ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к бесшовной стальной трубе и к способу ее производства.
УРОВЕНЬ ТЕХНИКИ
[0002]
При истощении скважин (нефтяных скважин и газовых скважин) с низкой коррозионной активностью приходится разрабатывать все больше скважин с высокой коррозионной активностью (далее называемых высококоррозионными скважинами). Высококоррозионная скважина представляет собой среду, содержащую большое количество коррозионных веществ, и температура высококоррозионной скважины составляет от нормальной температуры до приблизительно 200°C. Коррозионные вещества представляют собой, например, коррозионный газ, такой как сероводород. Сероводород вызывает в трубах, применяемых в нефтяной промышленности, формируемых из бесшовной стальной трубы из низколегированной стали с высокой прочностью, сульфидное растрескивание под напряжением, упоминаемое в дальнейшем как SSC. Следовательно, бесшовные стальные трубы для использования в высококоррозионных скважинах должны иметь высокую стойкость к сульфидному растрескиванию под напряжением.
[0003]
С другой стороны, высокая прочность также требуется для труб, применяемых в нефтяной промышленности, при их использовании в вышеупомянутых высококоррозионных скважинах. Однако стойкость к сульфидному растрескиванию под напряжением и прочность являются характеристиками, которые в большинстве случаев противоречат друг другу. Следовательно, если прочность бесшовной стальной трубы увеличивается, ее стойкость к сульфидному растрескиванию под напряжением уменьшается. Основной предел текучести, необходимый для труб, применяемых в нефтяной промышленности, при их использовании в вышеупомянутых высококоррозионных скважинах, составляет от 95 тысяч фунтов на кв.дюйм (655 МПа) до менее чем 125 тысяч фунтов на кв.дюйм - ksi (862 МПа). Соответственно, существует потребность в бесшовной стальной трубе, которая имела бы превосходную стойкость к сульфидному растрескиванию под напряжением в высококоррозионных скважинах даже при том, что она имеет высокий предел текучести, от 655 МПа до менее чем 862 МПа.
[0004]
Для того, чтобы улучшить прочность труб, применяемых в нефтяной промышленности, выполняются закалка и отпуск полой гильзы после горячей прокатки. Что касается закалки, имеются два способа: автономная закалка и поточная закалка.
[0005]
Автономная закалка выполняется следующим способом. После того, как полая гильза произведена с помощью горячей прокатки (прошивки, удлинения и калибровки), полая гильза охлаждается до нормальной температуры. После этого полая гильза, имеющая нормальную температуру, повторно нагревается, и выполняется закалка (быстрое охлаждение). В этом случае устройство для закалки располагается автономно, то есть отдельно от линии производства трубы, включающей в себя прошивной стан, вытяжной стан и калибровочный стан, а также линию транспортировки, соединяющую эти прокатные станы. При автономной закалке во время нагревания перед закалкой в стали происходит обратное превращение из феррита в аустенит. Тем самым структура стали усовершенствуется, и стойкость к сульфидному растрескиванию под напряжением улучшается. Однако в случае автономной закалки, после того, как полая гильза будет охлаждена после горячей прокатки до практически нормальной температуры, она повторно нагревается в автономном устройстве для закалки, и выполняется закалка. Следовательно, производительность при этом становится низкой.
[0006]
С другой стороны, при «поточной закалке», когда закалка выполняется непосредственно на линии производства трубы, производительность может быть улучшена. При поточной закалке устройство для закалки располагается непосредственно на линии транспортировки. После того, как полая гильза будет произведена на стадии изготовления трубы (после прошивки, удлинения, калибровки и т.п.), закалка выполняется непосредственно на линии изготовления трубы или после того, как полая гильза будет немного подогрета в печи для выдержки без охлаждения до нормальной температуры. При поточной закалке производительность может быть улучшена, хотя обратное превращение не может использоваться, как в автономной закалке. Следовательно, желательна бесшовная стальная труба, которая могла бы производиться с помощью не только автономной закалки, но также и поточной закалки, и могла бы достигать как высокой прочности, так и превосходной стойкости к сульфидному растрескиванию под напряжением.
[0007]
Способы для улучшения эффективности производства бесшовных стальных труб, имеющих высокую прочность и превосходную стойкость к сульфидному растрескиванию под напряжением, путем выполнения поточной закалки, раскрыты в японской патентной заявке № 2007-31756 (Патентный документ 1) и в международной патентной заявке № WO2008/123422 (Патентный документ 2).
[0008]
Патентный документ 1 использует слиток, состоящий из С: от 0,15 мас.% до 0,20 мас.%, Si: 0,01 мас.% или больше и меньше чем 0,15 мас.%, Mn: от 0,05 мас.% до 1,0 мас.%, Cr: от 0,05 мас.% до 1,5 мас.%, Mo: от 0,05 мас.% до 1,0 мас.%, Al: 0,10 мас.% или меньше, V: от 0,01 мас.% до 0,2 мас.%, Ti: от 0,002 мас.% до 0,03 мас.%, B: от 0,0003 мас.% до 0,005 мас.%, и N: от 0,002 мас.% до 0,01 мас.%, с остатком из Fe и примесей. Слиток нагревается до температуры 1000-1250°C, температура финишной прокатки устанавливается равной 900-1050°C, и выполняется финишная трубная прокатка. После этого выполняется прямая закалка от температуры точки Ar3 или больше, или, после завершения трубной прокатки, сопутствующее поточное нагревание выполняется до температуры от точки превращения Ac3 до 1000°C, и закалка выполняется от температуры точки превращения Ar3 или выше. После этого отпуск выполняется в диапазоне температур от 600°C до точки превращения Ac1. Патентный документ 1 указывает, что бесшовная стальная труба, произведенная с помощью этого способа производства, имеет прочность в диапазоне 110 тысяч фунтов на кв.дюйм (758-861 МПа), и имеет высокую прочность, превосходную ударную вязкость и стойкость к сульфидному растрескиванию под напряжением.
[0009]
Патентный документ 2 использует заготовку, состоящую из С: от 0,10 мас.% до 0,20 мас.%, Si: от 0,05 мас.% до 1,0 мас.%, Mn: от 0,05 мас.% до 1,5 мас.%, Cr: от 1,0 мас.% до 2,0 мас.%, Mo: от 0,05 мас.% до 2,0 мас.%, Al: 0,10 мас.% или меньше, и Ti: от 0,002 до 0,05 мас.%, причем значение Ceq, определяемое как Ceq=C+(Mn/6)+(Cr+Mo+V)/5, равно 0,65 или больше, остаток состоит из Fe и примесей, P в примесях составляет 0,025 мас.% или меньше, S составляет 0,010 мас.% или меньше, N составляет 0,007 мас.% или меньше и B составляет менее чем 0,0003 мас.%. После того, как заготовка будет подвергнута прошивке и удлинению, она прокатывается так, чтобы окончательная температура прокатки составляла 800-1100°C. Полученная стальная труба подвергается поточному сопутствующему нагреванию в диапазоне температур от точки превращения Ar3 до 1000°C, закаляется от температуры точки превращения Ar3 или выше, а затем отпускается при температуре более низкой, чем точка превращения Ac1. Патентный документ 2 указывает, что бесшовная стальная труба, произведенная с помощью этого способа производства, имеет высокую прочность, превосходную ударную вязкость и стойкость к сульфидному растрескиванию под напряжением.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0010]
Патентный документ 1: Японская опубликованная патентная заявка № 2007-31756
Патентный документ 2: Международная патентная заявка № WO2008/123422
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0011]
Однако в Патентном документе 1 и Патентном документе 2 превосходная стойкость к сульфидному растрескиванию под напряжением не может быть получена. Кроме того, в бесшовной стальной трубе, которая используется в качестве труб, применяемых в нефтяной промышленности для высококоррозионных скважин, подавление вариации прочности в круговом направлении и осевом направлении также требуется для управления качеством. В частности, когда поточная закалка выполняется в процессе производства, стабильный предел текучести не может быть получен.
[0012]
Задачей настоящего изобретения является предложить бесшовную стальную трубу, способную к достижению как высокого предела текучести, от 95 тысяч фунтов на кв.дюйм (655 МПа) до менее чем 125 тысяч фунтов на кв.дюйм (862 МПа), так и превосходной стойкости к сульфидному растрескиванию под напряжением, а также к подавлению вариации прочности в круговом направлении и осевом направлении, а также способ для производства этой бесшовной стальной трубы.
РЕШЕНИЕ ПРОБЛЕМЫ
[0013]
Бесшовная стальная труба в соответствии с настоящим вариантом осуществления представляет собой бесшовную стальную трубу, имеющую первый конец трубы и второй конец трубы. Химический состав этой трубы состоит из С: от 0,21 мас.% до 0,35 мас.%, Si: от 0,10 мас.% до 0,50 мас.%, Mn: от 0,05 мас.% до 1,00 мас.%, P: 0,025 мас.% или меньше, S: 0,010 мас.% или меньше, Al: от 0,005 мас.% до 0,100 мас.%, N: 0,010 мас.% или меньше, Cr: от 0,05 мас.% до 1,50 мас.%, Mo: от 0,10 мас.% до 1,50 мас.%, Nb: от 0,010 мас.% до 0,050 мас.%, B: от 0,0003 мас.% до 0,0050 мас.%, Ti: от 0,002 мас.% до 0,050 мас.%, V: от 0 мас.% до 0,30 мас.%, Ca: от 0 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0 мас.% до 0,0050 мас.%, с остатком из Fe и примесей. В бесшовной стальной трубе номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, составляет 7,0 или больше в области основного тела за исключением области первого конца трубы и второго конца трубы, причем область первого конца трубы проходит до положения 500 мм от первого конца трубы в осевом направлении бесшовной стальной трубы к области второго конца трубы, а область второго конца трубы проходит до положения 500 мм от второго конца трубы в осевом направлении бесшовной стальной трубы к области первого конца трубы, разность между максимальным значением и минимальным значением номера размера зерна в области основного тела составляет 1,0 или меньше, предел текучести в области основного тела составляет от 655 до менее чем 862 МПа, и разность между максимальным значением и минимальным значением прочности при растяжении в области основного тела составляет 27,6 МПа или меньше.
[0014]
Способ для производства бесшовной стальной трубы в соответствии с настоящим вариантом осуществления включает в себя стадию нагревания до температуры 950-1100°C круглой заготовки, состоящей из C: от 0,21 мас.% до 0,35 мас.%, Si: от 0,10 мас.% до 0,50 мас.%, Mn: от 0,05 мас.% до 1,00 мас.%, P: 0,025 мас.% или меньше, S: 0,010 мас.% или меньше, Al: от 0,005 мас.% до 0,100 мас.%, N: 0,010 мас.% или меньше, Cr: от 0,05 мас.% до 1,50 мас.%, Mo: от 0,10 мас.% до 1,50 мас.%, Nb: от 0,010 мас.% до 0,050 мас.%, B: от 0,0003 мас.% до 0,0050 мас.%, Ti: от 0,002 мас.% до 0,050 мас.%, V: от 0 мас.% до 0,30 мас.%, Ca: от 0 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0 мас.% до 0,0050 мас.%, с остатком из Fe и примесей, стадию изготовления трубы путем прошивки этой круглой заготовки с использованием прошивного стана с косыми валками, скорость вращения которых устанавливается равной 20-75 об/мин, и дополнительно выполнение прокатки для производства полой гильзы, причем температура полой гильзы во время финишной прокатки составляет 800-1000°C, стадию закалки путем быстрого охлаждения полой гильзы, произведенной на стадии изготовления трубы, имеющей температуру наружной поверхности от точки A3 до 1000°C, на которой средняя скорость охлаждения до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, составляет 15°C/с или больше, и стадию отпуска, выполняемую путем выдержки температуры наружной поверхности полой гильзы, которая была быстро охлаждена на стадии закалки, в пределах от 650°C до точки Ac1 для того, чтобы произвести бесшовную стальную трубу, имеющую предел текучести от 655 до менее чем 862 МПа.
[0015]
Способ для производства бесшовной стальной трубы в соответствии с настоящим вариантом осуществления включает в себя стадию нагревания до температуры 950-1100°C круглой заготовки, состоящей из C: от 0,21 мас.% до 0,35 мас.%, Si: от 0,10 мас.% до 0,50 мас.%, Mn: от 0,05 мас.% до 1,00 мас.%, P: 0,025 мас.% или меньше, S: 0,010 мас.% или меньше, Al: от 0,005 мас.% до 0,100 мас.%, N: 0,010 мас.% или меньше, Cr: от 0,05 мас.% до 1,50 мас.%, Mo: от 0,10 мас.% до 1,50 мас.%, Nb: от 0,010 мас.% до 0,050 мас.%, B: от 0,0003 мас.% до 0,0050 мас.%, Ti: от 0,002 мас.% до 0,050 мас.%, V: от 0 мас.% до 0,30 мас.%, Ca: от 0 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0 мас.% до 0,0050 мас.%, с остатком из Fe и примесей, стадию изготовления трубы путем прошивки этой круглой заготовки с использованием прошивного стана с косыми валками, окружная скорость которых устанавливается равной 1450-5550 мм/с, и дополнительно выполнение прокатки для производства полой гильзы, причем температура полой гильзы во время финишной прокатки составляет 800-1000°C, стадию закалки путем быстрого охлаждения полой гильзы, произведенной на стадии изготовления трубы, имеющей температуру наружной поверхности от точки A3 до 1000°C, на которой средняя скорость охлаждения до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, составляет 15°C/с или больше, и стадию отпуска, выполняемую путем выдержки температуры наружной поверхности полой гильзы, которая была быстро охлаждена на стадии закалки, в пределах от 650°C до точки Ac1 для того, чтобы произвести бесшовную стальную трубу, имеющую предел текучести от 655 до менее чем 862 МПа.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016]
Бесшовная стальная труба в соответствии с настоящим вариантом осуществления может иметь как высокий предел текучести, от 95 тысяч фунтов на кв.дюйм (655 МПа) до менее чем 125 тысяч фунтов на кв.дюйм (862 МПа), так и превосходную стойкость к сульфидному растрескиванию под напряжением, и может подавлять вариацию прочности в круговом направлении и в осевом направлении. Способ производства в соответствии с настоящим вариантом осуществления может производить вышеописанную бесшовную стальную трубу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017]
[Фиг. 1] Фиг. 1 представляет собой диаграмму, иллюстрирующую соотношение между температурой стального материала во время горячей обработки и номером размера предшествующего аустенитного зерна для полой гильзы во время процесса изготовления трубы.
[Фиг. 2] Фиг. 2 представляет собой вид в перспективе бесшовной стальной трубы по настоящему варианту осуществления.
[Фиг. 3] Фиг. 3 представляет собой вид в перспективе тестового образца, который используется для измерения размера предшествующего аустенитного зерна.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0018]
Авторы настоящего изобретения исследовали способ для получения превосходной стойкости к сульфидному растрескиванию под напряжением в бесшовной стальной трубе, имеющей высокий предел текучести, от 95 тысяч фунтов на кв.дюйм (655 МПа) до менее чем 125 тысяч фунтов на кв.дюйм (862 МПа). В итоге авторы настоящего изобретения получили следующие результаты.
[0019]
[Стойкость к сульфидному растрескиванию под напряжением]
В бесшовной стальной трубе, имеющей высокий предел текучести, от 95 тысяч фунтов на кв.дюйм (655 МПа) до менее чем 125 тысяч фунтов на кв.дюйм (862 МПа), зерно измельчается с помощью Nb для того, чтобы улучшить стойкость к сульфидному растрескиванию под напряжением. Nb формирует карбонитрид, карбид и нитрид. Мелкие карбонитрид, карбид и нитрид, содержащие Nb, подавляют огрубление предшествующего аустенитного зерна и способствуют измельчению предшествующего аустенитного зерна во время горячей прокатки. Кроме того, Nb увеличивает температуру рекристаллизации. Когда температура рекристаллизации увеличивается, область температур, в которой рекристаллизация не происходит, увеличивается, и рекристаллизация замедляется. В результате предшествующее аустенитное зерно дополнительно измельчается. Бесшовная стальная труба по настоящему варианту осуществления содержит 0,010-0,050 мас.% Nb, и тем самым подавляет огрубление аустенитного зерна во время горячей прокатки путем использования эффекта скрепления карбонитридом Nb и т.п. Тем самым номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, делается равным 7,0 или больше в области основного тела за исключением области первого конца трубы длиной 500 мм от первого конца трубы в осевом направлении бесшовной стальной трубы и области второго конца трубы длиной 500 мм от второго конца трубы в осевом направлении бесшовной стальной трубы, и разность между максимальным значением и минимальным значением номера размера зерна (в дальнейшем упоминаемая как разность размера зерна ΔGS), делается равной 1,0 или меньше. В результате превосходная стойкость к сульфидному растрескиванию под напряжением может быть получена в предположении, что предел текучести составляет от 655 МПа до менее чем 862 МПа.
[0020]
[Вариация прочности]
Вариация прочности в круговом направлении и осевом направлении бесшовной стальной трубы обусловлена долей Nb (в дальнейшем упоминаемой как доля твердого раствора Nb), растворенного в стали и не выделившегося в виде карбонитрида Nb или нитрида Nb в полой гильзе перед стадией отпуска после стадии закалки. В полой гильзе перед стадией отпуска после стадии закалки, по мере того, как вариация доли твердого раствора Nb в круговом направлении и осевом направлении уменьшается, вариация прочности в осевом направлении бесшовной стальной трубы после стадии отпуска может быть уменьшена. В частности, если разность между максимальным значением и минимальным значением доли твердого раствора Nb в круговом направлении и осевом направлении области основного тела полой гильзы перед стадией отпуска после стадии закалки (в дальнейшем называемая разностью доли твердого раствора Nb ΔSR) составляет 10% или меньше, разность между максимальным значением и минимальным значением прочности при растяжении в круговом направлении и осевом направлении в области основного тела бесшовной стальной трубы после стадии отпуска (в дальнейшем называемая разностью прочности при растяжении ΔTS) составляет 27,6 МПа или меньше, и вариация прочности может быть в достаточной степени подавлена.
[0021]
Бесшовная стальная труба, имеющая вышеупомянутые характеристики (предел текучести от 655 до менее чем 862 МПа, номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, равный 7,0 или больше, разность размеров зерна ΔGS 1,0 или меньше, и разность прочности при растяжении ΔTS 27,6 МПа или меньше) может быть произведена с помощью поточной закалки или автономной закалки при удовлетворении следующих производственных условий.
[0022]
Когда бесшовная стальная труба производится с помощью поточной закалки, эффективность производства может быть улучшена, и может быть получена экономия энергии. Однако при поточной закалке обратное превращение, как в автономной закалке, не может использоваться при измельчении аустенитного зерна. Поэтому авторы настоящего изобретения исследовали и изучили способ для измельчения предшествующего аустенитного зерна без использования обратного превращения. Сначала авторы настоящего изобретения исследовали соотношение между температурой полой гильзы и диаметром предшествующего аустенитного зерна в том случае, когда полая гильза производится с отношением прокатки (конечная длина/длина заготовки) во время обычной стадии изготовления трубы, равным 1,6-13,0 (степень обжатия при прокатке на стадии прошивки при этом составляет 1,2-4,0).
[0023]
Фиг. 1 представляет собой диаграмму, иллюстрирующую соотношение между температурой стального материала во время горячей обработки и номером размера предшествующего аустенитного зерна, соответствующим ASTM E112, при горячей прокатке полой гильзы. Фиг. 1 получается следующим способом. Производится стальной материал (стальной лист), имеющий вышеупомянутый химический состав. Тестовый образец в форме заготовки круглого сечения с диаметром 8 мм и длиной 12 мм извлекается из этого стального листа. Тест горячей обработки (тест THERMECMASTOR) выполняется для этого тестового образца. В качестве тестового устройства используется тестовая машина THERMECMASTOR Z (торговая марка) производства компании Fuji Electronic Industrial Co., Ltd. Испытание на сжатие проводится в вакуумной среде. Тестовый образец нагревается до предопределенной температуры. После достижения предопределенной температуры тестовый образец выдерживается 5 мин, в то время как предопределенная деформация (изменение длины на 50%) с отношением прокатки, принятым при обычном изготовлении трубы, применяется к тестовому образцу. После выдержки тестовый образец быстро охлаждается газообразным гелием. Диаметр предшествующего аустенитного зерна измеряется в центральной части тестового образца после быстрого охлаждения, и его среднее значение определяется как диаметр предшествующего аустенитного зерна (мкм). Полученный диаметр предшествующего аустенитного зерна преобразуется в номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112. Фиг.1 была сделана на основе полученного номера размера предшествующего аустенитного зерна.
[0024]
Как показано на Фиг. 1, в стальном материале вышеописанного химического состава, в котором получается предел текучести от 655 МПа до менее чем 862 МПа, номер размера предшествующего аустенитного зерна после горячей обработки становится равным 4,0 или меньше, когда температура стального материала при горячей обработке (при производстве трубы) является более высокой, чем 1100°C. Таким образом, предшествующее аустенитное зерно становится грубым. С другой стороны, когда температура стального материала при горячей обработке находится в диапазоне от точки превращения A3 до 1100°C, номер размера предшествующего аустенитного зерна в стальном материале после горячей обработки составляет 9,0 или больше и является по существу постоянным. Таким образом, номер размера предшествующего аустенитного зерна изменяется скачкообразно, когда температура стального материала во время горячей прокатки находится в непосредственной близости от 1100°C. Соответственно, даже когда измельчение предшествующего аустенитного зерна с помощью обратного превращения не используется, если температура круглой заготовки (полой гильзы) на стадии изготовления трубы может поддерживаться равной 1100°C или меньше, номер размера предшествующего аустенитного зерна бесшовной стальной трубы, соответствующий стандарту ASTM E112, после ее изготовления может быть сделан равным 7,0 или больше.
[0025]
Причина, по которой номер размера предшествующего аустенитного зерна бесшовной стальной трубы, соответствующий стандарту ASTM E112, после ее изготовления становится равным 7,0 или больше, если температура полой гильзы во время изготовления трубы составляет 1100°C или меньше, представляется следующей.
[0026]
Во время горячего изготовления трубы Nb в стали объединяется с углеродом и/или азотом, образуя мелкие карбонитриды Nb и т.п. При горячей прокатке карбонитриды Nb и т.п. проявляют эффект скрепления, предотвращая огрубление аустенитного зерна и удерживая аустенитное зерно в мелком состоянии. Однако если температура полой гильзы при изготовлении трубы становится выше 1100°C, образовавшиеся карбонитриды Nb и т.п. растворяются. В этом случае эффект скрепления карбонитридами Nb и т.п. не может быть получен, так что аустенитное зерно огрубляется. В результате номер размера предшествующего аустенитного зерна бесшовной стальной трубы, соответствующий стандарту ASTM E112, после ее прокатки становится меньше чем 7,0.
[0027]
В связи с этим, в ходе изготовления труб при обработке материала (круглой заготовки, полой гильзы) образуется тепло. Авторы настоящего изобретения уделили внимание этому теплу. Даже если температура нагрева круглой заготовки перед горячей прокаткой установлена равной 1100°C или меньше, если образующееся при обработке тепло неравномерно выделяется в осевом направлении и круговом направлении полой гильзы, и при этом образуется часть полой гильзы, имеющая температуру больше чем 1100°C, происходит следующее явление. В части, имеющей за счет образующегося при обработке тепла температуру больше чем 1100°C, карбонитриды Nb и т.п. растворяются, как было описано выше. Хотя часть растворенного Nb выделяется на последующей стадии, количество выделений карбонитрида Nb уменьшается по сравнению с менее нагретыми частями. В результате предшествующее аустенитное зерно в этой части огрубляется. С другой стороны, в частях, имеющих температуру ниже 1100°C, карбонитриды Nb и т.п. оказывают скрепляющий эффект, так что предшествующее аустенитное зерно становится мелким. В результате разность размеров ΔGS предшествующего аустенитного зерна становится больше чем 1,0, и стойкость к сульфидному растрескиванию под напряжением уменьшается.
[0028]
Поэтому авторы настоящего изобретения исследовали способ для подавления образующегося при обработке тепла. Стадия изготовления трубы включает в себя стадию прошивки и стадию прокатки. Стадия прокатки включает в себя, например, стадию удлинения и стадию калибровки, которая выполняется после стадии удлинения. На стадии прошивки круглая заготовка прошивается и прокатывается с использованием прошивного стана для того, чтобы сформировать полую гильзу. На стадии удлинения полая гильза удлиняется с использованием вытяжного стана. Вытяжной стан представляет собой, например, трубный стан-автомат или стан для прокатки на оправке. На стадии калибровки полая гильза подвергается калибровочной прокатке на калибровочном стане. Калибровочный стан представляет собой, например, калибровочный трубопрокатный стан или редукционный стан с натяжением.
[0029]
На стадии изготовления трубы, даже в том случае, когда круглая заготовка, которая является исходным материалом, нагревается до 1100°C или меньше в нагревательной печи, тепло образуется при обработке на стадии прошивки или на стадии прокатки, и в результате температура исходного материала может стать выше 1100°C. В этом случае, как было описано выше, предшествующее аустенитное зерно огрубляется, и разность размеров зерна ΔGS увеличивается.
[0030]
На стадии изготовления трубы из стадии прошивки и стадии прокатки максимальное отношение прокатки создается на стадии прошивки. На стадии прошивки круглая заготовка прошивается и прокатывается с использованием прошивного стана, имеющего пару косых валков. При этом скорость вращения (об/мин) этих косых валков влияет на количество выделяемого при обработке тепла. В частности, когда окружная скорость косых валков является высокой, количество выделяемого при обработке тепла увеличивается, а когда окружная скорость является низкой, образование тепла при обработке подавляется.
[0031]
Следовательно, в настоящем варианте осуществления на стадии изготовления трубы температура нагрева круглой заготовки устанавливается равной 1100°C или меньше, и кроме того на стадии прошивки скорость вращения косых валков прошивного стана, в котором диаметр бочки валка в узком месте составляет 1390-1410 мм, устанавливается равной 75 об/мин или меньше. В этом случае на стадии изготовления трубы температура круглой заготовки (полой гильзы) навряд ли станет больше чем 1100°C за счет образующегося при обработке тепла. Следовательно, карбонитриды Nb и т.п., которые образуются на стадии прошивки, не растворяются, и проявляют эффект скрепления на стадии изготовления трубы. Следовательно, предшествующее аустенитное зерно может быть измельчено без использования обратного превращения, и разность размеров зерна ΔGS может быть уменьшена.
[0032]
Кроме того, финишная температура (температура наружной поверхности полой гильзы на выходе из стана финишной прокатки) на стадию изготовления трубы устанавливается равной 1000°C или меньше. В этом случае, даже если тепло образуется при обработке на стадии изготовления трубы, температура полой гильзы навряд ли станет больше чем 1100°C на всей стадии изготовления трубы. Следовательно, предшествующее аустенитное зерно бесшовной стальной трубы может быть измельчено, и разность размеров зерна ΔGS также может быть уменьшена.
[0033]
Если на стадии изготовления трубы температура нагрева круглой заготовки, которая является исходным материалом, устанавливается равной 1100°C или меньше, скорость вращения косых валков на стадии прошивки устанавливается равной 75 об/мин или меньше (5550 мм/с или меньше для окружной скорости косых валков), и финишная температура на стадии изготовления трубы устанавливается равной 1000°C или меньше, разница в доле твердого раствора Nb ΔSR в полой гильзе перед стадией отпуска после стадии закалки может быть в достаточной степени уменьшена, до 10% или меньше. Следовательно, разность прочности при растяжении ΔTS в круговом направлении и в осевом направлении бесшовной стальной трубы может быть в достаточной степени уменьшена, до 27,6 МПа или меньше.
[0034]
Бесшовная стальная труба в соответствии с настоящим вариантом осуществления, который был выполнен на основе вышеупомянутой находки, является бесшовной стальной трубой, имеющей первый конец трубы и второй конец трубы. Химический состав этой трубы состоит из С: от 0,21 мас.% до 0,35 мас.%, Si: от 0,10 мас.% до 0,50 мас.%, Mn: от 0,05 мас.% до 1,00 мас.%, P: 0,025 мас.% или меньше, S: 0,010 мас.% или меньше, Al: от 0,005 мас.% до 0,100 мас.%, N: 0,010 мас.% или меньше, Cr: от 0,05 мас.% до 1,50 мас.%, Mo: от 0,10 мас.% до 1,50 мас.%, Nb: от 0,010 мас.% до 0,050 мас.%, B: от 0,0003 мас.% до 0,0050 мас.%, Ti: от 0,002 мас.% до 0,050 мас.%, V: от 0 мас.% до 0,30 мас.%, Ca: от 0 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0 мас.% до 0,0050 мас.%, с остатком из Fe и примесей. В бесшовной стальной трубе номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, составляет 7,0 или больше в области основного тела за исключением области первого конца трубы длиной 500 мм от первого конца трубы в осевом направлении бесшовной стальной трубы и области второго конца трубы длиной 500 мм от второго конца трубы в осевом направлении бесшовной стальной трубы, разность между максимальным значением и минимальным значением номера размера зерна в области основного тела составляет 1,0 или меньше, предел текучести в области основного тела составляет от 655 до менее чем 862 МПа, и разность между максимальным значением и минимальным значением прочности при растяжении в области основного тела составляет 27,6 МПа или меньше.
[0035]
Химический состав вышеупомянутой бесшовной стальной трубы может содержать V: от 0,01 мас.% до 0,30 мас.%. Кроме того, химический состав вышеупомянутой бесшовной стальной трубы может содержать один или более элементы выбираемый из группы, состоящей из Ca: от 0,0001 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0,0001 мас.% до 0,0050 мас.%.
[0036]
Способ для производства бесшовной стальной трубы в соответствии с настоящим вариантом осуществления включает в себя стадию нагревания до температуры 950-1100°C круглой заготовки, состоящей из C: от 0,21 мас.% до 0,35 мас.%, Si: от 0,10 мас.% до 0,50 мас.%, Mn: от 0,05 мас.% до 1,00 мас.%, P: 0,025 мас.% или меньше, S: 0,010 мас.% или меньше, Al: от 0,005 мас.% до 0,100 мас.%, N: 0,010 мас.% или меньше, Cr: от 0,05 мас.% до 1,50 мас.%, Mo: от 0,10 мас.% до 1,50 мас.%, Nb: от 0,010 мас.% до 0,050 мас.%, B: от 0,0003 мас.% до 0,0050 мас.%, Ti: от 0,002 мас.% до 0,050 мас.%, V: от 0 мас.% до 0,30 мас.%, Ca: от 0 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0 мас.% до 0,0050 мас.%, с остатком из Fe и примесей, стадию изготовления трубы путем прошивки этой круглой заготовки с использованием прошивного стана с косыми валками, скорость вращения которых устанавливается равной 20-75 об/мин, и дополнительно выполнение прокатки для производства полой гильзы, причем температура полой гильзы во время финишной прокатки составляет 800-1000°C, стадию закалки путем быстрого охлаждения полой гильзы, произведенной на стадии изготовления трубы, имеющей температуру наружной поверхности от точки A3 до 1000°C, на которой средняя скорость охлаждения до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, составляет 15°C/с или больше, и стадию отпуска, выполняемую путем выдержки температуры наружной поверхности полой гильзы, которая была быстро охлаждена на стадии закалки, в пределах от 650°C до точки Ac1 для того, чтобы произвести бесшовную стальную трубу, имеющую предел текучести от 655 до менее чем 862 МПа.
[0037]
Способ для производства бесшовной стальной трубы в соответствии с настоящим вариантом осуществления включает в себя стадию нагревания до температуры 950-1100°C круглой заготовки, состоящей из C: от 0,21 мас.% до 0,35 мас.%, Si: от 0,10 мас.% до 0,50 мас.%, Mn: от 0,05 мас.% до 1,00 мас.%, P: 0,025 мас.% или меньше, S: 0,010 мас.% или меньше, Al: от 0,005 мас.% до 0,100 мас.%, N: 0,010 мас.% или меньше, Cr: от 0,05 мас.% до 1,50 мас.%, Mo: от 0,10 мас.% до 1,50 мас.%, Nb: от 0,010 мас.% до 0,050 мас.%, B: от 0,0003 мас.% до 0,0050 мас.%, Ti: от 0,002 мас.% до 0,050 мас.%, V: от 0 мас.% до 0,30 мас.%, Ca: от 0 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0 мас.% до 0,0050 мас.%, с остатком из Fe и примесей, стадию изготовления трубы путем прошивки этой круглой заготовки с использованием прошивного стана с косыми валками, окружная скорость которых устанавливается равной 1450-5550 мм/с, и дополнительно выполнение прокатки для производства полой гильзы, причем температура полой гильзы во время финишной прокатки составляет 800-1000°C, стадию закалки путем быстрого охлаждения полой гильзы, произведенной на стадии изготовления трубы, имеющей температуру наружной поверхности от точки A3 до 1000°C, на которой средняя скорость охлаждения до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, составляет 15°C/с или больше, и стадию отпуска, выполняемую путем выдержки температуры наружной поверхности полой гильзы, которая была быстро охлаждена на стадии закалки, в пределах от 650°C до точки Ac1 для того, чтобы произвести бесшовную стальную трубу, имеющую предел текучести от 655 до менее чем 862 МПа.
[0038]
Вышеупомянутый способ производства может дополнительно включать в себя после стадии изготовления трубы и перед стадией закалки стадию сопутствующего нагревания полой гильзы, произведенной на стадии изготовления трубы и имеющей температуру наружной поверхности от 400°C до менее чем точка превращения Ar3, до температуры наружной поверхности полой гильзы в диапазоне от точки превращения Ac3 до 1000°C. В этом случае на стадии закалки полая гильза, нагретая на стадии сопутствующего нагревания так, чтобы она имела температуру наружной поверхности в диапазоне от точки превращения A3 до 1000°C, быстро охлаждается.
[0039]
Вышеупомянутый способ производства может дополнительно включать в себя после стадии изготовления трубы и перед стадией закалки стадию повторного нагревания полой гильзы, произведенной на стадии изготовления трубы и имеющей температуру наружной поверхности менее чем 400°C, до температуры наружной поверхности полой гильзы в диапазоне от точки превращения Ac3 до 1000°C. В этом случае на стадии закалки полая гильза, нагретая на стадии повторного нагревания так, чтобы она имела температуру наружной поверхности в диапазоне от точки превращения A3 до 1000°C, быстро охлаждается.
[0040]
В вышеупомянутом способе производства круглая заготовка может содержать V: от 0,01 мас.% до 0,30 мас.%. Кроме того, эта круглая заготовка может содержать один или более элементов, выбираемых из Ca: от 0,0001 мас.% до 0,0050 мас.%, и редкоземельный металл: от 0,0001 мас.% до 0,0050 мас.%.
[0041]
Далее будут подробно описаны бесшовная стальная труба и способ для производства бесшовной стальной трубы настоящего варианта осуществления. Символ «%» относительно элементов означает мас.%, если явно не указано иное.
[0042]
[Состав бесшовной стальной трубы]
Фиг. 2 иллюстрирует один пример бесшовной стальной трубы по настоящему варианту осуществления. Как показано на Фиг. 2, бесшовная стальная труба 10 по настоящему варианту осуществления включает в себя первый конец 1E трубы и второй конец 2E трубы. Второй конец 2E трубы расположен с противоположной стороны от первого конца 1E трубы в осевом направлении бесшовной стальной трубы 10.
[0043]
На Фиг. 2 диапазон длиной 500 мм от первого конца 1E трубы в осевом направлении бесшовной стальной трубы 10 ко второму концу 2E трубы (к центру бесшовной стальной трубы 10 в осевом направлении) определяется как область 1A первого конца трубы. Кроме того, диапазон длиной 500 мм от второго конца 2E трубы в осевом направлении бесшовной стальной трубы 10 к первому концу 1E трубы (к центру бесшовной стальной трубы 10 в осевом направлении) определяется как область 2A второго конца трубы. Кроме того, область бесшовной стальной трубы 10 за исключением области 1A первого конца трубы и области 2A второго конца трубы определяется как область 10CA основного тела.
[0044]
[Химический состав]
Химический состав бесшовной стальной трубы по настоящему варианту осуществления содержит следующие элементы.
[0045]
C: от 0,21 мас.% до 0,35 мас.%
Углерод (C) улучшает прочность стали. Если содержание C является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание C является слишком высоким, восприимчивость к растрескиванию при закалке стали увеличивается. В этом случае, особенно при закалке стальной трубы, необходимо специальное охлаждающее средство (способ закалки). Если содержание C является слишком высоким, ударная вязкость стали может дополнительно уменьшиться. Соответственно, содержание C составляет от 0,21 до 0,35 мас.%. Нижний предел содержания С предпочтительно составляет 0,23 мас.%, и более предпочтительно 0,25 мас.%. Верхний предел содержания C составляет 0,30 мас.%, и более предпочтительно 0,27 мас.%.
[0046]
Si: от 0,10 мас.% до 0,50 мас.%
Кремний (Si) раскисляет сталь. Если содержание Si является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Si является слишком высоким, стойкость к сульфидному растрескиванию под напряжением и обрабатываемость стали уменьшаются. Соответственно, содержание Si составляет от 0,10 мас.% до 0,50 мас.%. Нижний предел содержания Si предпочтительно составляет 0,15 мас.%, и более предпочтительно 0,20 мас.%. Верхний предел содержания Si предпочтительно составляет 0,40 мас.%, и более предпочтительно 0,35 мас.%.
[0047]
Mn: от 0,05 мас.% до 1,00 мас.%
Марганец (Mn) улучшает прокаливаемость стали и улучшает прочность стали. Если содержание Mn является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Mn является слишком высоким, Mn сегрегируется на границе зерна, и стойкость к сульфидному растрескиванию под напряжением стали уменьшается. Соответственно, содержание Mn составляет от 0,05 мас.% до 1,00 мас.%. Нижний предел содержания Mn предпочтительно составляет 0,30 мас.%, и более предпочтительно 0,40 мас.%. Верхний предел содержания Mn предпочтительно составляет 0,95 мас.%, и более предпочтительно 0,90 мас.%.
[0048]
P: 0,025 мас.% или меньше
Фосфор (P) является примесью, и неизбежно содержится в стали. P сегрегируется на границе зерна и уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание P составляет 0,025 мас.% или меньше. Верхний предел содержания Р предпочтительно составляет 0,020 мас.%, и более предпочтительно 0,015 мас.%. Содержание Р предпочтительно является настолько низким, насколько это возможно.
[0049]
S: 0,010 мас.% или меньше
Сера (S) является примесью, и неизбежно содержится в стали. Сера объединяется с Mn, образуя сульфидные включения, и уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание серы составляет 0,010 мас.% или меньше. Верхний предел содержания серы предпочтительно составляет 0,006 мас.%, и более предпочтительно 0,003 мас.%. Содержание S предпочтительно является настолько низким, насколько это возможно.
[0050]
Al: от 0,005 мас.% до 0,100 мас.%
Алюминий (Al) раскисляет сталь. Если содержание Al является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Al является слишком высоким, происходит насыщение этого эффекта. Если содержание Al является слишком высоким, дополнительно образуется большое количество грубых оксидов Al, что уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание Al составляет от 0,005 мас.% до 0,100 мас.%. Нижний предел содержания Al предпочтительно составляет 0,010 мас.%, и более предпочтительно 0,020 мас.%. Верхний предел содержания Al предпочтительно составляет 0,070 мас.%, и более предпочтительно 0,050 мас.%. В настоящем описании содержание Al означает содержание так называемого кислоторастворимого Al (растворимый Al).
[0051]
N: 0,010 мас.% или меньше
Азот (N) неизбежно содержится в стали. N образует нитрид. Мелкий нитрид предотвращает огрубление зерна, так что N может содержаться. С другой стороны, грубый нитрид уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Соответственно, содержание N составляет 0,010 мас.% или меньше. Верхний предел содержания азота предпочтительно составляет 0,004 мас.%, и более предпочтительно 0,003 мас.%. Предпочтительный нижний предел содержания N для получения эффекта скрепления за счет выделения мелких нитридов составляет 0,002 мас.%.
[0052]
Cr: от 0,05 мас.% до 1,50 мас.%
Хром (Cr) улучшает прокаливаемость стали, и улучшает прочность стали. Если содержание хрома является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Cr является слишком высоким, стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание Cr составляет от 0,05 мас.% до 1,50 мас.%. Нижний предел содержания Cr предпочтительно составляет 0,20 мас.%, и более предпочтительно 0,40 мас.%. Верхний предел содержания Cr предпочтительно составляет 1,20 мас.%, и более предпочтительно 1,15 мас.%.
[0053]
Mo: от 0,10 мас.% до 1,50 мас.%
Молибден (Mo) улучшает прокаливаемость стали, и улучшает прочность стали. Mo дополнительно улучшает стойкость стали к размягчению при отпуске и улучшает стойкость к сульфидному растрескиванию под напряжением за счет высокой температуры отпуска. Если содержание Мо является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Mo является слишком высоким, этот эффект насыщается, и производственные затраты увеличиваются. Соответственно, содержание Мо составляет от 0,10 мас.% до 1,50 мас.%. Нижний предел содержания Мо предпочтительно составляет 0,15 мас.%, и более предпочтительно 0,20 мас.%. Верхний предел содержания Мо предпочтительно составляет 0,80 мас.%, и более предпочтительно 0,60 мас.%.
[0054]
Nb: от 0,010 мас.% до 0,050 мас.%
Ниобий (Nb) объединяется с C и N, образуя мелкий карбонитрид Nb, карбид Nb и нитрид Nb. Nb дополнительно образует композитные карбиды с Ti и Al. Эти карбонитриды и т.п. (карбонитриды Nb, карбиды Nb, нитриды Nb и композитные карбиды) измельчают зерно за счет эффекта скрепления, улучшая стойкость стали к сульфидному растрескиванию под напряжением. Эти карбонитриды и т.п. дополнительно подавляют вариацию размера зерна. Если содержание Nb является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Nb является слишком высоким, образуется большое количество грубых включений Nb, и стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание Nb составляет от 0,010 мас.% до 0,050 мас.%. Нижний предел содержания Nb предпочтительно составляет 0,013 мас.%, более предпочтительно 0,015 мас.%, и еще более предпочтительно 0,020 мас.%. Верхний предел содержания Nb предпочтительно составляет 0,040 мас.%, и более предпочтительно 0,035 мас.%.
[0055]
B: от 0,0003 мас.% до 0,0050 мас.%
Бор (B) улучшает прокаливаемость стали и улучшает прочность стали. Если содержание бора является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание бора является слишком высоким, карбонитриды выделяются на границе зерна, и стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание B составляет от 0,0003 мас.% до 0,0050 мас.%. Нижний предел содержания бора предпочтительно составляет 0,0005 мас.%, и более предпочтительно 0,0008 мас.%. Верхний предел содержания бора предпочтительно составляет 0,0030 мас.%, и более предпочтительно 0,0020 мас.%.
[0056]
Ti: от 0,002 мас.% до 0,050 мас.%
Титан (Ti) объединяется с C и N, образуя мелкий карбонитрид Ti, и фиксирует N, который является примесью. За счет образования нитридов Ti зерно измельчается, и прочность стали дополнительно улучшается. Когда B содержится в стали, Ti подавляет образование нитридов B, и следовательно способствует повышению прокаливаемости за счет B. Если содержание Ti является слишком низким, эти эффекты не могут быть получены. С другой стороны, если содержание Ti является слишком высоким, Ti растворяется во включениях Nb, и включения Nb огрубляются. В этом случае стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание Ti составляет 0,002-0,050 мас.%. Нижний предел содержания титана предпочтительно составляет 0,003 мас.%, и более предпочтительно 0,004 мас.%. Верхний предел содержания титана предпочтительно составляет 0,035 мас.%, и более предпочтительно 0,030 мас.%.
[0057]
Остаток химического состава бесшовной стальной трубы в соответствии с настоящим вариантом осуществления представляет собой Fe и примеси. Здесь примеси означают те элементы, которые примешиваются из руды и лома, используемого в качестве сырья, из производственной среды и т.п. при промышленном производстве бесшовной стальной трубы, которые могут присутствовать внутри диапазона, не оказывающего негативного влияния на бесшовную стальную трубу по настоящему варианту осуществления. Среди этих примесей содержание кислорода (O) составляет 0,005 мас.% или меньше.
[0058]
[Дополнительные элементы]
Химический состав вышеупомянутой бесшовной стальной трубы может дополнительно содержать V вместо части Fe.
[0059]
V: от 0 мас.% до 0,30 мас.%
Ванадий (V) является дополнительным элементом и может не содержаться. Когда V содержится, он образует мелкие карбиды, которые улучшают стойкость стали к размягчению при отпуске и позволяют выполнять высокотемпературный отпуск. Тем самым стойкость стали к сульфидному растрескиванию под напряжением улучшается. Однако если содержание V является слишком высоким, карбиды образуются в чрезмерном количестве, и стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание ванадия составляет от 0 мас.% до 0,30 мас.%. Нижний предел содержания V для получения вышеописанного эффекта предпочтительно составляет 0,01 мас.%, и более предпочтительно 0,02 мас.%. Верхний предел содержания V предпочтительно составляет 0,25 мас.%, и более предпочтительно 0,20 мас.%.
[0060]
Химический состав вышеупомянутой бесшовной стальной трубы может дополнительно содержать один или более элементов, выбираемых из Ca и редкоземельного металла вместо части Fe.
[0061]
Ca: от 0 мас.% до 0,0050 мас.%
Кальций (Ca) является дополнительным элементом и может не содержаться. Когда Ca содержится, он придает сферическую форму сульфидным включениям в стали. Тем самым стойкость стали к сульфидному растрескиванию под напряжением улучшается. Если содержится даже небольшое количество Ca, вышеописанный эффект может быть получен. Однако если содержание Ca является слишком высоким, образуется чрезмерно большое количество включений, и стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание Ca составляет от 0 мас.% до 0,0050 мас.%. Нижний предел содержания Ca предпочтительно составляет 0,0001 мас.%, более предпочтительно 0,0010 мас.%, и еще более предпочтительно 0,0015 мас.%. Верхний предел содержания Ca предпочтительно составляет 0,0040 мас.%, и более предпочтительно 0,0030 мас.%.
[0062]
Редкоземельный металл (REM): от 0 мас.% до 0,0050 мас.%
Редкоземельный металл (REM) является дополнительным элементом, и может не содержаться. Когда REM содержится, он придает сферическую форму сульфидным включениям в стали. Тем самым стойкость стали к сульфидному растрескиванию под напряжением улучшается. Если содержится даже небольшое количество REM, вышеописанный эффект может быть получен. Однако если содержание REM является слишком высоким, образуется чрезмерно большое количество включений, и стойкость стали к сульфидному растрескиванию под напряжением уменьшается. Соответственно, содержание REM составляет от 0 мас.% до 0,0050 мас.%. Нижний предел содержания REM предпочтительно составляет 0,0001 мас.%, и более предпочтительно 0,0010 мас.%. Верхний предел содержания REM предпочтительно составляет 0,0040 мас.%, и более предпочтительно 0,0030 мас.%.
[0063]
REM в настоящем описании содержит по меньшей мере один или более элементов из Sc, Y и лантаноидов (от La с атомным числом 57 до Lu с атомным числом 71), и содержание REM означает полное содержание этих элементов.
[0064]
[Микроструктура]
Микроструктура бесшовной стальной трубы по настоящему варианту осуществления состоит главным образом из мартенсита отпуска с остатком, например, из феррита, бейнита, перлита, смешанной фазы этих веществ и т.п. Здесь «главным образом» означает, что доля общей площади мартенсита отпуска в микроструктуре составляет 90% или больше.
[0065]
Доля площади мартенсита отпуска пропорциональна отношению предела текучести к пределу прочности YR бесшовной стальной трубы по настоящему варианту осуществления. Следовательно, доля площади мартенсита отпуска определяется следующим способом.
[0066]
Выбираются центральные положения в осевом направлении категорий, получаемых путем деления области основного тела, исключая область первого конца и область второго конца отпущенной бесшовной стальной трубы, на пять равных частей в осевом направлении этой бесшовной стальной трубы. В каждом из выбранных положений тестовые образцы в форме полосы для испытания на разрыв извлекаются из четырех положений с шагом 90° вокруг центральной оси бесшовной стальной трубы. Поперечное сечение образца для испытания на разрыв в форме полосы (перпендикулярное к осевому направлению бесшовной стальной трубы) имеет форму полосы, и осевое направление образца для испытания на разрыв в форме полосы является параллельным осевому направлению бесшовной стальной трубы. Испытание на разрыв выполняется при нормальной температуре (25°C) в соответствии со спецификациями 5CT стандартов API с использованием тестовых образцов для испытания на разрыв в форме полосы. Среднее значение пределов текучести, полученных для соответствующих тестовых образцов для испытания на разрыв в форме полосы (всего для 20 точек), определяется как предел текучести YS (МПа) бесшовной стальной трубы. Среднее значение прочностей при растяжении, полученных для соответствующих тестовых образцов для испытания на разрыв в форме полосы (всего для 20 точек), определяется как прочность при растяжении TS (МПа) бесшовной стальной трубы. Следует отметить, что предел текучести YS определяется следующим образом. Когда предел текучести YS соответствует сорту 95 тысяч фунтов на кв.дюйм - ksi (от 655 МПа до менее чем 758 МПа), значение при полном удлинении на 0,5% определяется как предел текучести (МПа). Когда предел текучести YS соответствует сорту 110 тысяч фунтов на кв.дюйм (от 758 МПа до менее чем 862 МПа), значение при полном удлинении на 0,7% определяется как предел текучести (МПа). Определения этих пределов текучести соответствуют спецификациям 5CT стандартов API.
[0067]
Отношение предела текучести к пределу прочности YR (%) получается из следующей формулы при использовании полученных предела текучести YS и прочности при растяжении TS.
YR=YS/TS×100
[0068]
Когда доля площади мартенсита отпуска является низкой, то есть доли площади структур феррита, перлита и бейнита являются высокими, отношение предела текучести к пределу прочности YR уменьшается. Когда полученный предел текучести YS соответствует сорту 95 тысяч фунтов на кв.дюйм (от 655 до менее чем 758 МПа), если отношение предела текучести к пределу прочности YR составляет 85,0% или больше, доля площади мартенсита отпуска составляет 90% или больше. Когда полученный предел текучести YS соответствует сорту 110 тысяч фунтов на кв.дюйм (от 758 до менее чем 862 МПа), доля площади мартенсита отпуска составляет 90% или больше, если отношение предела текучести к пределу прочности составляет 90,0% или больше.
[0069]
[Номер размера предшествующего аустенитного зерна]
В микроструктуре бесшовной стальной трубы по настоящему варианту осуществления номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, составляет 7,0 или больше. Если номер размера предшествующего аустенитного зерна составляет менее 7,0, предшествующее аустенитное зерно является грубым. Следовательно, стойкость к сульфидному растрескиванию под напряжением уменьшается. Если номер размера предшествующего аустенитного зерна составляет 7,0 или больше, это зерно является в достаточной степени мелким. Следовательно, может быть получена превосходная стойкость к сульфидному растрескиванию под напряжением. В настоящем варианте осуществления труба изготавливается при более низкой температуре на стадии изготовления трубы (1100°C или меньше), чем в предшествующем уровне техники, и образование тепла при прошивке и прокатке подавляется, посредством чего получается вышеописанный номер размера предшествующего аустенитного зерна.
[0070]
[Способ для измерения номера размера предшествующего аустенитного зерна]
Способ для измерения номера размера предшествующего аустенитного зерна является следующим. Выбираются центральные положения в осевом направлении соответствующих категорий, получаемых путем деления области основного тела, исключая область первого конца и область второго конца бесшовной стальной трубы, на пять равных частей в осевом направлении этой бесшовной стальной трубы. В сечении, перпендикулярном к осевому направлению бесшовной стальной трубы, в каждом из выбранных положений тестовые образцы, каждый из которых имеет поверхность (поверхность наблюдения) 100, параллельную осевому направлению бесшовной стальной трубы, берутся из положений центра толщины стенки в восьми положениях с шагом 45° вокруг центральной оси бесшовной стальной трубы. Как проиллюстрировано на Фиг. 3, на поверхности 100 наблюдения тестового образца длина в направлении толщины стенки устанавливается как толщина стенки T (мм) - (глубина 1,5 мм от наружной поверхности+глубина 1,5 мм от внутренней поверхности) путем вырезания области на глубину 1,5 мм от наружной поверхности и области на глубину 1,5 мм от внутренней поверхности в направлении толщины стенки бесшовной стальной трубы. Кроме того, длина поверхности 100 наблюдения устанавливается равной 15 мм в осевом направлении бесшовной стальной трубы. Таким образом, поверхность 100 наблюдения имеет прямоугольную форму (толщина стенки T - 3,0 мм) × 15 мм. Поверхности наблюдения соответствующих тестовых образцов механически полируются. Поверхности наблюдения после механической полировки травятся пикралем, что заставляет проявиться границы предшествующего аустенитного зерна. После этого с использованием оптического микроскопа с увеличением 200х для каждой из поверхностей наблюдения в дополнительных четырех полях зрения (размером 500 мкм × 500 мкм на одно поле зрения) среднее значение номера размера предшествующего аустенитного зерна получается в соответствии со стандартом ASTM E112. Полученное среднее значение определяется как номер размера предшествующего аустенитного зерна в каждом из положений измерения. Из номеров размера предшествующего аустенитного зерна, которые получены в соответствующих положениях измерения (всего 40), самый малый номер размера зерна определяется как номер размера предшествующего аустенитного зерна бесшовной стальной трубы, соответствующий ASTM E112.
[0071]
[Разность размеров зерна ΔGS]
В микроструктуре бесшовной стальной трубы по настоящему варианту осуществления разность между максимальным значением и минимальным значением номеров размера зерна, измеренных во множестве дополнительных частей в круговом направлении и в осевом направлении бесшовной стальной трубы в области главного тела (разность размеров зерна ΔGS), составляет 1,0 или меньше. Когда разность размеров зерна ΔGS составляет больше чем 1,0, водород, внедряющийся в стальной материал, вызывает охрупчивание частей крупного зерна в кислой окружающей среде, и в результате стойкость к сульфидному растрескиванию под напряжением уменьшается. Когда разность размеров зерна ΔGS составляет 1,0 или меньше, может быть получена превосходная стойкость к сульфидному растрескиванию под напряжением. В настоящем варианте осуществления за счет эффекта скрепления карбонитридами Nb и нитридами Nb (в дальнейшем, называемыми карбонитридами Nb и т.п.), которые образуются на стадии изготовления трубы, зерно измельчается, и разность размеров зерна ΔGS может быть сделана равной 1,0 или меньше. Когда Nb не содержится, зерно полностью огрубляется, и под влиянием вариации температуры в осевом направлении и в круговом направлении трубы разность размеров зерна ΔGS становится больше чем 1,0.
[0072]
[Способ для измерения разности размеров зерна ΔGS]
Разность размеров зерна ΔGS измеряется следующим способом. Максимальное значение и минимальное значение выбираются из измеренных номеров размера предшествующего аустенитного зерна в 40 положениях измерения в вышеупомянутом способе. Разность между максимальным значением и минимальным значением определяется как разность размеров зерна ΔGS.
[0073]
[Предел текучести YS и разность прочности при растяжении ΔTS]
Предел текучести YS бесшовной стальной трубы по настоящему варианту осуществления составляет от 655 МПа (95 тысяч фунтов на кв.дюйм) до менее чем 862 МПа (125 тысяч фунтов на кв.дюйм). Если предел текучести YS составляет 862 МПа или больше, превосходная стойкость к сульфидному растрескиванию под напряжением не может быть получена, даже если стальная труба имеет вышеупомянутую микроструктуру. С другой стороны, если предел текучести составляет менее чем 655 МПа, прочность, требуемая для использования в качестве нефтепромысловой трубы для скважин с очень агрессивной средой, не может быть получена. Соответственно, предел текучести YS бесшовной стальной трубы по настоящему варианту осуществления составляет от 655 МПа до менее чем 862 МПа. Предел текучести определяется как описано выше. Таким образом, когда предел текучести соответствует сорту 95 тысяч фунтов на кв.дюйм (от 655 МПа до 758 МПа), значение при полном удлинении на 0,5% определяется как предел текучести (МПа). Когда предел текучести соответствует сорту 110 тысяч фунтов на кв.дюйм (от 758 МПа до менее чем 876 МПа), значение при полном удлинении на 0,7% определяется как предел текучести (МПа). Определения этих пределов текучести соответствуют спецификациям 5CT стандартов API.
[0074]
Кроме того, в области основного тела бесшовной стальной трубы по настоящему варианту осуществления разность (разность прочности при растяжении) ΔTS между максимальным значением и минимальным значением прочности при растяжении TS составляет 27,6 МПа или меньше. Следовательно, в бесшовной стальной трубе по настоящему варианту осуществления вариация прочности подавляется в круговом направлении и в осевом направлении.
[0075]
[Способ для измерения предела текучести YS и прочности при растяжении TS]
Предел текучести YS и прочность при растяжении TS измеряются следующими способами. Выбираются центральные положения в осевом направлении соответствующих категорий, получаемых путем деления области основного тела, исключая область первого конца и область второго конца бесшовной стальной трубы, на пять равных частей в осевом направлении этой бесшовной стальной трубы. В каждом из выбранных положений тестовые образцы в форме полосы для испытания на разрыв извлекаются из четырех положений с шагом 90° вокруг центральной оси бесшовной стальной трубы. Поперечное сечение образца для испытания на разрыв в форме полосы (перпендикулярное к осевому направлению бесшовной стальной трубы) имеет форму полосы, и осевое направление образца для испытания на разрыв в форме полосы является параллельным осевому направлению бесшовной стальной трубы. Испытание на разрыв выполняется при нормальной температуре (25°C) в соответствии со спецификациями 5CT стандартов API с использованием тестовых образцов для испытания на разрыв в форме полосы. Среднее значение пределов текучести, полученных для соответствующих тестовых образцов для испытания на разрыв в форме полосы (всего для 20 точек), определяется как предел текучести YS (МПа) бесшовной стальной трубы. Кроме того, разность между максимальным значением и минимальным значением прочности при растяжении TS тестовых образцов в форме полосы (всего для 20 точек), определяется как разность прочности при растяжении ΔTS (МПа).
[0076]
[Способ производства]
Далее будет описан один пример способа производства бесшовной стальной трубы по настоящему варианту осуществления. Следует отметить, что способ для производства бесшовной стальной трубы по настоящему варианту осуществления не ограничивается описываемым ниже способом.
[0077]
Настоящий способ производства включает в себя стадию нагревания заготовки (стадию нагревания), стадию производства полой гильзы с использованием нагретой заготовки (стадию изготовления трубы), стадию закалки полой гильзы, которая произведена с помощью горячей прокатки и имеет температуру наружной поверхности, равную точке превращения A3 или больше (точке превращения AC3 или больше или точке превращения Ar3 или больше) путем быстрого охлаждения полой гильзы (стадию закалки), и стадию выполнения отпуска закаленной полой гильзы (стадию отпуска).
[0078]
Настоящий способ производства может включать в себя стадию сопутствующего нагревания, заключающуюся в выполнении поточного повторного нагревания полой гильзы после создания трубы, имеющей температуру наружной поверхности от менее чем температура точки Ac3 до 400°C, между стадией изготовления трубы и стадией закалки. Настоящий способ производства может также включать в себя стадию автономного повторного нагревания полой гильзы после создания трубы, имеющей температуру от менее чем 400°C до нормальной температуры (25°C), между стадией изготовления трубы и стадией закалки. Настоящий способ может также выполнять стадию повторного нагревания и стадию закалки последовательно после стадии закалки, а затем может выполнять стадию отпуска. Настоящий способ производства может также выполнять стадию повторного нагревания, стадию закалки и стадию отпуска последовательно после стадии отпуска.
[0079]
Более конкретно, настоящий способ производства является, например, следующим.
Случай 1: стадия нагревания - стадия изготовления трубы - стадия закалки (прямой закалки) - стадия отпуска
Случай 2: стадия нагревания - стадия изготовления трубы - стадия сопутствующего нагревания - стадия закалки - стадия отпуска
Случай 3: стадия нагревания - стадия изготовления трубы - стадия повторного нагревания - стадия закалки - стадия отпуска
Случай 4: стадия нагревания - стадия изготовления трубы - стадия сопутствующего нагревания - стадия закалки - стадия повторного нагревания - стадия закалки - стадия отпуска
Случай 5: стадия нагревания - стадия изготовления трубы - стадия повторного нагревания - стадия закалки - стадия повторного нагревания - стадия закалки - стадия отпуска
Случай 6: стадия нагревания - стадия изготовления трубы - (стадия сопутствующего нагревания) - стадия закалки - стадия отпуска - стадия повторного нагревания - стадия закалки - стадия отпуска
Случай 7: стадия нагревания - стадия изготовления трубы - стадия повторного нагревания - стадия закалки - стадия отпуска - стадия повторного нагревания - стадия закалки - стадия отпуска
[0080]
Случай 1 и случай 2 соответствуют так называемой поточной закалке. Случай 3 соответствует так называемой автономной закалке. Далее соответствующие стадии будут описаны подробно.
[0081]
[Стадия нагревания]
Сначала подготавливается круглая заготовка, имеющая вышеупомянутый химический состав. Способ для производства круглой заготовки особо не ограничивается. Круглая заготовка производится, например, следующим способом. Производится расплавленная сталь, имеющая вышеописанный химический состав. Для этого используется, например, конвертер и т.п. Блюмная заготовка производится из расплавленной стали с помощью процесса непрерывной разливки. Слиток может быть произведен из расплавленной стали с помощью процесса изготовления слитка. Круглая заготовка производится с помощью горячей прокатки блюмной заготовки или слитка. Круглая заготовка может быть произведена из расплавленной стали с помощью процесса непрерывной разливки. Круглая заготовка подготавливается вышеописанным способом.
[0082]
Готовая круглая заготовка нагревается. Температура нагрева устанавливается равной 950-1100°C. Эта температура нагрева означает температуру в нагревательной печи. Когда температура в печи составляет 950-1100°C, температура наружной поверхности круглой заготовки также составляет 950-1100°C.
[0083]
Как показано на Фиг. 1, когда температура нагрева (температура наружной поверхности) круглой заготовки на стадии нагревания составляет 1100°C или меньше, предшествующее аустенитное зерно сохраняется в мелком состоянии при условии, что скорость вращения валков (окружная скорость) на стадии прошивки и финишная температура являются удовлетворительными. Следовательно, верхний предел температуры нагрева круглой заготовки на стадии нагревания составляет 1100°C. Если температура нагрева круглой заготовки на стадии нагревания составляет 1100°C или меньше, вариация доли твердого раствора Nb в осевом направлении и круговом направлении полой гильзы может быть дополнительно подавлена, и разница в доле твердого раствора Nb ΔSR в полой гильзе перед стадией отпуска после стадии закалки может быть снижена до 10% или меньше. В результате разность прочности при растяжении ΔTS в области основного тела произведенной бесшовной стальной трубы может быть снижена до 27,6 МПа или меньше. С другой стороны, когда температура нагрева круглой заготовки на стадии нагревания является слишком низкой, стойкость круглой заготовки к деформации улучшается. В этом случае прошивка и прокатка становятся затруднительными. Соответственно, нижний предел температуры нагрева круглой заготовки на стадии нагревания составляет 950°C. Верхний предел температуры нагрева на стадии нагревания предпочтительно составляет 1080°C, а нижний предел предпочтительно составляет 1050°C.
[0084]
[Стадия изготовления трубы]
Круглая заготовка, нагретая на стадии нагревания, прошивается и прокатывается для того, чтобы произвести полую гильзу. Стадия изготовления трубы включает в себя стадию прошивки и стадию прокатки. Стадия прокатки включает в себя, например, стадию удлинения и стадию калибровки. На стадии прошивки круглая заготовка прошивается и прокатывается с использованием прошивного стана для того, чтобы сформировать круглую заготовку в полую гильзу. На стадии удлинения полая гильза удлиняется с использованием вытяжного стана. Вытяжной стан представляет собой трубный стан-автомат или стан для прокатки на оправке. На стадии калибровки полая гильза подвергается калибровочной прокатке на калибровочном стане. Калибровочный стан представляет собой, например, калибровочный трубопрокатный стан или редукционный стан с натяжением.
[0085]
Как было описано выше, температура наружной поверхности круглой заготовки (полой гильзы) на стадии прошивки и стадии удлинения во время стадии изготовления трубы составляет 1100°C или меньше. Кроме того, температура наружной поверхности (финишная температура) полой гильзы во время окончательной прокатки (прокатки в финишной клети на стадии калибровки) составляет 1000°C или меньше.
[0086]
В частности, температура нагрева круглой заготовки на стадии нагревания составляет 1100°C или меньше, а максимальное значение температуры наружной поверхности (финишная температура) в области основного тела полой гильзы, измеряемой на выходе калибровочного стана, составляет 1000°C или меньше.
[0087]
На выходе прошивного стана, на выходе последней клети вытяжного стана и на выходе последней клети калибровочного стана располагаются радиационные термометры.
В полой гильзе, проходящей через выход прошивного стана, выход последней клети вытяжного стана и выход последней клети калибровочного стана, температуры наружной поверхности частей, соответствующих области основного тела, измеряются этими радиационными термометрами. Максимальная температура в области основного тела из результатов измерения, из которых был удален шум, определяется как температура наружной поверхности вышеописанной полой гильзы на выходе соответствующей установки (прошивного стана, вытяжного стана и калибровочного стана).
[0088]
Даже когда температура нагрева круглой заготовки на стадии нагревания составляет 950-1100°C или меньше, если тепло образуется в круглой заготовке на стадии изготовления трубы, части с температурой наружной поверхности больше чем 1100°C образуются в области основного тела круглой заготовки (полой гильзы) на стадии изготовления трубы. В этом случае мелкие карбонитриды Nb, карбиды Nb и нитриды Nb, которые образуются на стадии изготовления трубы, снова растворяются. В этом случае эффект скрепления карбонитридами Nb, карбидами Nb и нитридами Nb не может быть получен, и аустенитное зерно не измельчается. В результате размер предшествующего аустенитного зерна в области основного тела становится меньше чем 7,0, и разность размеров зерна ΔGS становится больше чем 1,0. В этом случае стойкость к сульфидному растрескиванию под напряжением уменьшается. Кроме того, разница в доле твердого раствора Nb ΔSR в полой гильзе перед стадией отпуска после стадии закалки становится больше чем 10%. В результате разность прочности при растяжении ΔTS бесшовной стальной трубы становится больше чем 27,6 МПа, и вариация прочности увеличивается.
[0089]
На стадии изготовления трубы, особенно на стадии прошивки, которая выполняется сразу после нагрева круглой заготовки, отношение прокатки является высоким. Следовательно, тепло наиболее легко образуется на стадии прошивки, а также на стадии удлинения и стадии калибровки, и температура наружной поверхности круглой заготовки (полой гильзы) легко становится выше 1100°C на стадии прошивки. Когда температура наружной поверхности полой гильзы становится выше 1100°C на стадии прошивки, температура наружной поверхности (финишная температура) полой гильзы на выходе калибровочного стана на стадии прокатки становится выше 1000°C. В этом случае номер размера предшествующего аустенитного зерна в области основного тела становится меньше чем 7,0, разность размеров зерна ΔGS становятся больше чем 1,0, и разность прочности при растяжении ΔTS становится больше чем 27,6 МПа.
[0090]
Следовательно, в этом примере на стадии прошивки образование тепла в результате обработки подавляется путем управления скоростью вращения валков прошивного стана, и температура наружной поверхности круглой заготовки (полой гильзы) на стадии изготовления трубы снижается до 1100°C или меньше. Прошивной стан включает в себя множество (например, пару) косых валков, а также прошивку, расположенную между этим множеством косых валков. В настоящем варианте осуществления диаметры бочки косых валков прошивного стана устанавливаются равными 1390-1410 мм, а скорость их вращения устанавливается равной 20-75 об/мин. При этом окружные скорости косых валков составляют 1450-5550 мм/с. Следует отметить, что диаметр бочки косого валка означает диаметр бочки (мм) в узкой части косого валка.
[0091]
Когда скорость вращения косого валка составляет 75 об/мин или меньше, даже в том случае, когда круглая заготовка, которая нагрета до 1100°C или меньше, прошивается и прокатывается с отношением прокатки 1,2-4,0, температура наружной поверхности круглой заготовки на стадии прошивки может быть удержана от превышения 1100°C за счет образующегося при обработке тепла. Кроме того, температура полой гильзы (финишная температура) во время финишной прокатки на стадии калибровки становится равной 1000°C или меньше.
[0092]
Когда финишная температура является слишком низкой, создание трубы становится затруднительным на стадии изготовления трубы. Соответственно, нижний предел финишной температуры составляет 800°C. Таким образом, финишная температура составляет 800-1000°C. Нижний предел финишной температуры предпочтительно составляет 850°C.
[0093]
[Стадия сопутствующего нагревания]
Стадия сопутствующего нагревания выполняется в соответствии с необходимостью. Если температура наружной поверхности (финишная температура) полой гильзы после горячей прокатки меньше, чем точка превращения A3 (точка превращения Ar3), закалка не может быть выполнена. Однако если температура наружной поверхности полой гильзы после горячей прокатки составляет 400°C или больше, повторное нагревание не должно выполняться в автономной нагревательной печи, и температура наружной поверхности полой гильзы повышается до точки превращения Ac3 или выше путем поточного нагрева полой гильзы с использованием печи для выдержки или индукционного нагревателя, расположенных на передающем пути, соединяющем калибровочный стан и устройство для закалки (устройство быстрого охлаждения). Верхний предел температуры наружной поверхности полой гильзы, которая нагревается на стадии сопутствующего нагревания, предпочтительно равен температуре точки превращения Ac3+50°C. Температура наружной поверхности полой гильзы после нагревания на стадии сопутствующего нагревания упоминается в настоящем описании как «температура сопутствующего нагрева». Температура сопутствующего нагрева измеряется следующим способом. Когда стадия сопутствующего нагревания выполняется путем использования индукционного нагревателя, среднее значение температуры наружной поверхности области основного тела полой гильзы на выходе индукционного нагревателя определяется как температура сопутствующего нагрева (°C). В этом случае температура сопутствующего нагрева измеряется радиационным термометром, расположенным на выходе индукционного нагревателя. С другой стороны, когда стадия сопутствующего нагревания выполняется путем использования сопутствующей нагревательной печи, температура (°C) сопутствующей нагревательной печи соответствует температуре наружной поверхности области основного тела полой гильзы. Следовательно, в этом случае температура сопутствующей нагревательной печи определяется как температура наружной поверхности (°C) полой гильзы.
[0094]
[Стадия повторного нагревания]
Стадия повторного нагревания выполняется в соответствии с необходимостью. Когда температура наружной поверхности полой гильзы становится меньше чем 400°C и вплоть до нормальной температуры (25°C) в результате охлаждения полой гильзы после создания трубы, полая гильза повторно нагревается путем использования нагревательной печи, расположенной отдельно от линии производства трубы. Температура наружной поверхности полой гильзы, которая нагрета на стадии повторного нагревания, равна точке превращения Ac3 или больше, а ее верхний предел предпочтительно равен точке превращения Ac3+50°C. Температура (°C) нагревательной печи соответствует температуре наружной поверхности области основного тела полой гильзы. Следовательно, когда нагревательная печь используется на стадии повторного нагревания, температура нагревательной печи определяется как температура наружной поверхности (°C) полой гильзы.
[0095]
Когда стадия повторного нагревания выполняется для повторения стадии закалки после стадии закалки или после стадии отпуска (случай 4, случай 5 и т.п., описанные выше), повторное нагревание полой гильзы выполняется таким же образом, как было описано выше. В этом случае температура наружной поверхности полой гильзы, нагретой на стадии повторного нагревания, равна точке превращения Ac3 или больше, а ее верхний предел предпочтительно равен точке превращения Ac3+50°C.
[0096]
[Стадия закалки]
На стадии закалки полая гильза, имеющая температуру наружной поверхности, равную точке превращения A3 или выше (когда температура наружной поверхности полой гильзы после стадии изготовления трубы равна точке превращения Ar3 или больше, или когда после стадии сопутствующего нагревания и стадии повторного нагревания температура наружной поверхности полой гильзы равна точке превращения Ac3 или больше), быстро охлаждается и закаляется. Температура наружной поверхности (температура закалки) полой гильзы в начале быстрого охлаждения на стадии закалки равна точке превращения A3 (точке превращения Ar3 или точке превращения Ac3) и вплоть до 1000°C. Здесь, температура наружной поверхности полой гильзы во время начала быстрого охлаждения равна среднему значению температуры наружной поверхности области основного тела. Кроме того, средняя скорость охлаждения CR от температуры наружной поверхности полой гильзы до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, во время начала быстрого охлаждения на стадии закалки устанавливается равной 15°C/с или больше.
[0097]
Если средняя скорость охлаждения CR является слишком низкой, доля мартенсита в стали уменьшается, а доля бейнита увеличивается. В этом случае доля площади мартенсита отпуска в бесшовной стальной трубе становится меньше чем 90%, и достаточная прочность не может быть получена. Следовательно, средняя скорость охлаждения CR устанавливается равной 15°C/с или больше. Нижний предел средней скорости охлаждения CR предпочтительно составляет 17°C/с, и более предпочтительно 19°C/с. Способ быстрого охлаждения на стадии закалки предпочтительно представляет собой водяное охлаждение.
[0098]
Когда выполняется так называемая поточная закалка, представленная случаями 1, 2, 4 и 6, стадия закалки выполняется, например, с помощью устройства водяного охлаждения, которое находится на линии изготовления трубы и располагается после калибровочного стана. Устройство водяного охлаждения включает в себя, например, устройство ламинарного потока воды и устройство струйного потока воды. Устройство ламинарного потока воды выливает воду на полую гильзу сверху. В это время вода, выливаемая на полую гильзу, образует ламинарный поток. Устройство струйного потока воды направляет струю воды во внутреннюю часть полой гильзы от ее конца. Устройство водяного охлаждения может отличаться от описанных выше устройства ламинарного потока воды и устройства струйного потока воды. Устройство водяного охлаждения может быть, например, баком с водой. В этом случае полая гильза погружается в этот бак и охлаждается. Устройство водяного охлаждения также может представлять собой только устройство ламинарного потока воды.
[0099]
Когда выполняется так называемая автономная закалка, представленная случаями 3, 5 и 7, стадия закалки выполняется, например, с помощью устройства водяного охлаждения, расположенного вне линии изготовления трубы. Такое устройство водяного охлаждения аналогично устройству водяного охлаждения, которое используется при поточной закалке. Когда выполняется автономная закалка, может использоваться обратное превращение, так что по сравнению со случаем, в котором выполняется только поточная закалка, номер размера предшествующего аустенитного зерна бесшовной стальной трубы становится высоким.
[0100]
[Разница в доле твердого раствора Nb ΔSR]
В полой гильзе после первой стадии закалки и перед выполнением последующей стадии (например перед стадией отпуска, когда последующая стадия является стадией отпуска, и перед стадией повторного нагревания, когда последующая стадия является стадией повторного нагревания) отношение Nb, растворенного в стали без выделения в виде карбонитридов Nb и т.п. (карбонитридов Nb и нитридов Nb) к полному содержанию Nb в стали определяется как доля твердого раствора Nb (мас.%). В этом случае разность (в дальнейшем называемая разницей в доле твердого раствора Nb ΔSR) между максимальным значением и минимальным значением доли твердого раствора Nb в области основного тела полой гильзы составляет 10% или меньше. Когда разница в доле твердого раствора Nb ΔSR составляет больше чем 10%, разность (разность прочности при растяжении ΔTS) между максимальным значением и минимальным значением прочности при растяжении TS, измеренной в области основного тела бесшовной стальной трубы, которая производится с использованием описываемой позже стадии отпуска, увеличивается, и вариация прочности в бесшовной стальной трубе увеличивается. Когда разница в доле твердого раствора Nb ΔSR составляет 10% или меньше, разность прочности при растяжении ΔTS уменьшается до 27,6 МПа или меньше, и вариация прочности в круговом направлении и осевом направлении бесшовной стальной трубы подавляется. Следовательно, бесшовная стальная труба по настоящему варианту осуществления имеет стабильно высокую прочность. В настоящем варианте осуществления вышеописанная разница в доле твердого раствора Nb реализуется путем изготовления трубы при более низкой температуре (1100°C или меньше) на вышеупомянутой стадии изготовления трубы, чем в предшествующем уровне техники, а также путем подавления образования тепла во время прошивки и прокатки.
[0101]
[Способ для измерения разницы в доле твердого раствора Nb ΔSR]
Доля твердого раствора Nb в полой гильзе после первой стадии закалки перед последующей стадией измеряется с помощью способа извлеченного остатка. В частности, область основного тела полой гильзы, исключая область первого конца трубы и область второго конца трубы, после первой стадии закалки перед последующей стадией делится на пять равных частей в осевом направлении полой гильзы, и центральные положения в осевом направлении полой гильзы соответствующих категорий выбираются в качестве положений измерения. В сечении, перпендикулярном к осевому направлению полой гильзы, в каждом из положений измерения тестовые образцы извлекаются из четырех положений центра толщины стенки с шагом 90° вокруг центральной оси полой гильзы. При этом площадь поверхности извлекаемого тестового образца устанавливается равной 15 см2. Тестовый образец электролизуется в 0,5 г раствора электролита для того, чтобы растворить матрицу. Раствор электролита состоит из 10% ацетилацетона+1% хлорида тетраметиламмония+остаток из метанола, а сила тока составляет 200 A/м2. Остаток (=осадок) отфильтровывается фильтром с диаметром отверстия 0,2 мкм и извлекается. Затем осадок разлагается кислотой, химический состав анализируется с помощью ICP (анализом с индуктивно сопряженной плазмой), и получается содержание Nb в осадке. На основе этого содержания Nb в осадке доля твердого раствора Nb получается с помощью следующей формулы.
Доля твердого раствора Nb=(полное содержание Nb в стали - содержание Nb в осадке)/полное содержание Nb в стали
[0102]
Из полученной доли твердого раствора Nb выбираются максимальное значение и минимальное значение, и разность между максимальным значением и минимальным значением определяется как разница в доле твердого раствора Nb ΔSR.
[0103]
Доля твердого раствора Nb измеряется в полой гильзе после первой стадии закалки перед последующей стадией, как было описано выше.
[0104]
[Стадия отпуска]
Полая гильза, которая была быстро охлаждена и закалена на стадии закалки, отпускается для того, чтобы получить бесшовную стальную трубу. Температура отпуска находится в диапазоне от 650°C до точки превращения Ac1, и регулируется в зависимости от желаемых механических свойств. В частности, температура отпуска регулируется так, чтобы предел текучести бесшовной стальной трубы после отпуска составлял от 655 МПа до менее чем 862 МПа. Когда предел текучести составляет 862 МПа или больше, номер размера зерна составляет 7,0 или больше, и даже если разность ΔGS номера размера зерна составляет 1,0 или меньше, стойкость к сульфидному растрескиванию под напряжением становится низкой. Когда предел текучести составляет меньше чем 862 МПа, стойкость к сульфидному растрескиванию под напряжением улучшается. Температура отпуска для того, чтобы предел текучести бесшовной стальной трубы по настоящему варианту осуществления с вышеупомянутым химическим составом находился в диапазоне от 655 МПа до менее чем 862 МПа, составляет от 650°C до точки превращения Ac1, и верхний предел предпочтительно составляет 750°C.
[0105]
Следует отметить, что температура отпуска (°C) означает температуру в печи термической обработки, которая используется на стадии отпуска. На стадии отпуска температура наружной поверхности полой гильзы становится равной температуре отпуска (температуре в печи).
[0106]
Бесшовная стальная труба, произведенная с помощью вышеописанных стадий, имеет превосходную стойкость к сульфидному растрескиванию под напряжением, и устойчиво имеет предел текучести от 655 МПа до менее чем 862 МПа в круговом направлении и осевом направлении.
ПРИМЕР 1
[0107]
Было произведено множество бесшовных стальных труб с различными химическими составами, и были исследованы стойкость к сульфидному растрескиванию под напряжением и вариации прочности этих бесшовных стальных труб.
[0108]
[Способ исследования]
Были произведены расплавленные стали, имеющие химические составы, показанные в Таблице 1.
[0109]
[Таблица 1]
[0110]
Множество круглых заготовок было произведено путем непрерывной разливки с использованием этих расплавленных сталей. Бесшовные стальные трубы были произведены при производственных условиях, показанных в Таблице 2, путем использования круглых заготовок. В настоящем примере выполнялась так называемая поточная закалка случая 1 и случая 2, описанных выше.
[0111]
[Таблица 2]
(МПа)
[0112]
В частности, круглые заготовки соответствующих тестов нагревались при температурах нагрева (°C), приведенных в Таблице 2. Стадия изготовления трубы (стадия прошивки, стадия удлинения и стадия калибровки) выполнялась с использованием нагретых круглых заготовок, и были произведены полые гильзы с наружным диаметром 244,5 мм и толщиной стенки 13,8 мм. На стадии изготовления трубы диаметры бочки косых валков прошивного стана составляли 1390-1410 мм. В частности, диаметры бочки косых валков прошивного стана для тестов №№ 1-11 составляли 1390 мм, а диаметры бочки косых валков прошивного стана для тестов №№ 12-15 составляли 1410 мм. Скорости вращения валков (об/мин), окружные скорости валков (мм/с) и финишные температуры (°C) при прошивке на стадии изготовления трубы показаны в Таблице 2.
[0113]
Стадия сопутствующего нагревания выполнялась при температурах, показанных в Таблице 2, для произведенных полых гильз, отличающихся от полых гильз тестов №№ 2 и 5. Закалка выполнялась путем быстрого охлаждения полых гильз после стадии изготовления трубы (тесты №№ 2 и 5), или после стадии сопутствующего нагревания. Температуры начала быстрого охлаждения на стадии закалки показаны в Таблице 2, и все температуры начала быстрого охлаждения были равны точке превращения A3 или выше. Средняя скорость охлаждения CR от температуры начала быстрого охлаждения до достижения температурой наружной поверхности полой гильзы 300°C на стадии закалки была равна 15°C/с или больше. Отпуск полых гильз выполнялся после стадии закалки. Температуры отпуска показаны в Таблице 2, а продолжительность выдержки при температурах отпуска составляла 30 мин. Температуры отпуска для всех тестов были равны точке превращения Ac1 или меньше. С помощью вышеописанной стадии производства были произведены бесшовные стальные трубы соответствующих тестов. Следует отметить, что в соответствующих тестах для измерения разницы в доле твердого раствора Nb ΔSR также были подготовлены полые гильзы перед стадией отпуска после стадии закалки.
[0114]
Химические составы бесшовных стальных труб соответствующих тестов, полученные в результате выполнения известных методов компонентного анализа в дополнительных центральных участках толщины стенки областей основного тела произведенных бесшовных стальных труб (метода измерения поглощения в инфракрасной области спектра после сжигания для C и S, метода анализа высокотемпературной десорбции газов для O и N, и метода ICP-анализа для других легирующих элементов), соответствовали Таблице 1.
[0115]
[Разница в доле твердого раствора Nb ΔSR]
Область основного тела, исключая область первого конца трубы и область второго конца трубы, перед стадией отпуска после стадии закалки каждого из тестов делились на пять равных частей в осевом направлении полой гильзы, и центральные положения в осевом направлении полой гильзы соответствующих категорий выбирались в качестве положений измерения. В сечении, перпендикулярном к осевому направлению полой гильзы, в каждом из положений измерения тестовые образцы извлекались из четырех положений центра толщины стенки с шагом 90° вокруг центральной оси полой гильзы. При этом площадь поверхности извлекаемого тестового образца устанавливалась равной 15 см2. Каждый из тестовых образцов электролизовался в 0,5 г раствора электролита для того, чтобы растворить матрицу. Раствор электролита состоял из 10% ацетилацетона+1% хлорида тетраметиламмония+остаток из метанола, а сила тока составляла 200 A/м2. Остаток (=осадок) отфильтровывался фильтром с диаметром отверстия 0,2 мкм и извлекался. Затем осадок разлагался кислотой, химический состав анализировался с помощью ICP (анализом с индуктивно сопряженной плазмой), и было получено содержание Nb в осадке. На основе этого содержания Nb в осадке доля твердого раствора Nb была получена с помощью следующей формулы.
Доля твердого раствора Nb=(полное содержание Nb в стали - содержание Nb в осадке)/полное содержание Nb в стали
[0116]
Из долей твердого раствора Nb, полученных в соответствующих положениях измерения (всего 20), были выбраны максимальное значение и минимальное значение, и разность между максимальным значением и минимальным значением была определена как разница в доле твердого раствора Nb ΔSR.
[0117]
[Тест измерения номера размера предшествующего аустенитного зерна и разности номера размера зерна ΔGS]
Центральные положения в бесшовной стальной трубе каждого из тестов в осевом направлении соответствующих категорий в том случае, когда область основного тела, исключая область первого конца и область второго конца трубы, была разделена на пять равных частей в осевом направлении бесшовной стальной трубы, были выбраны в качестве положений измерения. В каждом из положений измерения из центральных положений толщины стенки в восьми положениях с шагом 45° вокруг центральной оси бесшовной стальной трубы были взяты тестовые образцы, имеющие поверхности (поверхности наблюдения), параллельные осевому направлению бесшовной стальной трубы. Как показано на Фиг. 3, на поверхности 100 наблюдения тестового образца длина в направлении толщины стенки была установлена как толщина стенки T (мм) - (глубина 1,5 мм от наружной поверхности+глубина 1,5 мм от внутренней поверхности) путем вырезания области на глубину 1,5 мм от наружной поверхности и области на глубину 1,5 мм от внутренней поверхности в направлении толщины стенки бесшовной стальной трубы. Кроме того, длина поверхности наблюдения 100 в осевом направлении бесшовной стальной трубы была сделана равной 15 мм. Таким образом, поверхность 100 наблюдения имела прямоугольную форму (толщина стенки T - 3,0 мм) × 15 мм. Поверхность наблюдения каждого из тестовых образцов была механически отполирована. Поверхность наблюдения после механического полирования была протравлена с использованием пикраля, что заставило проявиться границы предшествующего аустенитного зерна. После этого среднее значение номера размера предшествующего аустенитного зерна было получено для этой поверхности наблюдения в соответствии со стандартом ASTM E112 в дополнительных четырех полях зрения (размером 500 мкм × 500 мкм каждое) с использованием оптического микроскопа с увеличением 200х, и это среднее значение было установлено как номер размера предшествующего аустенитного зерна в каждом из положений измерения. Из номеров размера предшествующего аустенитного зерна, которые были получены в соответствующих положениях измерения (всего 40), минимальный номер размера зерна определялся как номер размера предшествующего аустенитного зерна бесшовной стальной трубы, соответствующий стандарту ASTM E112. Кроме того, были выбраны максимальное значение и минимальное значение номеров размера зерна (всего 40), полученных в соответствующих положениях измерения, и разность, полученная путем вычитания минимального значения из максимального значения, была определена как разность размеров зерна ΔGS.
[0118]
[Испытание на разрыв]
В соответствующих категориях, полученных путем деления области основного тела, исключая область первого конца и область второго конца бесшовной стальной трубы, каждого из тестов на пять равных частей в осевом направлении бесшовной стальной трубы, были выбраны центральные положения в осевом направлении бесшовной стальной трубы. В каждом из выбранных положений тестовые образцы в форме полосы для испытания на разрыв были извлечены из четырех положений с шагом 90° вокруг центральной оси бесшовной стальной трубы. Поперечное сечение образца для испытания на разрыв в форме полосы (перпендикулярное к осевому направлению бесшовной стальной трубы) имело форму полосы, и осевое направление образца для испытания на разрыв в форме полосы было параллельным осевому направлению бесшовной стальной трубы. Испытание на разрыв выполнялось при нормальной температуре (25°C) в соответствии со спецификациями 5CT стандартов API с использованием тестовых образцов для испытания на разрыв в форме полосы. Среднее значение пределов текучести (всего 20), полученных в соответствующих образцах в форме полосы, было определено как предел текучести YS (МПа) бесшовной стальной трубы. Среднее значение прочностей на разрыв (всего 20), полученных в соответствующих образцах в форме полосы, было определено как прочность на разрыв TS (МПа) бесшовной стальной трубы. Разность между максимальным значением и минимальным значением прочности на разрыв TS тестовых образцов в форме полосы (всего для 20 точек), была определена как разность прочности при растяжении ΔTS (МПа).
[0119]
[Тест стойкости к сульфидному растрескиванию под напряжением]
В соответствующих категориях, полученных путем деления области основного тела, исключая область первого конца и область второго конца бесшовной стальной трубы, каждого из тестов на пять равных частей в осевом направлении бесшовной стальной трубы, были выбраны центральные положения в осевом направлении бесшовной стальной трубы. Цилиндрические тестовые образцы были извлечены из центральных частей толщины стенки в четырех положениях с шагом 90° вокруг центральной оси бесшовной стальной трубы в соответствующих выбранных положениях. Осевое направление каждого цилиндрического тестового образца было параллельным осевому направлению бесшовной стальной трубы. Наружный диаметр параллельной части каждого цилиндрического тестового образца составлял 6,35 мм, а длина параллельной части составляла 25,4 мм.
[0120]
Стойкость к сульфидному растрескиванию под напряжением соответствующих цилиндрических тестовых образцов оценивалась с помощью теста постоянной нагрузки в соответствии со способом TM0177A NACE (Национальной ассоциации инженеров-специалистов по коррозии). Тестовая ванна представляла собой водный раствор 5% хлористого натрия+0,5% уксусной кислоты с нормальной температурой, насыщенный газообразным сероводородом под давлением 1 атм. Были приложены нагрузочные напряжения, соответствующие 90% от фактических пределов текучести (AYS) соответствующих цилиндрических тестовых образцов, и эти цилиндрические тестовые образцы были погружены в тестовую ванну на 720 час. После истечения 720 час определялось, были ли соответствующие цилиндрические тестовые образцы разрушены. Когда дополнительное разрушение не наблюдалось ни в одном из цилиндрических тестовых образцов (всего 20) каждого из тестов, считалось, что стойкость стали к сульфидному растрескиванию под напряжением является высокой (оценка «успешно»). Когда дополнительное разрушение наблюдалось в любом из цилиндрических тестовых образцов (всего 20) каждого из тестов, считалось, что стойкость стали к сульфидному растрескиванию под напряжением является низкой (оценка «неуспешно»).
[0121]
[Результат теста]
Таблица 2 показывает результат теста. В Таблице 2 «YS» обозначает предел текучести YS (МПа), а «TS» обозначает прочность при растяжении TS (МПа). В колонке «стойкость к SSC» указан результат испытания для оценки стойкости к сульфидному растрескиванию под напряжением. «Успешно» означает, что дополнительного разрушения в цилиндрическом образце не наблюдалось, и стойкость к сульфидному растрескиванию под напряжением была превосходной. «Неуспешно» означает, что наблюдалось дополнительное разрушение в цилиндрическом образце, и стойкость к сульфидному растрескиванию под напряжением была низкой. Когда полученный предел текучести YS соответствовал сорту 95 тысяч фунтов на кв.дюйм (от 655 до менее чем 758 МПа) в каждом из тестов, когда отношение предела текучести к пределу прочности YR составляло 85,0% или больше, и полученный предел текучести YS соответствовал сорту 110 тысяч фунтов на кв.дюйм (758-862 МПа), отношение предела текучести к пределу прочности составляло 90,0% или больше, и все доли площади мартенсита отпуска составляли 90% или больше.
[0122]
Из Таблицы 2 видно, что в тестах №№ 1-8 химические составы были подходящими, и производственные условия также были подходящими. Следовательно, пределы текучести YS составляли от 655 до менее чем 862 МПа. Кроме того, все соответствующие стандарту ASTM E112 номера размера предшествующего аустенитного зерна в бесшовных стальных трубах составляли 7,0 или больше, и разности размера зерна ΔGS составляли 1,0 или меньше. Следовательно, растрескивания не было отмечено ни в одном из тестов №№ 1-8 в тесте стойкости к сульфидному растрескиванию под напряжением, и была получена превосходная стойкость к сульфидному растрескиванию под напряжением.
[0123]
Кроме того, в тестах №№ 1-8 разница в доле твердого раствора Nb ΔSR в полых гильзах перед стадией отпуска после стадии закалки составила 10% или меньше для всех тестов. Следовательно, разности прочности при растяжении ΔTS бесшовных стальных труб соответствующих тестов после стадии отпуска были равны 27,6 МПа или меньше, и была получена стабильно высокая прочность в круговом направлении и во всем основном теле бесшовной стальной трубы.
[0124]
С другой стороны, в тесте № 9 скорость вращения косых валков составляла больше чем 75 об/мин, и окружная скорость валков на стадии прошивки составляла больше чем 5550 мм/с. В результате финишная температура полой гильзы стала выше 1000°C. Следовательно соответствующий стандарту ASTM E112 номер предшествующего аустенитного зерна в бесшовной стальной трубе стал меньше чем 7,0, и кроме того разность размеров зерна ΔGS стала больше чем 1,0. В результате стойкость к сульфидному растрескиванию под напряжением была низкой. Кроме того, разница в доле твердого раствора Nb ΔSR стала больше чем 10%. Следовательно, разность прочности ΔTS стала больше чем 27,6 МПа, прочность стала непостоянной в круговом направлении и осевом направлении бесшовной стальной трубы, и стабильная прочность не была получена.
[0125]
В тесте № 10 температура нагрева круглой заготовки была слишком высокой. В результате финишная температура полой гильзы на стадии изготовления трубы стала выше 1000°C. Следовательно соответствующий стандарту ASTM E112 номер предшествующего аустенитного зерна в бесшовной стальной трубе стал меньше чем 7,0, и кроме того разность размеров зерна ΔGS стала больше чем 1,0. В результате стойкость к сульфидному растрескиванию под напряжением была низкой. Кроме того, разница в доле твердого раствора Nb ΔSR стала больше чем 10%. Следовательно, разность прочности ΔTS стала больше чем 27,6 МПа, прочность стала непостоянной в круговом направлении и осевом направлении бесшовной стальной трубы, и стабильная прочность не была получена.
[0126]
В тесте № 11 Nb не содержался. Следовательно соответствующий стандарту ASTM E112 номер предшествующего аустенитного зерна в бесшовной стальной трубе был меньше чем 7,0, и разность размеров зерна ΔGS стала больше чем 1,0. Следовательно, стойкость к сульфидному растрескиванию под напряжением была низкой.
[0127]
В тесте № 12 содержание Nb было слишком низким. Следовательно, номер размера предшествующего аустенитного зерна в бесшовной стальной трубе, соответствующий стандарту ASTM E112, был меньше чем 7,0. Следовательно, стойкость к сульфидному растрескиванию под напряжением была низкой.
[0128]
В тестах №№ 13 и 14 скорость вращения косых валков составляла больше чем 75 об/мин, и окружные скорости валков на стадии прошивки стали больше чем 5550 мм/с, как в тесте № 9. В результате финишная температура полой гильзы стала выше 1000°C. Следовательно соответствующий стандарту ASTM E112 номер предшествующего аустенитного зерна в бесшовной стальной трубе стал меньше чем 7,0, и кроме того разность размеров зерна ΔGS стала больше чем 1,0. В результате стойкость к сульфидному растрескиванию под напряжением была низкой. Кроме того, разница в доле твердого раствора Nb ΔSR стала больше чем 10%. Следовательно, разность прочности ΔTS стала больше чем 27,6 МПа, прочность стала непостоянной в круговом направлении и осевом направлении бесшовной стальной трубы, и стабильная прочность не была получена.
[0129]
В тесте № 15 температура отпуска была меньше чем 650°C, то есть слишком низкой. Следовательно, предел текучести стал равным 862 МПа или больше. В результате в тесте стойкости к сульфидному растрескиванию под напряжением было подтверждено растрескивание, и стойкость к сульфидному растрескиванию под напряжением была низкой.
ПРИМЕР 2
[0130]
При тех же самых условиях, что и в примере 1, множество круглых заготовок было произведено путем непрерывной разливки с использованием расплавленных сталей, показанных в Таблице 1. Бесшовные стальные трубы были произведены при производственных условиях, показанных в Таблице 3, путем использования круглых заготовок.
[0131]
[Таблица 3]
(°C)
(°C)
(°C)
(°C)
ΔSR
(%)
МПа
МПа
МПа
[0132]
В частности, круглые заготовки в соответствующих тестах нагревались при температурах нагрева (°C), приведенных в Таблице 3. Стадия изготовления трубы (стадия прошивки, стадия удлинения и стадия калибровки) выполнялась с использованием нагретых круглых заготовок, и были произведены полые гильзы с наружным диаметром 244,5 мм и толщиной стенки 13,8 мм. На стадии изготовления трубы диаметры бочки косых валков прошивного стана составляли 1390-1410 мм. В частности, диаметры бочки косых валков прошивного стана для тестов №№ 16-20 составляли 1390 мм, а диаметры бочки косых валков прошивного стана для тестов №№ 21-23 составляли 1410 мм. Скорости вращения валков (об/мин), окружные скорости валков (мм/с) и финишные температуры (°C) при прошивке на стадии изготовления трубы показаны в Таблице 3.
[0133]
Сопутствующее нагревание выполнялось перед стадией закалки при температуре нагрева, показанной в Таблице 3, для полой гильзы теста № 16. Закалка (поточная закалка) выполнялась путем быстрого охлаждения полых гильз после стадии изготовления трубы (тесты №№ 17-23), или после стадии сопутствующего нагревания (тест № 16). Температуры начала быстрого охлаждения (температуры закалки) QT1 на стадии закалки показаны в Таблице 3, и все температуры начала быстрого охлаждения были равны точке превращения A3 или выше. Средняя скорость охлаждения CR от температуры начала быстрого охлаждения QT1 до достижения температурой наружной поверхности полой гильзы 300°C на стадии закалки была равна 15°C/с или больше. Отпуск полых гильз выполнялся после стадии закалки. Температуры отпуска TT1 показаны в Таблице 3, а продолжительность выдержки при температурах отпуска TT1 составляла 30 мин. Температуры отпуска TT1 для всех тестов были равны точке превращения Ac1 или меньше. Полые гильзы после отпуска остывали до нормальной температуры (25°C).
[0134]
Полые гильзы с нормальной температурой нагревались до температур повторной закалки QT2 (°C), показанных в Таблице 3, и их (автономная) закалка выполнялась путем быстрого охлаждения при температурах повторного нагревания. Температуры начала быстрого охлаждения на стадии закалки были теми же самыми, что и температуры повторной закалки QT2, показанные в Таблице 3. Средняя скорость охлаждения CR от температуры начала быстрого охлаждения QT2 до достижения температурой наружной поверхности полой гильзы 300°C на стадии закалки была равна 15°C/с или больше. Отпуск полых гильз выполнялся после стадии автономной закалки. Температуры отпуска TT2 показаны в Таблице 3, а продолжительность выдержки при температурах отпуска TT2 составляла 30 мин. Температуры отпуска TT2 для всех тестов были равны точке превращения Ac1 или меньше. С помощью вышеописанной стадии производства были произведены бесшовные стальные трубы соответствующих тестов. В соответствующих тестах были также подготовлены полые гильзы перед первой стадией отпуска после стадии поточной закалки для того, чтобы измерить разницу в доле твердого раствора Nb ΔSR.
[0135]
Химические составы бесшовных стальных труб соответствующих тестов, полученные в результате выполнения известных методов компонентного анализа в дополнительных центральных участках толщины стенки областей основного тела произведенных бесшовных стальных труб (метода измерения поглощения в инфракрасной области спектра после сжигания для C и S, метода анализа высокотемпературной десорбции газов для O и N, и метода ICP-анализа для других легирующих элементов), соответствовали Таблице 1.
[0136]
При использовании бесшовных стальных труб соответствующих тестов размеры предшествующих аустенитных зерен, соответствующие стандарту ASTM E112, разности размера зерна ΔGS, пределы текучести YS (МПа), прочности при растяжении TS (МПа) и разности прочности при растяжении ΔTS (МПа) были получены как в примере 1. Кроме того, тест стойкости к сульфидному растрескиванию под напряжением был выполнен как в примере 1. Кроме того, для полых гильз перед первой стадией отпуска после стадии поточной закалки соответствующих тестов разности в доле твердого раствора Nb ΔSR были получены как в примере 1.
[0137]
[Результат теста]
Таблица 3 показывает результат теста. В соответствующих тестах полученные пределы текучести YS соответствовали сорту 110 тысяч фунтов на кв.дюйм (758-862 МПа), отношения предела текучести к пределу прочности YR составляли 90,0% или больше, а доли площади мартенсита отпуска составляли 90% или больше для всех тестов. Из Таблицы 3 видно, что в тестах №№ 16-18, 21 и 22 химические составы были подходящими, и производственные условия также были подходящими. Следовательно, соответствующие стандарту ASTM E112 номера размера предшествующего аустенитного зерна в бесшовных стальных трубах были равны 7,0 или больше, а разности размера зерна ΔGS были равны 1,0 или меньше для всех тестов. Следовательно, превосходная стойкость к сульфидному растрескиванию под напряжением была получена как для осевого направления, так и для кругового направления бесшовных стальных труб.
[0138]
Кроме того, в этих тестах разности в доле твердого раствора Nb ΔSR составили 10% или меньше для всех тестов. Следовательно, разности прочности при растяжении ΔTS были равны 27,6 МПа или меньше, и стабильная прочность была получена в круговом направлении и осевом направлении бесшовных стальных труб.
[0139]
В тестах №№ 16-18, 21 и 22 автономная закалка выполнялась после поточной закалки. Следовательно, по сравнению с тестами №№ 1-8, для которых выполнялась только поточная закалка, соответствующие стандарту ASTM E112 номера размера предшествующих аустенитных зерен бесшовных стальных труб стали более высокими.
[0140]
С другой стороны, в тесте № 19 скорость вращения косых валков (и их окружная скорость) была слишком высокой, и в результате финишная температура стала выше 1000°C. Следовательно, разница в доле твердого раствора Nb ΔSR в полой гильзе перед стадией отпуска после стадии поточной закалки стала больше чем 10%. Следовательно, разность прочности при растяжении ΔTS стала больше чем 27,6 МПа, и стабильная прочность в круговом направлении и осевом направлении бесшовной стальной трубы не была получена. Кроме того, в тесте № 19 разность размеров зерна ΔGS стала больше чем 1,0. В результате в тесте стойкости к сульфидному растрескиванию под напряжением было подтверждено растрескивание, и стойкость к сульфидному растрескиванию под напряжением была низкой.
[0141]
В тесте № 20 температура нагрева круглой заготовки была слишком высокой. В результате финишная температура полой гильзы на стадии изготовления трубы стала выше 1000°C. Следовательно, разница в доле твердого раствора Nb ΔSR в полой гильзе перед стадией отпуска после стадии поточной закалки стала больше чем 10%. Следовательно, разность прочности при растяжении ΔTS стала больше чем 27,6 МПа, и стабильная прочность в круговом направлении и осевом направлении бесшовной стальной трубы не была получена. Кроме того, в тесте № 20 разность размеров зерна ΔGS стала больше чем 1,0. В результате в тесте стойкости к сульфидному растрескиванию под напряжением было подтверждено растрескивание, и стойкость к сульфидному растрескиванию под напряжением была низкой.
[0142]
В тесте № 23 температура окончательного (второго) отпуска была меньше чем 650°C, то есть слишком низкой. Следовательно, предел текучести стал равным 862 МПа или больше. В результате в тесте стойкости к сульфидному растрескиванию под напряжением было подтверждено растрескивание, и стойкость к сульфидному растрескиванию под напряжением была низкой.
ПРИМЕР 3
[0143]
При тех же самых условиях, что и в примере 1, множество круглых заготовок было произведено путем непрерывной разливки с использованием расплавленных сталей, показанных в Таблице 1. Бесшовные стальные трубы были произведены при производственных условиях, показанных в Таблице 4, путем использования круглых заготовок.
[0144]
[Таблица 4]
(°C)
(°C)
(°C)
(°C)
(%)
МПа
МПа
МПа
[0145]
В частности, круглые заготовки в соответствующих тестах нагревались при температурах нагрева (°C), приведенных в Таблице 4. Стадия изготовления трубы (стадия прошивки, стадия удлинения и стадия калибровки) выполнялась с использованием нагретых круглых заготовок, и были произведены полые гильзы с наружным диаметром 244,5 мм и толщиной стенки 13,8 мм. На стадии изготовления трубы диаметры бочки косых валков прошивного стана составляли 1390-1410 мм. В частности, диаметры бочки косых валков прошивного стана для тестов №№ 24-28 составляли 1390 мм, а диаметры бочки косых валков прошивного стана для тестов №№ 29-32 составляли 1410 мм. Скорости вращения валков (об/мин), окружные скорости валков (мм/с) и финишные температуры (°C) при прошивке на стадии изготовления трубы показаны в Таблице 4.
[0146]
В настоящем примере во всех тестах полые гильзы после стадии изготовления трубы остывали до нормальной температуры (25°C). Полые гильзы с нормальной температурой нагревались до температур повторной закалки QT2 (°C), показанных в Таблице 4, и их (автономная) закалка выполнялась путем быстрого охлаждения при температурах повторного нагревания. Температуры начала быстрого охлаждения на стадии закалки были теми же самыми, что и температуры повторной закалки QT2, показанные в Таблице 4. Средняя скорость охлаждения CR от температуры начала быстрого охлаждения QT2 до достижения температурой наружной поверхности полой гильзы 300°C на стадии закалки была равна 15°C/с или больше. Отпуск полых гильз выполнялся после стадии автономной закалки. Температуры отпуска TT2 показаны в Таблице 4, а продолжительность выдержки при температурах отпуска TT2 составляла 30 мин. Температуры отпуска TT2 для всех тестов были равны точке превращения Ac1 или меньше. С помощью вышеописанной стадии производства были произведены бесшовные стальные трубы соответствующих тестов. В соответствующих тестах были также подготовлены полые гильзы перед стадией отпуска после стадии автономной закалки для того, чтобы измерить разницу в доле твердого раствора Nb ΔSR.
[0147]
Химические составы бесшовных стальных труб соответствующих тестов, полученные в результате выполнения известных методов компонентного анализа в дополнительных центральных участках толщины стенки областей основного тела произведенных бесшовных стальных труб (метода измерения поглощения в инфракрасной области спектра после сжигания для C и S, метода анализа высокотемпературной десорбции газов для O и N, и метода ICP-анализа для других легирующих элементов), соответствовали Таблице 1.
[0148]
При использовании бесшовных стальных труб соответствующих тестов номера размера предшествующих аустенитных зерен, соответствующие стандарту ASTM E112, разности размера зерна ΔGS, пределы текучести YS (МПа), прочности при растяжении TS (МПа) и разности прочности при растяжении ΔTS (МПа) были получены как в примере 1. Кроме того, тест стойкости к сульфидному растрескиванию под напряжением был выполнен как в примере 1.
[0149]
Кроме того, для полых гильз перед стадией отпуска после стадии автономной закалки соответствующих тестов разности в доле твердого раствора Nb ΔSR были получены как в примере 1.
[0150]
[Результат теста]
Таблица 4 показывает результат теста. В соответствующих тестах полученные пределы текучести YS соответствовали сорту 110 тысяч фунтов на кв.дюйм (758-862 МПа), отношения предела текучести к пределу прочности YR составляли 90,0% или больше, а доли площади мартенсита отпуска составляли 90% или больше для всех тестов. Из Таблицы 4 видно, что в тестах №№ 24-26 и 29-31 химические составы были подходящими, и производственные условия также были подходящими. Следовательно, все соответствующие стандарту ASTM E112 номера размера предшествующего аустенитного зерна в бесшовных стальных трубах составляли 7,0 или больше, и разности размера зерна ΔGS составляли 1,0 или меньше. Следовательно, превосходная стойкость к сульфидному растрескиванию под напряжением была получена как для осевого направления, так и для кругового направления бесшовных стальных труб.
[0151]
Кроме того, в этих тестах разности в доле твердого раствора Nb SR составили 10% или меньше для всех тестов. Следовательно, разности прочности при растяжении TS были равны 27,6 МПа или меньше, и стабильная прочность была получена в круговом направлении и осевом направлении бесшовных стальных труб.
[0152]
В тестах №№ 24-26 и 29-31 выполнялась автономная закалка, и выполнялось измельчение зерна обратным превращением. Следовательно, по сравнению с тестами №№ 1-8, для которых выполнялась только поточная закалка, соответствующие стандарту ASTM E112 номера размера предшествующих аустенитных зерен бесшовных стальных труб стали более высокими.
[0153]
С другой стороны, в тестах №№ 27, 28 и 32 финишные температуры были выше 1000°C. Следовательно, в произведенных бесшовных стальных трубах разности размера зерна ΔGS стали больше чем 1,0. В результате в тесте стойкости к сульфидному растрескиванию под напряжением было подтверждено растрескивание, и стойкость к сульфидному растрескиванию под напряжением была низкой.
[0154]
Кроме того, в этих тестах разница в доле твердого раствора Nb ΔSR в полых гильзах перед стадией отпуска после стадии автономной закалки стала больше чем 10%. Следовательно, разности прочности при растяжении ΔTS стали больше чем 27,6 МПа, и стабильная прочность в круговом направлении и осевом направлении бесшовной стальной трубы не была получена.
[0155]
Выше был описан один вариант осуществления настоящего изобретения. Однако этот вариант осуществления является лишь иллюстрацией для выполнения настоящего изобретения. Соответственно, настоящее изобретение может быть выполнено путем подходящего изменения вышеупомянутого варианта осуществления внутри указанного диапазона без отступлений от сути настоящего изобретения, и не ограничивается вышеупомянутым вариантом осуществления.
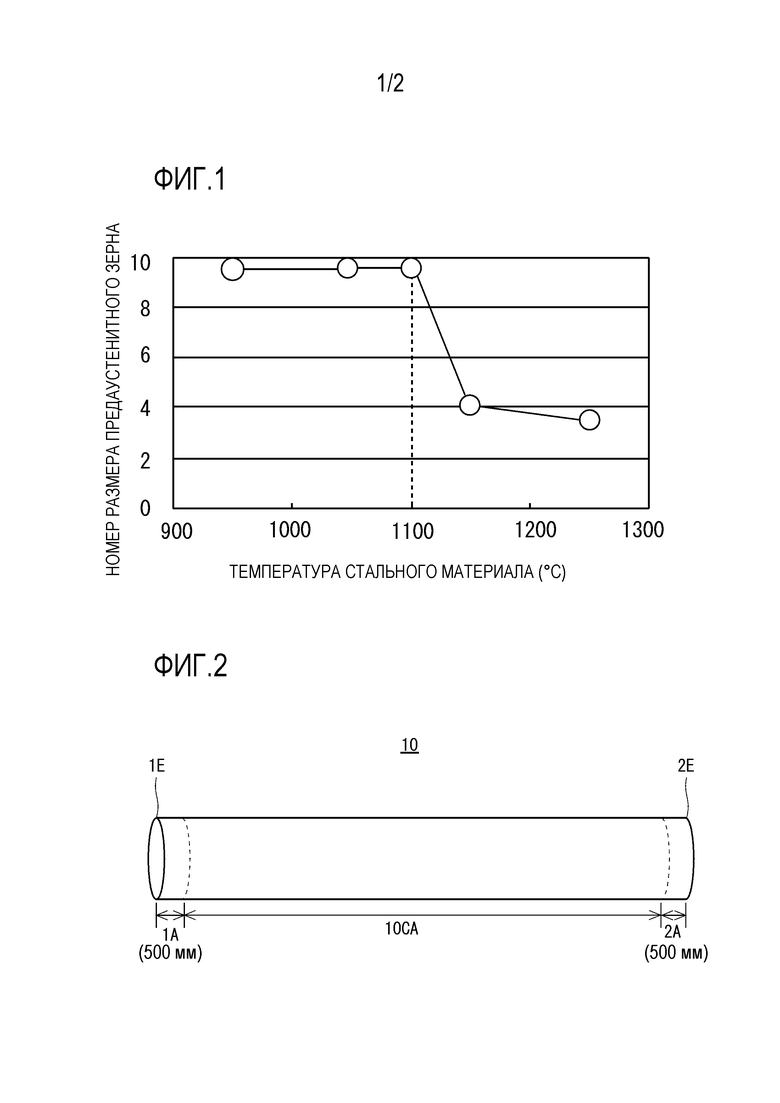

Изобретение относится к области металлургии, а именно к бесшовной стальной трубе, используемой в нефтяной промышленности для нефтяных и газовых скважин. Труба имеет следующий химический состав, мас.%: C: от 0,21 до 0,35, Si: от 0,10 до 0,50, Mn: от 0,05 до 1,00, P: 0,025 или меньше, S: 0,010 или меньше, Al: от 0,005 до 0,100, N: 0,010 или меньше, Cr: от 0,05 до 1,50, Mo: от 0,10 до 1,50, Nb: от 0,010 до 0,050, B: от 0,0003 до 0,0050, Ti: от 0,002 до 0,050, V: от 0 до 0,30, Ca: от 0 до 0,0050, и редкоземельный металл: от 0 до 0,0050, остальное - Fe и примеси. Номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, составляет 7,0 или больше в области основного тела трубы за исключением области первого конца и области второго конца трубы. Область первого конца трубы распространяется до положения 500 мм от первого конца трубы в осевом направлении бесшовной стальной трубы к области второго конца трубы, а область второго конца распространяется до положения 500 мм от второго конца трубы в осевом направлении бесшовной стальной трубы к области первого конца трубы. В области основного тела трубы разность между максимальным значением и минимальным значением номера размера зерна составляет 1,0 или меньше, предел текучести составляет от 655 до менее чем 862 МПа, а разность между максимальным значением и минимальным значением прочности при растяжении составляет 27,6 МПа или меньше. Труба имеет превосходную стойкость к сульфидному растрескиванию под напряжением при подавлении вариации прочности в круговом и осевом направлениях. 3 н. и 13 з.п. ф-лы, 3 ил., 4 табл., 3 пр.
1. Бесшовная стальная труба, имеющая первый конец трубы и второй конец трубы,
которая имеет следующий химический состав, мас.%:
C: от 0,21 до 0,35,
Si: от 0,10 до 0,50,
Mn: от 0,05 до 1,00,
P: 0,025 или меньше,
S: 0,010 или меньше,
Al: от 0,005 до 0,100,
N: 0,010 или меньше,
Cr: от 0,05 до 1,50,
Mo: от 0,10 до 1,50,
Nb: от 0,010 до 0,050,
B: от 0,0003 до 0,0050,
Ti: от 0,002 до 0,050,
V: от 0 до 0,30,
Ca: от 0 до 0,0050, и
редкоземельный металл: от 0 до 0,0050,
остальное - Fe и примеси,
в которой номер размера предшествующего аустенитного зерна, соответствующий стандарту ASTM E112, составляет 7,0 или больше в области основного тела за исключением области первого конца и области второго конца трубы, причем область первого конца трубы распространяется до положения 500 мм от первого конца трубы в осевом направлении бесшовной стальной трубы к области второго конца трубы, а область второго конца распространяется до положения 500 мм от второго конца трубы в осевом направлении бесшовной стальной трубы к области первого конца трубы,
в области основного тела разность между максимальным значением и минимальным значением номера размера зерна составляет 1,0 или меньше,
в области основного тела предел текучести составляет от 655 до менее чем 862 МПа и
в области основного тела разность между максимальным значением и минимальным значением прочности при растяжении составляет 27,6 МПа или меньше.
2. Бесшовная стальная труба по п. 1, содержащая
V: от 0,01 мас.% до 0,30 мас.%.
3. Бесшовная стальная труба по п. 1 или 2, содержащая один или более элементов, выбираемых из:
Ca: от 0,0001 мас.% до 0,0050 мас.%, и
редкоземельный металл: от 0,0001 мас.% до 0,0050 мас.%.
4. Способ производства бесшовной стальной трубы, включающий:
стадию нагревания до температуры 950-1100°C круглой заготовки, состоящей из, мас.%: C: от 0,21 до 0,35, Si: от 0,10 до 0,50, Mn: от 0,05 до 1,00, P: 0,025 или меньше, S: 0,010 или меньше, Al: от 0,005 до 0,100, N: 0,010 или меньше, Cr: от 0,05 до 1,50, Mo: от 0,10 до 1,50, Nb: от 0,010 до 0,050, B: от 0,0003 до 0,0050, Ti: от 0,002 до 0,050, V: от 0 до 0,30, Ca: от 0 до 0,0050, и редкоземельный металл: от 0 до 0,0050, остальное - Fe и примеси;
стадию изготовления трубы с прошивкой и прокаткой этой круглой заготовки с использованием прошивного стана с косыми валками, скорость вращения которых устанавливают равной 20-75 об/мин, и дополнительным выполнением прокатки для производства полой гильзы, причем температура полой гильзы во время финишной прокатки составляет 800-1000°C;
стадию закалки путем быстрого охлаждения полой гильзы, произведенной на стадии изготовления трубы, имеющей температуру наружной поверхности от точки A3 до 1000°C, на которой средняя скорость охлаждения до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, составляет 15°C/с или больше; и
стадию отпуска, выполняемую путем выдержки температуры наружной поверхности полой гильзы, которая была быстро охлаждена на стадии закалки, в пределах от 650°C до точки Ac1 для того, чтобы произвести бесшовную стальную трубу, имеющую предел текучести от 655 до менее чем 862 МПа.
5. Способ производства бесшовной стальной трубы, включающий:
стадию нагревания до температуры 950-1100°C круглой заготовки, состоящей из, мас.%: C: от 0,21 до 0,35, Si: от 0,10 до 0,50, Mn: от 0,05 до 1,00, P: 0,025 или меньше, S: 0,010 или меньше, Al: от 0,005 до 0,100, N: 0,010 или меньше, Cr: от 0,05 до 1,50, Mo: от 0,10 до 1,50, Nb: от 0,010 до 0,050, B: от 0,0003 до 0,0050, Ti: от 0,002 до 0,050, V: от 0 до 0,30, Ca: от 0 до 0,0050, и редкоземельный металл: от 0 до 0,0050, остальное - Fe и примеси;
стадию изготовления трубы с прошивкой этой круглой заготовки с использованием прошивного стана с косыми валками, окружные скорости которых устанавливают равными 1450-5550 мм/с, и дополнительным выполнением прокатки для производства полой гильзы, причем температура полой гильзы во время финишной прокатки составляет 800-1000°C;
стадию закалки путем быстрого охлаждения полой гильзы, произведенной на стадии изготовления трубы, имеющей температуру наружной поверхности от точки A3 до 1000°C, на которой средняя скорость охлаждения до тех пор, пока температура наружной поверхности полой гильзы не достигнет 300°C, составляет 15°C/с или больше; и
стадию отпуска, выполняемую путем выдержки температуры наружной поверхности полой гильзы, которая была быстро охлаждена на стадии закалки, в пределах от 650°C до точки Ac1 для того, чтобы произвести бесшовную стальную трубу, имеющую предел текучести от 655 до менее чем 862 МПа.
6. Способ по п. 4, который дополнительно включает после стадии изготовления трубы и перед стадией закалки стадию сопутствующего нагревания полой гильзы, произведенной на стадии изготовления трубы и имеющей температуру наружной поверхности от 400°C до менее чем точка превращения Ar3, до температуры наружной поверхности полой гильзы в диапазоне от точки превращения Ac3 до 1000°C, причем
на стадии закалки полую гильзу, нагретую на стадии сопутствующего нагревания до температуры наружной поверхности в диапазоне от точки превращения A3 до 1000°C, быстро охлаждают.
7. Способ по п. 5, который дополнительно включает после стадии изготовления трубы и перед стадией закалки стадию сопутствующего нагревания полой гильзы, произведенной на стадии изготовления трубы и имеющей температуру наружной поверхности от 400°C до менее чем точка превращения Ar3, до температуры наружной поверхности полой гильзы в диапазоне от точки превращения Ac3 до 1000°C, причем
на стадии закалки полую гильзу, нагретую на стадии сопутствующего нагревания до температуры наружной поверхности в диапазоне от точки превращения A3 до 1000°C, быстро охлаждают.
8. Способ по п. 4, который дополнительно включает после стадии изготовления трубы и перед стадией закалки стадию повторного нагревания полой гильзы, произведенной на стадии изготовления трубы и имеющей температуру наружной поверхности менее чем 400°C, до температуры наружной поверхности полой гильзы в диапазоне от точки превращения Ac3 до 1000°C, причем
на стадии закалки полую гильзу, нагретую на стадии повторного нагревания до температуры наружной поверхности в диапазоне от точки превращения A3 до 1000°C, быстро охлаждают.
9. Способ по п. 5, который дополнительно включает после стадии изготовления трубы и перед стадией закалки стадию повторного нагревания полой гильзы, произведенной на стадии изготовления трубы и имеющей температуру наружной поверхности менее чем 400°C, до температуры наружной поверхности полой гильзы в диапазоне от точки превращения Ac3 до 1000°C, причем
на стадии закалки полую гильзу, нагретую на стадии повторного нагревания так до температуры наружной поверхности в диапазоне от точки превращения A3 до 1000°C, быстро охлаждают.
10. Способ по п. 4, в котором круглая заготовка содержит
V: от 0,01 мас.% до 0,30 мас.%.
11. Способ по п. 5, в котором круглая заготовка содержит
V: от 0,01 мас.% до 0,30 мас.%.
12. Способ по п. 6, в котором круглая заготовка содержит
V: от 0,01 мас.% до 0,30 мас.%.
13. Способ по п. 7, в котором круглая заготовка содержит
V: от 0,01 мас.% до 0,30 мас.%.
14. Способ по п. 8, в котором круглая заготовка содержит
V: от 0,01 мас.% до 0,30 мас.%.
15. Способ по п. 9, в котором круглая заготовка содержит
V: от 0,01 мас.% до 0,30 мас.%.
16. Способ по любому из пп. 4-15, в котором круглая заготовка содержит один или более элементов, выбираемых из:
Ca: от 0,0001 мас.% до 0,0050 мас.%, и
редкоземельный металл: от 0,0001 мас.% до 0,0050 мас.%.
| WO 2016059763 A1, 21.04.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2006 |
|
RU2377320C2 |
| СТАЛЬ ДЛЯ БЕСШОВНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2002 |
|
RU2293786C2 |
| Приспособление для фильтрации | 1927 |
|
SU19610A1 |
| WO 2015190377 A1, 17.12.2015. | |||

