Ј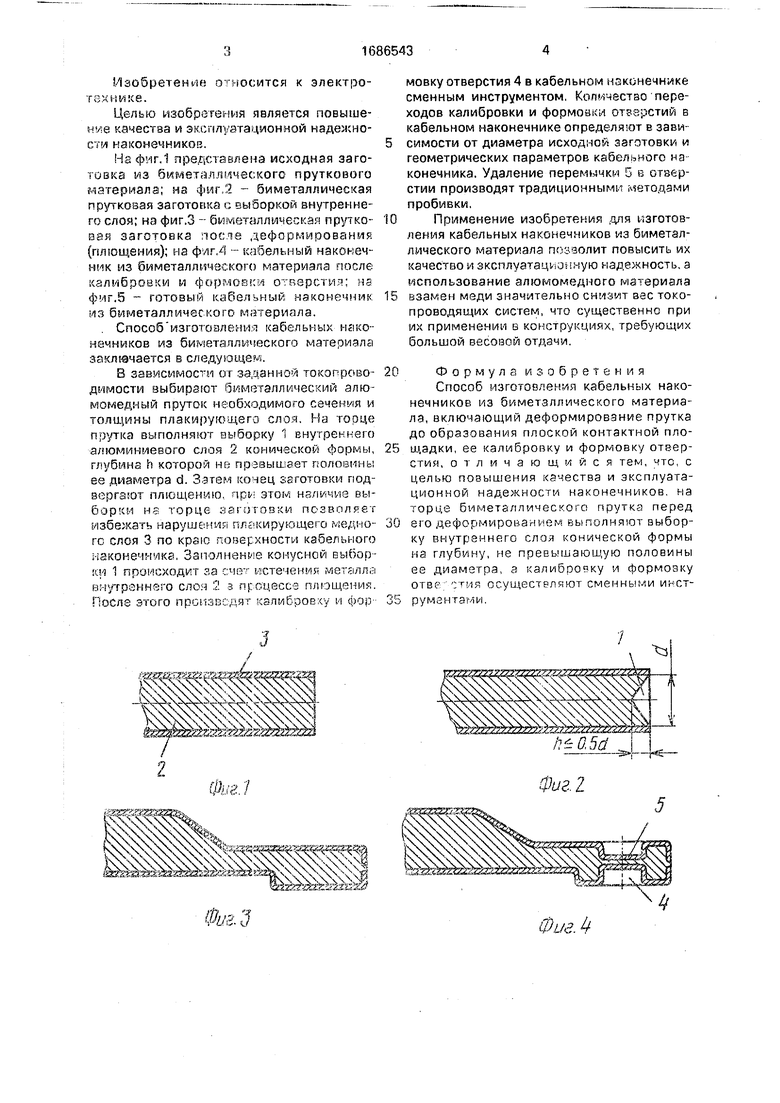
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Способ холодной стыковой сварки | 1985 |
|
SU1338992A1 |
| Способ изготовления биметаллических прутков | 1986 |
|
SU1505722A1 |
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| Способ изготовления биметаллических изделий | 1985 |
|
SU1412911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| Способ изготовления многослойных прутков | 1977 |
|
SU709308A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления составных дисков | 1986 |
|
SU1416239A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение качества и эксплуатационной надежности наконечников. Для этого выполняют нз торце алюмомедного прутка выборку внутреннего алюминиевого слоя 2 конической формы, глубина которой не превышает половины ее диаметра. После этого заготовку подвергают плющению, причем заполнение конусной выборки происходит за счет истечения металла внутреннего слоя 2, и производят калибровку и формовку отверстия 4 сменным инструментом. Способ позволяет избежать нарушения плакирующего слоя меди, что повышает качество и эксплуатационную надежность наконечников. 5 ил
Фиг. 5
О 00
о ел
fe
|
Изобретение относится к электротехнике.
Целью изобретения является повышение качества и эксплуатационной надежности наконечников
НафчгЛ представлена исходная заготовка из биметаллического пруткового материала; на фиг 2 - биметаллическая прутковая заготовка с выборкой внутреннего слоя; на фиг.З - биметаллическая прутковая заготовка после деформирования (плющения); на фиг.4 - кабельный наконечник из биметаллического материала после калибровки и формовки отверстие на фиг.5 - готовый кабельный наконечник из биметаллического материала.
Способ изготовления кабельных наконечников из биметаллического материала заключается в следующем
В зависимости от заданной токопрово- димости выбирают биметаллический элю момедный пруток необходимого сечения и толщины плакирующего слоя. На торце прутка выполняют выборку 1 внутреннего алюминиевого слоя 2 конической формы, глубина h которой не превышает половины ее диаметра d. Затем конец заготовки под всргают плющению, при этом наличие выборки нч торце заготовки позволяет избежать нарушения плакирующего медно- гс слоя 3 по краю поверхности кабельного .(аконечникэ. Заполнение конусной выбор KM 1 происходит за счот истечения металл нн /гренн 0 слсч 1 & процессе плющения После этого протьсдят калибровку и фор
Фиг 7
Фие.3
0
5
мовку отверстия 4 в кабельном наконечнике сменным инструментом. Количество переходов калибровки и формовки отверстий в кабельном наконечнике определяют в зависимости от диаметра исходной заготовки и геометрических параметров кабельного на конечника. Удаление перемычки 0 в отвер стии производят традиционными методами пробивки.
Применение изобретения для изготовления кабельных наконечников из биметаллического материала позволит повысить их качество и эксплуатации чую надежность, а
использование алюмомедного материала взамен меди значительно снизит вес токо- проводящих систем, что существенно при их применении ь конструкциях, требующих большой весовой отдачи
Формула изобретения Способ изготовления кабельных наконечников из биметаллического материала, включающий деформирование прутка до образования плоской контактной площадки ее калибровку и формовку отверстия, отличающийся тем что с целью повышения качества и эксплуатационной надежности наконечников на орце биметалпичес О| о прутка перед
его деформироианием выполняют выбор ку внутреннего слоя конической формы на глубину, не превышающую половины ее диаметра л галиброику и формовку огвс гис с ущгитрлчют сменными инструм.нтами
Фиг 1+
| Способ изготовления кабельного наконечника | 1977 |
|
SU630683A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1114284,кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
