из мартенситной нержавеющей стали для нефтегазопромысловой трубы любого состава из (1)-(3) содержит, мас.%, в дополнение к вышеуказанному составу один или два элемента, выбранных из 2,0% или менее Сu, и 2,0% или менее Мо.
(5) Бесшовная труба из мартенситной нержавеющей стали для нефтегазопромысловой трубы любого состава из (1)-(4) содержит, мас.%, в дополнение к вышеуказанному составу один, два или более элементов, выбранных из 0,20% или менее V, 0,10% или менее Ti и 0,005% или менее В.
(6) Способ изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы с высокой прочностью и превосходной ударопрочностью при низкой температуре включает закалку, при которой бесшовную трубу с содержанием, мас.%: 0,020% или менее С, 10-14% Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N и Fe и неизбежные примеси остальное, нагревают до температуры закалки температуры превращения АС3 или выше и затем бесшовную трубу охлаждают в диапазоне 100ºС или менее от температуры закалки со скоростью охлаждения при охлаждении на воздухе или более; и отпуск, который следует за закалкой и при котором бесшовную трубу нагревают при температуре отпуска 550ºС или выше и температуре Ac1 превращения или ниже и охлаждают.
(7) Способ изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы с высокой прочностью и превосходной ударопрочностью при низкой температуре, включает закалку, при которой бесшовную трубу с содержанием, мас.%: 0,020% или менее С, 1,0% или менее Si, 0,1-2,0% Mn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, 10-14% Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси остальное, нагревают до температуры закалки температуры АС3 превращения или выше и затем бесшовную трубу охлаждают в диапазоне 100ºС или менее от температуры закалки со скоростью охлаждения при охлаждении на воздухе или более; и отпуск, который следует за закалкой и при котором бесшовную трубу нагревают при температуре отпуска 550ºС или выше и температуре Ac1 превращения или ниже и охлаждают.
(8) В способе изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы состава (6) или (7), композиция стальной бесшовной трубы содержит указанный Nb в таком количестве, что следующее условие (1) выполняется в отношении С, Аl и N.
(Здесь С, Nb, N, Al: содержание соответствующих элементов, мас.%). Нержавеющая сталь состава (6) обработана так, что содержание Аl составляет 0 мас.%.
(9) В способе изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы состава (6)-(8), композиция стальной бесшовной трубы, мас.%, в дополнение к указанному составу содержит один или два вида элементов, выбранных из 2,0% или менее Сu и 2,0% или менее Мо.
(10) В способе изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы состава (6)-(9), композиция стальной бесшовной трубы, мас.%, в дополнение к указанному составу содержит один, два или более видов элементов, выбранных из 0,20% или менее V, 0,10% или менее Ti и 0,005% или менее В.
(11) В способе изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы состава (6)-(10) правку проводят в диапазоне температуры 450ºС или выше во время охлаждения после указанного отпуска.
(12) Бесшовная труба из мартенситной нержавеющей стали для нефтегазопромысловой трубы получена способом изготовления бесшовной трубы из мартенситной нержавеющей стали для нефтегазопромысловой трубы, описанным в (11), причем приращение ΔYS предела текучести составляет 15 МПа или менее.
Достигаемый технический результат
В соответствии с настоящим изобретением может проводиться горячая правка (деформация). Соответственно, даже при выполнении правки увеличение предела текучести такое небольшое, что можно легко и бесперебойно изготавливать стальную бесшовную трубу для OCTG, которая обладает как высокой прочностью с пределом текучести на уровне YS 95 кфунт/кв.дюйм (655-758 МПа) или более, так и превосходной низкотемпературной ударопрочностью, при которой температура перехода от вязкого разрушения к хрупкому vTrs составляет -40ºС или ниже, проявляя таким образом замечательные промышленные положительные эффекты.
Лучший вариант осуществления изобретения
Авторы настоящего изобретения для осуществления вышеуказанной цели тщательно изучили влияние состава и условий термообработки, влияющих на изменение ударопрочности, вызванной увеличением прочности трубы из 13Сr мартенситной нержавеющей стали. В результате исследования изобретатели установили, что можно предотвратить ухудшение ударопрочности, объясняемое выделением по границам зерен карбида на основе Сr М23С6 типа, за счет изменения состава системы, в которой содержание С ограничено 0,02% или менее, содержание Сr находится в интервале около 10-14% Сr, в котором коррозионная стойкость не ухудшена, содержание Ni установлено относительно низким 3% или менее, и относительно большое количество, то есть 0,03% или более, Nb содержится в составе системы. Также установлено, что благодаря такому составу композиции, даже когда применяется отпуск стальной трубы при высокой температуре 550ºС или более после закалки, можно изготавливать стальную трубу, которая обеспечивает высокую прочность с пределом текучести на уровне YS 95 кфунт/кв.дюйм (655-758 МПа) или более и обладает высокой ударопрочностью при vTrs, равной -40ºС. Кроме того, температура правки может быть установлена высокой, 450ºС или более, и, следовательно, увеличение предела текучести YS после правки снижается до 15 МПа или менее.
Настоящее изобретение было завершено дополнительными продолжающимися исследованиями, основанными на вышеуказанных результатах.
Во-первых, были объяснены ограничения состава бесшовной стальной трубы для OCTG согласно настоящему изобретению. Далее мас.% для простоты обозначается как %, если не оговорено иное.
Стальная бесшовная труба для OCTG согласно настоящему изобретению является бесшовной трубой из мартенситной нержавеющей стали, в композиции которой содержится 0,020% или менее С, 10-14% Сr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси остальное, в качестве основной композиции. Бесшовная труба из мартенситной нержавеющей стали может быть композицией состава, содержащего 0,020% или менее С, 1,0% или менее Si, 0,1-2,0% Mn, 0,020% или менее Р, 0,010% или S, 0,10% или менее Аl, 10-14% Сr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси остальное, в качестве основной композиции.
С:0,020% или менее
С является важным элементом, относящимся к прочности мартенситной нержавеющей стали. Хотя желательно, чтобы нержавеющая сталь содержала 0,003% или более С для обеспечения желательной высокой прочности, когда содержание С превышает 0,020%, ударная прочность, а также коррозионная стойкость понижаются. Соответственно, в настоящем изобретении содержание С ограничено 0,020% или менее. С точки зрения стабильного обеспечения прочности и ударной прочности содержание С предпочтительно ограничено 0,003-0,015%.
Cr:10-14%
Cr является элементом, который увеличивает коррозионную стойкость за счет образования защитной пленки и является элементом, который эффективно способствует повышению коррозионной стойкости по отношению к СO2 и стойкости к коррозионному растрескиванию в СO2. Когда нержавеющая сталь содержит 10% или более Cr, нержавеющая сталь может обеспечить требуемую коррозионную стойкость нефтегазопромысловой трубы и, следовательно, низший предел содержания Cr в настоящем изобретении установлен в 10% или более. С другой стороны, когда нержавеющая сталь содержит большое количество Cr, превышающее 14%, легко образуется феррит так, что становится необходимым добавление большого количества дорогого элемента, образующего аустенит, для обеспечения стабильности фазы мартенсита или для предотвращения снижения способности к горячей обработке, поэтому содержание Cr, превышающее 14%, экономически невыгодно. Соответственно, содержание Cr ограничено диапазоном 10-14%. С точки зрения обеспечения более устойчивой структуры и способности к горячей обработке, содержание Cr предпочтительно ограничено диапазоном 10,5-11,5%.
Ni:3% или менее
Ni является элементом, который усиливает защитную пленку и увеличивает коррозионную стойкость, например коррозионную стойкость по отношению к СO2. Хотя желательно, чтобы труба из нержавеющей стали содержала 0,1% или более Ni для достижения такого положительного эффекта, когда содержание Ni превышает 3%, это приводит только к резкому повышению стоимости производства. Соответственно, содержание Ni ограничено величиной не более 3%. Содержание Ni предпочтительно ограничено диапазоном 1,5-2,5%.
N:0.05% или менее
N является элементом, который заметно увеличивает стойкость к питтинговой коррозии, и такой положительный эффект становится заметным, когда содержание N становится 0,003% или более. С другой стороны, когда содержание N превышает 0,05%, образуются различные нитриды, снижая таким образом ударную прочность. Соответственно, содержание N ограничено 0,05% или менее. Содержание N предпочтительно ограничено диапазоном 0,01-0,02%.
Nb:0,03-0,2%
Nb является важным элемент в настоящем изобретении. Nb является элементом, который образует карбид, и увеличивает прочность стали за счет дисперсионного упрочнения карбидом Nb. Кроме того, в настоящем изобретении Nb играет важную роль в предотвращении выделения по границам зерен карбида на основе Сr М23С6 типа, увеличивая таким образом ударную прочность. Для достижения такого положительного эффекта необходимо содержание Nb 0,03% или более, более предпочтительно более 0,03%. Кроме того, с точки зрения достижения более высокой прочности и более высокой ударной прочности, предпочтительно содержание Nb 0,06% или более. С другой стороны, когда содержание Nb превышает 0,2%, ударная прочность снижается. Соответственно, содержание Nb ограничено диапазоном 0,03-0,2%. Содержание Nb предпочтительно ограничено диапазоном 0,03-0,15%. Содержание Nb более предпочтительно ограничено диапазоном 0,06-0,15%.
Хотя вышеупомянутые компоненты являются основными компонентами нержавеющей стали настоящего изобретения, в настоящем изобретении предпочтительна композиция, в состав которой входит 1,0% или менее Si, 0,1-2,0% Mn, 0,020% или менее Р, 0,010% или менее S и 0,10% или менее Аl в дополнение к этим основным компонентам основной композиции.
Si:1,0% или менее
Si - элемент, который действует как раскислитель в обычном процессе производства стали. Хотя желательное содержание Si составляет 0,1% или более, когда содержание Si превышает 1,0%, ударная прочность снижается и также снижается способность поддаваться обработке в холодном состоянии. Соответственно содержание Si ограничено 1,0% или менее. Содержание Si предпочтительно ограничено диапазоном 0,1-0,3%.
Mn:0,1-2,0%
Mn является элементом, который повышает прочность нержавеющей стали. В настоящем изобретении, хотя желательно, чтобы содержание Mn составляло 0,1% или более, для обеспечения необходимой прочности нержавеющей стали для стальной трубы для нефтегазопромысловой трубы, когда содержание Mn превышает 2,0%, ударная прочность ухудшается под действием Мn. Соответственно, содержание Мn ограничено диапазоном 0,1-2,0%. Содержание Мn предпочтительно ограничено диапазоном 0,5-1,5%.
Р:0,020% или менее
Р - элемент, который ухудшает коррозионную стойкость, например коррозионную стойкость к СO2, и следовательно, желательно снизить содержание Р в настоящем изобретении настолько, насколько это возможно. Однако чрезмерное снижение содержания Р увеличивает стоимость производства. В диапазоне содержания Р, допустимого при относительно недорогом промышленном производстве нержавеющей стали, которое предотвращает ухудшение коррозионной стойкости, например коррозионной стойкости к CO2, содержание Р ограничено 0,020% или менее. Содержание Р предпочтительно ограничено 0,015% или менее.
S:0,010% или менее
S является элементом, который заметно ухудшает обрабатываемость в горячем состоянии на стадии изготовления трубы. Хотя желательно уменьшить содержание S настолько, насколько это возможно, труба может быть изготовлена обычным образом при снижении содержания S до 0,010% или менее, и, следовательно, содержание S ограничено величиной 0,010% или менее. В изобретении содержание S предпочтительно ограничено 0,003% или менее.
Аl:0,10% или менее
Аl является элементом, который обладает сильным раскисляющим действием. Для достижения такого положительного эффекта, желательно, чтобы нержавеющая сталь содержала 0,001% или более Аl. Однако, когда содержание Аl превышает 0,10%, Аl неблагоприятно влияет на ударную прочность. Соответственно, содержание Аl ограничено 0,10% или менее. Содержание Аl предпочтительно ограничено 0,05% или менее.
В настоящем изобретении предпочтительно чтобы содержание Nb находилось в пределах вышеуказанного диапазона содержания и, кроме того, условие, выраженное формулой (1), выполняется относительно содержания Nb и содержания С, Аl и N.
(Здесь С, Nb, N, Аl: содержание соответствующих элементов, мас.%).
В формуле (1), когда содержание Аl на уровне неизбежных примесей, расчет проводят, принимая содержание Аl равным 0 мас.%.
Когда содержание Nb не соответствует вышеуказанной формуле (1), нержавеющая сталь не может обладать и желательной высокой прочностью (предел текучести: 95 кфунт/кв.дюйм или более) и высокой ударной прочностью (температура перехода от вязкого разрушения к хрупкому в испытании по Шарпи составляет -40ºС или ниже).
В настоящем изобретении, в дополнение к вышеуказанным основным компонентам, нержавеющая сталь может включать один или два вида компонентов в группе А и группе В, описанных далее.
Группа А: один вид или два вида, выбранные из 2,0% или менее Сu, 2,0% или менее Мо.
Группа В: один вид или два, или более видов, выбранных из 0,20% или менее V, 0,10% или менее Ti, 0,005% или менее В.
И Сu, и Мо являются элементами, которые усиливают коррозионную стойкость, и нержавеющая сталь при необходимости может выборочно содержать эти элементы.
Сu является элементом, который упрочняет защитную пленку, увеличивая таким образом стойкость к питтингу, и желательно обеспечить содержание Сu 0,2% или более для достижения такого положительного эффекта. С другой стороны, когда содержание Сu превышает 2,0%, Сu или часть соединений Сu выделяется, понижая таким образом ударную прочность. Соответственно, когда в нержавеющей стали присутствует Сu, содержание Сu предпочтительно ограничено 2,0% или менее. Содержание Сu более предпочтительно ограничено диапазоном 0,2-1,0%.
Кроме того, Мо является элементом, который повышает стойкость к питтинговой коррозии под действием Сl-, и желательно обеспечить содержание Мо 0,2% или более для достижения такого положительного эффекта. С другой стороны, когда содержание Мо превышает 2,0%, снижается прочность нержавеющей и, в то же время, стоимость производства резко повышается. Соответственно, содержание Мо предпочтительно ограничено 2,0% или менее. Содержание Мо более предпочтительно ограничено диапазоном 0,2-1,0%.
Группа В: один вид или два, или более видов, выбранных из 0,20% или менее V, 0,10% или менее Ti, 0,005% или менее В.
Все из V, Ti и В являются элементами, которые повышают прочность нержавеющей стали, и при необходимости нержавеющая сталь может выборочно содержать один вид или два, или более видов этих элементов.
Для достижения такого положительного эффекта, желательно, чтобы нержавеющая сталь содержала 0,02 или более V, 0,02% или более Ti, 0,0015% или более В. С другой стороны, когда содержание V превышает 0,20%, содержание Ti превышает 0,10% или содержание В превышает 0,005%, снижается ударная прочность. Соответственно, когда нержавеющая сталь содержит эти элементы, желательно обеспечить содержание V 0,20% или менее, содержание Ti 0,10% или менее и содержание В 0,005% или менее. Более предпочтительно обеспечить содержание V 0,02-0,10%, содержание Ti 0,02-0,05% и содержание В 0,0015-0,0040%.
Остальное в нержавеющей стали за исключением вышеуказанных компонентов составляют Fe и неизбежные примеси. В качестве неизбежных примесей допустимо 0,010% или менее О (кислорода).
Далее описана структура бесшовной стальной трубы для OCTG настоящего изобретения.
Структура бесшовной стальной трубы для OCTG настоящего изобретения главным образом состоит из фазы отпущенного мартенсита, в которой диспергирован выделившийся Nb. В качестве структуры, отличной от фазы отпущенного мартенсита, структура может содержать 5 об.% или менее дельта-феррита и 5 об.% или менее аустенита соответственно. Кроме того, с точки зрения обрабатываемости, содержание дельта-феррита может предпочтительно составлять 2 об.% или менее. Также с точки зрения постоянства прочности, содержание аустенита может предпочтительно составлять 2 об.% или менее. Благодаря такой структуре, можно создать стальную трубу с искомой высокой прочностью (предел текучести 95 кфунт/кв.дюйм или более) и высокой ударной прочностью (температура перехода от вязкого разрушения к хрупкому в испытании по Шарпи составляет -40ºС или ниже) и, в то же время, также с коррозионной стойкостью достаточной для нефтегазопромысловой трубы. Количество выделившегося Nb составляет 0,020 мас.% или более в пересчете на Nb. Когда количество выделившегося Nb менее 0,020 мас.%, выделение зерен карбида Сr М23С6 типа, который неблагоприятно влияет на ударную прочность, не может быть подавлено, так что ударная прочность понижается. Количество выделившегося Nb предпочтительно составляет 0,025 мас.% или более в пересчете на Nb. Стальная бесшовная труба для OCTG настоящего изобретения не содержит карбида Сr типа М3С.
Здесь количество выделившегося Nb определяют таким образом, что проводят химический анализ электролитического остатка, полученного электролитическим извлечением, при использовании электролитического метода извлечения, получая таким образом количество Nb, содержавшегося в электролитическом остатке, и полученное количество Nb определяется как количество выделившегося Nb, содержавшееся в образце.
Выделившийся Nb в основном образуется в виде карбида Nb или карбонитрида Nb. Выделившийся Nb представляет собой выделившийся материал сферической формы со средним размером частиц 3-15 нм.
Далее описан способ производства бесшовной стальной трубы для OCTG настоящего изобретения. Используя бесшовную трубу из нержавеющей стали вышеуказанного состава в качестве исходного материала, применяют закалку и отпуск стальной бесшовной трубы. Кроме того, также при необходимости может быть применена правка формы деформированной стальной бесшовной трубы.
Хотя способ изготовления исходного материала вышеуказанной композиции в настоящем изобретении особенно не ограничен, предпочтительно, чтобы расплавленную сталь вышеуказанной композиции получали обычным известным способом плавки, например бессемеровским процессом, в электрической печи, вакуумной плавкой, в состоянии расплава формуется сырье для стальной трубы, например в виде заготовки обычным способом, например, непрерывной разливкой, разливкой в слиток или на обжимном стане. Затем эту стальную заготовку трубы нагревают и формуют в стальную бесшовную трубу желательного размера деформацией в горячем состоянии с использованием обычных технологических стадий Mannesmann-стана для прокатки труб на оправке или Mannesmann-стана для прокатки бесшовных труб на оправке, и стальная бесшовная труба используется в качестве заготовки. Стальная бесшовная труба может быть изготовлена горячей экструзией с применением метода прессования. Кроме того, после формования бесшовной стальной трубы, бесшовную стальную трубу желательно охладить до комнатной температуры со скоростью охлаждения, соответствующей охлаждению на воздухе или большей.
Заготовку (стальная бесшовная труба) сначала подвергают закалке.
Закалка в настоящем изобретении заключается в обработке, при которой стальную бесшовную трубу повторно нагревают до температуры закалки до температуры Ас3 превращения или выше и затем стальную бесшовную трубу охлаждают до температурной зоны на 100ºС или ниже температуры закалки со скоростью охлаждения, соответствующей охлаждению на воздухе или большей. Благодаря такой закалке можно сформировать структуру исходного материала в виде тонкой мартенситной структуры. Когда температура нагрева закалки ниже температуры Ас3 превращения, температура бесшовной стальной трубы не может быть нагрета до зоны однофазного аустенита, так что достаточная мартенситная структура не может быть сформирована охлаждением после нагревания и, следовательно, не может быть обеспечена искомая прочность стальной бесшовной трубы (предел текучести: 95 кфунт/кв.дюйм или более). Соответственно, температура нагрева при закалке ограничена температурой Ас3 превращения или выше. Температура нагрева предпочтительно составляет 1000ºС или ниже.
Далее охлаждение от температуры нагрева при закалке проводят до температурной зоны 100ºС или ниже со скоростью охлаждения, соответствующей охлаждению на воздухе или большей. Исходный материал, используемый в настоящем изобретении, легко закаливается, и, следовательно, когда исходный материал охлаждают до температурной зоны 100ºС или ниже со скоростью охлаждения, соответствующей охлаждению на воздухе, стальная бесшовная труба может приобрести достаточную структуру после закалки (мартенситная структура). Далее предпочтительно установить время выдерживания исходного материала при температуре закалки 10 минут или более с точки зрения гомогенного нагревания.
Стальная бесшовная труба, которая прошла закалку, затем подвергается отпуску. В настоящем изобретении отпуск является важной обработкой для обеспечения превосходной низкотемпературной ударной прочности. При отпуске, выполняемом в настоящем изобретении, стальную бесшовную трубу нагревают до температуры отпуска, которая составляет 550ºС или более, и предпочтительно до температуры Ac1 превращения или ниже, нагревание предпочтительно проводят в течение 30 минут или более и после этого стальную бесшовную трубу охлаждают предпочтительно до комнатной температуры предпочтительно со скоростью охлаждения, соответствующей скорости охлаждения на воздухе или большей. Благодаря такому отпуску можно изготовить стальную бесшовную трубу, которая обладает и высокой прочностью YS 95 кфунт/кв.дюйм или более и превосходной низкотемпературной ударной прочностью vTrs -40ºС или ниже. Когда температура правки равна или выше температуры отпуска, структура меняется и, следовательно, остается только установить температуру при правке равной температуре отпуска или ниже, когда температура отпуска менее 550ºС. Соответственно, как описано далее, имеется тенденция в появлении неравномерности предела текучести YS. С другой стороны, когда температура отпуска превышает температуру Ac1 превращения, формируется аустенитная фаза и аустенитная фаза превращается в закаленный мартенсит во время охлаждения. Так как в закаленном мартенсите много подвижных дислокаций, когда закаленный мартенсит выделяется, предел текучести YS снижается. Далее, с точки зрения получения удовлетворительного мартенсита, предпочтительно выполнять охлаждение от температуры отпуска со скоростью охлаждения, соответствующей охлаждению на воздухе или большей.
Далее в настоящем изобретении, при необходимости может быть применена правка стальной бесшовной трубы для правки формы деформированной стальной трубы после отпуска. Предпочтительно выполнять правку в температурной зоне 450ºС или выше. Когда температура правки менее 450ºС, при обработке возникают локальные напряжения в стальной трубе во время выполнения правки так, что имеется тенденция возникновения неоднородности в механических свойствах и, в частности, пределе текучести YS. Соответственно, при выполнении правки, правку проводят в пределах температурной зоны 450ºС или выше. Здесь желательная неоднородность (ΔYS) предела текучести YS в настоящем изобретении составляет 15 МПа или менее.
Стальную бесшовную трубу, изготовленную вышеуказанным способом, формуют в бесшовную трубу из мартенситовой нержавеющей стали вышеуказанного состава и структуры, с высокой прочностью с пределом текучести 95 кфунт/кв.дюйм или более (655 МПа или более), с превосходной низкотемпературной ударопрочностью с температурой перехода от вязкого разрушения к хрупкому vTrs -40ºC или ниже по испытанию Шарпи и дополнительно достаточной коррозионной стойкостью в качестве нефтегазопромысловой трубы.
Осуществление
Расплавленную сталь состава, представленного в таблице 1, дегазируют, затем формуют заготовки (размер: 207 мм Ø) способом непрерывной разливки и используют в качестве стальных заготовок трубы. Эти заготовки стальной трубы нагревают, формуют в трубы горячей обработкой по технологии фирмы Mannesmann и затем трубы охлаждают на воздухе для получения бесшовных стальных труб (внешний диаметр 177,8 мм Ø × толщина стенки 12,65 мм).
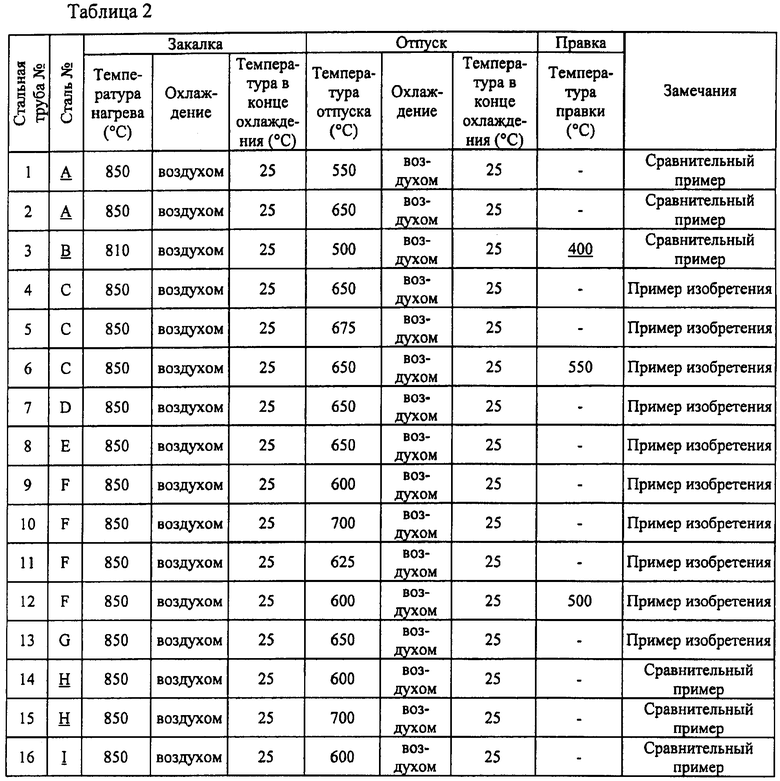
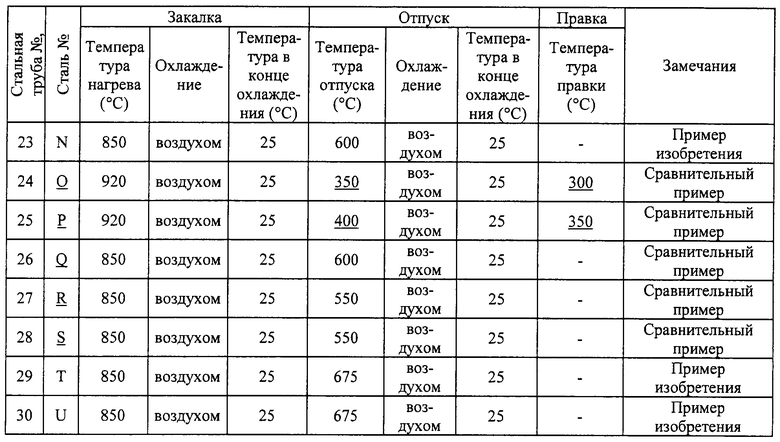
Образцы (стальные трубы) выбирают из полученных бесшовных стальных труб, применяют закалку и отпуск и необязательно применяют правку к образцам (стальные трубы) в условиях, представленных в таблице 2 и таблице 3.
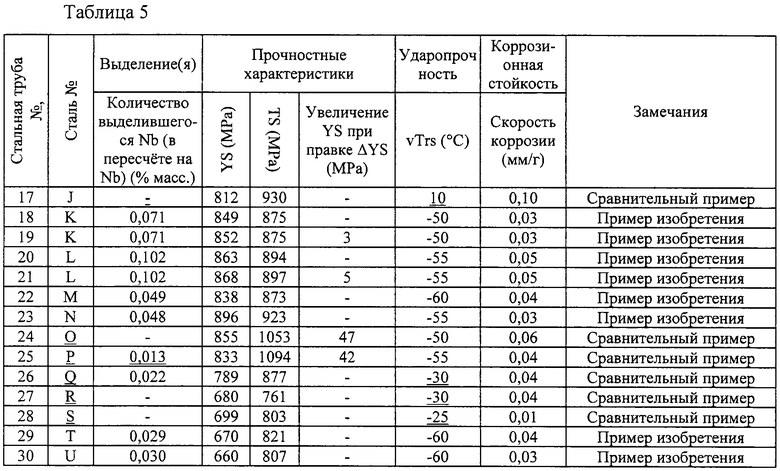
Образцы для электролитического извлечения отбирают из образцов (стальные трубы), к которым дополнительно применяли закалку, отпуск и необязательно правку. Используя выбранный образец для электролитического извлечения, определяют количество Nb, содержавшегося в полученном электролитическом остатке, и принимают за количество выделившегося Nb, содержавшегося в образце.
Далее из образца (стальные трубы), к которому применены закалка и отпуск, и необязательно правка, получают образец в виде полосы, по стандарту API 5CT, и проводят испытание на растяжение образца в виде полосы, определяя таким образом прочностные характеристики (предел текучести YS, предел прочности TS) образца в виде полосы. На образце (стальная труба), к которому применена правка, определяют увеличение ΔYS предела текучести YS. Испытание на растяжение выполняют на стальных трубах, не прошедших правку, изготовленных в тех же условиях за исключением правки, получая таким образом прочностные характеристики (предел текучести YS, предел прочности TS) образца в виде полосы. Увеличение ΔYS предела текучести YS при правке вычисляют по следующей формуле:
ΔYS=(YS стальной трубы после правки) - (YS стальной трубы без правки).
Далее образец с V-образным надрезом (толщина: 10 мм) отбирают из образцов, к которым применены закалка и отпуск и необязательно правка в соответствии с условиями JIS Z 2242. Образцы с V-образным надрезом подвергают испытанию на ударную вязкость по Шарпи, в котором определяют температуру перехода vTrs и оценивают ударную прочность.
Далее готовят образец для коррозионных испытаний толщиной 3 мм, шириной 30 мм и длиной 40 мм, механической обработкой образцов и проводят коррозионные испытания на образце.
Коррозионные испытания выполняют так, что образец погружают в контрольный раствор: 20% водный раствор NaCl (температура контрольного раствора: 80ºС в атмосфере газообразного CO2 под давлением 30 атмосфер), выдерживаемый в автоклаве, и продолжительность испытаний составляет 1 неделю (168 ч). После коррозионных испытаний измеряют вес образца и скорость коррозии вычисляют на основе снижения веса до и после коррозионных испытаний.
Полученный результат испытаний представлен в таблице 4 и таблице 5.
Все примеры настоящего изобретения (стальные трубы №4-13, 18-23, 29 и 30) являются бесшовными трубами из мартенситной нержавеющей стали, которые демонстрируют достаточную коррозионную стойкость, с высокой прочностью с YS 95 кфунт/кв.дюйм или более (655 МПа или более) и превосходной низкотемпературной ударной прочностью vTrs -40ºС или менее, и допускают горячую правку при температуре 450ºС или более, так что увеличение предела текучести небольшое и разница ΔYS среднего YS небольшая (15 МПа или менее), даже при применении правки. С другой стороны, в примерах сравнения (стальные трубы №1-3, 14-17, 24-28), которые не входят в настоящее изобретение, наблюдается недостаточная прочность (YS: менее 95 кфунт/кв.дюйм) или низкотемпературная ударная прочность низкая (vTrs превышающая -40ºС), так что не могут быть достигнуты искомая высокая прочность и искомая высокая ударопрочность. Кроме того, увеличение предела текучести (ΔYS превышает 15 МПа) после правки возрастает.



Изобретение относится к области металлургии, а именно к получению нефтегазопромысловой бесшовной трубы из мартенситной нержавеющей стали, обладающей прочностью с пределом текучести YS на уровне 95 кфунт/кв.дюйм (665-758 МПа) и повышенной низкотемпературной ударной прочностью. Труба изготовлена из стали, содержащей, мас.%: 0,020 или менее С, 10-14 Cr, 3 или менее Ni, 0,05 или менее N, 0,03-0,2 Nb и, необязательно, 1,0 или менее Si, 0,1-2,0 Mn, 0,020 или менее Р, 0,010 или менее S, 0,10 или менее Al, Fe и неизбежные примеси - остальное. Нагревают трубу до температуры закалки, равной температуре Ас3 превращения или выше, а затем охлаждают до диапазона температур 100°С или менее со скоростью охлаждения, соответствующей скорости охлаждения на воздухе или большей. Выполняют отпуск, нагревая трубу при температуре 550°С или более с последующим охлаждением. Получаемые трубы обладают отпущенной мартенситной структурой, в которой количество выделенного Nb составляет 0,020% или более, высокой прочностью на уровне 95 кфунт/кв.дюйм (665-758 МПа) и повышенной низкотемпературной ударной прочностью с температурой перехода от вязкого разрушения к хрупкому vTrs -40°С или ниже, и могут быть подвергнуты горячей правке, после которой неоднородность по пределу текучести составляет не более 15 МПа. 8 н. и 10 з.п. ф-лы, 5 табл.
1. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали, которая обладает прочностью с пределом текучести 95 кфунт/кв.дюйм (655 МПа) или более и повышенной низкотемпературной ударной прочностью, при которой температура перехода от вязкого разрушения к хрупкому vTrs в испытании на ударную вязкость по Шарпи составляет -40°С или ниже, при этом бесшовная труба выполнена из композиции, которая содержит, мас.%: 0,020 % или менее С, 10-14 % Cr, 3 % или менее Ni, 0,03-0,2 % Nb, 0,05 % или менее N, Fe и неизбежные примеси - остальное, и которая имеет структуру, где количество выделенного Nb составляет 0,020% или более в пересчете на Nb.
2. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали, которая обладает прочностью с пределом текучести YS 95 кфунт/кв.дюйм (655 МПа) или более и повышенной низкотемпературной ударной прочностью, при которой температура перехода от вязкого разрушения к хрупкому vTrs в испытании на ударную вязкость по Шарпи составляет -40°С или ниже, при этом бесшовная труба выполнена из композиции, которая содержит, мас.%: 0,020% или менее С, 1,0% или менее Si, 0,1-2,0% Mn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, 10-14 % Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси - остальное, и которая имеет структуру, где количество выделенного Nb составляет 0,020 % или более в пересчете на Nb.
3. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали по п.1 или 2, в которой содержание указанного Nb в композиции таково, что выполняется следующее условие (1) по С, Аl и N:

где С, Nb, N, Аl - содержание соответствующих элементов в маc.%.
4. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали по одному из пп.1 или 2, в которой композиция дополнительно содержит, маc.%, один или два признаков, выбранных из группы, состоящей из (А) и (В):
(A) один или два видов элементов, выбранных из 2,0% или менее Сu и 2,0% или менее Мо;
(B) один, два или более видов элементов, выбранных из 0,20% или менее V, 0,10% или менее Ti и 0,005% или менее В.
5. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали по п.3, в которой композиция дополнительно содержит, мас.%, один или два признаков, выбранных из группы, состоящей из (А) и (В):
(A) один или два видов элементов, выбранных из 2,0% или менее Сu и 2,0% или менее Мо;
(B) один, два или более видов элементов, выбранных из 0,20% или менее V, 0,10% или менее Ti и 0,005% или менее В.
6. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности, который включает закалку, в которой бесшовную стальную трубу из нержавеющей стали для нефтегазовой промышленности, выполненную из композиции, которая содержит, мас.%: 0,020% или менее С, 10-14% Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси - остальное, нагревают при температуре закалки, равной температуре Ас3 превращения или выше, и затем охлаждают от температуры закалки до диапазона температур 100°С или менее со скоростью охлаждения, соответствующей охлаждению на воздухе или большей, и проводят отпуск, который следует за закалкой и при котором бесшовную трубу нагревают при температуре отпуска, равной 550°С или более, и температуре Ac1 превращения или ниже и охлаждают.
7. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности, который включает: закалку, в которой бесшовную стальную трубу из нержавеющей стали для нефтегазовой промышленности, выполненную из композиции, которая содержит, мас.%: 0,020% или менее С, 1,0% или менее Si, 0,1-2,0% Mn, 0,020% или менее Р, 0,010% или менее S, 0,10% или менее Аl, 10-14% Cr, 3% или менее Ni, 0,03-0,2% Nb, 0,05% или менее N, Fe и неизбежные примеси - остальное, нагревают при температуре закалки, равной температуре Ас3 превращения или выше, и затем охлаждают от температуры закалки до диапазона температур 100°С или менее со скоростью охлаждения, соответствующей охлаждению на воздухе или большей, и проводят отпуск, который следует за закалкой и при котором бесшовную трубу нагревают при температуре отпуска 550°С или более и температуре Ac1 превращения или ниже и охлаждают.
8. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по одному из пп.6-7, в котором содержание указанного Nb в композиции таково, что выполняется следующее условие (1) по С, Аl и N:

где С, Nb, N, Аl - содержание соответствующих элементов в маc.%.
9. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по одному из пп.6-7, в котором композиция дополнительно содержит, мас.%: один или два признаков, выбранных из группы, состоящей из (А) и (В):
(A) один или два вида элементов, выбранных из 2,0 % или менее Сu и 2,0 % или менее Мо;
(B) один, два или более видов элементов, выбранных из 0,20% или менее V, 0,10% или менее Ti и 0,005% или менее В.
10. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по п.8, в котором композиция дополнительно содержит, мас.%: один или два признаков, выбранных из группы, состоящей из (А) и (В):
(A) один или два вида элементов, выбранных из 2,0% или менее Сu и 2,0% или менее Мо;
(B) один, два или более видов элементов, выбранных из 0,20% или менее V, 0,10% или менее Ti и 0,005% или менее В.
11. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по одному из пп.6-7, в котором проводят правку в диапазоне температур 450°С или более во время охлаждения после указанного отпуска.
12. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по п.8, в котором проводят правку в диапазоне температур 450°С или более во время охлаждения после указанного отпуска.
13. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по п.9, в котором проводят правку в диапазоне температур 450°С или более во время охлаждения после указанного отпуска.
14. Способ изготовления бесшовной стальной трубы из мартенситной нержавеющей стали для нефтегазовой промышленности по п.10, в котором проводят правку в диапазоне температур 450°С или более во время охлаждения после указанного отпуска.
15. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали, изготовленная способом по п.11, в которой после правки увеличение AYS предела текучести стали составляет 15 МПа или менее.
16. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали, изготовленная способом по п.12, в которой после правки увеличение AYS предела текучести стали составляет 15 МПа или менее.
17. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали, изготовленная способом по п.13, в которой после правки увеличение AYS предела текучести стали составляет 15 МПа или менее.
18. Бесшовная труба для нефтегазовой промышленности из мартенситной нержавеющей стали, изготовленная способом по п.14, в которой после правки увеличение AYS предела текучести стали составляет 15 МПа или менее.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ВЫСОКОПРОЧНАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ К ГАЗООБРАЗНОМУ ДИОКСИДУ УГЛЕРОДА И СОПРОТИВЛЕНИЕМ КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ В СЕРОВОДОРОДНОЙ СРЕДЕ | 2003 |
|
RU2307876C2 |
| СПОСОБ ПРОИЗВОДСТВА МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2003 |
|
RU2279486C2 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

