Предлагаемый способ относится к области производства строительных или электротехнических изделий и может быть применен для изготовления из полимербетонов деталей с повышенными требованиями к их внешнему виду, либо к механическим или электроизоляционным свойствам, например декоративных деталей или изоляторов для высоковольтных линий электропередач.
Известна технология изготовления изделий из полимербетона, при которой приготовляют смесь из полимерного связующего и заполнителя, подготавливают формы, устанавливают арматурный каркас, укладывают в формы полимербетонную смесь и формуют изделие (Инструкция по технологии приготовления полимербетонов и изготовления изделий из них СН 525-80 / Госстрой СССР. - М.: Стройиздат, 1981). В процессе формования изделий по известному способу для уплотнения смеси форму подвергают вибрации. Признаком достаточного уплотнения полимербетона служит выделение связующего на его поверхности и прекращение интенсивного образования пузырьков воздуха.
Известный способ позволяет получать требуемое качество деталей строительных конструкций. Однако при изготовлении деталей с повышенными требованиями к внешнему виду или к механическим либо электроизоляционным свойствам известный способ не обеспечивает полной дегазации полимербетонной смеси в процессе формования изделий, что ухудшает качество поверхности изделия и снижает его эстетические, механические и электроизоляционные свойства.
Известен также способ изготовления изделий из полимербетона, который принят за прототип (Технология производства Solid Surface. - Электронный ресурс. - http://www.Composite.ru/ Tehnologii/iskusstvennei_Kamen1/tehnologia_proizvodstva_Solid_Surface/). По прототипу производят подготовку формы для изделия, подготавливают заливочную смесь, состоящую из полимерного связующего (например полиэфирной смолы) и заполнителя. В смесь могут быть добавлены красители, катализаторы и другие дополнительные компоненты. В процессе подготовки смеси ее для удаления воздуха вакуумируют и перемешивают в миксере. Затем заливают полимер-бетонную смесь в подготовленную форму. В процессе заливки форму подвергают вибрации для дополнительного удаления воздуха. После полимеризации связующего в форме изделие подвергают термической и механической обработке.
Способ по прототипу обеспечивает повышение прочности, эстетичности и коррозионной стойкости при эксплуатации изделий в обычных условиях. При особо жестких требованиях повышению качества изделий препятствуют недостатки этого способа. После дегазации связующего при его перемешивании вакуумируемый миксер открывают и в связующее на воздухе добавляют заполнитель. При этом в смесь добавляется воздух. При последующем перемешивании смеси часть добавившегося воздуха может остаться в ней. Кроме того, после приготовления смеси связующего с наполнителем миксер вновь открывается, полимербетон заливается в форму на воздухе и вновь захватывает воздух в процессе заливки. Последующая вибрация формы в процессе формования изделия не обеспечит полного удаления воздуха, выделившиеся при вибрации пузырьки воздуха полностью выйти из плотно закрытой формы не могут, часть их остается на поверхности готового изделия. Это ухудшает внешний вид изделия, снижает его механическую прочность, поскольку поверхностные поры являются концентраторами механических напряжений. Резко ухудшаются диэлектрические свойства полимербетонных высоковольтных изоляторов, изготавливаемых по прототипу.
Техническим результатом предлагаемого способа является повышение эстетических, механических и электроизоляционных свойств изделий, изготавливаемых из полимербетона.
Сущность предлагаемого способа заключается в том, что полимерное связующее смешивают с твердым заполнителем в виде порошка и производят дегазацию полученной смеси путем вакуумирования. Затем заполняют подготовленную форму и выдерживают смесь в форме до полного ее затвердевания. В отличие от прототипа емкость со смесью вакуумируют до заданного остаточного давления, и выдерживают при этом давлении в течение времени, необходимого для дегазации смеси, о котором судят по образованию глянцевой поверхности смеси и полному прекращению выделения на этой поверхности пузырьков газа. Вакуумируют форму до остаточного давления равного остаточному давлению в емкости для дегазации. Затем давление в емкости для дегазации увеличивают, соединяют полость этой емкости с полостью формы через отверстия в их днищах и заполняют форму смесью. Объем емкости для дегазации смеси выбирают из условия Vё>Vc, где Vc - объем смеси, подлежащей дегазации.
При изготовлении изделий по предлагаемому способу заполнение формы полимербетоном происходит плавно с нижней части формы, благодаря чему поток смеси, заполняющей форму, не содержит турбулентных завихрений и не может дополнительно захватывать воздух на всем протяжении своего пути. Кроме того, после предварительного вакуумирования смеси в емкости для дегазации, вакуумирование продолжается и на заключительных этапах изготовления изделия - в процессе заполнения формы и формования изделия. Это позволяет практически полностью исключить образование пузырьков воздуха как на поверхности изделия так и внутри его. В результате достигается заявленный технический результат.
Сущность изобретения иллюстрируется чертежом, где показана схема процесса изготовления изделий из полимербетона по предлагаемому способу.
Предлагаемый способ осуществляется следующим образом. Полимерное связующее (например, полиэфирную смолу с отвердителем) смешивают с твердым наполнителем виде порошка (например, с электрокорундом).
Затем перемешивают эти компоненты любым известным способом (например, в миксере). Полученную смесь 2 (см. чертеж) заливают в емкость 1 для дегазации. Объем емкости 1 выбирают из условия Vё>Vc, где Vc - объем смеси, подлежащей дегазации. Такое условие необходимо выполнять, поскольку смесь 2 в процессе последующего вакуумирования вспенивается и увеличивает свой объем в 3…4 раза. С помощью вакуумного насоса 5 через трубопровод 3 полость емкости 1 вакуумируют. Контроль остаточного давления ведут с помощью манометра 4. Дросселирующий клапан 7 в это время закрыт. После достижения в емкости 1 требуемого остаточного давления смесь 2 выдерживают под этим давлением до тех пор, пока поверхность смеси 2 приобретет глянцевый вид и на ней полностью прекратится выделение пузырьков газа. Во время этой выдержки с помощью вакуумного насоса 6 через трубопровод 9 вакуумируют полость формы 10 до остаточного давления, равного остаточному давлению в емкости 1. Контроль остаточного давления в форме 10 производят с помощью манометра 8.
Затем через дросселирующий клапан 7 подают в емкость 1 воздух. Давление в емкости 1 увеличивается, возникает разность давлений в емкости 1 и в форме 10. Величину этой разницы изменяют с помощью дросселирующего клапана 7 и контролируют, сравнивая показания манометров 4 и 8. После достижения требуемой разницы давлений в емкости 1 и форме 10 открывают вентиль 11. При этом полимербетонная смесь под действием разности давлений начнет медленно и ламинарно перемещаться по трубопроводу 12, заполняя снизу форму 10. Такой процесс заполнения формы 10 практически исключает попадание воздуха в смесь 2, что уменьшает вероятность образования пор в изделиях. При этом обеспечиваются также хорошие условия для формования изделия. В процессе заполнения формы 10 продолжают вакуумирование емкости 1 насосом 5 и формы 10 насосом 6. После заполнения формы 10 выдерживают изделие в форме до полного затвердевания смеси, затем вынимают его из формы.
Примером применения предлагаемого способа может служить изготовление высоковольтных электроизоляторов.
Изготавливали изоляторы переключающих устройств класса 110 кВ. Полимерное связующее (35%), в качестве которого применяли полиэфирную смолу Dion 9700, смешивали с 65% порошка электрокорунда (Аl2О3). Порошок состоял из частиц размером 63…80 мкм - 50% и размером 14…20 мкм - 50%. В смесь добавляли 0,8% от ее объема соответствующего полиэфирной смоле отвердителя. Предварительно смесь 2 перемешивали в миксере, затем заливали в емкость 1 для дегазации, которая была изготовлена из нержавеющей стали типа Х18Н10Т. Емкость 1 в своей верхней части имела съемную крышку, со штуцером, к которому присоединяли трубопровод 3.
Форму 10 для изделия изготавливали из алюминиевого сплава Д16. Полость формы соответствовала объему изготавливаемого изолятора, ее объем составлял 6 дм3. Соответственно объем полости емкости 1, рассчитанный по выражению Vё≥Vc, где Vc - объем смеси 2, составлял 24 дм3. Форму 10 предварительно очищали от облоя предыдущей отливки и наносили на ее внутреннюю поверхность разделительную смазку 19 SAH.
После заливки подготовленной смеси 2 крышку емкости 1 герметично закрывали и насосом 5 через трубопровод 3 откачивали из емкости 1 воздух до остаточного давления 0,1 кг/мм2. Время откачки составляло 60 минут, контроль остаточного давления производили по манометру 4. За состоянием смеси 2 наблюдали визуально через смотровое окно в емкости 1.
При остаточном давлении 0,1 кг/см смесь 2 выдерживали 50 минут. В начале вакуумирования смесь 2 бурно вспенивалась и увеличивала объем в 3,5 раза. Затем ее объем постепенно уменьшался, поверхность успокаивалась. По окончании процесса дегазации смесь 2 переставала пениться и занимала свой первоначальный объем, ее поверхность приобретала гладкий, глянцевый вид, пузырьков воздуха на поверхности не наблюдалось.
Во время выдержки в процессе дегазации смеси 2 вакуумировали форму 10 насосом 6 через трубопровод 9 до остаточного давления 0,1 мм/см (равного остаточному давлению в емкости 1). Давление в форме 10 контролировали манометром 8. В качестве насосов 5 и 6 применяли ротационные кулачковые вакуумные насосы ML135BP.
После окончания дегазации смеси 2 открывали дросселирующий клапан 7 и повышали остаточное давление в полости емкости 1 до 0,6 кг/см2, затем открывали вентиль 11, соединяя емкость 2 с формой 10 трубопроводом 12 через отверстия в их днищах. За счет разности давлений смесь 2 по трубопроводу 12 плавно перетекала в форму 10, спокойно заполняя ее снизу вверх. В процессе заполнения формы 10 продолжали откачку воздуха из емкости 2 и из формы 10. После заполнения смесью 2 формы 10 вентиль 11 перекрывали и выдерживали смесь в форме, обеспечивая формование и затвердевание изделия, затем готовый изолятор подвергали испытаниям.
Вначале изолятор испытывали напряжением 500 кВ на грозовой разряд в течение 10 с, после чего выдерживали под напряжением 265 кВ в течение 1 минуты в среде элегаза. Оба испытания изготовленный изолятор выдержал успешно. Поверхность изолятора была гладкой, следов поверхностных пор не обнаружено. Это обеспечивает отсутствие концентраторов механических напряжений на поверхности изделия, что способствует повышению механической прочности.
Таким образом, предлагаемый способ обеспечивает технический эффект, заключающийся в улучшении внешнего вида изделий, их механической и электрической прочности. Способ может быть осуществлен с помощью известных в технике средств и материалов. Следовательно, предлагаемый способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ САМОТВЕРДЕЮЩЕЙ ПЕНООБРАЗУЮЩЕЙ СМЕСИ | 2000 |
|
RU2172250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ САМОТВЕРДЕЮЩЕЙ ПЕНООБРАЗУЮЩЕЙ СМЕСИ | 2002 |
|
RU2212339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2017 |
|
RU2657078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2020 |
|
RU2801720C2 |
| Способ изготовления изолирующих устройств герметичных вводов кабелей | 1989 |
|
SU1712968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОФОРМУЮЩЕГО ОБОРУДОВАНИЯ | 1995 |
|
RU2087431C1 |
| СПОСОБ ЭКСТРАГИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2213606C1 |
| ФЕРМЕНТЕР И ФЕРМЕНТАЦИОННАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО КУЛЬТИВИРОВАНИЯ МИКРООРГАНИЗМОВ | 2021 |
|
RU2777059C1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1419897A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2399109C1 |
Способ относится к области строительства, к способам изготовления изделий из полимербетона. Изобретение позволит повысить прочность изделий. Способ изготовления изделий из полимербетона включает смешивание полимерного связующего с твердым заполнителем в виде порошка, производят дегазацию полученной смеси путем вакуумирования, заполняют подготовленную форму и выдерживают смесь в форме до полного затвердевания. Дегазацию полученной смеси осуществляют в предварительно вакуумированной емкости для дегазации, выдерживают под заданным остаточным давлением в течение времени, необходимого для дегазации смеси, вакуумируют форму до остаточного давления, равного остаточному давлению в емкости, после чего давление в емкости для дегазации увеличивают, соединяют полость этой емкости с полостью формы через отверстия в их днищах и заполняют форму смесью. 2 з.п. ф-лы, 1 ил.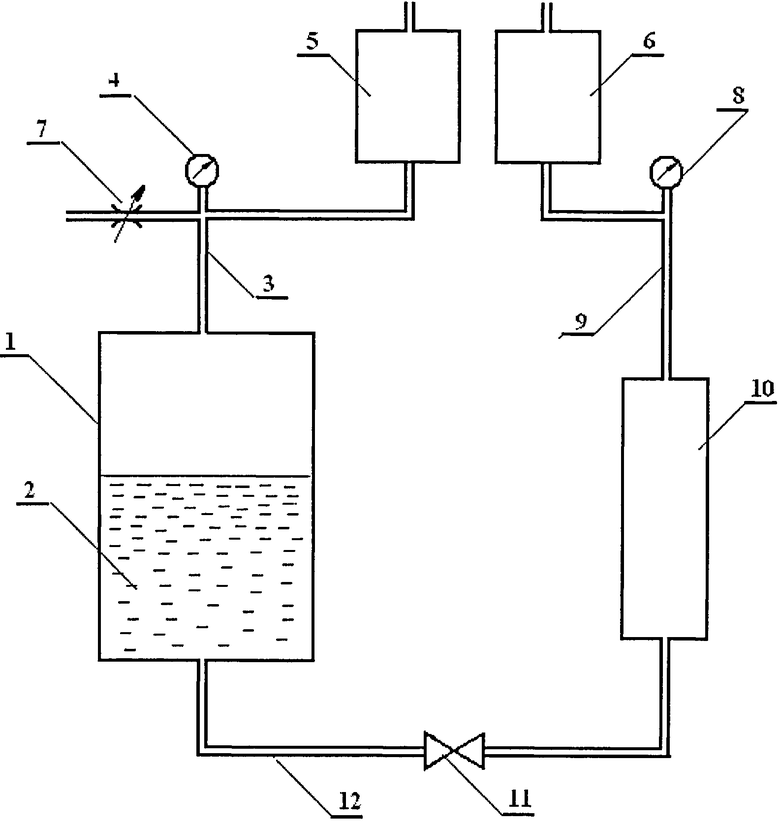
1. Способ изготовления изделий из полимербетона, при котором полимерное связующее смешивают с твердым заполнителем в виде порошка, производят дегазацию полученной смеси путем вакуумирования, после чего заполняют подготовленную форму и выдерживают смесь в форме до полного затвердевания, отличающийся тем, что емкость для дегазации вакуумируют, выдерживают под заданным остаточным давлением в течение времени, необходимого для дегазации смеси, вакуумируют форму до остаточного давления, равного остаточному давлению в емкости, после чего давление в емкости для дегазации увеличивают, соединяют полость этой емкости с полостью формы через отверстия в их днищах и заполняют форму смесью.
2. Способ по п.1, отличающийся тем, что объем емкости для дегазации смеси выбирают из условия Vё≥4Vс, где Vс - объем смеси, подлежащей дегазации.
3. Способ по п.1, отличающийся тем, что смесь после вакуумирования выдерживают в емкости до образования глянцевой поверхности и полного прекращения выделения на этой поверхности пузырьков газа.
| US 5340512 A, 23.08.1994 | |||
| Установка для формования изделий из бетонных смесей | 1979 |
|
SU876430A1 |
| Способ изготовления полимербетонных изделий | 1978 |
|
SU791686A1 |
| JP 9255454 A, 30.09.1997 | |||
| ФУРИЛУГЛЕРОДНАЯ КОМПОЗИЦИЯ "ГОЛТАР" | 1994 |
|
RU2061721C1 |

